 Przejdź do treści
Przejdź do treści 

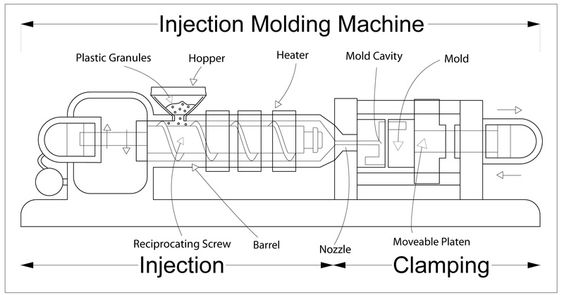
Formowanie wtryskowe tworzyw sztucznych to proces, w którym części są wytwarzane poprzez wtryskiwanie stopionego plastiku do formy.
Formowanie wtryskowe tworzyw sztucznych to proces wtryskiwania stopionego tworzywa sztucznego do metalowego narzędzia, które następnie chłodzi i wyrzuca plastikową część z narzędzia. formowanie wtryskowe prasa.
Plastikowa żywica jest podawana do ładowarki w postaci granulatu. Materiał jest obracany do przodu przez ślimak i styka się z podgrzewaną beczką. Tarcie i rozgrzany bęben topią tworzywo sztuczne, które gromadzi się przed ślimakiem.
Stopiony plastik jest wtryskiwany do formy pod wysokim ciśnieniem, a następnie schładzany i utwardzany. Rezultatem jest Część formowana wtryskowo. Aby tworzyć formy, które wytwarzają produkty wysokiej jakości, ważne jest, aby zrozumieć różne rodzaje struktur stosowanych w formach. formy wtryskowe.
Zanim zaczniemy przetwarzać i produkcja form z tworzyw sztucznychMusimy zaprojektować formę zgodnie z rysunkiem, który jest projektem konstrukcyjnym formy. Jeśli chodzi o strukturę formy, chociaż specyficzna struktura każdej formy różni się w zależności od produktu, ogólnie rzecz biorąc, nadal możemy dokonać ogólnej klasyfikacji.

Kompletna forma składa się zazwyczaj z dwóch głównych części
Część formująca, znana również jako stare jądro, to część, która odnosi się do kształtu i rozmiaru produktu z tworzywa sztucznego.
Część ramy formy, znana również jako zarodek formy, służy do instalacji i mocowania części formującej.
Plastikowe formy wtryskowe dzielą się na dwa główne typy
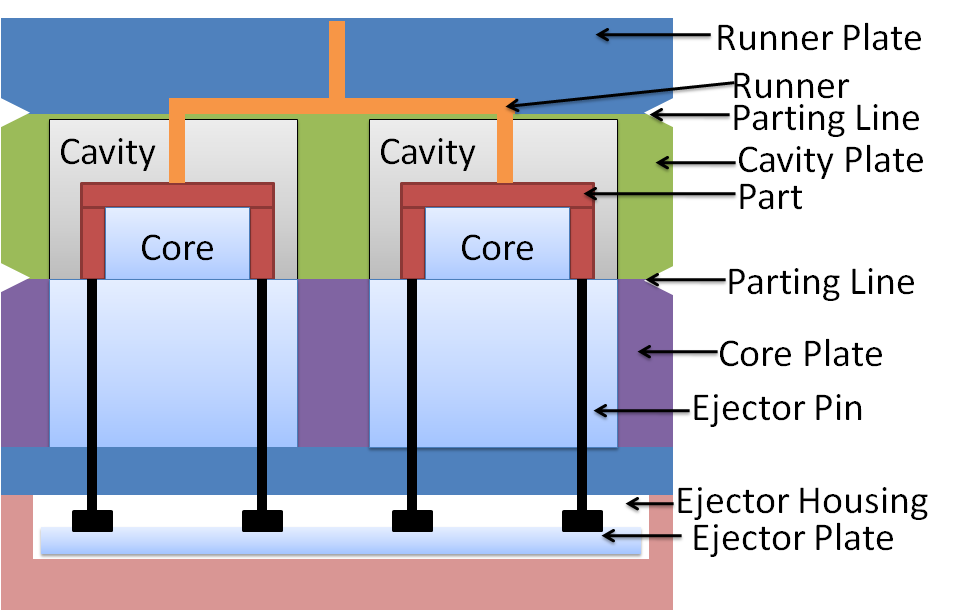
(a) Forma dwupłytowa
Forma dwupłytowa nie ma zastosowania do formy z przednim suwakiem formy i formy z bramą punktową, z wyjątkiem tych dwóch struktur, można stosować wszystkie inne struktury i metody klejenia.
(b) Trzy płyty są formami typu
Nazywana jest również formą z drobną wylewką, w zależności od typu i podzielona na drobną wylewkę, uproszczoną drobną wylewkę i fałszywe trzy płyty w trzech formach.
Uproszczona rama formy do drobnej wody nie ma słupka prowadzącego w bocznej płycie tylnej formy, nie ma podkładki ograniczającej na drążku łączącym, nie może zaprojektować struktury płyty dociskowej, zwykle używanej w 500 mm pod małą i średnią formą, partia produktu nie nadaje się do użycia.
(c) Fałszywa forma trójpłytowa
Fałszywa trójpłytowa rama formy jest specjalnie zaprojektowana do formy przedniego mechanizmu suwakowego formy, nie ma płyty rozładowczej, nie nadaje się do formy wlewu punktowego.

Siedem głównych systemów składa się na kompletną formę wtryskową z tworzywa sztucznego
(1): System nalewania
Składa się z 4 części: głównego kanału przepływu, rozdzielacza, zasuwy i zimnej wnęki.
(2) Mechanizm formowania
Struktura formowania jest częścią, która ma bezpośredni kontakt z produktami z tworzyw sztucznych, w tym przednim i tylnym jądrem formy, wkładką, suwakiem, ukośnym blatem i innymi instytucjami.
(3) System wyrzucania
System wypychania obejmuje sworznie wypychacza, bloki wypychacza, tuleję wypychacza i podnośniki itp. do wypychania części formowanych wtryskowo z rdzenia wnęki po schłodzeniu.
(4) Struktura przewodnika
Mechanizm prowadzący obejmuje słupek prowadzący, tuleję prowadzącą, pręt resetujący płytę wyrzutnika, tuleję prowadzącą płyty wyrzutnika i inne elementy.
W przypadku bardziej wymagających form, czasami należy dodatkowo zwiększyć pomocniczy mechanizm prowadzący, taki jak stożek, prosta powierzchnia, precyzyjne pozycjonowanie stożka itp.
(5) Układ chłodzenia
Układ chłodzenia to głównie obieg wody obiegowej, z chłodzeniem olejowym, wodnym, powietrznym itp.
Niektóre formy muszą być ogrzewane, a obieg wody chłodzącej może być wykorzystywany do ogrzewania.
Sama forma jest dużym systemem chłodzenia. Aby osiągnąć lepszy efekt chłodzenia, dla formy zostanie zaprojektowana jedna lub więcej grup kanałów chłodzących.
Zazwyczaj odległość między kanałem chłodzącym a produktem jest dwukrotnie większa od średnicy kanału.
(6) Układ wydechowy
Głównie mają szczelinę wydechową, igłę wydechową, wkładkę wydechową, zawór wydechowy i inne części instytucji.
(7) System zasilania
System podawania odnosi się do przejścia, przez które roztopione tworzywo sztuczne przechodzi z dyszy wtryskarki do gniazda formy.
Składa się on z czterech części: wlewu, prowadnicy, bramy i zimnej studzienki.
Zgodnie z wymaganiami procesu i produkcji, część rdzenia formy i formy żeńskiej składa się z kilku części, a inne są wykonane w całości.
A wkładki do form są używane tylko w częściach, które są wrażliwe lub trudne w obróbce.
Aby spełnić wymagania formowanie wtryskowe W procesie regulacji temperatury formy konieczne jest zainstalowanie systemu regulacji temperatury w celu dostosowania temperatury formy.

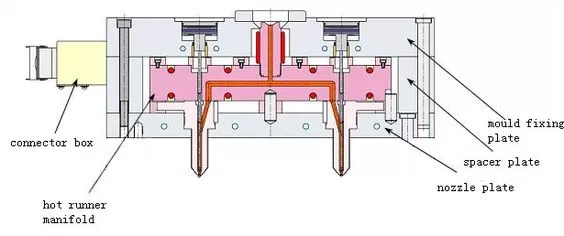
Wprowadzenie do systemu gorącokanałowego do form plastikowych
(1) System gorących kanałów jest bardzo szeroko stosowany formowanie tworzyw sztucznych system odlewania, głównie za pomocą urządzeń grzewczych i elektronicznego systemu kontroli temperatury, aby stopione tworzywo sztuczne w systemie odlewania nie zestalało się.
Umożliwia to płynne i uporządkowane napełnianie gniazda formy tworzywem sztucznym.
W przypadku braku ciśnienia wtrysku stopione tworzywo sztuczne nie będzie płynąć automatycznie i nie będzie ciągnięte, przepełnione i inne zjawiska związane z uwalnianiem produktów z tworzyw sztucznych, więc forma gorącokanałowa jest również nazywana formą bez kanału lub mniejszą formą kanału.
(2) Formy gorącokanałowe mają szeroki zakres temperatur topnienia tworzyw sztucznych. Dobra płynność w niskiej temperaturze: dobra stabilność termiczna w wysokiej temperaturze.
Wrażliwy na ciśnienie, brak przepływu bez ciśnienia, przepływ natychmiast po ciśnieniu; dobra przewodność cieplna, szybkie nagrzewanie, szybkie chłodzenie.
Wadą jest to, że mechanizm zajmuje dużo miejsca, ma wysoki koszt, ma poważne straty ciepła, jest trudny do kontrolowania i ma poważną rozszerzalność cieplną po podgrzaniu.
Z kolei materiał termoplastyczny to tworzywo sztuczne, które można stopić, zabarwić, zestalić, a następnie ponownie stopić bez spalania.
W przypadku materiałów termoplastycznych można je ponownie wykorzystać. Czasami dzieje się to bezpośrednio w fabryce.
(3) Konstrukcja formy gorącokanałowej należy zwrócić uwagę na system gorących kanałów i formę między nimi, należy pozostawić wystarczająco dużo miejsca na rozszerzenie gwintowania, starać się unikać kontaktu na dużej powierzchni, formy i formowanie wtryskowe Maszyna powinna być zwiększona między podkładką termoizolacyjną, aby zmniejszyć straty ciepła.
Podkładka izolacyjna musi być materiałem izolacyjnym, powszechnie stosowanym jest bakelit, różne płyty plastikowe lub włókno szklane itp.
(4) System gorących kanałów składa się głównie z czterech części: głównego termostatu, tulei zwrotnicy, kolektora i gorącej dyszy. Kształt wlotu kleju można podzielić na jednopunktowy i wielopunktowy.
Mechanizm suwakowy i mechanizm pochylonego blatu
a. Mechanizm suwakowy
(1) Mechanizm suwakowy, zwany również mechanizmem bocznego rozdzielania i ekstrakcji rdzenia, jest sposobem radzenia sobie z zadziorami produktów z tworzyw sztucznych, które nie mogą być płynnie uwalniane w formie.
Gdy bok produktu z tworzywa sztucznego ma wklęsły bok, taki jak okrągły otwór, otwór zwalniający, wypustka, rowek, pręt itp. i nie można go płynnie zwolnić zgodnie z kierunkiem otwierania formy, należy zastosować boczne rozcięcie i mechanizm wyciągania rdzenia, a mechanizm suwakowy jest najczęstszą formą.
(2) Podczas projektowania suwaka, aby nachylona kolumna napędzała ruch suwaka bezpiecznie i płynnie, a nie powodowała samoblokowania lub gryzienia nachylonej kolumny i suwaka w procesie otwierania i zamykania formy, kąt nachylonej kolumny musi być większy niż kąt blokady suwaka 1-3 stopnie.
(3) Kąt suwaka nie powinien być większy niż 25 stopni. Jeśli kształt produktu musi być większy niż 25 stopni, należy zachować ostrożność.
b. Skośny mechanizm górny
(1) Rola ukośnego blatu jest taka sama jak suwaka. Jego zasada ruchu polega również na pionowym ruchu otwierania i zamykania formy do ruchu poziomego, aby zakończyć boczne wyciąganie rdzenia.
Pochylony blat opiera się głównie na ruchu płyty wyrzutnika. Jest to rozszerzenie systemu wyrzutnika i należy do bocznego mechanizmu wyciągania rdzenia.
Podczas ruchu nachylonego blatu nie tylko może on wyciągać zadziory, ale także może pomóc mechanizmowi wyrzutnika wyrzucać plastikowe produkty z formy, więc nie ma potrzeby umieszczania wyrzutnika w odległości 10-20 mm wokół nachylonego blatu.
(2) Skok wyrzutnika: Przy projektowaniu pochyłego blatu, skok wyrzutnika musi zapewniać bezpieczne wyrzucanie produktów z tworzyw sztucznych z forma wtryskowa.
Aby zapewnić bezpieczne uwolnienie formy w tym samym czasie, należy również spróbować skrócić skok wyrzutnika, im większy skok wyrzutnika, tym łatwiej zmęczyć skośną górę, tym krótsza żywotność.
(3) Kąt nachylenia blatu nie powinien być większy niż 12 stopni. Większe kąty powinny być używane z ostrożnością. Im większy kąt nachylenia blatu, tym gorsza wytrzymałość, tym łatwiej go złamać.
Mechanizm slidera tylnej formy z ukośnym blatem jest najbardziej powszechną i jedną z najbardziej podstawowych konstrukcji. forma plastikowa.

c. Struktura suwaka formy przedniej
Podobnie jak tylny suwak formy, jest to ważny system w plastikowej formie. Mechanizm przedniego suwaka formy jest potrzebny, gdy produkt ma następujące warunki.
(1) Produkty Shell o wysokich wymaganiach dotyczących wyglądu, gdy na ścianach bocznych znajdują się otwory lub rowki, użycie tylnego suwaka formy wpłynie na wygląd.
(2) Wysokość produktu jest bardzo wysoka, gdy pozycja klamry jest daleko od tylnego jądra matrycy, tylny suwak matrycy jest trudniejszy do wykonania, należy rozważyć użycie
(3) Niektóre produkty powłoki, lokalizacja klamry w przedniej części wewnętrznej formy, po prostu nie mogą wykonać tylnego suwaka formy
(4) W niektórych produktach, ze względu na pojawienie się ograniczeń, wygląd produktu nachylenia uwalniania jest mały, łatwy do przyklejenia do przedniej formy
(5) W przypadku niektórych okrągłych, prawie okrągłych lub prostokątnych produktów z głębokim wgłębieniem, gdy cała powierzchnia zewnętrzna ma fazę, należy rozważyć użycie suwaka typu Haff.
Istnieje wiele rodzajów przednich suwaków matryc, a formowanie wtryskowe Koszt przetwarzania jest znacznie wyższy, a przetwarzanie jest znacznie trudniejsze, dlatego w projekcie formy staraj się nie używać suwaków przednich matryc.
Wtrysk produktu z podcięciem lub otworem w ścianie bocznej niestandardowa forma plastikowa wymaga zaprojektowania bocznego mechanizmu ciągnącego rdzeń (zwanego również suwakiem), pochylonego mechanizmu ciągnącego rdzeń (zwanego również podnośnikami), cylindra olejowego (gdy odległość ciągnięcia rdzenia bocznego jest duża).

Przedni suwak matrycy w porównaniu z tylnym suwakiem matrycy
(1) Przednia część formy z przednim suwakiem formy wymaga jeszcze jednego rozcięcia (z wyjątkiem przedniego suwaka), a cała forma wymaga co najmniej dwóch lub trzech rozcięć. Jeśli jest to forma z podawaniem punktowym, wymaga trzykrotnego; jeśli jest to forma z podawaniem niepunktowym, wymaga dwukrotnego.
(2) Niezależnie od tego, czy dwa czy trzy razy, główna powierzchnia rozdzielająca musi zostać otwarta po raz ostatni
(3) Główna powierzchnia rozdzielająca ma więcej mechanizmu zaciskowego
(4) Słupek prowadzący ramy formy znajduje się zwykle w przedniej części formy.
(5) Indywidualna forma mechanizmu suwaka przedniej formy nie może realizować struktury tylnej płyty dociskowej formy
Podczas projektowania formy mechanizmu suwaka przedniej formy należy zwrócić uwagę na następujące kwestie
(1) Podczas projektowania formy przedniego mechanizmu suwaka formy, jeśli metodą podawania kleju jest podawanie punktowe, należy użyć uchwytu formy z drobnym wylewem lub uproszczonego uchwytu formy z drobnym wylewem.
Jeśli metoda klejenia nie polega na wlewaniu punktowym, należy użyć fałszywego trójpłytowego uchwytu formy, ponieważ fałszywy trójpłytowy uchwyt formy jest przeznaczony do formy przedniego mechanizmu suwaka formy.
(2) Główna powierzchnia rozdzielająca musi mieć bardzo bezpieczny i niezawodny mechanizm zaciskowy, powszechnie stosowany jest otwieracz nylonowy, zapięcie sprężynowe, zapięcie mechaniczne itp.
(3) Musi istnieć bardzo bezpieczny mechanizm ograniczający między górnym szablonem kodu a niektórymi płytkami, powszechnie stosowanymi ze śrubami barkowymi (śruby ograniczające).
(4) Tuleja zasuwy przedniego mechanizmu suwakowego formy i przednie jądro formy są w stanie gwałtownego tarcia przez długi czas, więc przedni koniec tulei zasuwy musi być ścięty, aby pasował.







