 Przejdź do treści
Przejdź do treści 

- The four main cooling channel types for injection molds are straight-drill, baffle, spiral, and conformal.
- Cooling accounts for 70–80% of total cycle time — the single biggest lever for productivity.
- Conformal cooling reduces cycle time by 20–35% compared to straight-drill channels on complex geometries.
- Water is the most common coolant; oil is used for molds requiring temperatures above 90°C.
- Uniform cooling prevents warpage, sink marks, and dimensional variation in finished parts.
Why Cooling System Choice Makes or Breaks Your Mold
Choosing the right cooling system is the single most impactful decision in mold design — it controls 70–80% of your czas cyklu1. When evaluating an dostawca form wtryskowych for a production mold, understanding cooling options is essential. If you get it wrong, you pay for it in scrap and lost productivity over the entire life of the tool. This article breaks down the four main cooling channel types and gives you the criteria to choose the right one.
Cooling is not a secondary consideration in injection molding. It controls 70–80% of your total Proces formowania wtryskowego time. The difference between a well-cooled mold and a poorly cooled one can mean a 12-second cycle versus an 18-second cycle — on a million-shot tool, that’s the difference between profitable and not.
This article breaks down the four main types of cooling systems used in injection molds, compares their performance, and gives you the criteria to choose the right one for your application. Whether you’re specifying your first production tool or optimizing an existing one, understanding cooling channel types is the fastest path to better parts and lower unit costs.
The wrong cooling choice doesn’t just slow you down — it creates quality problems that compound over time. Uneven cooling causes warpage, sink marks, and dimensional drift that get worse as the mold heats up during a production run. Fixing these issues downstream (sorting, rework, scrap) costs 5–10× more than getting the cooling right at the design stage.
What Is an Injection Mold Cooling System?
An injection mold cooling system extracts heat from molten plastic via internal channels — and controls 70–80% of your cycle time. The cooling system is the single largest contributor to cycle time in injection molding.
When hot plastic melt (typically 200–300°C) enters the cavity, it transfers heat to the steel mold walls. Without active cooling, a 3mm-thick ABS part would take over 120 seconds to solidify enough for ejection. With a properly designed water circuit, that same part ejects in 15–25 seconds — a 5–8× improvement.
The cooling system affects three critical outcomes: cycle time (productivity), part quality (dimensional stability and appearance), and mold longevity (thermal fatigue). Getting it right at the forma wtryskowa design stage is far cheaper than re-engineering channels after the steel is cut. A cooling redesign after T0 typically costs $5,000–$15,000 and adds 2–4 weeks to the schedule.
The cooling circuit consists of several elements working together: the internal channels drilled or formed into the mold steel, the external plumbing (hoses, manifolds, quick-connect fittings), the temperature control unit (TCU or thermolator) that heats or chills the coolant, and the flow management system that ensures turbulent flow for maximum heat transfer.
At ZetarMold, switching from straight-drill to conformal cooling2 channels reduces cycle time by 20–35% on thin-wall parts. We documented 28% cycle time reduction on a 1.2mm wall ABS housing program in 2024.
Types of Cooling Channels in Injection Molds
The four main cooling channel types are straight-drill, baffle, spiral, and conformal — each suited to different geometries and volumes. The table below summarizes how they compare on cycle time impact, tooling cost, and complexity.
| Channel Type | Typowy przypadek użycia | Cycle Time Impact | Koszt oprzyrządowania | Złożoność |
|---|---|---|---|---|
| Straight-drill | Simple, flat parts | Baseline | Niski | Niski |
| Baffle | Deep cores, tall ribs | 10–15% faster than drill | Średni | Średni |
| Spiral | Cylindrical, round parts | 15–20% faster than drill | Średni | Średni |
| Conformal | Complex geometries, thin walls | 20–35% faster than drill | Wysoki | Wysoki |
Straight-Drill Cooling Channels
Straight-drill channels are the most common and least expensive cooling method. The mold maker drills a series of straight, circular cross-section holes through the mold plates, then connects them with plugs and hoses to form a circuit. Over 80% of all production molds use straight-drill cooling as the primary method.
These channels work well for flat, uniform-thickness parts — think simple trays, flat covers, or rectangular housings. The limitation is geometry: you can only drill straight lines, so the channel distance from the cavity surface varies. In areas where the cavity curves or has deep features, the drill path can’t follow, leaving hot spots that extend cooling time.
Typical drill diameters range from 6mm to 12mm. The distance from channel wall to cavity surface should be 1.5–2.0× the channel diameter — generally 12–15mm — to balance cooling efficiency with structural integrity of the mold steel. Closer spacing improves temperature uniformity but weakens the steel between channels.
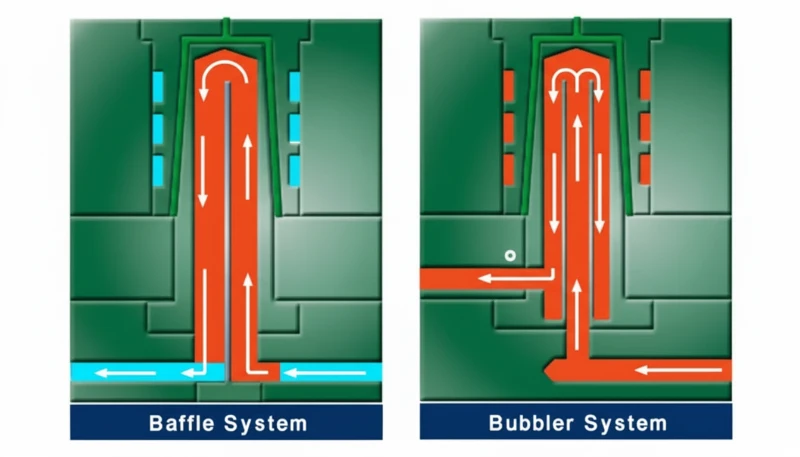
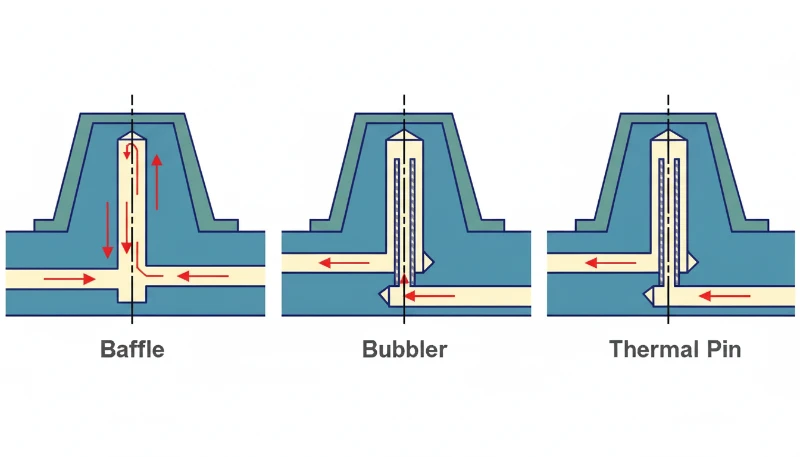
Baffle Cooling Channels
Baffle channels are essentially straight-drill holes with a metal plate (the baffle) inserted down the center, splitting the hole into two halves. Coolant flows up one side and down the other, creating turbulence that improves heat transfer by 30–40% compared to laminar flow in a plain drilled hole. The turbulent flow breaks up the boundary layer that insulates the channel wall.
Baffles are the go-to solution for cooling deep cores and tall ribs where straight-drill channels alone can’t reach. The baffle can be positioned off-center to direct more coolant toward the hottest area of the cavity. They’re relatively inexpensive to add during mold construction but require careful sizing — an undersized baffle restricts flow, while an oversized one reduces cooling surface area.

Spiral Cooling Channels
Spiral channels wrap around cylindrical cores in a helical path, maintaining a consistent distance from the cavity surface throughout the entire circuit. They’re used primarily for round or cylindrical parts — think caps, containers, and pipe fittings — where the geometry naturally suits a helical flow path.
The advantage over straight-drill is uniform cooling distance. In a drilled circuit around a round part, you get dead zones between parallel drill lines. A spiral eliminates those gaps entirely. Coolant enters at the bottom, spirals upward around the core, and exits at the top — or vice versa — ensuring every point on the cylindrical surface receives roughly equal cooling intensity.
Spiral channels are machined by milling a groove into the core surface, then sealing it with a sleeve or inserted ring. This makes them more expensive than straight-drill but still far cheaper than conformal cooling. The main limitation is that spirals only work for rotationally symmetric geometries — they can’t follow irregular contours any better than straight-drill channels can.
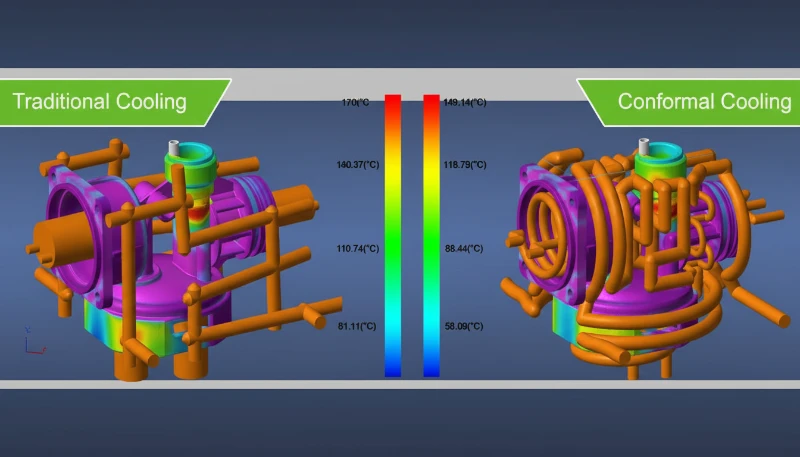
Conformal Cooling Channels
Conformal cooling channels follow the exact contour of the mold cavity, maintaining a uniform distance from the part surface regardless of how complex the geometry is. They’re manufactured using metal 3D printing (selective laser melting) or, in some cases, by machining grooves into split inserts and sealing them with conformal copper alloys.
The result is dramatically more uniform cooling. Areas that would be hot spots in a straight-drill mold — deep pockets, thin ribs, curved surfaces — get the same cooling intensity as flat areas. On a complex medical device housing with 1.2mm walls, conformal cooling can shave 20–35% off cycle time compared to conventional drilling.
The tradeoff is cost. A conformal-cooled insert costs 2–4× more than a drilled equivalent because of the additive manufacturing process. But for high-volume tools running 500K+ shots, the cycle time savings pay for the difference within weeks. We’ve also seen conformal cooling reduce warpage by up to 50% on asymmetrical parts because the temperature gradient across the part is smaller.
Conformal channels can also have variable cross-sections and non-circular profiles, which is impossible with conventional drilling. This allows mold designers to optimize flow velocity and heat transfer coefficient independently in different regions of the same insert — a level of thermal control that straight-drill circuits simply cannot match.
Cooling Mediums: Water, Oil, and Air
Water is the cooling medium in over 90% of injection molding operations worldwide. It offers high thermal conductivity3 (0.6 W/(m·K)), low cost, easy availability, and precise temperature control between 10°C and 90°C using a thermolator or cooling tower. Water also has a high specific heat capacity, meaning it absorbs a large amount of thermal energy per unit volume.
Oil cooling is used when the mold needs to run hotter than 90°C — common with high-performance engineering resins like PEEK (mold temp 160–200°C) or polysulfone (mold temp 120–160°C). Oil systems operate up to 300°C but have roughly 4× lower thermal conductivity than water (0.15 vs 0.6 W/(m·K)) and require more energy to circulate. They also introduce fire risk at high temperatures and add significant maintenance overhead compared to water systems.
Air cooling is rarely used as a primary system because air’s thermal conductivity is roughly 25× lower than water (0.025 vs 0.6 W/(m·K)). You’ll see it as a supplement — compressed air blowing on specific hot spots, or in very low-volume prototype molds where the cost of a water circuit isn’t justified. Some molds use air assist on ejector pins to cool deep cores that water can’t easily reach.
| Własność | Water | Oil | Powietrze |
|---|---|---|---|
| Przewodność cieplna | 0.6 W/(m·K) | 0.15 W/(m·K) | 0.025 W/(m·K) |
| Temperature Range | 10–90°C | 50–300°C | Ambient only |
| Koszt | Niski | Średni | Very Low |
| Typical Use | Most applications | High-temp resins | Prototype only |
How Cooling Affects Product Quality and Cycle Time
Cooling system performance directly impacts three quality metrics: dimensional accuracy, surface appearance, and mechanical consistency. Uneven cooling — where one area of the part solidifies faster than another — causes internal stresses that lead to warpage, sink marks, and shrinkage variation across the part.
A temperature difference of just 10°C across the part surface can cause measurable dimensional drift of 0.1–0.3mm on a 100mm feature. For tight-tolerance automotive or medical parts where ±0.05mm is the acceptance window, that’s a rejection. And the problem gets worse over a production run — as the mold heats up from continuous cycling, thermal gradients increase, and parts that passed inspection in the first hour start drifting out of spec.
On cycle time: in a typical injection molding cycle, filling takes 1–3 seconds, packing takes 2–5 seconds, and cooling takes 10–40 seconds. Ejection and mold open/close add another 3–8 seconds. Cooling dominates the total cycle, accounting for 70–80% of the elapsed time in most applications.
The math is straightforward. If your current cycle is 20 seconds and you reduce cooling time by 3 seconds (15% improvement), on a 1-million-shot tool you save 833 hours of machine time. At a machine rate of $30–50/hour, that’s $25,000–$41,000 in reduced production cost — more than the price premium for better cooling channels in most cases. This is why optimizing cooling is almost always the highest-ROI improvement you can make to a production mold.
Design Principles for Mold Cooling Systems
Mold cooling design is governed by five core principles. Maximize channel count, keep consistent cavity distance, align coolant flow with material flow, limit inlet-outlet temperature delta to 3–5°C, and ensure turbulent flow in every circuit. More channels at smaller spacing always outperform fewer large channels.
First, maximize channel count and minimize channel spacing. More channels at smaller pitch distances produce a more uniform cavity surface temperature. The practical limit is mold strength — you can’t put channels so close together that the steel between them becomes a weak point. As a rule of thumb, the land width between two parallel channels should be at least equal to the channel diameter.
Five Rules for Effective Cooling Layout
Second, maintain consistent distance from channel to cavity surface — ideally 12–15mm. Closer than 10mm creates cold spots and risks steel cracking under injection pressure; farther than 20mm reduces cooling efficiency significantly.
Third, align coolant flow direction with material flow. The coolant inlet should be near the gate, where the plastic is hottest. This ‘water-material parallel’ approach ensures the coolest water hits the hottest plastic first, then progressively warmer coolant handles the cooler areas of the part. The result is more uniform overall solidification and significantly less warpage.
Fourth, keep the temperature difference between coolant inlet and outlet below 3–5°C. A larger temperature gap means the mold surface near the outlet is significantly warmer than near the inlet — creating the exact kind of uneven cooling that causes warpage and dimensional variation.
Fifth, specify turbulent flow in every circuit — not just adequate flow rate, but actual Reynolds numbers above 4000. Laminar flow (Reynolds < 2300) creates a slow-moving boundary layer along the channel wall that acts as thermal insulation. In practice, this means you need a minimum coolant velocity of 0.5–1.0 m/s through a 10mm channel, which requires a pump capable of delivering 3–5 liters per minute per circuit. Many production molds have channels that appear to be flowing well (you can see water moving) but are actually in the transitional flow regime (Reynolds 2300–4000), leaving 15–20% of potential cooling capacity on the table.
These four principles apply regardless of which channel type you choose. Even a straight-drill mold performs well when the channels are properly spaced, correctly distanced from the cavity, and running turbulent coolant flow. The channel type determines the ceiling of cooling performance — the design principles determine how close you get to that ceiling.
At ZetarMold, our 8 senior engineers review every cooling layout in DFM before steel cutting. On a recent automotive interior program, catching a 20mm channel-to-cavity distance (too far) during DFM saved an estimated 4 seconds per cycle — worth over $120,000 across the tool’s production life.

When to Upgrade from Straight-Drill to Conformal Cooling
Upgrade to conformal cooling when your part has complex geometry — wall variation over 3:1, deep features above 50mm, thin walls under 1.5mm, or annual volume exceeding 200K shots. The decision comes down to part geometry, production volume, and cycle-time cost at your specific machine rate.
Upgrade when: the part has wall thickness variation greater than 3:1, deep features (>50mm) that straight-drill can’t reach, thin walls (<1.5mm) requiring fast and uniform cooling, or annual production volume exceeding 200K shots. In any of these cases, the cycle time savings from conformal cooling will typically pay back the tooling premium within the first production run.
Stay with straight-drill when: the part is simple and flat, wall thickness is uniform, and production volume is under 100K shots. Adding conformal cooling to a simple mold is over-engineering — the cycle time improvement might be only 5–8%, which doesn’t justify the 2–4× cost premium on the insert.
Baffles and spirals fill the middle ground. If you have a moderately complex part but can’t justify conformal cooling cost, baffle channels on deep cores plus spiral channels on cylindrical features will capture 60–70% of the cycle time benefit at 20–30% of the cost premium. This hybrid approach is what we recommend for most mid-volume automotive and consumer electronics programs.
The break-even calculation is simple: (tooling cost premium) ÷ (per-part cycle time savings × machine rate). If the result is less than your expected production volume, conformal cooling pays for itself. If it’s more, stick with conventional channels and invest the savings elsewhere.
“Conformal cooling channels can reduce cycle time by 20–35% on parts with complex geometry.”Prawda
By maintaining uniform distance from the cavity surface, conformal channels eliminate the hot spots that limit ejection timing in conventionally drilled molds. Documented cases show 28% cycle time reduction on 1.2mm wall ABS housings.
“Oil cooling is always better than water cooling because oil can reach higher temperatures.”Fałsz
Oil has roughly 4× lower thermal conductivity than water (0.15 vs 0.6 W/(m·K)), meaning slower heat extraction per unit of flow. Oil is only superior when mold temperatures above 90°C are required by the resin — for most applications, water cools faster, cheaper, and safer.
Understanding these facts helps you ask the right questions when evaluating mold quotes from suppliers. Many toolmakers default to straight-drill cooling because it is the lowest-cost option, not because it is the best choice for your part geometry. Asking specifically about cooling channel type, channel-to-cavity distance, and Reynolds number during the DFM stage separates a well-designed tool from one that will cost you money in scrap and lost productivity over its entire production life. If your supplier cannot explain their cooling strategy in terms of these fundamentals, that is a red flag worth investigating before committing to tooling.
“The coolant inlet should be positioned near the gate area for optimal cooling uniformity.”Prawda
Placing the coolest water near the gate — where the plastic is hottest — aligns coolant flow with material flow. This ‘water-material parallel’ approach reduces the temperature gradient across the part by 40–60%, preventing warpage from differential cooling and allowing earlier part ejection.
“Straight-drill cooling channels work equally well for all part geometries.”Fałsz
Straight-drill channels cannot follow curved or deep cavity features, leaving hot spots in areas like tall ribs, deep pockets, and curved surfaces. For parts with wall thickness variation exceeding 3:1 or deep features over 50mm, baffle or conformal channels are necessary to achieve acceptable cooling uniformity.
Często zadawane pytania
Często zadawane pytania
What is the most common cooling system used in injection molds?
Straight-drill water cooling channels are the most common system, used in over 80% of production molds worldwide. They are the lowest-cost option and work well for parts with relatively simple, flat geometries where uniform channel-to-cavity distance can be maintained throughout the mold. For more complex parts, toolmakers typically supplement straight-drill circuits with baffles or conformal inserts in critical areas. Water at 10–80°C is the standard coolant, circulated by a temperature control unit (TCU) that maintains the target mold temperature within ±1°C.
How much does conformal cooling add to mold cost?
Conformal cooling typically adds 2–4× cost to the cooled insert compared to conventional drilling, due to the metal 3D printing (selective laser melting) process required to manufacture the channels. For a standard production insert that costs $3,000–$5,000 with conventional drilling, the conformal version might cost $8,000–$15,000. However, for high-volume tools running 500K+ shots, the cycle time savings of 20–35% usually recover this premium within the first few production runs. The exact payback period depends on your machine hourly rate and the specific geometry of the part being molded.
What temperature should the cooling water be?
Cooling water temperature depends on the material being molded and is specified by the resin manufacturer. Common ranges include 10–30°C for commodity resins like PP and PE (fast crystallization), 40–60°C for amorphous resins like ABS and PC, and 60–80°C for engineering resins like PA66 and PBT that require warmer molds for proper crystallization. The thermoplastic manufacturer’s datasheet always lists the recommended mold temperature range. Running too cold can cause flow marks and high residual stress; running too hot extends cycle time unnecessarily.
Why is water better than air for mold cooling?
Water has roughly 25× higher thermal conductivity than air (0.6 vs 0.025 W/(m·K)), meaning it extracts heat from the mold far more efficiently per unit of flow. Water also has a much higher specific heat capacity, allowing it to absorb more thermal energy before its temperature rises significantly. Additionally, water allows precise temperature control via thermolators (±1°C accuracy), while air cooling offers almost no temperature regulation capability. Air is only used as a supplement in very specific scenarios — prototype molds, localized hot spot cooling, or where water leakage risk is unacceptable.
How does poor cooling cause warpage in injection molded parts?
Uneven cooling creates temperature gradients across the part — one region solidifies and shrinks while another is still hot and contracting at a different rate. This differential shrinkage generates internal stresses that pull the part out of its intended shape once it’s ejected and cools to room temperature. A temperature variation of just 10°C across the cavity surface can cause 0.1–0.3mm dimensional drift on a 100mm feature. The effect is most pronounced in parts with non-uniform wall thickness, long thin sections, or asymmetrical geometry — exactly the parts that need the most careful cooling channel design to compensate.
What is the ideal distance between cooling channels and the cavity surface?
The recommended distance from cooling channel wall to cavity surface is 12–15mm, or approximately 1.5–2.0× the channel diameter for standard 8–10mm drill sizes. This range balances heat extraction efficiency against mold structural integrity. Closer than 10mm creates localized cold spots on the part surface and risks steel cracking under the high injection pressures (typically 80–140 MPa). Farther than 20mm significantly reduces cooling efficiency — the steel acts as thermal insulation, and you end up circulating more coolant with diminishing returns on actual heat removal from the cavity.
Can you combine different cooling channel types in one mold?
Yes, combining channel types is standard practice in production molds and is often the most cost-effective approach. A common configuration uses straight-drill circuits for flat areas of the part, baffle channels in deep cores and tall ribs, spiral channels around cylindrical features, and conformal inserts only in the most complex or thermally critical regions. This hybrid strategy balances cost and performance without over-engineering the entire tool. At ZetarMold, we specify this mixed approach on roughly 60% of production molds — it captures 70–80% of the thermal performance of full conformal cooling at 30–40% of the cost premium.
-
czas cyklu: Cycle time is the total duration of one complete injection molding cycle, measured in seconds, from mold close to part ejection. ↩
-
conformal cooling: Conformal cooling refers to cooling channels that follow the contour of the mold cavity surface, typically manufactured using metal 3D printing or additive manufacturing. ↩
-
thermal conductivity: Thermal conductivity is a material property measured in W/(m·K) that quantifies the rate at which heat transfers through a substance. ↩







