 Saltar para o conteúdo
Saltar para o conteúdo 
Serviços de impressão 3D por estereolitografia (SLA)
Desbloqueie a precisão com a impressão 3D por Estereolitografia (SLA). Descubra hoje a qualidade e a inovação.

O guia completo da impressão 3D por estereolitografia (SLA)
O que é a impressão 3D SLA e porque é que é importante?
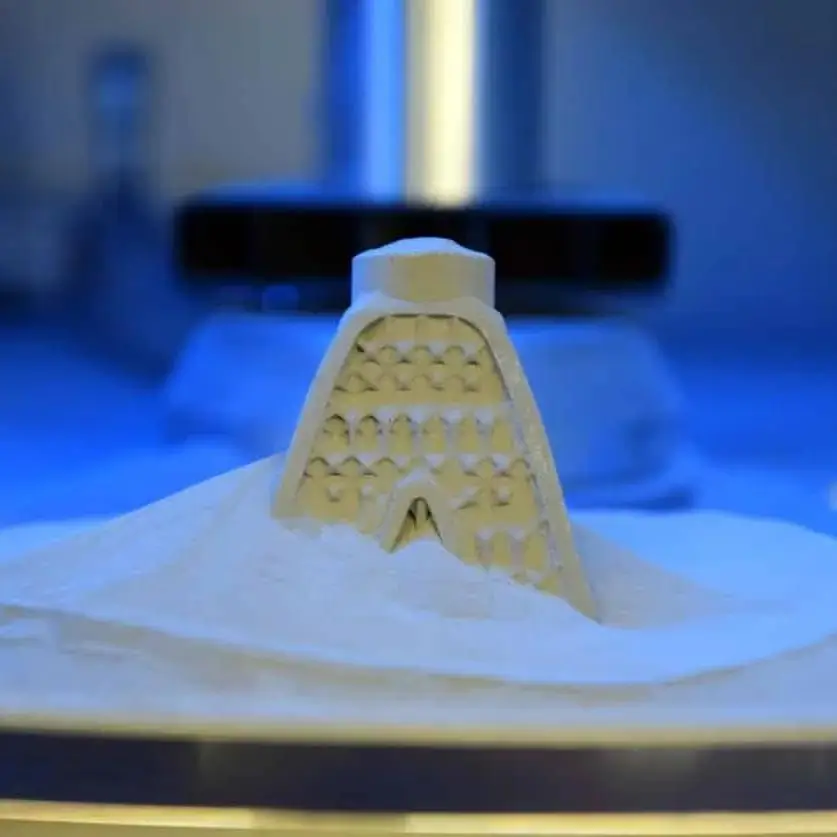
A estereolitografia, vulgarmente conhecida como SLA, é um poderoso processo de fabrico aditivo que pertence à família da fotopolimerização em cuba. Inventado por Chuck Hull na década de 1980, foi a primeira tecnologia de impressão 3D comercializada, lançando as bases para toda a indústria. O princípio fundamental da SLA envolve a utilização de um feixe concentrado de luz ultravioleta (UV), normalmente um laser, para curar e solidificar seletivamente uma resina líquida de fotopolímero, camada a camada, construindo um objeto tridimensional a partir de um desenho digital.
Na sua essência, o SLA é um processo fotoquímico. Começa com uma cuba de resina líquida de fotopolímero sensível aos raios UV. Um laser UV, guiado com precisão por um sistema de espelhos chamados galvanómetros, traça a geometria da secção transversal de uma única camada de um modelo 3D na superfície desta resina. A energia UV focada desencadeia uma reação química - polimerização - transformando instantaneamente a resina líquida num plástico sólido. Após a conclusão de uma camada, a plataforma de construção move-se numa quantidade minúscula e o processo repete-se até todo o objeto estar formado. Este método é o que permite à SLA produzir peças com um nível de detalhe e qualidade de superfície que muitas outras tecnologias não conseguem igualar.
Porque é que o SLA é uma pedra angular do fabrico moderno?
A SLA é importante porque define o padrão da indústria para protótipos e peças de alta fidelidade. A sua capacidade de produzir caraterísticas tão pequenas como algumas dezenas de microns com um acabamento de superfície incrivelmente suave, quase como um molde de injeção, torna-a indispensável para aplicações em que a estética e os detalhes finos são fundamentais.
Dos dispositivos médicos à eletrónica de consumo, a SLA tornou-se uma ferramenta essencial para a inovação. Acelera o ciclo de desenvolvimento de produtos ao permitir uma iteração rápida. Um designer pode ter uma peça física em mãos em horas ou dias, em vez de semanas ou meses. Este ciclo de feedback rápido permite que produtos melhores e mais refinados cheguem mais rapidamente ao mercado. A sua versatilidade em termos de materiais, incluindo opções biocompatíveis, moldáveis e de alta temperatura, abriu novas possibilidades em áreas como a medicina dentária, joalharia e engenharia especializada, solidificando a sua posição como uma tecnologia vital e não apenas histórica.
- Protótipos visuais: Permite aos designers e engenheiros criar modelos realistas que representam com exatidão o aspeto do produto final.
- Teste de forma e ajuste: A elevada precisão da SLA garante que as peças podem ser utilizadas para verificar as folgas de montagem e as interfaces mecânicas antes de se comprometerem com ferramentas dispendiosas.
- Geometrias complexas: A SLA pode criar canais internos intrincados, formas orgânicas complexas e caraterísticas delicadas que são impossíveis de produzir com métodos subtractivos tradicionais, como a maquinagem CNC.
Como é que a impressão 3D SLA funciona passo a passo?
Compreender o processo de SLA é fundamental para apreciar as suas capacidades. A passagem de um ficheiro digital para um objeto físico é uma sequência de eventos meticulosa e altamente controlada.
Etapa 1: Preparação e corte do modelo 3D:
O processo começa com um modelo digital 3D, normalmente criado num software de desenho assistido por computador (CAD). Formato de ficheiro e corte:
- Exportar o modelo: O modelo CAD é exportado num formato de ficheiro imprimível em 3D, mais frequentemente STL (Standard Tessellation Language) ou OBJ. Este formato representa a superfície do modelo 3D como uma malha de triângulos.
- Software de corte: O ficheiro STL é então importado para um software especializado de "corte". Este software "corta" digitalmente o modelo em centenas ou milhares de camadas finas e horizontais.
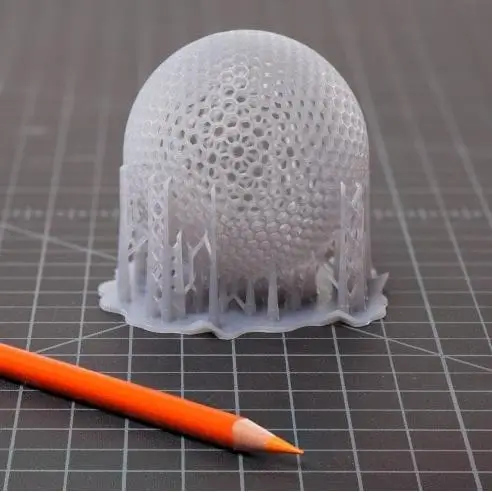
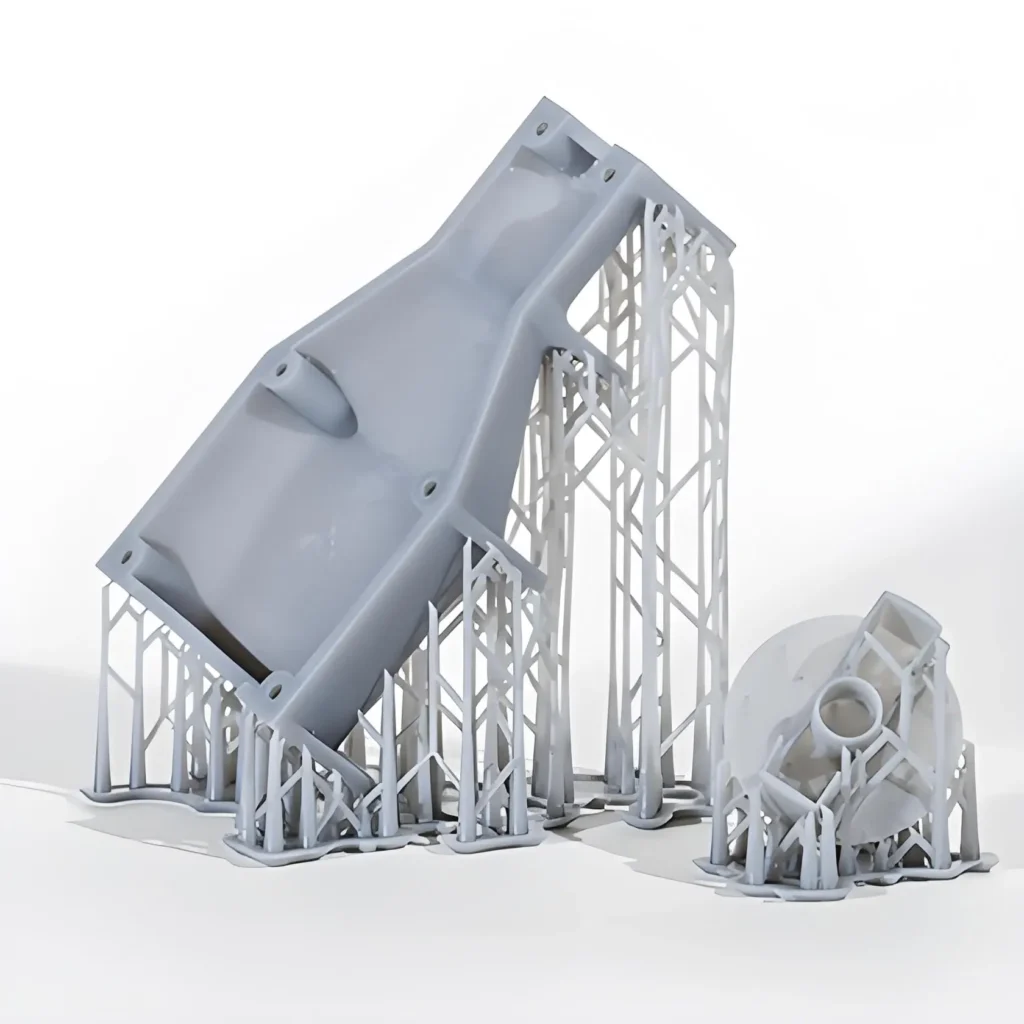
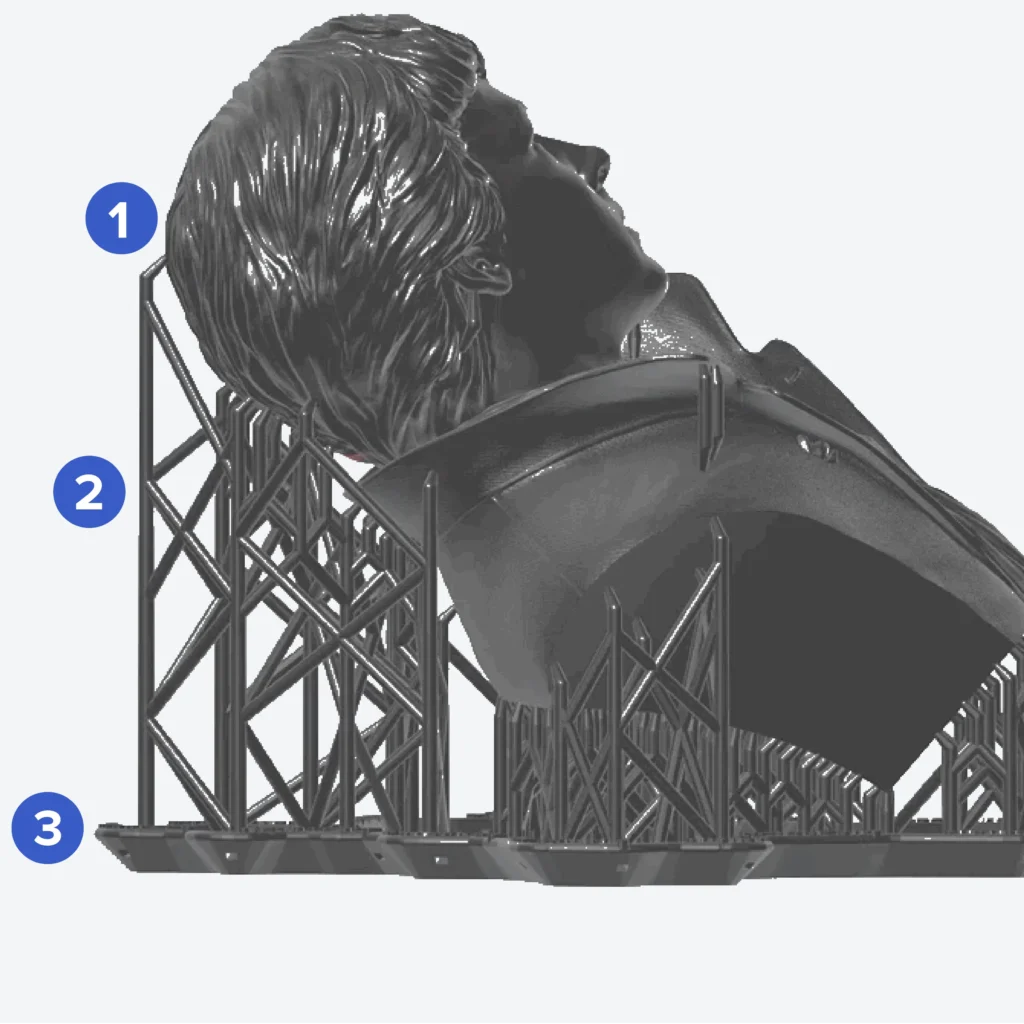
- Orientação e apoios: Nesta fase, o operador ou designer orienta a peça dentro do volume de construção virtual para otimizar o tempo de impressão, a qualidade da superfície e a resistência. O software gera então automaticamente as estruturas de suporte necessárias - estacas finas, semelhantes a treliças, que fixam a peça à plataforma de construção e suportam saliências e ilhas para evitar que caiam ou se soltem durante a impressão.

Etapa 2: Configuração da máquina e preparação do material:
Antes do início da impressão, a máquina SLA deve ser preparada. Lista de verificação pré-impressão:
- Cuba de resina: O tanque de resina, ou cuba, é enchido com a resina líquida de fotopolímero selecionada. É crucial garantir que não existem bolhas ou partículas curadas de impressões anteriores.
- Plataforma de construção: A plataforma de construção é instalada de forma segura e calibrada com precisão para garantir que está perfeitamente nivelada e na altura inicial correta em relação à superfície da resina.
- Carregamento de ficheiros: O ficheiro cortado, que contém agora as instruções camada a camada (código G), é enviado para a impressora 3D.
Etapa 3: O ciclo de cura camada a camada:
Este é o núcleo do processo de impressão SLA, repetido para cada camada do objeto. O ciclo de impressão:
- Adesão da camada inicial: A plataforma de construção desce para a cuba de resina, deixando um espaço igual à altura da camada (normalmente 25-100 microns) entre a plataforma e o fundo da cuba.
- Cura a laser: O laser UV de alta precisão é ativado. Dirigido por galvanómetros controlados por computador, percorre rapidamente a secção transversal da primeira camada, solidificando a resina que toca.
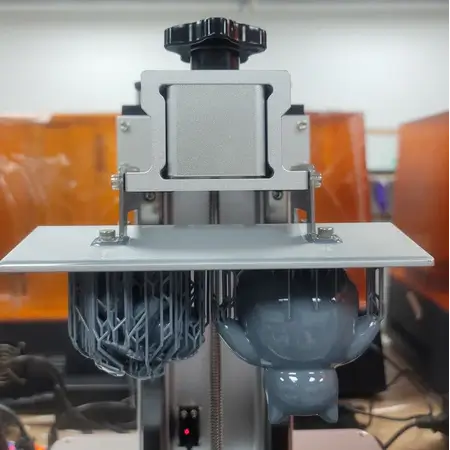
- Movimento da plataforma: Quando a camada estiver totalmente curada, a plataforma de construção move-se para cima (nos sistemas SLA "invertidos" mais modernos), retirando a camada sólida recém-formada do fundo da cuba.
- Revestimento de resina: Uma lâmina ou mecanismo de recobrimento varre a cuba para garantir que uma camada fresca, suave e consistente de resina líquida esteja pronta para a próxima passagem.
- Repetição: A plataforma de construção desce novamente e o laser cura a camada seguinte, fundindo-a com a que está por baixo. Este ciclo continua até a peça estar completa.
Passo 4: Remoção da peça e limpeza inicial:
Quando a camada final é impressa, a plataforma de construção sai da cuba de resina, revelando a peça acabada, que é agora designada por peça "verde". Ainda está revestida com resina líquida não curada e ainda não atingiu as suas propriedades mecânicas finais. O operador retira cuidadosamente a peça e as suas estruturas de suporte da plataforma de construção, pronta para o fluxo de trabalho essencial de pós-processamento.
Que materiais são utilizados na impressão SLA?
A versatilidade da SLA é largamente definida pela sua vasta gama de resinas de fotopolímero. Trata-se de polímeros termoendurecíveis, o que significa que, uma vez curados, não podem voltar a ser fundidos numa forma líquida. Cada tipo de resina é formulado com aditivos específicos para obter propriedades mecânicas, térmicas e visuais distintas.
1. Compreender as resinas de fotopolímero:
As resinas SLA são misturas químicas complexas. Os componentes principais são:
- Monómeros e Oligómeros: Os blocos de construção fundamentais do plástico.
- Fotoiniciadores: Moléculas que absorvem a luz UV e dão início à reação de polimerização.
- Aditivos: Enchimentos, pigmentos e outros produtos químicos que modificam as propriedades do material final (por exemplo, dureza, flexibilidade, cor, resistência ao calor).
2. Tipos comuns de resinas SLA e suas aplicações:
① Resinas padrão:
- Propriedades: Estes são os cavalos de batalha de uso geral do SLA. Oferecem uma resolução extremamente elevada, um acabamento de superfície muito suave e são excelentes para captar pormenores finos. No entanto, tendem a ser relativamente frágeis e têm baixa resistência ao impacto e resistência térmica.
- Aplicações: Ideal para protótipos visuais, modelos conceptuais, arte, estatuetas e peças em que a estética é mais importante do que o desempenho mecânico.
② Resinas de engenharia (resistentes e duradouras):
- Propriedades: Formulado para simular termoplásticos de engenharia comuns, como o ABS e o PP. Estas resinas oferecem um equilíbrio superior de força, rigidez e resistência ao impacto. As resinas "resistentes" são concebidas para suportar o stress e a tensão, enquanto as resinas "duráveis" oferecem uma elevada resistência ao desgaste e flexibilidade.
- Aplicações: Protótipos funcionais, gabaritos e acessórios, caixas de encaixe e peças de utilização final que exigem um desempenho mecânico robusto.
③ Resinas flexíveis e elásticas:
- Propriedades: Estes materiais imitam as propriedades da borracha ou do silicone, com diferentes graus de flexibilidade e elasticidade medidos pela dureza Shore (por exemplo, 50A, 80A). Podem ser repetidamente dobrados, esticados e comprimidos.
- Aplicações: Juntas, vedantes, pegas de toque suave, vestíveis, modelos anatómicos para simulação cirúrgica e prototipagem de produtos elastoméricos.
④ Resinas fundíveis:
- Propriedades: Esta resina especializada foi concebida com um elevado teor de cera. A propriedade chave é a sua "queima" limpa durante o processo de fundição de revestimento - transforma-se em cinzas e gás com um mínimo de resíduos quando aquecida num forno. Isto deixa uma cavidade perfeita no molde de revestimento.
- Aplicações: O material de referência para a indústria da joalharia (criação de padrões para anéis, pingentes) e para a medicina dentária (padrões para coroas e pontes).
⑤ Resinas de alta temperatura:
- Propriedades: Estas resinas são concebidas para apresentar uma elevada temperatura de deflexão térmica (HDT), que é a temperatura à qual um material começa a deformar-se sob uma carga específica. Podem suportar temperaturas muito superiores a 200°C (392°F) após a pós-cura.
- Aplicações: Moldes de injeção para prototipagem (para pequenas séries), dispositivos de teste de ar quente e de fluxo de fluidos, componentes resistentes ao calor e suportes para iluminação e eletrónica.
⑥ Resinas biocompatíveis e médicas:
- Propriedades: Desenvolvidas para aplicações médicas e dentárias, estas resinas são certificadas em termos de biocompatibilidade (por exemplo, ISO 10993) para o contacto com a pele ou as membranas mucosas. São resistentes a métodos de esterilização como a autoclavagem.
- Aplicações: Guias cirúrgicos personalizados, aparelhos auditivos, modelos dentários, talas e outros dispositivos médicos específicos para cada doente. É necessário um cumprimento rigoroso dos protocolos de fabrico e pós-processamento.
⑦ Resinas com enchimento de cerâmica:
- Propriedades: Estes são materiais compostos em que a resina de polímero é preenchida com partículas de cerâmica. Isto resulta em peças que são excecionalmente rígidas, termicamente estáveis e têm um acabamento liso e mate. No entanto, são mais frágeis do que outras resinas de engenharia.
- Aplicações: Peças que requerem extrema rigidez e estabilidade térmica onde a fragilidade não é uma preocupação, como modelos de túnel de vento e acessórios especializados.

Quais são as principais vantagens da impressão 3D SLA?
A popularidade duradoura da SLA deve-se a um conjunto único de vantagens que a tornam a escolha ideal para uma vasta gama de aplicações.
1. Precisão incomparável e detalhes finos:
A vantagem fundamental da SLA reside na sua resolução. O tamanho do ponto de laser utilizado nas impressoras SLA é extremamente pequeno (frequentemente 80-140 microns de diâmetro), o que lhe permite desenhar caraterísticas incrivelmente finas e arestas vivas. Esta precisão é incomparável com a maioria das outras tecnologias de impressão, em particular a FDM, tornando a SLA o padrão de ouro para peças com detalhes intrincados.
2. Acabamento de superfície excecional:
Uma vez que a SLA constrói peças através da cura de um líquido, as superfícies resultantes são excecionalmente lisas e não porosas. As transições de camadas são muitas vezes invisíveis a olho nu, dando à peça final uma aparência semelhante à produzida por moldagem por injeção. Isto elimina a necessidade de pós-processamento extensivo para obter um acabamento de alta qualidade, poupando tempo e trabalho.
3. Versatilidade de materiais para aplicações especializadas:
Conforme descrito na secção sobre materiais, a variedade de resinas de SLA disponíveis é uma vantagem significativa. A possibilidade de escolher entre materiais resistentes, flexíveis, moldáveis, resistentes ao calor ou biocompatíveis significa que a SLA pode ser utilizada não só para a criação de protótipos, mas também para uma vasta gama de aplicações funcionais e de utilização final em diversos sectores.
4. Peças estanques e isotrópicas:
O processo de ligação química entre camadas na SLA cria peças totalmente densas e estanques logo a partir da impressora. Além disso, esta forte ligação química resulta em peças que são largamente isotrópicas, o que significa que as suas propriedades mecânicas (como a resistência à tração) são consistentes ao longo dos três eixos (X, Y e Z). Isto é um forte contraste com o FDM, onde as peças são anisotrópicas e significativamente mais fracas ao longo do eixo Z (entre camadas). Esta isotropia torna as peças SLA mais fiáveis para aplicações mecânicas.
5. Ciclos acelerados de desenvolvimento de produtos:
Para criar um protótipo único e de alta fidelidade, a SLA é extremamente rápida. Pode transformar um desenho digital complexo num objeto tangível de um dia para o outro. Esta velocidade permite que as equipas de design realizem iterações rápidas - imprimindo uma peça, testando-a, fazendo alterações ao design e imprimindo a versão seguinte num ciclo contínuo. Isto encurta drasticamente o tempo de desenvolvimento, reduz o risco de erros de ferramentas dispendiosos e, em última análise, conduz a melhores produtos.

Quais são as limitações ou desafios da impressão SLA?
Embora poderoso, o SLA não está isento de desafios. Uma compreensão realista das suas limitações é crucial para uma implementação bem sucedida.
1. Custos operacionais e de material mais elevados:
As resinas de fotopolímero são significativamente mais caras do que os filamentos termoplásticos utilizados na impressão FDM. O custo por quilograma pode ser 3 a 10 vezes superior. Além disso, a própria maquinaria é mais complexa e os consumíveis, como o tanque de resina e a plataforma de construção, têm uma vida útil limitada e requerem substituição periódica, o que aumenta o custo operacional global.
2. Pós-processamento obrigatório e confuso:
As peças SLA não estão prontas a utilizar diretamente da impressora. Requerem um fluxo de trabalho de pós-processamento em várias etapas, que é demorado e confuso. Isto inclui:
- Lavagem: A peça "verde" deve ser cuidadosamente lavada com um solvente, normalmente álcool isopropílico (IPA), para remover todos os resíduos de resina não curada da sua superfície.
- Cura: A peça lavada tem então de ser exposta à luz UV e, muitas vezes, ao calor numa estação de cura especializada para atingir as suas propriedades mecânicas finais e óptimas. Este fluxo de trabalho requer equipamento específico, um espaço bem ventilado e o manuseamento adequado de produtos químicos perigosos.
3. Sensibilidade aos raios UV e potencial de fragilidade:
As resinas SLA padrão, em particular, são susceptíveis de degradação devido à exposição prolongada à luz solar (radiação UV). Com o tempo, isto pode fazer com que as peças se tornem mais frágeis, mudem de cor e percam a sua integridade mecânica. Embora os revestimentos resistentes aos raios UV possam atenuar este fenómeno, trata-se de uma consideração fundamental para as peças destinadas a uma utilização prolongada no exterior. Muitas resinas padrão são também inerentemente mais frágeis do que os termoplásticos de engenharia.
4. Volumes de construção geralmente mais pequenos:
5. A necessidade e o impacto das estruturas de apoio:
Quase todas as impressões SLA requerem estruturas de suporte para fixar a peça à plataforma de construção e para suportar quaisquer caraterísticas pendentes. Estes suportes são feitos do mesmo material que a própria peça e devem ser removidos manualmente durante o pós-processamento. Este processo de remoção pode deixar pequenas protuberâncias ou marcas na superfície que podem exigir um lixamento cuidadoso para criar um acabamento perfeitamente liso, aumentando o tempo de trabalho.
Como é que a SLA se compara a outras tecnologias de impressão 3D?
A escolha da tecnologia de impressão 3D correta depende inteiramente dos requisitos da aplicação em termos de custo, velocidade, propriedades do material e precisão.
1. SLA vs. Modelação por deposição fundida (FDM):
A FDM é a tecnologia de impressão 3D mais comum e acessível, construindo peças através da extrusão de um filamento termoplástico fundido, camada a camada.
① Resolução, detalhe e acabamento da superfície:
- SLA: Superior. Produz superfícies lisas e capta pormenores extremamente finos.
- FDM: Inferior. As linhas de camada visíveis são uma caraterística distinta e os pormenores finos podem perder-se devido ao maior diâmetro do bocal. É frequentemente necessário um pós-processamento exaustivo para obter um acabamento suave.
② Custo e simplicidade:
- SLA: Custo mais elevado da máquina e dos materiais. Fluxo de trabalho mais complexo devido ao pós-processamento.
- FDM: Custo mais baixo. As máquinas e os materiais são acessíveis e o processo é mais simples, com um pós-processamento mínimo.
③ Propriedades e resistência dos materiais:
- SLA: Peças isotrópicas com boa resistência, mas as resinas padrão podem ser frágeis. As resinas de engenharia especializadas oferecem um desempenho robusto.
- FDM: Oferece uma vasta gama de termoplásticos de engenharia duradouros (por exemplo, ABS, PETG, Nylon, Policarbonato). As peças são anisotrópicas (mais fracas entre camadas), mas podem ser muito fortes e duradouras.
Modelação por deposição fundida (FDM)
2. SLA vs. Sinterização selectiva por laser (SLS):
A SLS utiliza um laser de alta potência para fundir partículas de polímero em pó (normalmente nylon), camada a camada.
① Detalhe vs. Força Funcional:
- SLA: Ideal para pormenores finos e protótipos estéticos em que o acabamento da superfície é fundamental.
- SLS: Ideal para produzir peças fortes, duráveis e funcionais com excelentes propriedades mecânicas, rivalizando com as peças moldadas por injeção. O acabamento da superfície é inerentemente granulado.
② Estruturas de apoio:
- SLA: Requer estruturas de suporte que devem ser removidas.
- SLS: Sem suporte. O pó não fundido que envolve a peça actua como um suporte natural, permitindo a criação de geometrias complexas e interligadas sem as limitações dos suportes.
③ Custo e acessibilidade:
- SLA: Disponível em formatos económicos de secretária e industriais.
- SLS: Trata-se essencialmente de uma tecnologia industrial com um elevado custo de entrada e requisitos significativos em termos de instalações.
Sinterização selectiva por laser (SLS)
3. SLA vs. Processamento Digital da Luz (DLP) e LCD/MSLA:
A DLP e a LCD (também designadas por SLA com máscara ou MSLA) são também tecnologias de fotopolimerização em cuba e são os parentes mais próximos da SLA. A principal diferença é a fonte de luz.
① Fonte e velocidade da luz:
- SLA: Utiliza um laser para traçar cada camada. O tempo de impressão depende da complexidade e da área de cada camada.
- DLP/LCD: Utilizam um projetor digital (DLP) ou um ecrã LCD com uma matriz de LED UV (LCD/MSLA) para fazer flash e curar uma camada inteira de uma só vez. Isto torna-as significativamente mais rápidas do que a SLA, especialmente ao imprimir várias peças ou peças grandes e sólidas, uma vez que o tempo de impressão depende apenas da altura da peça (eixo Z).
② Resolução e forma do voxel:
- SLA: O laser cria um trajeto contínuo e suave. A resolução é definida pelo tamanho do ponto do laser.
- DLP/LCD: A imagem é composta por pixéis (chamados voxels em 3D). Este facto pode, por vezes, dar origem a um efeito de "pixelização" ou "aliasing" em superfícies curvas, embora as técnicas modernas de anti-aliasing reduzam consideravelmente este efeito. A resolução é definida pelo tamanho do pixel do projetor ou do ecrã LCD.

DLP/LCD
O guia definitivo para a impressão 3D SLA
Mergulhe no nosso guia definitivo sobre impressão 3D por estereolitografia (SLA). Conheça o processo passo-a-passo, as propriedades dos materiais, os custos, as sugestões de design e as principais aplicações.
O guia completo da impressão 3D por estereolitografia (SLA)
Que diretrizes de design deve seguir para a impressão SLA?
O design para SLA (DfAM - Design for Additive Manufacturing) é crucial para garantir o sucesso da impressão, otimizar a qualidade da peça e minimizar os custos.
1. Espessura mínima da parede:
Para garantir que uma peça é auto-sustentada e imprime com sucesso, as paredes devem ter uma espessura mínima.
- Paredes de suporte: Recomenda-se geralmente uma espessura mínima de 0,4 mm.
- Paredes sem suporte: Para paredes verticais que precisam de ser rígidas por si só, é mais seguro ter uma espessura de, pelo menos, 0,6 mm. As paredes mais finas correm o risco de se deformarem ou falharem durante a impressão.
2. Saliências e apoios:
Qualquer parte de um modelo que se incline num ângulo superior a cerca de 45 graus em relação à vertical necessitará provavelmente de estruturas de apoio.
- Conceção para o auto-suporte: Sempre que possível, desenhe com curvas suaves e chanfros (utilizando ângulos inferiores a 45 graus) para minimizar a necessidade de suportes.
- Estratégia de orientação: Oriente a peça no software de corte para minimizar os suportes em superfícies cosméticas críticas, uma vez que a sua remoção pode deixar pequenas marcas.
3. Furos de drenagem:
A impressão de modelos grandes e sólidos é dispendiosa e demorada. Além disso, aumenta o risco de falha na impressão devido às forças de sucção durante o processo de descasque.
- Oca: Utilize o seu software CAD para escavar modelos sólidos, criando uma cavidade interna e poupando uma quantidade significativa de resina. Uma espessura de parede de 2-3 mm é normalmente suficiente para a concha vazada.
- Orifícios de drenagem: É essencial adicionar pelo menos dois orifícios de drenagem ao seu modelo oco. Estes orifícios permitem que a resina não curada saia da cavidade interna durante a impressão e a lavagem. Sem eles, a resina presa pode criar pressão e fazer com que a peça rache ou rebente. Coloque os orifícios em áreas não críticas.
4. Detalhes em relevo e gravados:
A SLA é excelente em pormenores finos, mas tem limites físicos.
- Pormenores em relevo (em relevo): Deve sobressair pelo menos 0,2 mm da superfície para ser claramente visível.
- Detalhes gravados (embutidos): Devem ter pelo menos 0,4 mm de largura e 0,4 mm de profundidade para garantir que o laser possa curá-los corretamente e que a resina líquida possa ser lavada.
5. Tolerâncias e montagem:
A SLA é altamente precisa, mas para peças que precisam de se encaixar umas nas outras, as folgas são essenciais.
- Libertação: Para um encaixe por deslizamento ou montagem, projetar uma folga mínima de 0,1-0,2 mm entre as peças de encaixe. Para um ajuste por pressão mais apertado, pode ser adequada uma folga mais pequena de 0,05 mm. É sempre melhor imprimir uma pequena peça de teste para validar as tolerâncias com o seu material e impressora específicos.
6. Evitar o "Cupping":
O "cupping" ocorre quando uma secção oca cria um volume fechado virado para a plataforma de construção, actuando como uma ventosa durante o processo de descasque. Isto pode causar falhas de impressão. Orientar a peça de forma diferente ou adicionar orifícios de ventilação adicionais pode resolver este problema.
Quais são as aplicações comuns da impressão 3D SLA?
As vantagens únicas do SLA tornaram-no uma ferramenta indispensável numa grande variedade de sectores.
1. Prototipagem e desenvolvimento de produtos:
Esta continua a ser a principal aplicação da SLA. Os engenheiros e os designers utilizam-na para criar:
- Modelos visuais de alta fidelidade: Perfeito para marketing, grupos de discussão e apresentações para investidores.
- Protótipos de forma e ajuste: Verificar se as peças são montadas corretamente e se cumprem os requisitos ergonómicos antes de investir em ferramentas de produção em massa.
2. Engenharia e fabrico:
Para além da criação de protótipos, a SLA é utilizada diretamente no chão de fábrica para:
- Gabaritos e acessórios personalizados: Criação de ferramentas personalizadas de elevada precisão para segurar peças durante a maquinagem ou a montagem, melhorando a consistência e a velocidade.
- Moldes de injeção de curta duração: Utilizando resinas de alta temperatura, a SLA pode produzir moldes para pequenos lotes (50-100 peças) de componentes moldados por injeção, reduzindo drasticamente os custos de ferramentas e os prazos de entrega para séries-piloto.
3. Medicina dentária:
A indústria dentária foi revolucionada pela SLA devido à sua precisão e à disponibilidade de materiais biocompatíveis.
- Guias cirúrgicos: Guias específicos do paciente para a colocação exacta de implantes dentários.
- Modelos para termoformagem: Criação de modelos exactos dos dentes de um paciente para moldar termicamente os alinhadores transparentes.
- Coroas, pontes e próteses: Criação de padrões moldáveis ou mesmo impressão direta de restaurações temporárias.
4. Jóias:
O SLA, com resinas fundíveis, é fundamental para a fabricação de jóias modernas.
- Padrões de fundição por cera perdida: Os joalheiros imprimem desenhos complexos, que são depois utilizados para criar moldes para a fundição de metais preciosos como o ouro e a prata. Isto permite uma liberdade de design e personalização sem paralelo.
5. Cuidados de saúde e dispositivos médicos:
- Modelos anatómicos: Os cirurgiões utilizam modelos altamente detalhados e específicos do doente, impressos a partir de exames de TC ou RMN, para planear cirurgias complexas, reduzindo o tempo no bloco operatório e melhorando os resultados dos doentes.
- Alojamentos de dispositivos personalizados: Prototipagem e produção de caixas para dispositivos médicos em que a precisão e as superfícies lisas são fundamentais.
6. Artes, design e entretenimento:
- Estatuetas e miniaturas pormenorizadas: Os amadores e os designers de personagens utilizam a SLA para produzir modelos altamente detalhados que seriam impossíveis de criar de outra forma.
- Adereços de filmes e efeitos especiais: Criação de adereços e modelos pormenorizados e personalizados para a indústria cinematográfica.

O que é o fluxo de trabalho de pós-processamento de SLA?
Uma impressão SLA bem sucedida é apenas metade da batalha. O pós-processamento correto não é negociável para obter as propriedades estéticas e mecânicas desejadas.
1. Lavagem:
A parte "verde", acabada de sair da impressora, está revestida com uma camada pegajosa de resina líquida não curada. Esta tem de ser removida.
- Processo: A peça é submersa e agitada num solvente, mais frequentemente álcool isopropílico (IPA) com uma concentração de 90% ou superior. Isto pode ser feito manualmente num recipiente ou, mais eficazmente, utilizando uma estação de lavagem automatizada que faz circular o solvente.
- Objetivo: Para remover todos os resíduos de resina da superfície e de quaisquer cavidades internas. Uma lavagem inadequada resultará numa peça pegajosa e numa cura incorrecta.
2. Secagem:
Após a lavagem, a peça deve estar completamente seca antes da cura.
- Processo: A peça deve ser deixada a secar ao ar, ou pode ser utilizado ar comprimido para acelerar o processo. É crucial garantir que todo o IPA se evaporou, uma vez que o solvente retido pode causar defeitos na superfície e fissuras durante a cura.
3. Pós-cura UV:
A parte "verde" ainda não está na sua força total. A pós-cura é um passo necessário para finalizar o processo de polimerização.
- Processo: A peça limpa e seca é colocada numa estação de cura, que a expõe a uma combinação de luz UV (com um comprimento de onda específico, normalmente 405 nm) e, frequentemente, calor. A duração e a temperatura são específicas para cada material.
- Objetivo: Para reticular totalmente as cadeias de polímero, maximizando a força, a rigidez e a resistência térmica da peça. Sem este passo, a peça será fraca, pegajosa e dimensionalmente instável.
4. Remoção do suporte:
Este processo pode ser efectuado antes ou depois da cura, com algumas desvantagens.
- Antes da cura: A peça é mais macia, o que torna os suportes mais fáceis de remover com fresas de topo. No entanto, isto pode deixar marcas superficiais mais significativas.
- Após a cura: A peça é mais dura e frágil, pelo que a remoção requer mais força e cuidado para evitar partir elementos delicados. Os pontos de fratura são geralmente mais limpos. A maioria dos profissionais remove a maior parte dos suportes antes da cura e efectua a remoção fina depois.
5. Acabamento opcional:
Para um acabamento verdadeiramente perfeito, podem ser tomadas medidas adicionais.
- Lixar: As pequenas marcas deixadas pelas estruturas de suporte podem ser lixadas a húmido com lixas de grão progressivamente mais fino.
- Polimento: Para obter um acabamento transparente tipo vidro em resinas claras, é necessário polir.
- Preparação e pintura: As peças SLA aceitam muito bem o primário e a tinta, permitindo a criação de modelos multicoloridos e com qualidade de produção.

Quanto custa a impressão SLA e quanto tempo demora?
Estas são duas das questões práticas mais importantes para qualquer empresa que esteja a considerar um SLA. As respostas dependem de vários factores interligados.
1. Factores que influenciam os custos de impressão SLA:
① Consumo de material: Este é o custo mais direto. É calculado com base no volume total de resina utilizado, que inclui não só a peça em si, mas também a resina necessária para as estruturas de suporte e, potencialmente, uma jangada (uma estrutura de base). A oclusão de peças é a forma mais eficaz de reduzir este custo.
② Tempo de máquina: Este custo está relacionado com a depreciação da impressora de SLA e com o tempo de ocupação da mesma. Ao contrário de algumas outras tecnologias, o tempo de máquina em SLA não é ditado principalmente pelo volume ou complexidade da peça, mas pela sua altura.
③ Trabalho: O SLA é um processo de mão de obra intensiva. O custo deve ter em conta o tempo de trabalho qualificado necessário para:
- Preparação da impressão (configuração do ficheiro, orientação).
- Preparação e limpeza da máquina.
- Todo o fluxo de trabalho pós-processamento (lavagem, cura, remoção do suporte e acabamento).
④ Complexidade da peça: Embora não afectem diretamente o tempo de impressão tanto como a altura, as peças muito complexas podem exigir estratégias de suporte mais complexas, um manuseamento mais cuidadoso e um pós-processamento mais intensivo, aumentando assim os custos de mão de obra.
2. Estimativa do tempo de impressão do SLA:
① O condutor principal (altura Z): O fator mais importante que determina o tempo de impressão em SLA é a altura da peça ao longo do eixo Z. Uma vez que a impressora tem de executar a mesma sequência de acções (cura a laser, movimento da plataforma, recobrimento) para cada camada, uma peça alta demorará sempre mais tempo do que uma peça curta, independentemente da sua largura ou volume.
② Outros factores: Embora a altura Z seja dominante, outros factores menores podem influenciar a velocidade:
- Altura da camada: Uma altura de camada mais pequena (por exemplo, 25 microns) resultará num melhor acabamento da superfície, mas aumentará o número total de camadas e, consequentemente, o tempo de impressão, em comparação com uma altura de camada maior (por exemplo, 100 microns).
- Material: Algumas resinas podem exigir tempos de exposição ligeiramente mais longos por camada, afectando marginalmente a velocidade global.

Porque deve escolher-nos para os serviços de impressão 3D SLA?
Navegar nas complexidades da SLA requer mais do que apenas uma impressora; requer experiência, precisão e um compromisso com a qualidade. Eis porque somos o parceiro ideal para as suas necessidades de impressão 3D SLA.
Utilizamos máquinas SLA industriais de última geração que são meticulosamente calibradas e mantidas. O nosso ambiente de impressão é climatizado para garantir a estabilidade da resina e a repetibilidade do processo. Isto garante que cada peça que produzimos cumpre os mais elevados padrões de precisão dimensional e acabamento de superfície.
Com uma vasta biblioteca de resinas de engenharia padrão e avançadas, a nossa equipa de especialistas trabalhará consigo para selecionar o material perfeito para a sua aplicação específica. Compreendemos as nuances das propriedades de cada resina e podemos fornecer uma abordagem consultiva para garantir que a sua peça funciona exatamente como pretendido, quer se trate de um protótipo visual ou de um componente funcional de utilização final.
O nosso processo foi concebido para ser eficiente. Desde a nossa plataforma de cotação online instantânea até ao nosso fluxo de trabalho de pós-processamento optimizado, minimizamos os prazos de entrega sem comprometer a qualidade. Compreendemos a importância da rapidez no desenvolvimento de produtos modernos e estamos empenhados em entregar as suas peças atempadamente, sempre.
Somos mais do que um simples serviço de impressão. Somos um parceiro de fabrico de serviço completo. A nossa equipa pode fornecer feedback de Design para Fabrico Aditivo (DfAM) para otimizar as suas peças para o processo de SLA, e os nossos serviços de acabamento abrangentes - incluindo lixagem, pintura e montagem - significam que pode receber peças que estão prontas para utilização imediata.
Vemos os nossos clientes como parceiros. O nosso objetivo é tornarmo-nos uma extensão perfeita da sua equipa de design e engenharia. Orgulhamo-nos de uma comunicação clara, de preços transparentes e de uma dedicação para o ajudar a resolver os seus desafios mais complexos e a dar vida às suas ideias mais inovadoras.
Perguntas mais frequentes sobre a impressão 3D SLA
A resistência de uma peça SLA depende inteiramente da resina utilizada. As resinas padrão tendem a ser frágeis e são melhores para modelos não funcionais. No entanto, as resinas de engenharia (como Tough, Durable ou ABS-like) são formuladas para um excelente desempenho mecânico, oferecendo alta resistência à tração e resistência ao impacto adequada para muitas aplicações funcionais, gabaritos e acessórios.
Em geral, não. As resinas SLA padrão são tóxicas nos seus estados líquido e não curado e não estão certificadas para contacto com alimentos. Para aplicações que exijam o contacto com a pele, tais como vestíveis ou guias médicos, é necessário utilizar uma resina específica biocompatível ou de grau médico e seguir um fluxo de trabalho rigoroso e validado para impressão e pós-processamento para garantir a segurança.
O SLA é inerentemente um processo de cor única. A cor da peça é determinada pela cor da resina líquida na cuba. Embora existam algumas resinas pré-pigmentadas (por exemplo, branco, cinzento, preto, transparente), a seleção é limitada. Para peças multicoloridas, a prática profissional padrão é imprimir a peça numa cor neutra (como o cinzento) e, em seguida, aplicar o primário e pintá-la durante o pós-processamento para obter o aspeto desejado.
A SLA é uma das tecnologias de impressão 3D mais exactas disponíveis. A precisão dimensional típica das máquinas industriais de SLA é de ±0,1% da dimensão nominal, com uma tolerância mínima de cerca de ±0,1 a ±0,2 mm. Esta elevada precisão torna-a ideal para testes de forma e ajuste e peças com requisitos de montagem apertados.
"Impressão em resina" é um termo geral para a família de tecnologias denominada fotopolimerização em cuba. SLA, DLP (Digital Light Processing) e LCD/MSLA são todos tipos de impressão em resina. A principal diferença é a fonte de luz:
- SLA utiliza um único ponto laser para desenhar a camada.
- DLP utiliza um projetor digital para fazer flash e curar toda a camada de uma só vez.
- LCD/MSLA utiliza um conjunto de LED UV que brilha através de um ecrã LCD que funciona como máscara para curar toda a camada de uma só vez. Embora todas utilizem resina líquida, o método de cura afecta as caraterísticas de velocidade e resolução. A SLA é a tecnologia original, conhecida pela sua precisão e acabamento suave.


Guia da Lista de Verificação do Comprador de Fornecedor de Moldagem por Injeção para Compradores Estrangeiros Antes do Pagamento do Utensílio
Enviar um pagamento de ferramentaria a um fornecedor de moldagem por injeção no estrangeiro é o momento em que o seu projeto passa da avaliação para o compromisso. Faça-o corretamente e terá um parceiro de fabricação confiável

Gestão de Riscos na Aquisição de Moldagem por Injeção: Como Evitar Atrasos, Retrabalho e Excedentes de Custo
Após duas décadas na indústria de moldagem por injeção, tenho visto inúmeros compradores perderem dinheiro com erros evitáveis na aquisição. Uma seleção inadequada de fornecedores pode transformar um projeto de ferramentaria de $50.000 em $150.000

Como Comparar Orçamentos de Moldagem por Injeção Sem Escolher o Fornecedor Errado
Obter três orçamentos para um projeto de moldagem por injeção e escolher o mais barato é a forma mais rápida de perder dinheiro. Já vimos compradores esgotarem orçamentos de ferramentaria duas vezes porque
Soluções de otimização fornecidas De graça
- Fornecer feedback de design e soluções de otimização
- Otimizar a estrutura e reduzir os custos do molde
- Fale diretamente com os engenheiros, um a um

