 Saltar para o conteúdo
Saltar para o conteúdo 

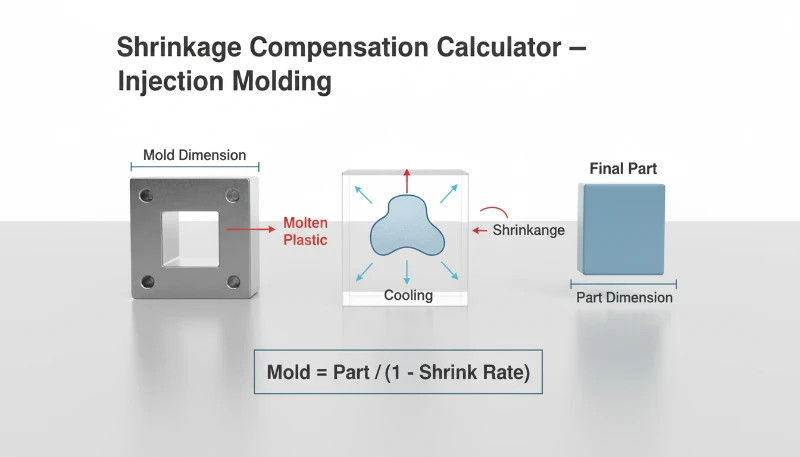
Se a sua peça moldada em PP sair com 0,4 mm abaixo do tamanho no primeiro ensaio, a retração é geralmente a razão. A retração na moldagem por injeção é a redução de tamanho previsível que ocorre quando o plástico arrefece, e as boas equipas de ferramentaria concebem para isso antes de o aço ser cortado.
Isso parece simples, mas é aqui que muitos projetos saem do rumo. Os compradores comparam frequentemente uma tolerância de desenho apertada com um número da ficha técnica da resina e assumem que o molde deve atingir o valor nominal no primeiro disparo. Na produção real, a família da resina, a espessura da parede, o equilíbrio da alimentação e as definições do processo alteram todas a dimensão final da peça.retração1
Na ZetarMold, tratamos a retração como um problema de engenharia de moldes, e não como uma surpresa de última hora na amostragem. Durante o DFM, combinamos dados do material, geometria da peça e experiência de ferramentas semelhantes para que o primeiro ensaio do molde comece próximo do alvo, em vez de andar à procura de correções através de retrabalhos repetidos do aço.
“Os materiais semicristalinos encolhem mais do que os amorfos.”Verdadeiro
Polímeros semicristalinos como o PEEK e o nylon têm estruturas moleculares ordenadas que contraem significativamente durante o arrefecimento. Materiais amorfos como o PC e o PMMA têm arranjos moleculares aleatórios com menos alteração dimensional.
“A retração é uma propriedade puramente do material e não pode ser influenciada pela conceção do molde.”Falso
O design do molde afeta significativamente a retração através da colocação dos canais de resfriamento, da localização da entrada e da uniformidade da espessura da parede. Um design adequado compensa retração do material tendências.
“A compensação da retração deve ter em conta tanto as variáveis do molde como as do material.”Verdadeiro
As taxas de retração variam consoante o grau do material, a espessura da parede e as condições de processamento. Uma compensação abrangente requer o ajuste simultâneo da conceção do molde e dos parâmetros do processo.
“Todos os materiais encolhem à mesma taxa durante a moldagem por injeção.”Falso
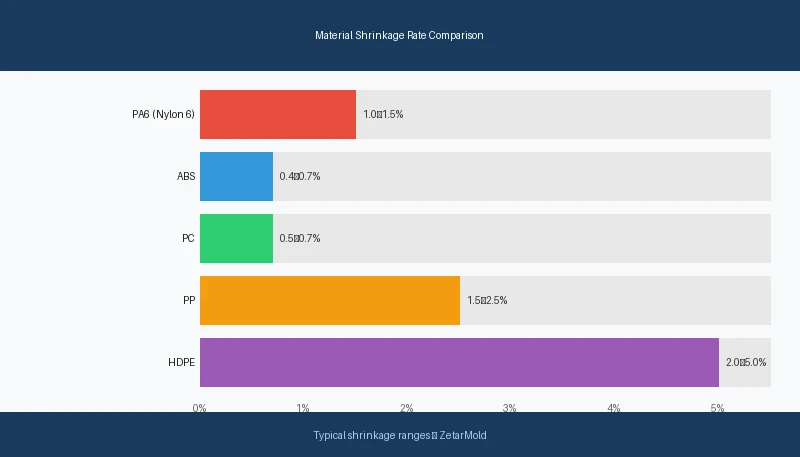
Diferentes materiais têm taxas de retração muito diferentes. Materiais semicristalinos como PE e PP encolhem 1-3%, enquanto materiais amorfos como PC e ABS encolhem apenas 0,4-0,7%.
Para a maioria das peças de plástico, a retração total situa-se entre 0,1% e 3,0%, mas essa faixa esconde grandes diferenças entre materiais. Uma tampa transparente de PC pode manter-se relativamente estável, enquanto uma caixa de PP do mesmo tamanho pode mover-se muito mais. É por isso que a retração está diretamente ligada tanto a conceção de moldes de injeção e o processo mais amplo de moldagem por injeção.moldagem por injeção2
Duas dimensões definem o tópico. Dm é a dimensão do molde e Dp é a dimensão final da peça após arrefecimento. O espaço entre elas não é, por definição, desperdício ou erro. É uma compensação planeada, baseada em como a resina selecionada se comporta durante o arrefecimento e a estabilização pós-moldagem.
Equívocos Comuns sobre a Retração
O maior erro é tratar a retração como um número único retirado de uma ficha técnica. As peças moldadas reais respondem à espessura local da parede, à colocação dos canais de alimentação, à eficiência do arrefecimento e à orientação. Uma placa plana pode encolher de forma diferente de uma caixa com nervuras, mesmo quando ambas são moldadas a partir do mesmo lote de resina na mesma prensa.
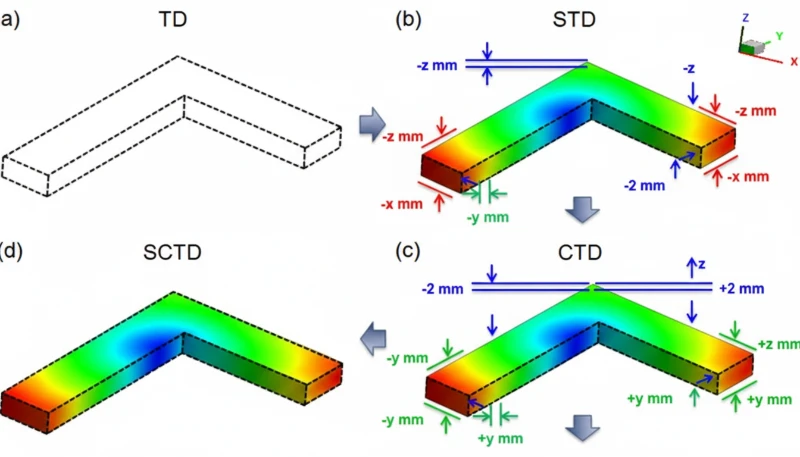
É também por isso que aparece a deformação. Quando a contração é uniforme, a peça simplesmente fica mais pequena. Quando a contração difere por direção ou por espessura da secção, a peça dobra, torce ou fica desalinhada. Na prática, a falha dimensional é frequentemente um problema de arrefecimento diferencial disfarçado de problema de tolerância.controlo de retração3
“Todos os materiais moldados por injeção contraem após a moldação.”Verdadeiro
Todos os termoplásticos perdem volume à medida que arrefecem da temperatura de fusão para a temperatura ambiente. A quantidade varia conforme a família de resinas, o conteúdo de enchimento e as condições do processo, mas o comportamento básico de contração é universal.
“Pode utilizar as mesmas dimensões do molde para peças de PP e ABS.”Falso
O PP encolhe tipicamente cerca de 1,5-2,5%, enquanto o ABS está geralmente mais próximo de 0,4-0,7%. Uma cavidade dimensionada para ABS não manterá as mesmas dimensões finais se a resina mudar para PP.
Na nossa fábrica de Xangai, a revisão da retração começa antes da libertação da ferramentaria porque o aço da cavidade é caro para retrabalhar mais tarde. Operamos 45 máquinas de moldagem por injeção de 90T a 1850T, e o desajuste mais comum que vemos é um cliente pedir ±0,05 mm numa peça de PP semicristalino, e depois questionar por que razão as amostras T1 falham por 0,3-0,5 mm. Isso é geralmente um comportamento inerente do material, e não moldagem descuidada.

Como Se Calcula a Retração do Molde?
A retração do molde é calculada com S = [(Dm – Dp) / Dm] × 100. Nessa fórmula, S é a percentagem de retração, Dm é a dimensão do molde e Dp é a dimensão da peça arrefecida medida após a moldagem.
Aqui está a lógica simples. Suponha que a dimensão da cavidade é 100,00 mm e a peça medida é 98,50 mm após arrefecimento. O cálculo torna-se S = [(100,00 – 98,50) / 100,00] × 100 = 1,5%. Isso significa que a peça contraiu 1,5% em relação ao tamanho da cavidade.
Os engenheiros também executam a equação inversa durante o design do molde. Se a dimensão da peça pretendida é 100,00 mm e a retração esperada é 1,8%TP3T, a cavidade deve ser cerca de 101,80 mm antes do corte do aço. Por outras palavras, as dimensões do molde são escaladas por 1 mais o factor de retração, depois validadas através de amostragem.
Esse cálculo inverso é prático, mas ainda requer bom senso. Os valores dos datasheets são frequentemente dados como uma faixa porque a mesma resina pode comportar-se de forma diferente sob diferentes parâmetros do processo de moldação por injeção.
“Espessura de parede uniforme é a forma única mais eficaz de controlar a retração.”Verdadeiro
A espessura de parede consistente garante arrefecimento uniforme e retração homogénea em toda a peça. Variações de espessura de parede que excedam 25% criam retração diferencial, levando a empenamentos e marcas de retração.
“Adicionar mais canais de resfriamento sempre reduz a retração.”Falso
Os canais de arrefecimento reduzem o tempo de ciclo, mas não alteram as taxas de retração do material. Eles melhoram a consistência dimensional ao garantir arrefecimento uniforme, mas o próprio material contrai a mesma quantidade.
Medição Prática da Retração
O perfil de enchimento, o tempo de resfriamento, o bloqueio da entrada e a temperatura da superfície do molde influenciam onde a peça acabada se situa dentro dessa faixa.
Para uma medição precisa, não se apresse na inspeção dimensional no momento em que a peça é ejetada. Muitos materiais continuam a relaxar após a desmoldagem, especialmente graus de paredes espessas ou semicristalinos. Um método de inspeção consistente é tão importante quanto a própria fórmula. Se uma equipa medir após 10 minutos e outra após 24 horas, o resultado da retração pode não ser comparável.
Um bom estudo de processo separa a retração global da variação local. Uma caixa pode apresentar dimensões externas aceitáveis, mas ainda falhar em torno de orifícios, bossas ou nervuras porque essas secções resfriam a diferentes velocidades. Por isso, equipas experientes de moldagem medem várias dimensões de controlo em vez de depender de uma única dimensão global.
Na ferramentaria de produção, normalmente começamos com a faixa de material do fornecedor, comparamo-la com ferramentas históricas semelhantes e, em seguida, definimos pontos de verificação de amostragem em torno das dimensões mais sensíveis. Se a peça for cosmética ou funcional, podemos priorizar uma dimensão para afinação steel-safe, mantendo outras áreas ajustáveis através da otimização do processo.
Taxas de Retração por Material: Semicristalino vs. Amorfo
A família do material é o maior determinante da retração, e as resinas semicristalinas geralmente retraem mais que as amorfas. Como regra, os materiais amorfos como PC, ABS e PMMA frequentemente situam-se cerca de 0,4-0,8%TP3T, enquanto os materiais semicristalinos como PP, PE, PA e POM mais frequentemente situam-se entre 1,0%TP3T e 3,0%TP3T ou mesmo mais em algumas classes.
A razão é a estrutura. Durante o resfriamento, os plásticos amorfos solidificam numa disposição molecular mais aleatória, portanto a alteração do volume é relativamente limitada e mais uniforme. Um termoplástico com uma estrutura semicristalina forma regiões ordenadas ao resfriar, o que aumenta a contração e pode tornar a retração mais direcional.
O comportamento direcional é ainda mais importante com graus reforçados. O nylon com fibra de vidro, por exemplo, pode contrair de uma forma ao longo do percurso de fluxo e de outra forma transversalmente. Essa resposta anisotrópica é uma fonte clássica de desafios no projeto de moldes por injeção, porque os bosses, as nervuras e os painéis planos não reagem todos da mesma forma uma vez introduzida a orientação das fibras.
| Material | Tipo | Taxa de retração | Typical Use |
|---|---|---|---|
| PP | Semicristalino | 1.5-2.5% | Bens de consumo, peças automóveis |
| PE (HDPE) | Semicristalino | 1.5-3.0% | Recipientes, embalagem |
| PA66 (Nylon) | Semicristalino | 1.0-2.0% | Componentes mecânicos |
| POM (Acetal) | Semicristalino | 2.0-3.5% | Engrenagens de precisão |
| ABS | Amorphous | 0.4-0.7% | Invólucros eletrónicos |
| PC | Amorphous | 0.5-0.7% | Peças óticas, segurança |
| PMMA | Amorphous | 0.2-0.5% | Displays, lentes |
A tabela mostra porque é que uma mudança de resina nunca é trivial. Se um cliente mudar de ABS para PP para reduzir custos, a equipa de ferramentas tem de rever o dimensionamento da cavidade, o equilíbrio da alimentação e as suposições de tolerância. A peça pode ainda parecer semelhante, mas o comportamento dimensional pode mudar o suficiente para exigir alterações no aço ou, pelo menos, uma nova janela de processo.
É por isso que a revisão do material tem de acontecer cedo. Um molde que funciona perfeitamente em ABS pode tornar-se instável em POM ou PA sem redesenhar a estratégia de arrefecimento e de alimentação. O custo do material é visível na cotação, mas o custo oculto muitas vezes aparece mais tarde como ajuste da ferramenta, tempo de ciclo mais lento e inspeção dimensional extra. Nas revisões de ferramentas, comparamos os pedidos de alteração de resina com a estratégia original da cavidade porque uma substituição de material de baixo custo pode criar uma instabilidade dimensional dispendiosa. O que parece uma simples escolha de aprovisionamento pode exigir um tamanho de alimentação diferente, arrefecimento revisto ou stock extra de segurança em aço em características de encaixe críticas. Essa é uma das razões pelas quais os moldadores experientes contestam alterações tardias de material em vez de as tratarem como inofensivas.
Quais São os 7 Fatores que Afetam a Retração no Molde de Injeção?
A retração no molde de injeção é mais afetada pelo tipo de material, espessura da parede, pressão de embalagem, temperatura do molde, temperatura de fusão, localização do gate e geometria da peça. Essas sete variáveis decidem quanto material entra na cavidade, como arrefece uniformemente e se a contração permanece uniforme ou se transforma em empenamento.
- 1) Tipo de material define a linha de base. As resinas semicristalinas contraem naturalmente mais do que os graus amorfos, e o conteúdo de carga altera ainda mais o padrão. Uma PA com carga de vidro 30%TP3T comporta-se de forma totalmente diferente de um PP sem carga, mesmo que o tamanho nominal da peça seja o mesmo.
- 2) Espessura da parede controla a velocidade de arrefecimento e a massa local. Zonas espessas mantêm-se quentes por mais tempo, continuam a contrair por mais tempo e têm maior probabilidade de criar reentrâncias ou distorcer superfícies próximas. Transições entre zonas finas e espessas são especialmente arriscadas porque a peça está a arrefecer a duas velocidades diferentes ao mesmo tempo.
- 3) Pressão de embalagem compensa diretamente a perda de volume antes que o gate congele. Em muitas ferramentas, a faixa efetiva de embalagem é cerca de 60-80% da pressão de injeção. Pressão de retenção insuficiente deixa a cavidade subembalada. Demasiada pode causar rebarbas na peça ou criar tensões que surgem mais tarde como desvio dimensional.
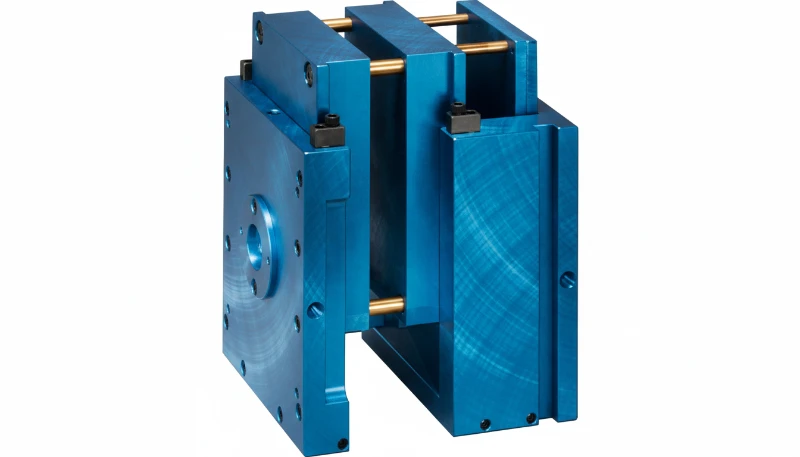
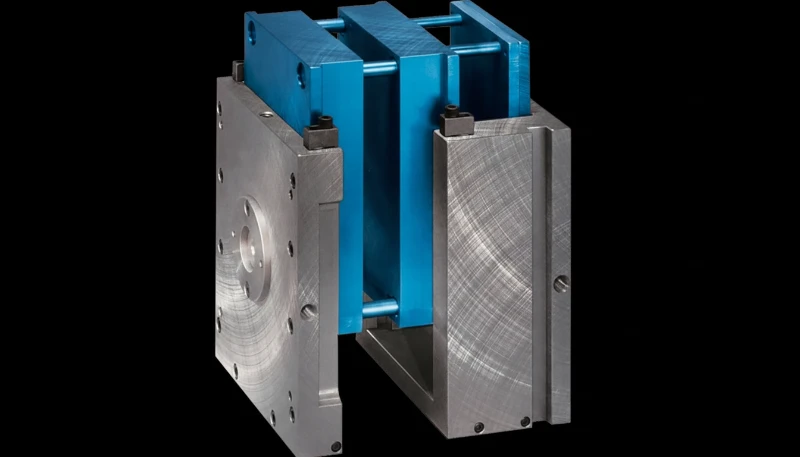
Master Unit Die Quick-Change (MUD)
Fatores de Design e Ferramental
- 4) Temperatura do molde altera a rapidez com que o polímero solidifica na parede da cavidade. Temperaturas do molde mais elevadas podem melhorar o acabamento superficial e o fluxo, mas frequentemente permitem mais cristalização em resinas semicristalinas, o que pode aumentar a retração. Temperaturas mais baixas podem reduzir a retração total, mas aumentar a tensão congelada se o arrefecimento for demasiado agressivo.
- 5) Temperatura de fusão altera o ponto de partida do material. Material fundido mais quente geralmente flui melhor para secções finas, mas também aumenta a quantidade de calor que deve ser removida da peça. Se o arrefecimento e a embalagem não forem ajustados em conformidade, as dimensões finais podem alterar-se inesperadamente.
- 6) Localização da alimentação decide o percurso de fluxo e a distribuição de pressão. Uma alimentação mal colocada causa enchimento desigual, compactação desigual e orientação desigual. Em peças maiores, essa é uma das formas mais rápidas de criar cantos opostos que contraem em quantidades diferentes.
- 7) Geometria da peça amplifica tudo o resto. Painéis planos, nervuras longas, bossagens isoladas e paredes assimétricas tornam o arrefecimento menos equilibrado. É aqui que a retração deixa de ser apenas um problema da resina e se torna uma questão completa de engenharia da ferramenta, ligada aos materiais de moldação por injeção, ao layout de arrefecimento e ao desenho das características.
| Fator | Efeito típico | Melhor resposta |
|---|---|---|
| Maior espessura da parede | Aumenta o risco de retração local | Core out heavy sections |
| Higher packing pressure | Reduces overall shrinkage | Tune hold profile before freeze |
| Uneven gate location | Raises directional variation | Move or rebalance gates |
When these variables are not balanced, the result is often differential shrinkage rather than simple overall size loss. Flow direction can contract differently from cross-flow direction, especially in glass-filled materials. That uneven contraction leads directly to warpage, bowed walls, twisted frames, and tolerance failures at assembly interfaces.
The practical lesson is that no single parameter can rescue a poor geometry decision. If the part has thick ribs feeding a large flat wall and the gate is at one end, you cannot always solve the problem by raising hold pressure alone. The better fix may be changing rib ratio, relocating the gate, or redesigning cooling around the hot spot.
Como Compensa a Retração no Design do Molde?
Shrinkage is compensated in mold design by scaling cavity dimensions above the target part size and then supporting that sizing with balanced gating, cooling, and steel-safe tuning. The simple rule is to multiply the target dimension by 1 plus the expected shrinkage factor.
For example, if the required finished width is 80.00 mm and expected shrinkage is 1.2%, the starting cavity width becomes 80.96 mm. That gives the toolmaker a realistic first-cut dimension. From there, T1 and T2 trials tell you whether the real resin lot, actual cooling line layout, and part geometry confirm the estimate or push it slightly higher or lower.
Good compensation is never just a spreadsheet exercise. Mold designers also choose gate positions that pack the critical areas first, size runners to maintain pressure, and build cooling lines so the hottest zones do not lag far behind the rest of the cavity. On tighter parts, steel-safe dimensions are planned intentionally so post-sampling adjustments stay possible.
Material-specific planning matters here.
Global vs. Local Compensation
If a project uses PP, PE, PA, or POM, we assume more dimensional movement and review tolerance feasibility early. On tools using lower-shrink materials like ABS or PC, the cavity may need less compensation, but dimensional consistency can still be lost if ejection, cooling balance, or venting are weak.
We also separate global compensation from local compensation. A housing may need one overall scale factor, but bosses around screws or alignment tabs may need localized steel changes after trials. That is normal. The goal is not to guess perfectly once. The goal is to make the first mold version intelligent enough that tuning is small, fast, and predictable.
In DFM reviews, we often flag designs where tolerance expectations are tighter than the selected material can realistically support. If a buyer wants a large PP cover to hold near-machined tolerances, the better engineering answer may be to change the material, add assembly float, or convert one critical feature into a post-machined surface rather than force the entire part into an unstable process window.
Problemas Comuns de Retração e Como Resolvê-los
The most common shrinkage problems are undersize parts, sink marks, warpage, oval holes, and dimension-to-dimension inconsistency. Each problem points to a different combination of root causes, so the fix starts with reading the pattern instead of changing settings blindly.
If the entire part is uniformly undersize, the first suspect is incorrect shrinkage allowance in the tool. That usually means the cavity scale factor was too low or the actual material shrinkage is above the datasheet midpoint. The fix may require steel correction, but first confirm that the pack profile and measurement timing are consistent.
If sinks appear above ribs or bosses, the issue is usually local mass concentration. A thicker interior feature keeps shrinking after the skin has frozen, pulling the outer surface inward. Common fixes include reducing rib thickness, increasing hold time, improving gate efficiency, or moving the gate closer to the heavy section so the cavity remains packed longer.
If the part bows or twists, treat it as a warpage problem caused by unequal shrinkage. Look for asymmetric wall sections, weak cooling around one side, or material orientation from a one-sided gate. Process changes may help, but if the shape itself drives uneven cooling, the long-term correction usually lives in the tool or the part design.
Flow-Direction and Multi-Cavity Issues
If round holes become oval or mating tabs stop lining up, check for flow-direction effects. Reinforced materials can show strong orientation, and even unfilled resins may shift around long flow paths. In those cases, a gate relocation or a modified cooling layout often works better than simply increasing pressure.
If dimensions vary from cavity to cavity, compare actual cooling circuit performance, venting, and gate balance before blaming the resin. Multi-cavity molds amplify small differences. One cavity running 3°C hotter than the others can create a dimensional trend that looks random until you map it against the tool layout.
The worst response is shotgun tuning. Raising injection pressure, lowering mold temperature, and extending cooling all at once may shift the result, but it also hides the root cause. A better method is to lock one parameter set, change one variable at a time, and record how each critical dimension moves. That turns debugging into data instead of guesswork.

Across all of these failure modes, the pattern is consistent: shrinkage problems are easier to prevent during mold design than to correct after first shots. The most expensive fixes are the ones that require steel changes, and those are usually avoidable if shrinkage behavior is reviewed early with realistic material data and proven tool geometry.
Abordagem da ZetarMold ao Controlo da Retração
ZetarMold controls shrinkage by combining DFM review, realistic material selection, steel-safe tooling, and measured sampling feedback. We do not treat shrinkage as a generic number; we treat it as a predictable manufacturing behavior that must be engineered into the tool from the first injection mould design review.
Our first step is material and tolerance alignment. If the drawing asks for a very tight tolerance on a large semi-crystalline part, we raise that issue early instead of pretending the mold can solve everything later. That conversation often saves more time than any tool adjustment, because it resets the project around material reality rather than wishful nominal dimensions.
Geometry Review and Sampling
Next, we review part geometry for the classic shrinkage traps: thick-to-thin transitions, isolated bosses, long unsupported walls, and gates that create one-way flow through the most critical dimensions. We then use that review to recommend gate changes, cooling changes, or steel-safe stock on sensitive areas before manufacturing starts.
During mold trials, we measure the dimensions that matter most to fit and function, not just the easiest dimensions to inspect. If the part needs later tuning, we want the tuning to happen in controlled, reversible steps. That is why our sampling reports track actual dimensional movement against process settings instead of just listing pass or fail.
The short version is simple: if shrinkage is reviewed at the DFM stage, most dimensional issues can be predicted, compensated, or at least contained. If shrinkage is ignored until first shots, the project usually pays for it in extra trials, mold rework, and slower launch timing.

FAQ: Perguntas Frequentes Sobre a Retração do Molde?
Qual é a taxa de retração normal na moldagem por injeção?
A normal shrinkage rate is roughly 0.1% to 3.0%, depending on resin family, filler content, wall thickness, and processing conditions. Amorphous materials such as ABS and PC are often below 1.0%, while semi-crystalline materials such as PP, PE, PA, and POM often exceed 1.0% and can approach or pass 3.0% in some applications. The right number for tooling should come from both the datasheet and real molding experience with similar part geometry, not from a generic average alone.
Por que é que o PP encolhe mais do que o ABS?
PP usually shrinks more than ABS because PP is semi-crystalline and forms ordered regions during cooling, which increases volume contraction. ABS is amorphous, so its molecular structure freezes more randomly and tends to produce lower, more uniform dimensional change after molding. In practice, that difference changes how much the cavity must be oversized and how tightly the process must control cooling and packing if the final dimensions are critical.
Como reduzir o encolhimento na moldagem por injeção?
You reduce shrinkage by selecting the right material, keeping wall thickness more uniform, applying adequate hold pressure, balancing cooling, and sizing the cavity correctly from the start. In many tools, optimizing packing pressure and gate efficiency delivers the fastest improvement because more material is packed in before freeze-off. Reducing local mass around ribs and bosses also helps, because thick sections continue shrinking after the outer skin has already solidified.
A contração pode causar empenamento?
Yes, shrinkage causes warpage when it is not uniform across the part. If one side cools faster, one direction shrinks more, or one feature remains hot longer, the part bends or twists instead of shrinking evenly. That is why warpage is usually a differential shrinkage problem, not just a simple size problem. Reinforced materials are especially sensitive because fiber orientation can make flow-direction and cross-flow contraction behave very differently.
Quando deve ser considerada a contração durante o desenvolvimento do molde?
Shrinkage should be considered before mold steel is cut, ideally during DFM and gating review. Once the cavity is machined, correcting a wrong shrinkage assumption becomes much more expensive because the team may need steel welding, machining changes, or repeated sampling to recover the target dimensions. Early planning also helps confirm whether the selected resin can realistically hold the drawing tolerance without forcing the process into an unstable or inefficient production window.
Qual é a diferença entre a retração global e a retração diferencial?
Overall shrinkage is the general size reduction of the whole part after cooling, while differential shrinkage is uneven contraction between areas or directions of the same part. Overall shrinkage mainly changes size. Differential shrinkage changes shape and often causes warpage, bowed walls, or misalignment in assembly features. Engineers watch for differential shrinkage closely in glass-filled materials, long-flow parts, and parts with uneven wall thickness because those designs are much more likely to distort. T
-
mould shrinkage: The volumetric reduction of a plastic part as it cools from melt temperature to room temperature, measured as a percentage of the original mold dimension. ↩
-
shrinkage compensation: Oversizing mold cavities by the expected shrinkage percentage, calculated as S = [(Dm – Dp) / Dm] x 100, where Dm is mold dimension and Dp is part dimension. ↩
-
material shrinkage rates: Different polymer families have distinct shrinkage behaviors. Amorphous materials typically shrink 0.4-0.7%, while semi-crystalline materials shrink 1.0-3.0%. ↩
>hat distinction matters because one issue is solved by cavity scaling, while the other often needs design or cooling changes.
Precisa de Feedback Especializado no Seu Design de Molde?
Obtenha feedback de DFM, análise de contração e revisão do projeto de molde da equipa de engenharia da ZetarMold.
Inicie o Seu Projeto de Moldagem por Injeção →







