 Saltar para o conteúdo
Saltar para o conteúdo 
Moldagem por injeção de UHMWPE
Saiba mais sobre a moldagem por injeção de UHMWPE, as suas vantagens, aplicações e processo de fabrico de componentes de polietileno ultra-duráveis e resistentes ao desgaste.
Avançado UHMWPE Moldagem por injeção
A ZetarMold é um dos poucos fabricantes com a capacidade de moldar por injeção UHMWPE. Com as nossas instalações avançadas, profunda experiência em plásticos e processo de moldagem patenteado, fornecemos soluções que são eficientes e económicas.
Porquê maquiná-lo quando se pode moldá-lo? Cada vez mais indústrias estão a descobrir as vantagens do UHMWPE para equipamento crítico.

UHMWPE
Moldes especiais
"Cada vez mais indústrias estão descobrindo as vantagens do UHMW-PE para equipamentos críticos. Na ZetarMold, a nossa equipa de engenharia colabora estreitamente com as vendas para o ajudar a desenvolver a estrutura UHMW certa para satisfazer as exigências únicas da sua aplicação específica. Somos especializados em moldagem por injeção de UHMW personalizada - explore as indústrias que servimos e veja como podemos apoiar o seu sucesso."

Recursos para O Guia Completo para Moldagem por Injeção de UHMWPE
O que é o polietileno de ultra-alto peso molecular (UHMWPE)?
O polietileno de peso molecular ultra-elevado, normalmente abreviado como UHMWPE ou UHMW, é um subconjunto especializado da família do polietileno termoplástico. Como o nome sugere, a caraterística que define o UHMWPE são as suas cadeias poliméricas extremamente longas, que resultam num peso molecular muito elevado.
Para pôr isto em perspetiva:
- Polietileno de alta densidade (HDPE), um plástico comum utilizado em garrafas e contentores, tem normalmente um peso molecular entre 100.000 e 500.000 g/mol.
- Polietileno de peso molecular ultra-elevado (UHMWPE) tem um peso molecular que varia tipicamente entre 3,1 milhões a mais de 7 milhões de g/molpor vezes até 10 milhões de g/mol.
Estas cadeias moleculares excecionalmente longas e emaranhadas são a fonte das propriedades lendárias do UHMWPE. Imagine uma tigela de esparguete cozido versus uma tigela de massa cortada. É muito mais difícil separar os fios de esparguete compridos do que os pedaços mais curtos. Do mesmo modo, as longas cadeias de polímeros no UHMWPE são incrivelmente eficazes na transferência e dissipação de carga e energia. Esta estrutura molecular confere ao material uma dureza imensa, uma resistência superior ao desgaste e uma elevada resistência ao impacto.
Ao contrário da maioria dos termoplásticos, o UHMWPE não se funde verdadeiramente num líquido de fluxo livre quando aquecido acima do seu ponto de fusão (cerca de 135°C / 275°F). Em vez disso, amolece num estado amorfo, semelhante a um gel. A sua viscosidade permanece extremamente elevada, comportando-se mais como uma pasta densa do que como um líquido. Este comportamento reológico único é a principal razão pela qual tem sido tradicionalmente processado utilizando a moldagem por compressão ou a extrusão por cilindro, em que o material é forçado a assumir uma forma sob uma pressão imensa. A moldagem por injeção de UHMWPE é, portanto, uma variante altamente especializada e desafiante de um processo padrão.
Que tipos de materiais UHMWPE existem?
O UHMWPE padrão (virgem) é um material notável por si só, mas pode ser melhorado e modificado para se adequar a requisitos de aplicações específicas. Estes diferentes graus e formulações aumentam a sua versatilidade em numerosas indústrias.
1. Grau virgem (não preenchido):
Esta é a forma pura e não adulterada do UHMWPE. É conhecido pelas suas excelentes propriedades de utilização geral, incluindo elevada resistência ao impacto, baixa fricção e ampla resistência química. Muitos tipos virgens estão em conformidade com os regulamentos da FDA e da USDA, o que os torna adequados para aplicações de processamento e manuseamento de alimentos. São normalmente de cor branca ou natural.
2. Graus melhorados e preenchidos:
Os aditivos são misturados com a resina UHMWPE de base para melhorar propriedades específicas.
- UHMWPE com óleo: Neste tipo, um óleo, cera ou outro lubrificante de qualidade alimentar é misturado na matriz do polímero durante o fabrico. Isto cria um material que é "lubrificado internamente", resultando num coeficiente de fricção ainda mais baixo (até 20% inferior ao da qualidade virgem) e numa maior resistência ao desgaste, particularmente em aplicações de funcionamento a seco. É ideal para rolamentos, casquilhos e guias de corrente onde a lubrificação externa é impraticável.
- UHMWPE com enchimento de vidro: A adição de esferas ou fibras de vidro microscópicas aumenta a rigidez do material (módulo de flexão), a resistência à compressão e a estabilidade dimensional. Embora reduza ligeiramente a resistência ao impacto, proporciona um melhor desempenho sob cargas estáticas elevadas e a temperaturas elevadas.
- UHMWPE com enchimento de carbono: São adicionados pó de carbono ou fibras para tornar o material estaticamente dissipativo ou condutor. Isto é crucial para aplicações em ambientes explosivos ou onde a eletrónica sensível necessita de proteção contra descargas electrostáticas (ESD). Os enchimentos de carbono também aumentam a rigidez e a condutividade térmica.
- UHMWPE com enchimento de cerâmica: A inclusão de partículas de cerâmica (como alumina ou carboneto de silício) aumenta drasticamente a resistência à abrasão. Estas qualidades são concebidas para as aplicações de desgaste mais exigentes, como o manuseamento de lamas abrasivas na exploração mineira, agricultura ou manuseamento de materiais a granel.
3. UHMWPE reticulado (XLPE):
Nesta variante de grau médico, as peças de UHMWPE são submetidas a um processo de pós-moldagem, normalmente irradiação por raios gama ou electrões. Esta radiação de alta energia faz com que as cadeias individuais de polímero formem ligações químicas (ligações cruzadas) entre si. Esta rede tridimensional melhora significativamente a resistência ao desgaste e reduz a fluência (deformação sob uma carga constante). O UHMWPE reticulado é o padrão de ouro para implantes ortopédicos, tais como substituições de articulações da anca e do joelho, em que a minimização dos resíduos de desgaste é fundamental para a longevidade do implante.

4. Graus antimicrobianos:
Para aplicações nas indústrias alimentar e médica, podem ser incorporados agentes antimicrobianos na resina UHMWPE. Estes agentes inibem o crescimento de bactérias, bolores e fungos na superfície da peça acabada, melhorando a higiene e a segurança.
5. Graus com código de cores:
Embora o UHMWPE virgem seja naturalmente branco, podem ser adicionados pigmentos para criar peças em várias cores. Isto é frequentemente utilizado para fins organizacionais, como a codificação por cores de diferentes tipos de tábuas de corte, peças de máquinas para linhas de produção específicas ou componentes críticos para a segurança.
Qual é a diferença entre PE, HDPE, LDPE, LLDPE e UHMWPE?
Antes de mergulhar a fundo na moldagem por injeção de UHMWPE, é crucial compreender o seu lugar na vasta família do polietileno (PE). Embora todos eles partilhem o nome "polietileno", diferenças subtis na sua estrutura molecular conduzem a um mundo de diferenças no seu desempenho - desde os sacos de plástico flexíveis que usamos diariamente até aos componentes de nível industrial que podem suportar uma abrasão extrema.
Imagine as moléculas de polímero como longas cadeias. As comprimento destas cadeias, as suas forma (se são lineares ou ramificados), e como bem apertados, podem ser embalados juntos determinam coletivamente as propriedades macroscópicas do material final.
1. Polietileno de baixa densidade (LDPE):
O LDPE foi um dos primeiros tipos de polietileno a ser produzido, e a sua estrutura molecular é a chave para as suas propriedades.
① Estrutura molecular: As cadeias moleculares do PEBD têm ramificações extensas, com cadeias laterais longas e curtas, assemelhando-se a uma árvore desorganizada. Estas ramificações impedem que as cadeias se agrupem de forma ordenada, resultando em forças intermoleculares fracas e baixa cristalinidade.
② Caraterísticas principais:
- Suavidade e flexibilidade: Devido ao empacotamento solto das suas moléculas, o LDPE é muito macio, maleável e tem uma excelente ductilidade.
- Alta claridade: A sua baixa cristalinidade confere-lhe uma boa transparência.
- Baixa densidade: Normalmente tem uma densidade de 0,910-0,925 g/cm³.
- Baixa resistência e dureza: Não suporta cargas ou pressões elevadas.
- Fraca resistência ao calor: Tem um ponto de fusão baixo e não é adequado para aplicações a altas temperaturas.
③ Aplicações comuns:
- Películas para embalagem de alimentos, película aderente.
- Sacos de plástico, sacos de supermercado.
- Tubos flexíveis, frascos de espremer (por exemplo, para condimentos ou loção).
- Filmes agrícolas.
Em poucas palavras: O LDPE é o membro "macio e flexível" da família PE, ideal para aplicações de embalagem e película em que não é necessária uma elevada resistência.


2. Polietileno Linear de Baixa Densidade (LLDPE):
O PEBDL pode ser visto como uma versão melhorada do PEBD, oferecendo maior resistência e mantendo grande parte da sua flexibilidade.
① Estrutura molecular: O LLDPE tem uma cadeia principal linear, mas incorpora muitas ramificações curtas e uniformes. Ao contrário das ramificações longas e aleatórias do LDPE, esta estrutura mais regular permite que o polímero mantenha a sua ligação sob tensão.
② Caraterísticas principais:
- Resistência superior ao rasgo e à perfuração: Esta é a vantagem mais significativa do LLDPE em relação ao LDPE. A estrutura molecular é melhor na distribuição do stress.
- Elevada resistência à tração e tenacidade: Tem um desempenho muito melhor sob tensão e é menos propenso a quebrar.
- Flexibilidade mantida: Embora ligeiramente mais rígido do que o LDPE, continua a ser considerado um material flexível.
③ Aplicações comuns:
- Película extensível industrial para paletização de mercadorias.
- Sacos de lixo para trabalhos pesados e revestimentos industriais.
- Geomembranas, tubos de irrigação agrícola.
- Brinquedos duradouros.
Em poucas palavras: O PEBDL é uma versão "mais resistente" do PEBD, concebida para películas e aplicações flexíveis que exigem uma maior resistência ao rasgo e à perfuração.

3. Polietileno de alta densidade (PEAD):
O PEAD é o cavalo de batalha "forte e rígido" da família do polietileno e um dos plásticos duros mais comuns no nosso quotidiano.
① Estrutura molecular: O PEAD é caracterizado pelas suas cadeias moleculares altamente lineares com muito poucas ramificações. Esta estrutura ordenada permite que as cadeias se agrupem muito firmemente e formem regiões altamente cristalinas, resultando em fortes forças intermoleculares.
② Caraterísticas principais:
- Alta densidade e dureza: Com uma densidade tipicamente entre 0,941-0,965 g/cm³, é duro, rígido e rijo.
- Elevada resistência à tração: Pode suportar muito mais força do que o LDPE e o LLDPE.
- Excelente resistência química: É altamente resistente a muitos ácidos, bases e solventes.
- Opaco: A sua elevada cristalinidade torna-o naturalmente branco leitoso ou opaco.
- Boa resistência ao desgaste: Para um plástico de base, a sua resistência à abrasão é respeitável (mas não chega perto da do UHMWPE).
③ Aplicações comuns:
- Jarros de leite, garrafas de sumo, frascos de champô e outros recipientes rígidos.
- Tubos de gás, água e esgotos.
- Tábuas de corte em plástico, caixas de arrumação.
- Brinquedos para crianças, mobiliário de exterior.
Resumindo: O PEAD é o plástico "rígido e duradouro" de eleição para o fabrico de uma grande variedade de recipientes rígidos, tubos e bens duradouros.


4. Polietileno de peso molecular ultra-elevado (UHMWPE):
O UHMWPE representa o auge do desempenho do polietileno. Leva a estrutura linear do HDPE ao extremo, resultando em super-propriedades que nenhum outro PE consegue igualar.
① Estrutura molecular: As cadeias moleculares do UHMWPE também são lineares, mas o seu comprimento é impressionante - 10 a 20 vezes mais longo do que o do HDPE, ou mesmo mais. O seu peso molecular situa-se normalmente entre 3,1 e 7+ milhões de g/mol, enquanto o do PEAD é normalmente de apenas 100.000 a 500.000 g/mol. Estas cadeias extremamente longas estão altamente emaranhadas umas com as outras, como uma tigela de esparguete demasiado cozido.
② Caraterísticas principais:
- Resistência inigualável à abrasão: Esta é a caraterística que define o UHMWPE. Em cenários de deslizamento e desgaste abrasivo, tem um desempenho superior a quase todos os outros termoplásticos e a muitos metais, incluindo o aço-carbono. As cadeias longas são incrivelmente difíceis de arrancar da superfície.
- Extrema resistência ao impacto: Tem a maior resistência ao impacto de qualquer termoplástico, o que lhe valeu a alcunha de "virtualmente inquebrável". Mantém esta resistência mesmo a temperaturas criogénicas (-200°C).
- Coeficiente de fricção extremamente baixo: A superfície é excecionalmente lisa, com excelentes propriedades auto-lubrificantes, comparáveis às do PTFE (Teflon).
- Resistência química superior: Herda e melhora a inércia química da família PE.
- Absorção de água zero: Não absorve praticamente nenhuma humidade, o que lhe confere uma excelente estabilidade dimensional.
③ Dificuldade de processamento: Devido ao comprimento extremo da cadeia, a sua viscosidade de fusão é astronómica. Acima do seu ponto de fusão, não flui como um verdadeiro líquido, mas, em vez disso, amolece para um estado de borracha, semelhante a um gel. Isto torna impossível o seu processamento através de técnicas convencionais de moldagem por injeção ou extrusão. Requer métodos altamente especializados, tais como a moldagem por injeção especializada abordada ao longo deste guia, a moldagem por compressão ou a extrusão por ram.
④ Aplicações comuns:
- Implantes ortopédicos (revestimentos resistentes ao desgaste para ancas e joelhos artificiais).
- Placas balísticas para armadura corporal, luvas resistentes aos cortes.
- Tiras de desgaste industrial, guias de corrente, engrenagens e rolamentos.
- Defensas de cais para portos, revestimentos para tremonhas de manuseamento de minerais e cereais.
Em poucas palavras: O UHMWPE é o "guerreiro supremo" da família do polietileno, tirando partido das suas cadeias moleculares extremamente longas para proporcionar uma resistência ao desgaste, resistência ao impacto e auto-lubrificação sem paralelo para os desafios de engenharia mais exigentes.


5. Gráfico de comparação rápida:
| Imóveis | PEBD | PEBDL | PEAD | UHMWPE |
|---|---|---|---|---|
| Estrutura molecular | Altamente ramificado | Linear com ramos curtos | Altamente linear | Cadeias lineares extremamente longas |
| Peso molecular (g/mol) | Baixa (~50.000) | Baixa (~100.000) | Médio (100k - 500k) | Extremamente elevado (>3.100.000) |
| Densidade | Baixa | Baixa | Elevado | Baixa (mas bem embalada) |
| Dureza / Rigidez | Muito macio, flexível | Macio, flexível | Duro, rígido | Dureza média, extremamente resistente |
| Resistência à tração | Baixa | Médio | Elevado | Muito elevado |
| Resistência ao impacto | Bom | Excelente | Bom | Excecional (o mais elevado dos termoplásticos) |
| Resistência à abrasão | Pobres | Justo | Bom | Incomparável (Melhor dos Termoplásticos) |
| Processabilidade | Fácil | Fácil | Fácil | Extremamente difícil |
| Aplicação típica | Bolsas, Filme | Envolvimento elástico, forros | Garrafas, tubos, caixotes | Implantes, armaduras, peças de desgaste |
Quais são as caraterísticas do UHMWPE?
As "caraterísticas" do UHMWPE referem-se às suas caraterísticas qualitativas e observáveis que definem o seu comportamento e sensação. Estas são as caraterísticas que o tornam tão desejável para aplicações exigentes.
- Resistência excecional: O UHMWPE é frequentemente descrito como "virtualmente inquebrável". Pode absorver enormes quantidades de energia de impacto sem fraturar, rachar ou estilhaçar, mesmo a temperaturas criogénicas (tão baixas como -200°C).
- Natureza auto-lubrificante: O material tem um toque ceroso e escorregadio. As suas moléculas têm uma afinidade muito baixa com outras superfícies, o que resulta num coeficiente de fricção extremamente baixo. Esta propriedade "auto-lubrificante" significa que pode funcionar em contacto direto com outras peças com um desgaste mínimo e sem necessidade de lubrificantes externos.
- Excelente resistência à abrasão: Esta é a principal reivindicação de fama do UHMWPE. É superior a quase todos os outros termoplásticos e a muitos metais, incluindo o carbono e o aço inoxidável, em cenários de deslizamento e abrasão. As longas cadeias de polímeros resistem a ser "raspadas" por partículas abrasivas.
- Inércia química: Como membro da família do polietileno, o UHMWPE é quimicamente muito estável. É altamente resistente a uma vasta gama de produtos químicos corrosivos, incluindo a maioria dos ácidos fortes, álcalis, solventes orgânicos e agentes de limpeza. Só será atacado por ácidos altamente oxidantes.
- Leve: Com uma densidade de aproximadamente 0,93-0,95 g/cm³, o UHMWPE é mais leve do que a água, o que significa que flutua. Esta baixa densidade torna-o uma excelente escolha para aplicações em que a redução de peso é uma prioridade sem sacrificar a resistência e a durabilidade.
- Absorção de humidade insignificante: O UHMWPE não é poroso e praticamente não absorve água (<0,01%). Isto significa que as suas dimensões e propriedades permanecem estáveis mesmo quando totalmente submerso ou utilizado em ambientes de elevada humidade. Isto também o torna resistente a manchas e fácil de limpar.
- Amortecimento superior do ruído e das vibrações: A estrutura molecular do material é excelente na absorção de energia, o que se traduz num amortecimento eficaz do ruído e da vibração. Isto torna-o ideal para engrenagens, rolos e componentes de transportadores, criando máquinas mais silenciosas.
- Biocompatibilidade: O UHMWPE de grau médico não é tóxico e não provoca uma resposta nociva do corpo humano, o que o torna um material seguro e fiável para implantes cirúrgicos e dispositivos médicos.

Os materiais UHMWPE podem ser moldados por injeção?
Sim, mas não com um processo normalizado. Este é o desafio central e o conceito mais importante a compreender.
A tentativa de moldar por injeção o UHMWPE utilizando máquinas e parâmetros convencionais concebidos para materiais como o polipropileno ou o ABS resultará em fracasso. A viscosidade de fusão astronomicamente elevada do material impede-o de fluir através de portas padrão, corrediças e cavidades de moldes de paredes finas. É provável que cause um "tiro curto" (enchimento incompleto) ou danifique a máquina de moldagem devido à acumulação excessiva de pressão.
1. O sucesso da moldagem por injeção de UHMWPE é um processo altamente especializado que requer:
① Resinas especialmente formuladas: Os fornecedores de materiais desenvolveram resinas UHMWPE de "grau de moldagem por injeção" próprias. Estas são frequentemente ligeiramente inferiores em peso molecular (embora ainda na gama "ultra-alta") ou contêm aditivos que aumentam o fluxo e reduzem a viscosidade apenas o suficiente para tornar o processamento viável sem comprometer significativamente as propriedades finais.
② Máquinas de moldagem por injeção modificadas: As máquinas devem ser robustas e capazes de gerar pressões de injeção extremamente elevadas - muitas vezes superiores a 30.000 a 40.000 psi. Podem apresentar designs de parafusos especializados (por exemplo, baixas taxas de compressão), sistemas hidráulicos melhorados e cilindros e parafusos endurecidos e resistentes ao desgaste para lidar com a natureza abrasiva de alguns tipos de enchimento.
③ Desenho de molde especializado: Os moldes para UHMWPE têm de ser concebidos para acomodar o fraco fluxo e a elevada contração do material. Isto inclui a utilização de canais grandes e totalmente redondos; portas grandes e diretas; construção robusta para suportar alta pressão; e colocação estratégica de canais de arrefecimento.
④ Controlo de processos especializado: A janela de processo para o UHMWPE é extremamente estreita. Requer técnicos experientes que saibam equilibrar a temperatura, a pressão, a velocidade de injeção e o tempo de arrefecimento para obter uma peça devidamente preenchida e totalmente fundida.
Em resumo, o UHMWPE pode ser moldado por injeção, mas trata-se de um nicho, uma disciplina de nível especializado que preenche a lacuna entre as técnicas tradicionais de moldagem por injeção e moldagem por compressão.

Por conseguinte, a moldagem por injeção de UHMWPE bem sucedida é uma técnica altamente especializada, melhor descrita como um processo híbrido que se situa algures entre a moldagem por injeção tradicional e a moldagem por compressão. Exige não só graus de resina especiais e equipamento modificado, mas também impõe requisitos extremamente rigorosos e não convencionais ao design do molde. De facto, não é exagero dizer que A conceção do molde é o fator mais crítico que determina o sucesso ou o fracasso de um projeto de moldagem por injeção de UHMWPE.
2. Os quatro princípios fundamentais do design de moldes UHMWPE:
① Corredores grandes e redondos:
As calhas são os canais que ligam o bico da máquina de injeção à cavidade do molde, guiando o material fundido até ao seu destino final. Para os plásticos comuns, os canais são frequentemente concebidos para serem tão pequenos quanto possível, assegurando simultaneamente um enchimento completo, o que poupa material e reduz o tempo de ciclo. As secções transversais trapezoidais ou semi-redondas são comuns.
Para o UHMWPE, esta lógica deve ser completamente abandonada. O único objetivo da conceção do corredor é minimizar a resistência ao fluxo a todo o custo. Isto significa:
- Diâmetro maciço: Os canais devem ser excecionalmente grandes, normalmente com diâmetros que variam entre 10 mm e 20 mm (0,4″ e 0,8″) ou mesmo maiores, dependendo do tamanho da peça. Isto proporciona um caminho amplo e aberto para o material viscoso.
- Secção transversal redonda: Entre todas as formas geométricas, uma secção transversal de círculo completo oferece a relação mais baixa entre a área de superfície e o volume. Isto é conhecido como ter o "raio hidráulico ótimo". Menos área de superfície de contacto significa menos fricção, o que, por sua vez, minimiza a perda da preciosa pressão de injeção no sistema de canais. Também diminui a velocidade a que a camada exterior da massa fundida congela contra a parede fria do molde, mantendo aberto o caminho central do fluxo.

Porque é que é fundamental:
A viscosidade de fusão do UHMWPE é extremamente elevada e a sua fluidez é fraca. A utilização de canais pequenos ou trapezoidais provocaria um aumento dramático da resistência à fricção, conduzindo a enormes quedas de pressão. É possível que mais de 50% da pressão de injeção sejam consumidos apenas para empurrar o material através do canal, deixando uma força insuficiente para preencher a cavidade. Isto é análogo a tentar beber um batido espesso através de uma agitadora de café estreita - por muito que se tente, é incrivelmente ineficaz.
Consequências de uma má conceção:
- Tiros curtos garantidos: O material irá congelar no corredor muito antes de poder preencher a cavidade.
- Sobrecarga de pressão: Na tentativa de forçar um enchimento, os operadores podem aumentar a pressão para um nível perigoso, arriscando-se a danificar o sistema hidráulico da máquina ou o próprio molde.
- Degradação do material: A fricção excessiva gera um calor de cisalhamento extremo, que pode quebrar as longas cadeias moleculares do UHMWPE, comprometendo seriamente as propriedades mecânicas da peça final.
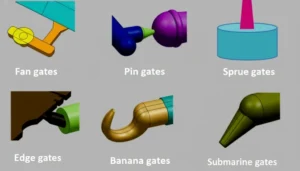
② Grande, Portões diretos:
A comporta é a "porta de entrada" final entre o canal e a cavidade da peça. Na moldagem convencional, as portas (por exemplo, portas pontuais ou submarinas) são frequentemente concebidas para serem muito pequenas. Isto permite-lhes cortar automaticamente quando o molde abre e minimiza a mancha estética na peça.
No caso do UHMWPE, a estética deve ceder à funcionalidade. As portas devem ser grandes, não restritivas e, de preferência, diretas.
- Tamanho grande: A comporta deve ser suficientemente grande para evitar um efeito de estrangulamento à medida que o material entra na cavidade. O seu objetivo é facilitar uma transição suave e não estrangular o fluxo.
- Conceção direta: Os tipos ideais de porta são uma porta de jito direta ou uma porta de aba grande, que ligam o canal diretamente à secção mais espessa da peça. Isto assegura que a pressão é transmitida continuamente do canal para a cavidade com perdas mínimas.

Porque é que é fundamental:
A porta tem duas funções principais: em primeiro lugar, permitir a entrada do material durante a fase de injeção e, em segundo lugar - e mais importante - permanecer aberta durante a fase de embalagem. O UHMWPE tem uma elevada taxa de contração do molde. Para compensar este encolhimento e evitar marcas de afundamento ou vazios internos, deve ser mantida uma pressão elevada (pressão de retenção ou de enchimento) após o enchimento para "embalar" mais material na cavidade. Se a comporta for demasiado pequena, irá congelar prematuramente, cortando o caminho para esta pressão de enchimento e tornando inútil toda a fase de enchimento.
Consequências de uma má conceção:
- Marcas de afundamento e vazios graves: A superfície da peça apresentará depressões inestéticas e formar-se-ão bolhas ou orifícios internos, comprometendo a integridade estrutural e o desempenho da peça.
- Enchimento incompleto: O fluxo de material é bloqueado na porta, impedindo o enchimento total da cavidade.
- Fraca estabilidade dimensional: Uma vez que a contração não é compensada, as dimensões finais da peça serão inconsistentes e distantes do desenho pretendido.
③ Construção robusta para pressão ultra-alta:
A pressão de injeção do UHMWPE atinge frequentemente 200 MPa (aprox. 30.000 psi) ou mais, o que é duas a três vezes superior à dos plásticos convencionais. Isto significa que, durante cada ciclo, o molde é sujeito a uma força imensa, semelhante a uma pequena explosão interna. Por conseguinte, o molde deve ser projetado e construído como uma "fortaleza de aço" capaz de suportar estas condições extremas.
- Aço de molde de alta resistência: Os aços para ferramentas de alta qualidade e elevada dureza, pré-endurecidos ou endurecidos por passagem, como o P20, H13 ou S7, são obrigatórios. Para as áreas em contacto direto com graus abrasivos de UHMWPE (especialmente os preenchidos com fibra de vidro ou cerâmica), pode ser necessário um revestimento de crómio duro ou um aço ainda mais resistente ao desgaste.
- Placas de molde espessas: As placas A e B do molde (metades fixas e móveis) devem ser significativamente mais espessas do que num molde convencional, para evitar que se dobrem ou "respirem" sob pressão, o que causaria flashing.
- Sistema de suporte reforçado: O molde deve ser concebido com um número adequado de pilares de suporte robustos para apoiar a cavidade, assegurando que as forças são distribuídas uniformemente durante a fixação e a injeção para evitar a deformação.
- Intertravamentos fiáveis: Os mecanismos de guia e de bloqueio devem ser resistentes para garantir que as duas metades do molde se alinham perfeitamente sob pressão extrema e não se deslocam.

Porque é que é fundamental:
Se um molde não tiver rigidez suficiente, deformar-se-á elasticamente sob o impacto de alta pressão. Isto pode fazer com que a linha de partição se abra por um espaço minúsculo, permitindo que o plástico derretido escape e forme flash. O flash não só degrada a qualidade da peça e requer remoção manual, como também acelera o desgaste da linha de separação, reduzindo a vida útil do molde. A flexão repetitiva pode levar a danos permanentes no molde.
Consequências de uma má conceção:
- Intermitência: Aumenta os custos de pós-processamento e afecta negativamente a precisão das peças.
- Danos permanentes no molde: Placas deformadas, pilares de suporte esmagados ou núcleos/cavidades rachados, levando a custos de reparação avultados ou à anulação total da ferramenta.
- Riscos de segurança: Em casos extremos, uma falha catastrófica da estrutura do molde pode representar uma séria ameaça ao equipamento e ao pessoal.
④ Colocação estratégica do canal de arrefecimento:
O arrefecimento desempenha um papel duplo na moldagem de UHMWPE: tem de ser suficientemente rápido para solidificar a peça para ejeção, mas também suficientemente uniforme para evitar o empeno. Uma vez que as peças em UHMWPE são tipicamente de paredes espessas e o plástico é um mau condutor térmico, o processo de arrefecimento é simultaneamente lento e crítico.
Layout uniforme: Os canais de arrefecimento devem ser dispostos o mais uniformemente possível à volta da cavidade, mantendo uma distância consistente da superfície da peça. Isto assegura que todas as secções da peça arrefecem a um ritmo semelhante.
- Direcionar os pontos quentes: Em secções de paredes espessas da peça ou em linhas de soldadura onde é gerado calor adicional, são necessários mais canais de arrefecimento ou canais colocados mais perto da superfície para extrair a acumulação de calor localizada.
- Conceção de circuitos múltiplos: Para peças complexas, é melhor conceber vários circuitos de arrefecimento independentes. Isto permite o controlo diferencial da temperatura em diferentes áreas do molde, proporcionando um controlo mais preciso da contração e do empeno.

Porque é que é fundamental:
O UHMWPE tem um coeficiente de expansão e contração térmica muito elevado. Com um arrefecimento não uniforme, uma parte do componente encolherá e solidificará antes de outra. Este desequilíbrio na tensão interna fará com que a peça se deforme severamente após a ejeção, tal como um biscoito numa panela aquecida de forma desigual. O arrefecimento uniforme e controlado é a chave para garantir a precisão dimensional e a estabilidade geométrica do produto final.
Consequências de uma má conceção:
- Deformação e distorção graves: As peças ficam inutilizáveis, o que leva a taxas de refugo extremamente elevadas.
- Tempos de ciclo excessivamente longos: O tempo de ciclo global é ditado pela secção de arrefecimento mais lenta, levando a uma fraca eficiência de produção.
- Alta tensão interna: A peça pode parecer bem formada, mas contém uma tensão significativa no molde, tornando-a propensa a fissuras ou falhas prematuras em serviço.
Quais são as principais considerações para a moldagem por injeção de UHMWPE?
Antes de iniciar um projeto de moldagem por injeção de UHMWPE, devem ser considerados vários factores críticos para garantir um resultado bem sucedido.
1. Seleção do material:
- O UHMWPE é a escolha certa? Primeiro, confirme se o UHMWPE é realmente necessário. Se a aplicação requer apenas uma resistência moderada ao desgaste, um material mais facilmente processado, como o acetal (POM) ou o nylon, pode ser suficiente a um custo inferior. O UHMWPE deve ser reservado para aplicações em que a sua extrema resistência à abrasão, resistência ao impacto ou baixa fricção não são negociáveis.
- Escolher o grau correto: Tal como referido anteriormente, selecione o tipo que melhor corresponde às necessidades da aplicação - virgem para contacto com alimentos, cheio de óleo para deslizamento a seco, cheio de carbono para ESD, etc. Trabalhe em estreita colaboração com o fornecedor do material e o seu moldador.
2. Conceção de peças:
- Secções de parede espessa: O UHMWPE não flui bem em secções finas. Recomenda-se frequentemente uma espessura mínima da parede de 3 mm (0,125 polegadas), sendo o ideal 5-6 mm (0,200-0,250 polegadas). Evitar alterações bruscas na espessura da parede.
- Raios generosos: Os cantos internos afiados são concentradores de tensão e devem ser evitados. Utilize raios grandes e generosos em todos os cantos e filetes para melhorar o fluxo de material e a resistência da peça.
- Simplicidade: As geometrias complexas com caraterísticas intrincadas, nervuras ou saliências são extremamente difíceis de preencher e devem ser minimizadas. A peça ideal é volumosa e simples.
3. Conceção de moldes e ferramentas:
- Capacidade de alta pressão: O molde deve ser construído em aço para ferramentas de elevada resistência (por exemplo, P20, H13) e concebido para suportar pressões de injeção e de aperto imensas sem fletir ou falhar.
- Gating e Runners: Utilize canais grandes e totalmente redondos para minimizar a queda de pressão. As comportas devem ser grandes e alimentar diretamente a secção mais espessa da peça. As comportas submarinas, as comportas de pinos e outros desenhos restritivos não são geralmente viáveis.
- Ventilação: A ventilação adequada é fundamental para permitir a saída do ar preso à medida que a frente lenta do material avança. Uma ventilação inadequada pode levar a disparos curtos e marcas de queimadura.
- Encolhimento: O UHMWPE tem uma taxa de contração elevada e frequentemente não uniforme. O molde tem de ser concebido para ter em conta este facto, de modo a obter a precisão dimensional da peça final. Isto requer frequentemente a criação de protótipos e iteração.
4. Equipamento de processamento:
- Máquina de alta pressão: A prensa de moldagem por injeção deve ser capaz de gerar e manter pressões de injeção muito elevadas.
- Parafuso e barril: É necessário um parafuso especializado com uma baixa taxa de compressão (por exemplo, 1,5:1 a 2,0:1) para evitar a geração excessiva de calor de cisalhamento, que pode degradar o material. O cilindro e o parafuso devem ser feitos de aço endurecido e resistente ao desgaste.
5. Custo e tempo de ciclo:
- Elevado custo das ferramentas: Os moldes robustos e de alta pressão são mais caros de construir do que os moldes normais.
- Tempos de ciclo longos: Devido às paredes espessas das peças e à termodinâmica do material, tanto a fase de injeção como a fase de arrefecimento são significativamente mais longas do que nos termoplásticos convencionais. Os tempos de ciclo podem ser de vários minutos por peça, o que aumenta o custo por peça.

Fabrico de moldes de injeção de UHMWPE
Guia de fabrico de moldes de injeção de UHMWPE

Recursos para O Guia Completo de Moldagem por Injeção de UHMWPE
Diretrizes de conceção para a moldagem por injeção de UHMWPE
A conceção de uma peça para uma moldagem por injeção de UHMWPE bem sucedida requer a adesão a um conjunto de regras que acomodam o comportamento único do material.
| Caraterísticas de design | Orientação / Recomendação | Justificação |
|---|---|---|
| Espessura da parede | Mínimo: 3 mm (0,125″) Recomendado: > 5 mm (0,200″) | Assegura que o material tem um percurso de fluxo suficientemente grande para preencher a cavidade antes de congelar. As paredes finas são quase impossíveis de preencher. |
| Uniformidade da parede | Manter uma espessura de parede tão uniforme quanto possível. Se forem necessárias alterações, estas devem ser graduais e suaves. | Evita o arrefecimento desigual, que conduz a deformações, marcas de afundamento e tensões internas. |
| Raios e filetes | Raio interno mínimo: 1x espessura da parede. Recomendado: 2-3x a espessura da parede. | Reduz as concentrações de tensão, melhora o fluxo de material nos cantos e torna a peça mais resistente. |
| Costeletas e bifes | Evitar, se possível. Se necessário, torná-los curtos e espessos. A espessura da base deve ser de ~50-60% da parede principal. Utilizar correntes de ar e raios generosos. | Estas caraterísticas são difíceis de preencher e podem causar marcas de afundamento na superfície oposta. |
| Ângulos de projeto | Mínimo: 3 graus. Recomendado: 5 graus ou mais. | A elevada pressão de aperto pode fazer com que a peça fique firmemente colada no molde. Um ângulo de inclinação generoso é essencial para uma fácil ejeção da peça. |
| Furos e núcleos | Manter os furos afastados das arestas. A distância entre furos ou entre um furo e uma parede deve ser, pelo menos, o dobro do diâmetro do furo. | Mantém a integridade estrutural e evita problemas de fluxo à volta dos pinos centrais. |
| Tolerâncias | Esperar tolerâncias mais alargadas do que com os plásticos convencionais. +/- 0,010″ é um bom ponto de partida, mas depende muito da geometria. | A taxa de retração elevada e variável torna difícil manter tolerâncias extremamente apertadas. |
| Acabamento da superfície | Procure um acabamento funcional em vez de um acabamento cosmético. Os acabamentos de alto brilho são difíceis de obter. Um acabamento texturado ou mate pode esconder pequenas marcas de fluxo. | O comportamento de fluxo do material não se presta a replicar texturas de molde finas ou a obter uma superfície Classe A perfeita. |
Como executar a moldagem por injeção de UHMWPE: Um guia passo a passo
Esta é uma visão geral simplificada do processo especializado, destacando as principais diferenças em relação à moldagem convencional.
Etapa 1: Preparação do material:
Embora o UHMWPE tenha uma baixa absorção de humidade, alguns tipos de enchimento podem ser higroscópicos. A resina deve ser seca de acordo com as especificações do fabricante, normalmente durante 2-4 horas a cerca de 70-80°C, para evitar quaisquer defeitos na superfície.
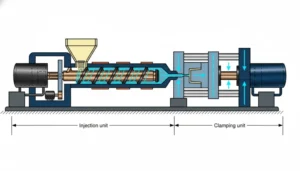
Etapa 2: Configuração da máquina e do molde:
O molde é instalado numa máquina de moldagem por injeção de alta tonelagem e alta pressão. São definidas as temperaturas do barril e do bocal. Ao contrário de muitos plásticos, o perfil de temperatura do UHMWPE é relativamente plano e quente, frequentemente na gama de 220-280°C (428-536°F). Esta temperatura está muito acima do seu ponto de fusão e é necessária para reduzir a viscosidade tanto quanto possível.

Etapa 3: Plasticação (fusão):
Os aglomerados de UHMWPE são alimentados a partir da tremonha para o tambor. O parafuso rotativo transporta-os para a frente. A combinação do calor das bandas de aquecimento do cilindro e do calor de cisalhamento da rotação do parafuso começa a amolecer o material até ao seu estado gelatinoso. É utilizada uma velocidade baixa do parafuso (RPM) para minimizar a degradação induzida pelo cisalhamento das cadeias longas do polímero.
Etapa 4: Injeção:
Uma vez acumulado material suficiente em frente ao parafuso, inicia-se a fase de injeção. O parafuso actua como um pistão, empurrando-o para a frente com uma força imensa. É aplicada uma pressão de injeção extremamente elevada (25.000 - 40.000+ psi) para forçar o material viscoso e pastoso a passar pelo bocal, jito, canais e porta, e a entrar na cavidade do molde. A velocidade de injeção é normalmente lenta e controlada para garantir um enchimento constante e uniforme.
Etapa 5: Embalagem e conservação:
Após o enchimento volumétrico do molde, é aplicada uma pressão de "embalagem" ou de "retenção" durante um período prolongado. Este é um passo crítico. Continua a empurrar o material para dentro da cavidade para compensar o encolhimento significativo que ocorre à medida que o material arrefece e solidifica. Uma pressão ou tempo de enchimento insuficiente resultará em vazios, marcas de afundamento e fraca estabilidade dimensional.
Etapa 6: Arrefecimento:
Esta é a fase mais longa do ciclo. Uma vez que as peças têm paredes espessas e o plástico é um mau condutor térmico, é necessário um longo período de arrefecimento para permitir que a peça solidifique completamente e se torne suficientemente estável para ser ejectada. O molde é arrefecido com água ou óleo em circulação. Se este passo for apressado, pode provocar deformações graves.
Etapa 7: Abertura do molde e ejeção:
Uma vez terminado o tempo de arrefecimento, o molde abre-se. O sistema ejetor (pinos, mangas, etc.) empurra a peça acabada para fora da cavidade. Devido às elevadas pressões utilizadas, a ejeção pode por vezes ser forçada.
Etapa 8: Pós-processamento (se necessário):
A peça é removida e o sistema de canal/tubo de injeção é cortado. Devido à dureza do UHMWPE, este processo requer frequentemente uma serra ou uma lâmina afiada, em vez de uma simples torção ou encaixe. Em alguns casos, as peças podem necessitar de recozimento pós-moldagem para aliviar as tensões internas.
Quais são as vantagens da moldagem por injeção de UHMWPE?
Quando bem sucedido, este processo especializado oferece vantagens significativas em relação à maquinação de peças a partir de formas de stock (varão, chapa, placa).
- Liberdade e complexidade de conceção: Embora limitada em comparação com outros plásticos, a moldagem por injeção ainda permite a criação de peças mais complexas e com forma de rede do que a maquinagem. Caraterísticas como suportes de montagem integrados, orifícios cegos e superfícies com contornos podem ser moldadas diretamente, reduzindo a necessidade de montagem secundária ou de etapas de fabrico.
- Escalabilidade e produção de grandes volumes: Para séries de produção de milhares ou milhões de peças, a moldagem por injeção é muito mais rentável e rápida do que a maquinagem de cada peça individualmente. Uma vez efectuado o investimento inicial em ferramentas, o custo por peça diminui drasticamente com o volume.
- Redução do desperdício de materiais: A maquinagem pode gerar uma quantidade significativa de material residual (limalha ou aparas), especialmente no caso de peças complexas. A moldagem por injeção é um processo de forma quase líquida, sendo o único resíduo tipicamente o sistema de canais, que por vezes pode ser retificado e reutilizado em aplicações específicas. Isto leva a uma melhor utilização do material e a custos mais baixos.

- Excelente consistência de parte a parte: O processo de moldagem por injeção é altamente repetível. Uma vez definidos os parâmetros do processo, cada peça produzida será virtualmente idêntica, assegurando elevados níveis de qualidade e consistência que são difíceis de alcançar com operações de maquinagem manuais ou em várias etapas.
- Propriedades melhoradas do material (fusão): Uma peça moldada por injeção é formada a partir de uma fusão homogénea, resultando numa estrutura monolítica totalmente fundida. Isto pode conduzir a uma integridade mecânica superior em comparação com as peças maquinadas a partir de material moldado por compressão, que podem por vezes apresentar tensões internas ou ligeiras variações de densidade.
- Redução de custos à escala: Embora o custo inicial do molde seja elevado, o baixo custo do ciclo (material + tempo de máquina) para grandes volumes torna a moldagem por injeção o método de fabrico mais económico para grandes quantidades de peças em UHMWPE.
Quais são as desvantagens da moldagem por injeção de UHMWPE?
Os desafios e as limitações do processo são significativos e devem ser cuidadosamente ponderados.
- Custos de ferramentas extremamente elevados: Os moldes têm de ser construídos para suportar pressões extremas, o que os torna significativamente mais caros do que os moldes de injeção normais. Este elevado investimento inicial torna o processo inadequado para a produção de baixo volume ou protótipos.
- Tempos de ciclo longos: A combinação de injeção lenta, embalagem longa e tempos de arrefecimento prolongados significa que os tempos de ciclo são medidos em minutos e não em segundos. Isto reduz a produção da máquina e aumenta o custo por peça em comparação com os materiais de ciclo rápido.

- Restrições de conceção da peça: Como já foi referido anteriormente, o projetista está limitado a geometrias simples com paredes espessas e uniformes, raios generosos e grandes calados. Paredes finas, cantos afiados e caraterísticas complexas não são viáveis.
- Dificuldade de processamento elevada: O processo tem uma janela de funcionamento muito estreita e requer maquinaria especializada e técnicos altamente qualificados. Nem todas as empresas de moldagem por injeção têm o equipamento ou a experiência necessários para lidar com o UHMWPE com sucesso.
- Potencial de degradação do material: A combinação de alta temperatura e alto cisalhamento (do parafuso) pode quebrar as longas cadeias de polímero do UHMWPE, reduzindo o seu peso molecular e comprometendo as suas propriedades mecânicas finais. É essencial um controlo cuidadoso do processo para mitigar este risco.
- Limitada Acabamento da superfície: É difícil obter um acabamento de superfície cosmeticamente perfeito ou de alto brilho. São comuns pequenas linhas de fluxo, linhas de soldadura ou um aspeto mate.
Problemas e soluções comuns na moldagem por injeção de UHMWPE
| Questão | Causa(s) potencial(ais) | Solução(ões) |
|---|---|---|
| Tiro curto / Preenchimento incompleto | - Pressão de injeção insuficiente - Temperatura de fusão demasiado baixa - Velocidade de injeção demasiado lenta - Má ventilação do bolor - Portões/corrediças demasiado pequenos | - Aumentar a pressão de injeção - Aumentar as temperaturas do tambor e do bico - Aumentar a velocidade de injeção (com precaução) - Adicionar ou aumentar as aberturas no molde - Redesenhar o molde com canais/portas maiores |
| Página de guerra | - Espessura de parede não uniforme - Arrefecimento inadequado ou irregular - Tempo/pressão de embalagem insuficiente - Ejetar a peça enquanto ainda está demasiado quente | - Redesenhar a peça para paredes uniformes - Ajustar o fluxo de água de arrefecimento do molde; verificar se os canais estão bloqueados - Aumentar a pressão e/ou o tempo de acondicionamento - Prolongar a fase de arrefecimento do ciclo |
| Marcas de afundamento / vazios | - Pressão ou tempo de acondicionamento insuficientes - Secções espessas a arrefecer demasiado lentamente - Temperatura de fusão demasiado elevada | - Aumentar a pressão de enchimento e o tempo de retenção - Eliminar secções espessas no desenho da peça - Baixar ligeiramente a temperatura de fusão |
| Linhas de soldadura | - Encontro de várias frentes de fluxo na cavidade - Baixa temperatura ou pressão de fusão | - Mudar a localização do portão para criar uma única via de fluxo - Aumentar a temperatura da fusão e a pressão de injeção para ajudar as frentes de fluxo a fundirem-se melhor |
| Marcas de queimaduras | - Ar preso no molde auto-inflamado sob alta pressão (dieseling) - A velocidade de injeção é demasiado elevada | - Melhorar a ventilação do molde no último ponto de enchimento - Reduzir a velocidade de injeção |
| Peça colada no molde | - Ângulo de inclinação insuficiente - Alta pressão de embalagem - A superfície do molde é demasiado rugosa ou tem rebaixos | - Aumentar o ângulo de inclinação na conceção da peça/molde - Reduzir a pressão de enchimento (equilibrar com os sumidouros) - Polir a cavidade e o núcleo do molde; verificar a existência de cortes inferiores |
Quais são as aplicações da moldagem por injeção de UHMWPE?
As aplicações do UHMWPE moldado por injeção encontram-se em indústrias que requerem a produção de grandes volumes de componentes incrivelmente duráveis, resistentes ao desgaste e de baixa fricção.
1. Manuseamento e transporte de materiais:
Este é um mercado primário. A combinação de resistência à abrasão e baixa fricção torna-o perfeito para peças que guiam, movem e manuseiam produtos e materiais a granel.
- Engrenagens e rodas dentadas: Para sistemas de transporte e transmissão de potência de baixo binário. São silenciosos, auto-lubrificantes e leves.
- Guias de corrente e tiras de desgaste: Guiamento de correntes de rolos e correias transportadoras com fricção e desgaste mínimos.
- Rolos e polias: Para correias transportadoras e sistemas de cabos, proporcionando uma superfície duradoura e não aderente.
2. Processamento de alimentos e bebidas:
Os tipos virgens estão em conformidade com a FDA, não são porosos e são fáceis de limpar, o que os torna ideais para aplicações em contacto com alimentos.
- Sem-fins e parafusos de alimentação: Movimentação de produtos alimentares sem danos ou contaminação.
- Buchas e rolamentos: Para máquinas de processamento que funcionam em ambientes húmidos, corrosivos e de lavagem onde os rolamentos lubrificados tradicionais falhariam.
- Rodas de estrela e calhas de guia: Utilizado em linhas de engarrafamento e embalagem para guiar suavemente os contentores a alta velocidade.
3. Medicina e Ortopedia:
Os graus biocompatíveis e reticulados são utilizados para dispositivos descartáveis de grande volume e alguns componentes implantáveis.
- Implantes ortopédicos: Embora os componentes principais (como os revestimentos acetabulares nas próteses da anca) sejam frequentemente maquinados a partir de material reticulado, alguns componentes de implantes mais pequenos e de grande volume podem ser moldados por injeção.
- Cabos e componentes para instrumentos cirúrgicos: Fornecimento de peças duráveis e esterilizáveis para ferramentas médicas.
4. Maquinaria industrial:
- Rolamentos e buchas: Um substituto económico para rolamentos de bronze e nylon em aplicações de alta carga e alto desgaste, especialmente em ambientes sujos ou poeirentos.
- Vedantes e juntas: Em aplicações que exigem uma excelente resistência química e durabilidade.
- Braços de recolha e almofadas de impacto: Em máquinas automatizadas, onde o impacto e o desgaste repetidos são as principais preocupações.
5. Bens recreativos e de consumo:
- Componentes para esqui e snowboard: O material de base dos esquis e das pranchas de snowboard é o UHMWPE, valorizado pela sua baixa fricção na neve.
- Rolamentos para skates e patins: Proporcionando um desempenho suave e duradouro.
- Componentes de desgaste em equipamentos de fitness: Buchas e rolos em máquinas de musculação e equipamentos de cardio.

Propriedade do Molde do Fornecedor de Moldagem por Injeção: O que os Compradores Devem Confirmar Antes de Pagar a Ferramentaria
Acabou de pagar trinta mil dólares por um molde de produção. Seis meses depois, o seu fornecedor diz que não pode movê-lo para outra fábrica. Parece familiar? A propriedade do molde é um dos
Repartição de Custos do Fornecedor de Moldagem por Injeção: Ferramentas, Preço Unitário, Materiais e Taxas Ocultas
Quando solicita um orçamento a um fornecedor de moldagem por injeção, o valor que recebe raramente conta a história completa. Por trás desse preço unitário1 estão a amortização da ferramentaria, os acréscimos nos materiais, a preparação

Lista de Verificação de Inspeção do Fornecedor de Moldagem por Injeção Antes da Produção em Massa
Selecionar um fornecedor de moldagem por injeção é apenas metade da batalha. Antes de se comprometer com a produção em massa, precisa de um processo de inspeção sistemático que detete lacunas de capacidade, riscos de qualidade e problemas ocultos.
Soluções de otimização fornecidas De graça
- Fornecer feedback de design e soluções de otimização
- Otimizar a estrutura e reduzir os custos do molde
- Fale diretamente com os engenheiros, um a um

