 Przejdź do treści
Przejdź do treści 

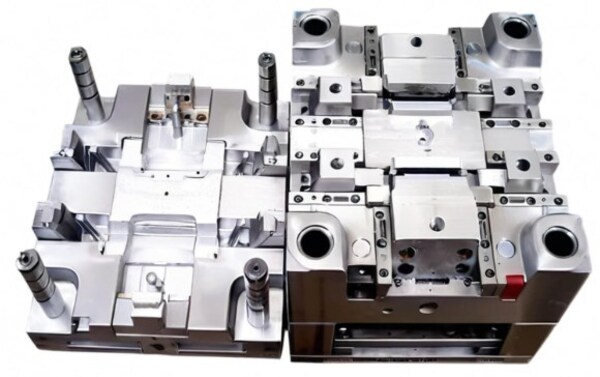
Wprowadzenie: Formy są obecnie bardzo ważne w przemyśle, a ich jakość ma bezpośredni wpływ na jakość produktów.

Plastik formowanie wtryskowe Proces produkcji form jest ogólnie podzielony na: dostosowanie do potrzeb klienta, projektowanie form, produkcję form, kontrolę i testowanie form, modyfikację i naprawę form, konserwację form, a poniżej zostaną one wyjaśnione jeden po drugim.
Personalizacja klienta
Produkcja form z tworzyw sztucznych rozpoczyna się od przekazania producentowi form rysunków produktów przez inżynierów klienta. Producent form pobiera dane produktu, przeżuwa je i wypluwa w postaci listy zadań produkcyjnych do formowania tworzyw sztucznych. To jest inżynieria klienta.

Wymagania dotyczące produkcji części z tworzyw sztucznych
Należy zrozumieć wymagania techniczne części, takie jak możliwość ich przetworzenia, dokładność wymiarowania itp.
Na przykład, jakie są wymagania dotyczące wyglądu, kształtu, przezroczystości kolorów i wydajności części z tworzyw sztucznych? Czy struktura geometryczna, nachylenie, wkładka itp. części z tworzyw sztucznych są rozsądne? Jaki jest dopuszczalny stopień wad formowania, takich jak ślady spawania i otwory skurczowe, oraz czy istnieje obróbka końcowa, taka jak malowanie, galwanizacja, sitodruk i wiercenie.

Należy oszacować, czy istnieją wąskie tolerancje wymiarowe i czy można uformować część z tworzywa sztucznego spełniającą wymagania. Należy również znać parametry procesu plastyfikacji i stopionego tworzywa sztucznego.
Informacje o procesie
Zrozumienie wymagań dotyczących metody wtrysku, modelu maszyny do piwa, wydajności żywicy z tworzywa sztucznego, typu struktury formy itp.

Materiał do formowania powinien być wystarczająco mocny dla części z tworzywa sztucznego, dobrze płynąć, być taki sam na całej powierzchni, być taki sam we wszystkich kierunkach i nie zmieniać się pod wpływem ciepła.
W zależności od tego, do czego służy plastikowa część i czy będzie później obrabiana, materiał do formowania powinien nadawać się do barwienia, powlekania metalem, dobrze wyglądać, być wystarczająco rozciągliwy i giętki, przezroczysty lub błyszczący, sklejać się (jak w przypadku fal dźwiękowych) lub być spawany.
Wybór sprzętu do formowania
Wydajność wtrysku, ciśnienie zacisku, ciśnienie wtrysku, jednostka wtrysku, rozmiar instalacji formy, urządzenie wyrzucające i rozmiar, średnica otworu dyszy i promień sferyczny dyszy, rozmiar pierścienia pozycjonującego tuleję zasuwy, maksymalna i minimalna grubość formy, skok szablonu itp.
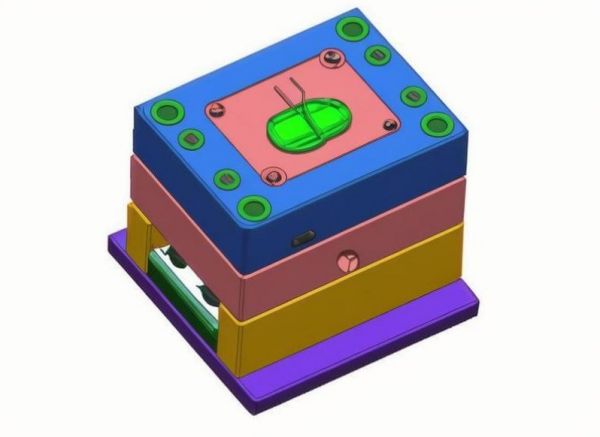
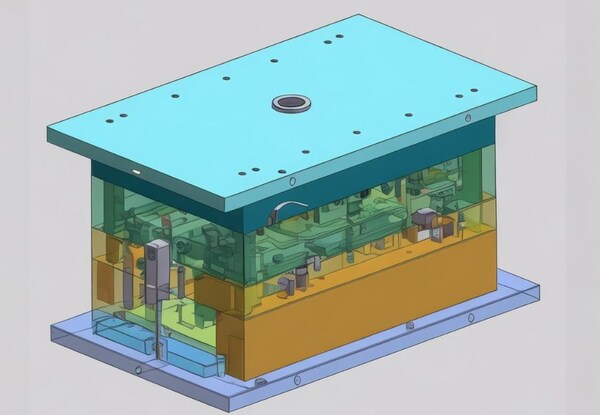
Szczegółowy plan struktury pleśni
Forma dwupłytowa, forma trójpłytowa. Czy struktura formy jest niezawodna, czy spełnia wymagania technologii procesu (takie jak kształt geometryczny, wykończenie powierzchni i dokładność wymiarowa itp.) oraz wymagania ekonomiczne produkcji części z tworzyw sztucznych (niski koszt części, wysoka wydajność produkcji, ciągła praca formy, długa żywotność, oszczędność pracy itp.)
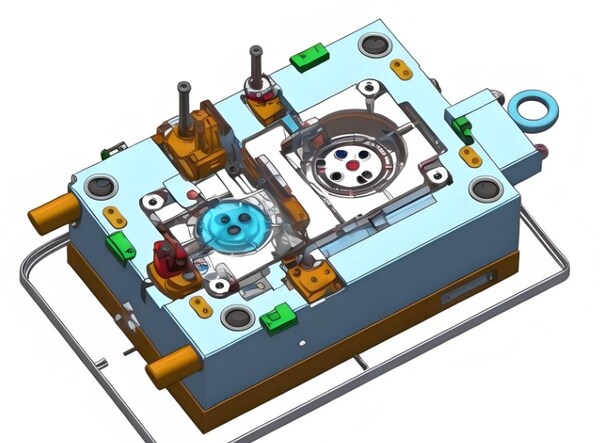
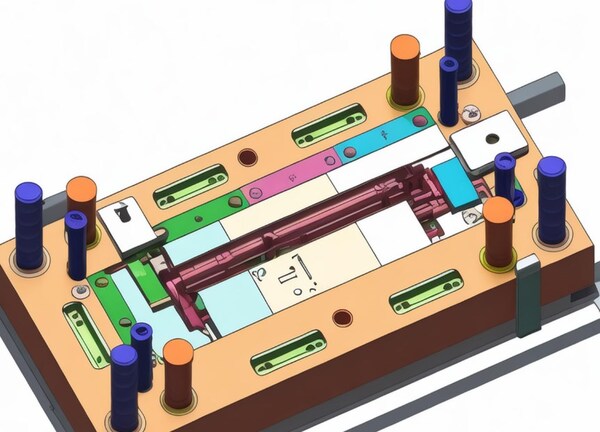
Projekt struktury formy
Aby stworzyć dobrą formę, potrzebny jest dobry sprzęt do przetwarzania i wykwalifikowani producenci form. Najważniejszy jest jednak dobry projekt formy. Szczególnie w przypadku złożonych form, jakość projektu formy stanowi ponad 80% jakości formy.
Dobry projekt formy to: przy założeniu spełnienia wymagań klienta, koszt przetwarzania jest niski, trudność przetwarzania jest niewielka, a czas przetwarzania jest krótki.
Aby to osiągnąć, musisz nie tylko w pełni zrozumieć wymagania klienta, ale także zrozumieć formowanie wtryskowe maszyna, struktura formy, technologia przetwarzania i możliwości przetwarzania własnej fabryki form.
Konstrukcja formy zależy od typu wtryskarki i charakterystyki części z tworzyw sztucznych. Podczas projektowania należy skupić się na następujących aspektach: specyfikacje techniczne wtryskarki; wydajność procesu tworzyw sztucznych; system zalewania, w tym prowadnice, bramy itp;
Części do formowania; powszechnie używane części konstrukcyjne; mechanizm pozycjonujący; mechanizm wyrzutowy; kontrola temperatury formy; wydech; materiał formy. Podczas projektowania formy należy pomyśleć o wielu rzeczach i wybrać dobry kształt, który sprawi, że forma będzie działać prawidłowo.
Ranking części plastikowych
Ranking części plastikowych polega na uporządkowaniu jednej lub więcej potrzebnych części plastikowych w oparciu o sposób ich wykonania i oczekiwania klienta.

Ranking części z tworzyw sztucznych uzupełnia strukturę formy i przetwarzalność tworzyw sztucznych i bezpośrednio wpływa na późniejszy proces formowania wtryskowego. Podczas rankingu należy wziąć pod uwagę odpowiednią strukturę formy, a ranking należy dostosować pod warunkiem spełnienia struktury formy.
Z punktu widzenia procesu formowania wtryskowego należy wziąć pod uwagę następujące punkty:

a. Długość prowadnicy; b. Odpad prowadnicy; c. Pozycja bramki; d. Równowaga podawania kleju; e. Równowaga ciśnienia w komorze. Jeśli chodzi o strukturę formy, należy wziąć pod uwagę następujące punkty: a. Upewnij się, że spełnia wymagania kleju uszczelniającego.
b. Upewnij się, że struktura formy ma wystarczająco dużo miejsca: sprawdź, czy jest wystarczająco dużo miejsca na podstawę wlewu, prowadnicę, linię podziału i inne niezbędne przestrzenie; sprawdź, czy struktura formy jest wystarczająco mocna; sprawdź, czy nie ma żadnych zakłóceń między wieloma ruchomymi częściami; i upewnij się, że położenie tulei nie koliduje z położeniem sworznia wypychacza.
c. Uwzględnienie śrub, wody chłodzącej i wyrzutnika: podczas tworzenia rankingu należy wziąć pod uwagę wpływ śrub i wyrzutników na otwory wody chłodzącej.
d. Upewnij się, że stosunek długości i szerokości formy jest zrównoważony: forma powinna być tak kompaktowa, jak to możliwe, z dobrym stosunkiem długości i szerokości, i rozważ, jak zmieści się na formowanie wtryskowe maszyna.

Rozstanie
Należy wybrać odpowiednią powierzchnię podziału, uwzględnić odległość uszczelnienia, zbudować płaszczyznę odniesienia, zrównoważyć nacisk boczny, spłaszczyć powierzchnię styku dyszy, poradzić sobie z kontaktem i penetracją małych otworów, unikać ostrej stali i kompleksowo rozważyć wygląd produktu.
Weryfikacja podziału i poprawa wytrzymałości formy
Należy wybrać odpowiednią powierzchnię podziału, uwzględnić odległość uszczelnienia, zbudować płaszczyznę odniesienia, zrównoważyć nacisk boczny, spłaszczyć powierzchnię styku dyszy, poradzić sobie z kontaktem i penetracją małych otworów, unikać ostrej stali i kompleksowo rozważyć wygląd produktu.
Aby upewnić się, że forma może normalnie pracować, musimy sprawdzić nie tylko ogólną wytrzymałość formy, ale także wytrzymałość lokalnej struktury formy. wprowadzić pewne ulepszenia do konkretnego mechanizmu, aby poprawić lokalną wytrzymałość.
Projektowanie części form
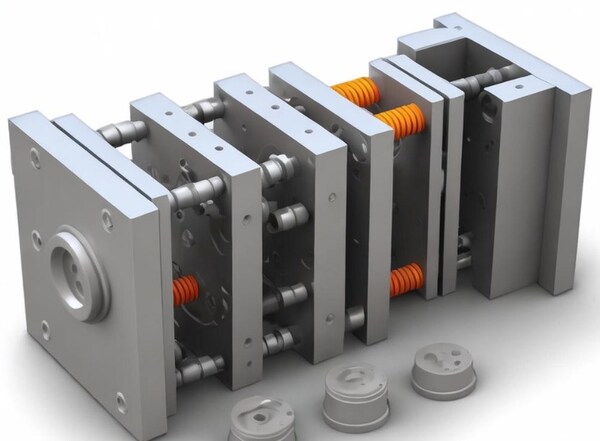
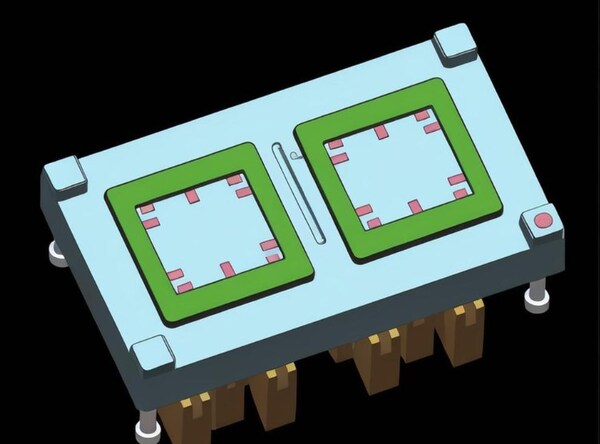
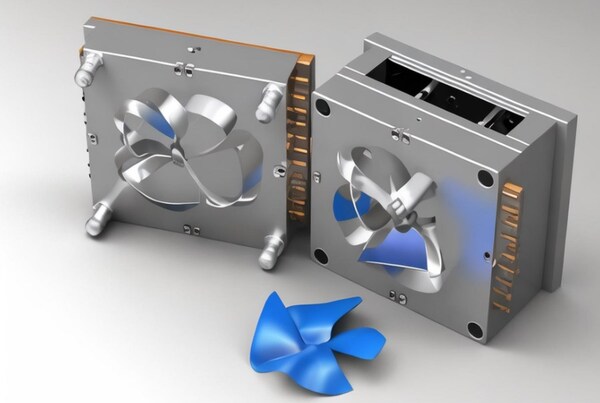
Części formy można podzielić na dwa rodzaje: części formujące i części konstrukcyjne. Części formujące to części, które bezpośrednio uczestniczą w tworzeniu przestrzeni wnęki, takie jak wklęsła forma (wnęka), stempel (rdzeń), wkładka, suwak itp.
Części konstrukcyjne to części używane do instalacji, pozycjonowania, prowadzenia, wyrzucania i różnych czynności podczas procesu formowania, takie jak pierścienie pozycjonujące, dysze, śruby, pręty ciągnące, wyrzutniki, pierścienie uszczelniające, płyty ciągnące o stałej odległości, haki itp.
Kiedy dzielimy wkładki, bierzemy pod uwagę głównie następujące aspekty: brak ostrej stali, cienka stal, łatwa obróbka, łatwa regulacja rozmiaru i naprawa, zapewnienie wytrzymałości formowanych części, łatwy montaż, brak wpływu na wygląd i kompleksowe uwzględnienie chłodzenia (po wykonaniu wkładek trudno jest schłodzić lokalnie i należy wziąć pod uwagę sytuację chłodzenia).

Podczas projektowania części konstrukcyjnych, ogólną zasadą rozmieszczania sworzni wypychaczy i kanałów chłodzących jest najpierw rozmieszczenie sworzni wypychaczy, następnie kanałów chłodzących, a następnie dostosowanie sworzni wypychaczy. Jednak w rzeczywistej produkcji często uwzględnia się modyfikację formy.

Po zakończeniu formowania kanały chłodzące nie są uruchamiane natychmiast. Można je otworzyć dopiero po zmodyfikowaniu formy przez pewien czas, w zależności od sytuacji modyfikacji.
Układ tulei wyrzutnika:
Tuleja wyrzutnika jest zwykle używana w pozycji kolumny formy. Ponadto, w przypadku głębszej pozycji kości, trzpień wyrzutnika jest łatwy do wyrzucenia, a tuleja wyrzutnika może być również używana do dodawania kości w celu wspomagania wyrzucania. Ogólnie rzecz biorąc, grubość ścianki tulei wypychacza wynosi >=1 mm, a tuleja wypychacza i igła wypychacza są zamawiane razem przy składaniu zamówienia.

W projekcie konstrukcyjnym wysokość kolumny nie powinna być zbyt duża, w przeciwnym razie iglica tulei jest łatwa do zgięcia i trudna do wyrzucenia. W przypadku projektowania i doboru innych części konstrukcyjnych, takich jak pierścienie pozycjonujące, dysze, śruby, pręty ciągnące, pierścienie uszczelniające, płyty ciągnące o stałej odległości, haki, sprężyny itp.
Produkcja rysunków form
Rysunki form są ważnymi dokumentami, które przekształcają intencje projektowe w produkcję form. Ogólnie rzecz biorąc, muszą one być rysowane zgodnie z normami krajowymi, a także muszą być łączone ze zwyczajowymi metodami rysowania w każdej fabryce.

Rysunki form obejmują ogólne rysunki struktury zespołu i ich wymagania techniczne, a także rysunki części wszystkich części, w tym różnych wkładek.
Produkcja form
Programowanie i usuwanie elektrod
Po zaprojektowaniu formy należy utworzyć programy CNC i zdecydować, czy należy wyjąć elektrody do obróbki elektroerozyjnej w oparciu o warunki przetwarzania każdej części.

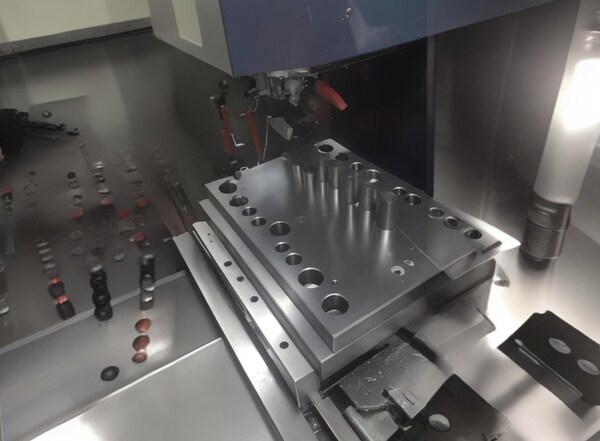
Obróbka skrawaniem
Obróbka mechaniczna formy obejmuje obróbkę CNC, obróbkę EDM, cięcie drutem, wiercenie głębokich otworów itp. Po zamówieniu podstawy formy i materiałów, forma jest tylko w stanie obróbki zgrubnej lub tylko z materiału stalowego. W tym czasie należy przeprowadzić serię obróbek mechanicznych zgodnie z zamierzeniami projektowymi formy w celu wykonania różnych części.

Obróbka CNC, znana również jako komputerowa obróbka sterowana numerycznie, to proces obróbki, który wymaga różnych operacji obróbki, doboru narzędzi, parametrów obróbki i innych wymagań. Osoby zainteresowane mogą znaleźć odpowiednie informacje do nauki.

Obróbka EDM, czyli obróbka elektroerozyjna, to proces obróbki, który wykorzystuje wyładowania elektryczne do erozji materiałów w celu osiągnięcia wymaganego rozmiaru, więc może przetwarzać tylko materiały przewodzące. Stosowane elektrody są zwykle wykonane z miedzi i grafitu.
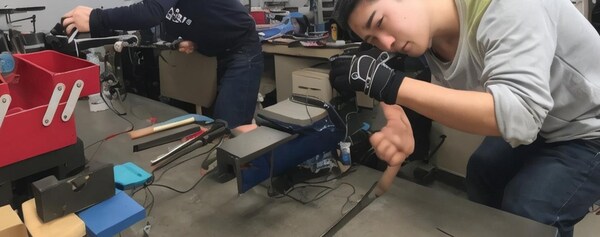
Montaż ławki
Praca na stole jest bardzo ważną częścią procesu produkcji form i jest to proces, który musi być przeprowadzany przez cały proces produkcji form. Prace warsztatowe, montaż form, toczenie, frezowanie, szlifowanie i wiercenie wymagają odpowiednich umiejętności.

Oszczędzanie i polerowanie form
Oszczędzanie i polerowanie form to proces używania papieru ściernego, kamienia olejowego, pasty diamentowej oraz innych narzędzi i materiałów do obróbki części form po obróbce CNC, EDM i obróbce stołowej, a przed montażem formy.

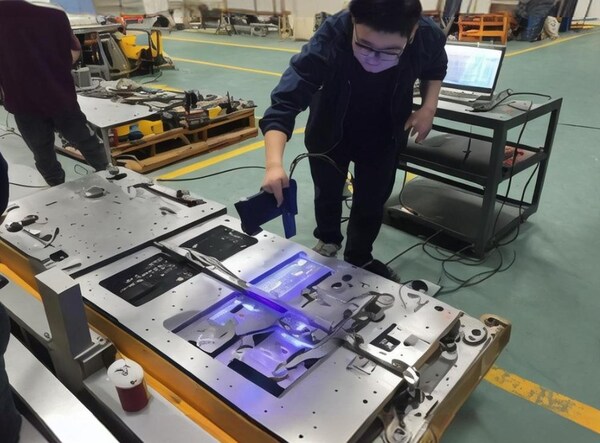
Inspekcja pleśni
Dobra forma musi spełniać następujące standardy akceptacji.
Jakość wyglądu
Dobra forma powinna wyglądać płasko i gładko, bez widocznych zadrapań, nierówności i deformacji. Tabliczka znamionowa formy powinna być wyraźna i kompletna, ze starannie ułożonymi znakami i cyframi, i powinna być przymocowana do stopy formy w pobliżu szablonu i kąta odniesienia. Treść na tabliczce znamionowej powinna zawierać ważne informacje, takie jak model formy, informacje o producencie i użyte materiały.
Racjonalność strukturalna
Struktura formy powinna być rozsądna i stabilna, a wszystkie komponenty powinny być solidnie zainstalowane bez luzów.
Pierścień pozycjonujący, tuleja zasuwy, tuleja wypychacza i inne elementy formy powinny spełniać wymagania projektowe, być zainstalowane we właściwej pozycji i nie mieć widocznych uszkodzeń i deformacji. Jednocześnie powierzchnia podziału formy powinna być bezszwowa, a otwieranie i zamykanie powinno odbywać się płynnie i bez nadmiernego hałasu.
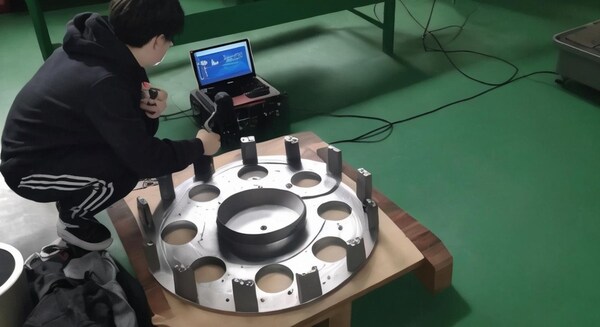
Dokładność wymiarowa
Sprawdzanie dokładności wymiarowej formy jest ważne, aby upewnić się, że produkt jest dokładny. Dlatego po otrzymaniu formy należy dokładnie sprawdzić jej dokładność wymiarową. Wymiary szablonu formy i części powinny spełniać wymagania projektowe.

Dokładność pozycjonowania otworów pozycjonujących, zasuw, otworów wypychaczy itp. powinna spełniać wymagania produkcyjne. Również wysokość zamknięcia formy i maksymalny skok otwarcia formy powinny spełniać wymagania elektryczne. formowanie wtryskowe maszyny.
Szczegóły produkcji
Dobra forma powinna być również dopracowana w szczegółach produkcyjnych. Na przykład kulka R tulei zasuwy powinna być większa niż kulka R dyszy wtryskarki, aby zapewnić płynny przepływ stopionego tworzywa sztucznego; średnica wlotu tulei zasuwy powinna być większa niż średnica portu wtrysku dyszy, aby zapobiec wtryskowi podczas wtrysku.
Ponadto system chłodzenia formy powinien być zaprojektowany w taki sposób, aby zapewnić równomierne chłodzenie i zmniejszyć wewnętrzne naprężenia produktu po formowaniu.
Modyfikacja formy
Po przetestowaniu formy, jest ona zmieniana w zależności od sytuacji testowej. Ponadto, po potwierdzeniu części z tworzywa sztucznego przez inżyniera, struktura części z tworzywa sztucznego powinna zostać odpowiednio zmieniona.

Ponieważ forma została już wykonana, wszelkie zmiany są bardziej kłopotliwe, a czasem nawet trudniejsze niż ponowne wykonanie. Musimy znaleźć najlepszy sposób na zmianę w zależności od konkretnej sytuacji.
Przeprojektowanie formy
Aby całkowicie rozwiązać problem, należy przeprojektować formę. Należy zoptymalizować strukturę formy, powierzchnię podziału, położenie wrót itp. w oparciu o problemy z oryginalną formą. Należy również rozważyć dobór materiałów formy i zoptymalizować proces obróbki cieplnej, aby poprawić żywotność i trwałość formy.

Na przykład, jeśli powierzchnia podziału formy jest nierówna i powoduje niewystarczające wypełnienie stopionym materiałem, można przeprojektować powierzchnię podziału, aby zapewnić bardziej równomierne wypełnienie stopionym materiałem.
Modyfikacja parametrów formy
Zmiana parametrów formy jest stosunkowo prostą i szybką metodą jej modyfikacji. Dostosowując parametry, takie jak rozmiar formy, precyzja i chropowatość powierzchni, można poprawić jakość i wydajność produkcji produktu.

W ten sposób uzyskuje się produkcję masową i wielkoseryjną. Na przykład, dostosowując rozmiar i położenie wrót, można zoptymalizować proces napełniania stopu i poprawić jakość produktu; zmniejszając chropowatość powierzchni formy, można zmniejszyć pozostałości produktu i poprawić wydajność produkcji.
Wymiana akcesoriów do form
Wymiana akcesoriów formy jest popularnym i stosunkowo tanim sposobem modyfikacji form. W przypadku części formy, które są podatne na zużycie i awarie, takich jak wnęka, rdzeń, tuleja zasuwy itp., można zastąpić je materiałami lub obróbką powierzchni, które są bardziej odporne na zużycie i korozję.

Można również wybrać bardziej zaawansowane komponenty formy w oparciu o rzeczywiste potrzeby produkcyjne, aby poprawić wydajność produkcji i jakość produktu. Przykładowo, zastąpienie łatwo zużywających się wnęk wysoce odpornymi na zużycie materiałami może skutecznie wydłużyć żywotność formy.
Naprawa pleśni
Naprawa spawania łukiem argonowym
Łuk, który pali się między podawanym drutem a spawaną rzeczą, służy do jej podgrzania, a gaz wydobywający się z dyszy palnika spawalniczego chroni łuk, umożliwiając spawanie.

Obecnie spawanie TIG jest najpopularniejszym sposobem spawania i można go używać do większości dużych metali, takich jak zwykła stal i stal fantazyjna. Spawanie MIG jest dobre dla stali nierdzewnej, aluminium, magnezu, miedzi, tytanu, cyrkonu i stopów niklu.
Jest naprawdę tani, więc ludzie często używają go do naprawy form, ale ma pewne problemy, takie jak duża strefa wpływu ciepła i duże spoiny. Ludzie zaczynają używać laserów do naprawy form zamiast spawania MIG, ponieważ jest to bardziej precyzyjne.

Naprawa poszycia szczotkowego
Technologia powlekania szczotkowego wykorzystuje specjalny zasilacz prądu stałego. Dodatni biegun zasilacza jest podłączony do pióra galwanicznego jako anoda podczas galwanizacji szczotkowej; ujemny biegun zasilacza jest podłączony do przedmiotu obrabianego jako katoda podczas galwanizacji szczotkowej.
Pióro galwaniczne zwykle wykorzystuje bloki grafitowe o wysokiej czystości jako materiały anodowe. Bloki grafitowe są owinięte bawełną i odpornymi na zużycie rękawami z bawełny poliestrowej. Podczas pracy należy ustawić odpowiednie napięcie zasilacza.
Następnie należy napełnić pióro galwaniczne cieczą galwaniczną. Przesuwasz pióro galwaniczne tam i z powrotem po powierzchni naprawianego przedmiotu z określoną prędkością względną. Utrzymujesz określony nacisk, aż utworzysz jednolitą i idealną warstwę osadzania metalu.
Gdy pióro galwanizerskie dotyka powierzchni naprawianego przedmiotu, jony metalu w cieczy galwanicznej przemieszczają się na powierzchnię przedmiotu z powodu siły pola elektrycznego. Otrzymują one elektrony na powierzchni i zamieniają się w atomy metalu. Te atomy metalu osadzają się i krystalizują, tworząc warstwę galwaniczną. W ten sposób uzyskuje się jednolitą warstwę osadzania na powierzchni roboczej naprawionej wnęki formy z tworzywa sztucznego.
Laserowa naprawa powierzchni
Spawanie laserowe to metoda spawania wykorzystująca wiązkę laserową skupioną przez spójny monochromatyczny strumień fotonów o dużej mocy jako źródło ciepła. Ta metoda spawania zazwyczaj obejmuje spawanie laserowe o mocy ciągłej i spawanie laserowe o mocy impulsowej.
Zaletą spawania laserowego jest to, że nie musi być wykonywane w próżni, ale wadą jest to, że jego penetracja nie jest tak silna jak w przypadku spawania wiązką elektronów.

Spawanie laserowe pozwala na precyzyjną kontrolę energii, dzięki czemu możliwe jest spawanie precyzyjnych urządzeń. Może być stosowany do wielu metali, zwłaszcza do spawania niektórych trudnych do spawania metali i metali różnych. Jest szeroko stosowany w naprawie form.
Konserwacja pleśni
Upewnij się, że środowisko użytkowania formy jest suche i unikaj wilgoci.
Jeśli środowisko jest wilgotne, powierzchnia formy jest podatna na rdzę, co wpłynie na jakość powierzchni i żywotność formy. Dlatego podczas przechowywania formy należy wybrać suche i wentylowane miejsce, a do ochrony używać materiałów odpornych na wilgoć.

Regularnie czyść powierzchnię pleśni
Podczas korzystania z formy zostanie ona pokryta farbą, olejem i innymi rzeczami, co wpłynie na efekt jej użytkowania. Dlatego powierzchnia formy powinna być regularnie czyszczona detergentem, aby zapewnić jej gładkość i uniknąć wad wpływających na jakość.

Prawidłowe korzystanie z formy
Forma została zaprojektowana i wykonana w określonych warunkach użytkowania, dlatego należy zwrócić szczególną uwagę podczas jej używania, unikać używania nadmiernych ilości podczas pracy i przestrzegać procedur operacyjnych, aby zapewnić, że forma nie zostanie uszkodzona lub nie będzie miała problemów z jakością podczas długotrwałego użytkowania.

Częste smarowanie i konserwacja
Forma wymaga współpracy ruchomych części podczas użytkowania, dlatego ruchome części formy powinny być często smarowane, aby zapobiec ich zablokowaniu lub zakleszczeniu z powodu zużycia podczas pracy.
Zwróć uwagę na metodę przechowywania
Kiedy przechowujesz swoją formę przez długi czas, nie chcesz, aby się zabrudziła i zniszczyła. Dlatego podczas przechowywania należy umieścić ją na płaskiej powierzchni i podeprzeć czymś, aby nie wygięła się, gdy jej nie używasz.

Wnioski
Formy wtryskowe do tworzyw sztucznych są dziś bardzo ważne w przemyśle. Jeśli chcesz, aby Twój produkt końcowy był dobry, potrzebujesz dobrej formy. Musisz upewnić się, że projekt formy jest dobry, wykonanie formy jest dobre i dbasz o swoją formę.
Musisz upewnić się, że dobrze współpracujesz z klientem, projektujesz formy, wykonujesz formy, testujesz formy, modyfikujesz formy i konserwujesz formy. Jeśli nie wykonasz dobrej pracy ze wszystkimi tymi rzeczami, twoja forma nie będzie dobra. Musisz więc stale pracować nad swoją technologią i procesem, aby upewnić się, że możesz tworzyć dobre formy.







