 Przejdź do treści
Przejdź do treści 
Rozwiązania do precyzyjnego polerowania stali formierskiej
Zwiększ wydajność form wtryskowych dzięki precyzyjnym rozwiązaniom polerskim ZetarMold. Odkryj specjalistyczne techniki zapewniające doskonałe wykończenie stali formierskiej!
Zasoby dotyczące rozwiązań do precyzyjnego polerowania stali do form wtryskowych
Czym jest precyzyjne polerowanie stali do form wtryskowych?
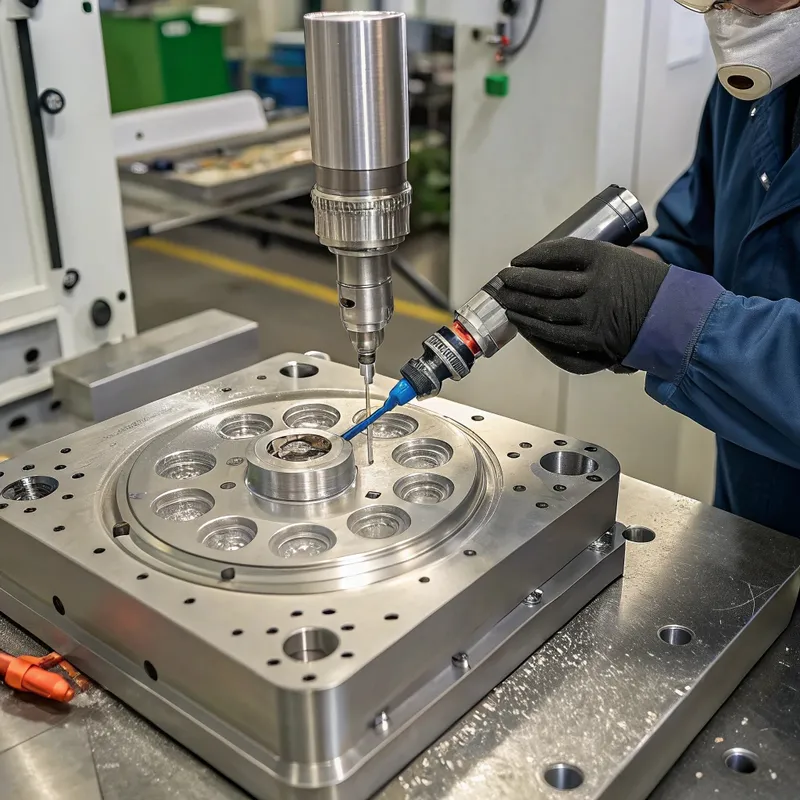
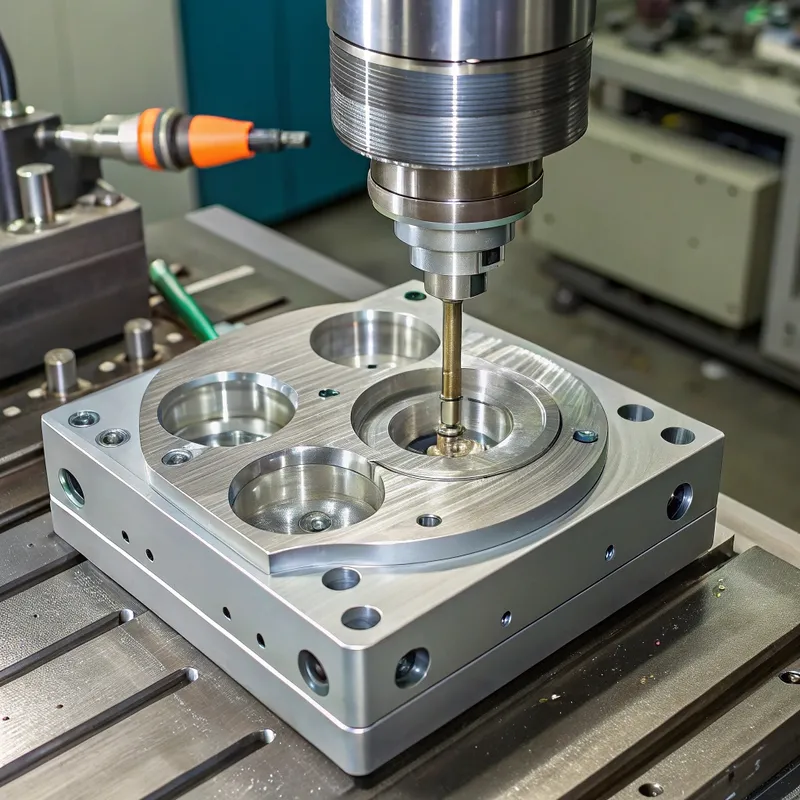
Precyzyjne polerowanie stali do form wtryskowych odnosi się do serii drobiazgowych mechanicznych i/lub chemiczno-mechanicznych operacji wykańczania powierzchni wykonywanych na wnęce, rdzeniu i innych funkcjonalnych powierzchniach formy wtryskowej wykonanej ze stali narzędziowej. Głównym celem jest uzyskanie określonej, wysoce wyrafinowanej tekstury powierzchni, zazwyczaj lustrzanego wykończenia lub precyzyjnie kontrolowanej matowej lub teksturowanej powierzchni, zgodnie z wymaganiami produktu końcowego.
Pełna nazwa techniczna: Precyzyjne wykończenie powierzchni stali narzędziowych do form wtryskowych.
Popularne pseudonimy: Polerowanie form, polerowanie narzędzi, polerowanie wnęk, wykończenie lustrzane (na wysoki połysk).
1. Podstawowe zasady:
① Progresywne usuwanie materiału: Polerowanie polega na sekwencyjnym usuwaniu mikroskopijnych warstw stali przy użyciu coraz drobniejszych materiałów ściernych. Każdy etap usuwa zadrapania i niedoskonałości powierzchni pozostawione przez poprzedni, grubszy etap.
② Integralność powierzchni: Proces ten ma na celu zwiększenie integralności powierzchni stali poprzez usunięcie śladów obróbki, warstw odlewów EDM i innych defektów, co prowadzi do uzyskania jednorodnej i gładkiej powierzchni.
③ Dokładność wymiarowa: Podczas usuwania materiału, precyzyjne polerowanie musi zachować krytyczne wymiary i tolerancje geometryczne formy.
④ Osiągnięcie określonego wykończenia: Ostatecznym celem jest spełnienie wstępnie zdefiniowanego standardu wykończenia powierzchni, takiego jak te określone przez Stowarzyszenie Przemysłu Tworzyw Sztucznych (SPI) lub niestandardowe specyfikacje.
2. Podstawowe pojęcia:
① Stal formierska: Specjalistyczne stale narzędziowe (np. P20, H13, S7, 420SS) są stosowane do form wtryskowych ze względu na ich twardość, wytrzymałość, odporność na zużycie i polerowalność. Wybór stali znacząco wpływa na osiągalny poziom polerowania i wymagany wysiłek.
② Chropowatość powierzchni (Ra, Rz): Wymierne miary tekstury powierzchni. Ra (średnia chropowatość) to średnia arytmetyczna bezwzględnych wartości odchyleń wysokości profilu od linii średniej. Niższe wartości Ra wskazują na gładsze powierzchnie.
③ Jednostki połysku (GU): Miara odbicia zwierciadlanego (połysku) powierzchni.
④ Materiały ścierne: Materiały takie jak związki diamentu, tlenek glinu, węglik krzemu i specjalistyczne kamienie do docierania są używane w różnych rozmiarach ziarna.
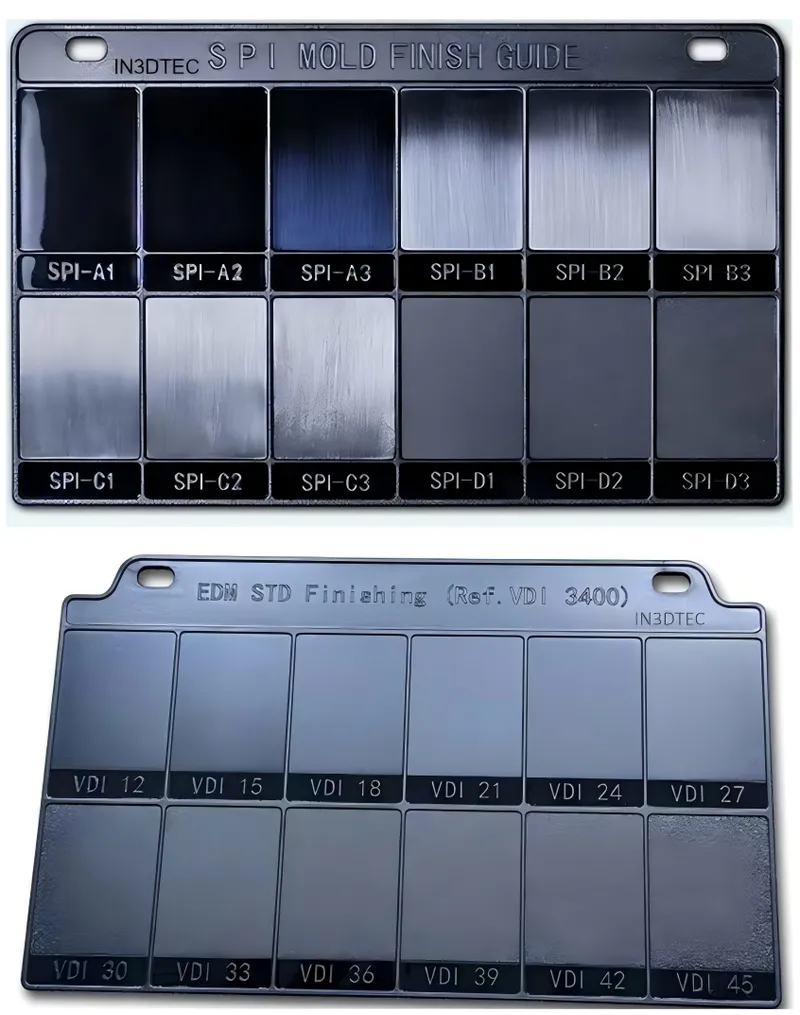
⑤ Standardy wykończenia SPI: Przyjęte w branży wytyczne (od A-1 do D-3) klasyfikujące wykończenie powierzchni formy od lustrzanego o wysokim połysku do matowego/śrutowanego.

Kluczowa rola polerowania w sukcesie formowania wtryskowego
Precyzyjne polerowanie to nie tylko nabłyszczanie formy; odgrywa ono wielopłaszczyznową rolę:
1. Część Estetyka:
Wykończenie powierzchni formy jest bezpośrednio replikowane na plastikową część. Forma o wysokim połysku wytwarza część o wysokim połysku, co ma kluczowe znaczenie dla elektroniki użytkowej, wnętrz samochodowych i opakowań premium.
2. Zwolnienie części (wyrzucenie):
Gładsze powierzchnie formy zmniejszają tarcie, ułatwiając wyrzucanie części z tworzywa sztucznego. Może to skrócić czas cyklu, zmniejszyć naprężenia części i zminimalizować potrzebę stosowania środków antyadhezyjnych.
3. Trwałość i żywotność formy:
Dobrze wypolerowana powierzchnia jest często bardziej odporna na korozję i zużycie, zwłaszcza jeśli usunięte zostaną naprężenia szczątkowe powstałe podczas obróbki. Może to również zapobiec przedwczesnemu zanieczyszczeniu pozostałościami tworzyw sztucznych.
4. Przejrzystość optyczna:
W przypadku przezroczystych części, takich jak soczewki lub rury świetlne, wyjątkowo wysokiej jakości polerowanie (SPI A-1 lub lepsze) jest niezbędne do uzyskania przejrzystości optycznej i zapobiegania rozpraszaniu światła.
5. Charakterystyka przepływu:
Wysoce wypolerowana powierzchnia może wpływać na przepływ stopionego tworzywa sztucznego w gnieździe formy, choć często jest to efekt drugorzędny w porównaniu z konstrukcją bramy i temperaturą stopu.
6. Czyszczenie i konserwacja:
Gładsze powierzchnie są łatwiejsze do czyszczenia i mniej podatne na gromadzenie się materiału.

Klasyfikacje i rodzaje past do form
Lakiery do form można klasyfikować na podstawie kilku kryteriów:
1. W oparciu o osiągnięte wykończenie powierzchni (np. normy SPI):
- SPI A-1 (klasa #3 Diamond Buff): Najwyższy połysk, lustrzany, optycznie przejrzysty. Osiągany dzięki diamentowemu polerowaniu 0-1 mikrona. (np. dla soczewek, wysokiej klasy reflektorów).
- SPI A-2 (klasa #6 Diamond Buff): Wysoki połysk, delikatne lustro. Osiągany za pomocą 2-3 mikronowego polerowania diamentowego. (np. dla wysokiej jakości części kosmetycznych).
- SPI A-3 (klasa #15 Diamond Buff): Średni połysk, delikatne odbicie. Osiągnięty dzięki diamentowemu polerowaniu o grubości 3-5 mikronów.
- SPI B-1 (papier o ziarnistości 600): Półpołysk, delikatna satyna. Brak widocznych zadrapań.
- SPI B-2 (papier o ziarnistości 400): Półpołysk, średni satynowy.
- SPI B-3 (papier o ziarnistości 320): Półpołysk, gruba satyna.
- SPI C-1 (kamień o ziarnistości 600): Matowe wykończenie, drobny kamień.
- SPI C-2 (kamień o ziarnistości 400): Matowe wykończenie, średni kamień.
- SPI C-3 (kamień o ziarnistości 320): Matowe wykończenie, gruboziarnisty kamień.
- SPI D-1 (Dry Blast #11 Glass Bead): Matowy, delikatny podmuch.
- SPI D-2 (Dry Blast #240 Oxide): Matowy mat, średni podmuch.
- SPI D-3 (Dry Blast #24 Oxide): Matowy, gruboziarnisty podmuch.
- (Uwaga: Istnieją również inne standardy, takie jak VDI (niemiecki), szczególnie dla powierzchni teksturowanych).
2. W oparciu o metodę polerowania:
- Polerowanie ręczne: Wysoko wykwalifikowani technicy używają narzędzi ręcznych (kamieni, sztyftów do docierania, krążków filcowych, ściereczek) z mieszankami ściernymi. Zapewnia precyzję i kontrolę w przypadku złożonych geometrii.
- Polerowanie wspomagane maszynowo: Wykorzystuje narzędzia elektryczne, takie jak polerki obrotowe, polerki ultradźwiękowe lub docieraki, aby przyspieszyć proces, szczególnie w przypadku większych lub prostszych powierzchni. Często w połączeniu z ręcznymi poprawkami.
- Zautomatyzowane polerowanie (zrobotyzowane): Pojawiające się w przypadku dużych ilości lub powtarzalnych zadań polerowania, ale nadal napotyka wyzwania związane ze złożonymi powierzchniami 3D.
3. Na podstawie celu/zastosowania:
- Polski optyczny: Wyjątkowa przejrzystość, minimalne wady (SPI A-1 lub niestandardowe specyfikacje dla części optycznych).
- Kosmetyczny lakier o wysokim połysku: Dla atrakcyjnych wizualnie produktów konsumenckich (zazwyczaj SPI A-2 do B-1).
- Funkcjonalny język polski: Ma na celu poprawę uwalniania lub odporności na zużycie, może nie wymagać wysokiego połysku (np. gatunki SPI B lub C).
- Pre-Texture Polish: Określone gładkie wykończenie (np. SPI C-1) wymagane przed zastosowaniem wytrawiania chemicznego lub teksturowania laserowego.
- Wykończenie matowe/satynowe: Celowo nieodblaskowy, często uzyskiwany za pomocą drobnych materiałów ściernych lub obróbki strumieniowo-ściernej.
Kluczowe branże i zastosowania wymagające precyzyjnego polerowania
Różne branże w dużym stopniu polegają na precyzyjnie wypolerowanych formach:
1. Motoryzacja:
Soczewki reflektorów, osłony tylnych świateł, elementy wykończenia wnętrza (deska rozdzielcza, konsole z wykończeniem na wysoki połysk), chromowane elementy imitujące.
2. Elektronika użytkowa:
Obudowy do smartfonów, laptopów, telewizorów, urządzeń domowych wymagających eleganckich powierzchni o wysokim połysku.
3. Wyroby medyczne:
Optycznie przezroczyste elementy (kuwety, jednorazowe materiały diagnostyczne), obudowy sprzętu medycznego, urządzenia do implantacji (gdzie gładkość powierzchni ma kluczowe znaczenie dla biokompatybilności).
4. Optyka i fotonika:
Soczewki, pryzmaty, światłowody, włókna optyczne, w przypadku których wymagane jest wykończenie SPI A-1 lub nawet niestandardowe.
5. Opakowanie:
Wysokiej klasy pojemniki kosmetyczne, przezroczyste opakowania na żywność, zakrętki i zamknięcia z wykończeniem premium.
6. Lotnictwo i kosmonautyka:
Elementy wewnętrzne, przezroczyste zadaszenia, elementy wymagające wysokiej odporności zmęczeniowej.
7. Zabawki:
Plastikowe zabawki o wysokim połysku i atrakcyjnym wyglądzie.
Zalety inwestowania w wysokiej jakości polerowanie form wtryskowych
Korzyści wykraczają daleko poza estetykę:
1. Najwyższa jakość części:
Bezpośrednia replikacja powierzchni formy zapewnia bezbłędne, wolne od wad części z tworzyw sztucznych.
2. Zwiększona atrakcyjność produktu:
Powierzchnie o wysokim połysku lub doskonałej teksturze znacznie poprawiają postrzeganą wartość i atrakcyjność rynkową produktów.
3. Ulepszone uwalnianie z formy:
Zmniejszone tarcie umożliwia łatwe wyrzucanie części, minimalizując naprężenia na części i formie oraz potencjalnie skracając czas cyklu.
4. Obniżone stawki za złomowanie:
Mniej defektów, takich jak ślady oporu, linie przepływu lub niedoskonałości powierzchni formowanych części.
5. Wydłużona żywotność formy:
Odpowiednio wypolerowana powierzchnia może być bardziej odporna na zużycie, korozję i gromadzenie się pozostałości, wydłużając żywotność narzędzia.
6. Niższe koszty utrzymania:
Łatwiejsze w czyszczeniu formy skracają czas przestojów i zmniejszają nakłady na konserwację.
7. Konsekwencja w produkcji:
Zapewnia spójność wykończenia powierzchni między poszczególnymi częściami w długich seriach produkcyjnych.
8. Włącza zaawansowane projekty:
Umożliwia formowanie optycznie przezroczystych części lub skomplikowanych detali, które byłyby niemożliwe w przypadku słabo wykończonych form.

Potencjalne wady i wyzwania związane z polerowaniem precyzyjnym
Choć bardzo korzystne, precyzyjne polerowanie wiąże się również z wyzwaniami:
1. Koszt:
Jest to proces pracochłonny i zależny od umiejętności, co znacznie zwiększa koszty produkcji form, zwłaszcza w przypadku wyższych wykończeń SPI A.
2. Czas realizacji:
Polerowanie, szczególnie do wysokich standardów, może znacznie wydłużyć czas dostawy formy.
3. Ryzyko nadmiernego polerowania lub błędów:
Nieprawidłowe techniki mogą prowadzić do niedokładności wymiarowych (np. zaokrąglone krawędzie, wypukłe powierzchnie), zmienionej geometrii lub efektu "skórki pomarańczy".
4. Zależność od umiejętności:
Osiągnięcie najwyższej jakości wykończenia wymaga wysoce doświadczonych i wykwalifikowanych polerowaczy. Takich specjalistów brakuje.
5. Istotne ograniczenia:
Nie wszystkie stale formierskie polerują się równie dobrze. Niektóre stale są z natury trudniejsze do wypolerowania na wysoki połysk ze względu na ich mikrostrukturę (np. duże węgliki, wtrącenia).
6. Utrzymywanie ostrych krawędzi/szczegółów:
Osiągnięcie wysokiego połysku przy jednoczesnym doskonałym zachowaniu ostrych narożników lub skomplikowanych detali jest trudne bez specjalistycznych technik.
7. Subiektywność:
Chociaż istnieją standardy takie jak SPI, nadal może istnieć pewna subiektywność w ocenie polskiej jakości, szczególnie na najwyższych poziomach.
Przewodnik eksperta po precyzyjnym polerowaniu form
Odblokuj najwyższą jakość części dzięki naszemu eksperckiemu przewodnikowi po precyzyjnym polerowaniu stali do form wtryskowych.
Zasoby dotyczące rozwiązań do precyzyjnego polerowania stali do form wtryskowych
Porównanie polerowalności stali formierskiej: Kluczowy czynnik
Wybór stali formierskiej ma ogromny wpływ na łatwość i jakość polerowania:
1. Stale o wysokiej polerowalności (np. stal nierdzewna 420, Stavax ESR, S136, NAK80): Stale te są specjalnie zaprojektowane lub przetwarzane (np. przetapianie elektrożużlowe - ESR) w celu uzyskania wysokiej czystości, drobnej mikrostruktury i jednolitej twardości, co czyni je idealnymi do wykończeń SPI A-1 i zastosowań optycznych. NAK80 to stal utwardzana wydzieleniowo, znana z doskonałej polerowalności i braku konieczności obróbki cieplnej po spawaniu.
2. Stale o dobrej polerowalności (np. H13, P20 modyfikowane, S7): Popularne stale robocze. H13, po odpowiedniej obróbce cieplnej, może osiągnąć dobre wykończenie SPI A-2/A-3. P20 jest zwykle używana do wykończeń B lub C, ale zmodyfikowane gatunki mogą osiągać wyższe wartości. S7 jest twarda i może być dobrze polerowana.
3. Umiarkowane/trudne do polerowania stale (np. standard P20, niektóre stale narzędziowe z dużą ilością węglików lub o niższej czystości): Może być ograniczony do wykończeń SPI B lub C. Osiągnięcie wysokiego połysku może być bardzo trudne i czasochłonne.
Czynniki wpływające na polerowalność stali:
① Czystość: Mniej wtrąceń (siarczków, tlenków, krzemianów) oznacza mniej wżerów i defektów podczas polerowania. Procesy ESR lub VAR (Vacuum Arc Remelting) poprawiają czystość.
Jednorodność i mikrostruktura: Drobna, jednolita struktura ziarna i dobrze rozmieszczone małe węgliki mają kluczowe znaczenie. Duże, nierównomiernie rozmieszczone węgliki mogą "wyrywać się" podczas polerowania, pozostawiając wżery.
③ Twardość: Ogólnie rzecz biorąc, twardsze stale (w ich zakresie roboczym) lepiej polerują się do wyższego połysku, ale wymagają również więcej wysiłku. Stała twardość jest kluczowa.
④ Reakcja na obróbkę cieplną: Właściwa obróbka cieplna ma kluczowe znaczenie dla osiągnięcia pożądanej twardości i mikrostruktury dla optymalnego polerowania.
Kluczowe cechy precyzyjnie wypolerowanej powierzchni formy
Wysokiej jakości polerowana powierzchnia jest definiowana przez kilka mierzalnych i obserwowalnych cech:
1. Niska chropowatość powierzchni (Ra, Rz, Sa):
Zazwyczaj SPI A-1 może wymagać Ra < 0,005 µm (lub 5 nm). Sa (średnia chropowatość powierzchni) staje się coraz bardziej powszechna w przypadku powierzchni 3D.
2. Wysoki połysk/odblaskowość:
Mierzone w jednostkach połysku (GU) przy użyciu połyskomierza. Wartości zależą od kąta pomiaru (np. 20°, 60°, 85°).
3. Brak wad:
Brak widocznych zadrapań, wżerów, "pomarańczowej skórki", falistości, zamglenia, komet, smug lub śladów polerowania pod określonym powiększeniem.
4. Przejrzystość / brak zamglenia:
W przypadku lakierów optycznych niezbędna jest wysoka przepuszczalność światła i minimalne rozpraszanie.
5. Ostrość szczegółów:
Zachowanie drobnych szczegółów i ostrych krawędzi zgodnie z projektem formy.
6. Jednolitość:
Spójne wykończenie na całej polerowanej powierzchni, w tym o złożonej geometrii.
7. Kierunkowość (Lay):
W przypadku niektórych wykończeń (np. szczotkowanych) pożądany jest określony wzór kierunkowy. W przypadku lakierów lustrzanych nie powinien być widoczny żaden wzór.
Proces podstawowy: Krok po kroku do nieskazitelnego wykończenia
Osiągnięcie precyzyjnego polerowania jest skrupulatnym, wieloetapowym procesem:
1. Przygotowanie i kontrola przed obróbką:
- Upewnij się, że powierzchnia formy jest odpowiednio obrobiona (frezowana, szlifowana lub EDM) z minimalnymi uszkodzeniami podpowierzchniowymi.
- Całkowicie usuń warstwę odlewu EDM (twardą, kruchą warstwę), zazwyczaj poprzez drylowanie lub lekkie frezowanie. Ma to kluczowe znaczenie, ponieważ warstwa odlewu nie poleruje się dobrze i może odpryskiwać.
- Sprawdź, czy nie ma głębokich śladów obróbki, nacięć lub defektów, które należy usunąć przed rozpoczęciem polerowania.
- Sprawdź typ stali i jej twardość.
2. Szorstkie kamieniowanie / szlifowanie (gruboziarnisty etap ścierny):
- Cel: Usunięcie śladów obróbki, przekształcenie EDM i ustalenie początkowej płaskości/geometrii.
- Narzędzia i materiały ścierne: Kamienie ścierne o grubym ziarnie (np. tlenek glinu lub węglik krzemu o ziarnistości 120-320), narzędzia szlifierskie.
- Technika: Pracuj w spójny sposób, często krzyżowo, upewniając się, że wszystkie poprzednie ślady zostały usunięte. Używaj odpowiedniego smaru/chłodziwa.
3. Półwykończeniowe kamieniowanie / docieranie (średni etap ścierny):
- Cel: Usunięcie zadrapań z etapu szorstkiego kamieniowania i dalsze udoskonalenie powierzchni.
- Narzędzia i materiały ścierne: Kamienie o średniej ziarnistości (np. 400-800), papiery ścierne/ścierki mocowane na sztyftach docierających, pilniki diamentowe.
- Technika: Kontynuuj z coraz drobniejszymi ziarnami, zmieniając kierunek polerowania przy każdej zmianie ziarna, aby upewnić się, że poprzednie ślady zostały całkowicie usunięte. Skrupulatne czyszczenie między kolejnymi etapami ziarnistości jest niezbędne, aby zapobiec przenoszeniu grubszych cząstek.
4. Precyzyjne wykańczanie / polerowanie wstępne (etap drobnego ścierniwa):
- Cel: Przygotuj powierzchnię do ostatecznego polerowania lustrzanego, usuwając wszystkie widoczne zadrapania z poprzednich etapów.
- Narzędzia i materiały ścierne: Drobnoziarniste kamienie (np. o ziarnistości 1000-1200), bardzo drobnoziarniste papiery ścierne (np. o ziarnistości do 2000-5000), drobne mieszanki diamentowe (np. o ziarnistości od 45 do 15 mikronów) nakładane za pomocą sztyftów docierających (drewnianych, mosiężnych, żeliwnych) lub twardych filcowych krążków.
- Technika: Ekstremalna czystość jest najważniejsza. Kierunek polerowania ma kluczowe znaczenie.
5. Polerowanie lustrzane / polerowanie (etap polerowania diamentowego):
- Cel: Osiągnięcie końcowego pożądanego poziomu połysku (np. SPI A-1, A-2, A-3).
- Narzędzia i materiały ścierne: Diamentowe mieszanki/pasty (np. 15 mikronów do 0,25 mikrona lub drobniejsze), nakładane za pomocą filcowych krążków, waty, miękkich drewnianych nakładek lub specjalistycznych ściereczek do polerowania. Stosowane są narzędzia obrotowe, polerki ultradźwiękowe lub metody ręczne.
- Technika: Lekki nacisk, określone wzorce ruchu. Każdy rozmiar ziarnistości diamentu musi całkowicie usuwać ślady poprzedniego, grubszego diamentu. Środek polerujący (filc, drewno) musi być bardziej miękki niż stal, aby uniknąć osadzania się materiałów ściernych.
6. Końcowe czyszczenie i inspekcja:
- Dokładnie wyczyść powierzchnię formy, aby usunąć wszelkie pozostałości po polerowaniu.
- Kontrola przy odpowiednim oświetleniu (np. rozproszonym, kierunkowym) i powiększeniu w celu sprawdzenia, czy wykończenie spełnia specyfikacje (standard SPI, próbki wizualne, odczyty miernika połysku).

Kluczowe kwestie w operacjach precyzyjnego polerowania form wtryskowych
Na wynik polerowania wpływa wiele czynników:
1. Wybór i jakość stali formierskiej:
Jak już wspomniano, czystsze, bardziej jednorodne stale o drobnych mikrostrukturach polerują się najlepiej.
2. Obróbka cieplna:
Prawidłowa, jednolita obróbka cieplna do odpowiedniej twardości ma kluczowe znaczenie. Miękkie miejsca lub niespójna twardość spowodują nierównomierne polerowanie. Odciążenie po obróbce zgrubnej może być również korzystne.
3. Stan powierzchni przed polerowaniem:
Jakość początkowej powierzchni obrobionej lub EDM znacząco wpływa na wysiłek i czas wymagany do polerowania. Preferowane jest dobre wykończenie EDM z minimalną warstwą odlewu.
4. Wybór i kolejność ścierniwa:
Stosowanie właściwej kolejności typów ścierniwa i wielkości ziarna ma fundamentalne znaczenie. Pomijanie ziarnistości prowadzi do głębszych rys, które są trudne do usunięcia.
5. Smarowanie/chłodziwo:
Odpowiednie środki smarne (np. spirytus mineralny, specjalistyczne oleje polerskie) pomagają usuwać wióry, zapobiegają obciążaniu materiałów ściernych i chłodzą powierzchnię.
6. Narzędzia i uchwyty do polerowania:
Wybór sztyftów docierających (drewnianych, mosiężnych, stalowych, z twardego filcu), bobów i narzędzi zasilanych (obrotowych, posuwisto-zwrotnych, ultradźwiękowych) zależy od geometrii i etapu polerowania.
7. Umiejętności i doświadczenie technika:
Jest to prawdopodobnie najbardziej krytyczny czynnik, szczególnie w przypadku ręcznego polerowania złożonych kształtów do wysokich poziomów SPI A. Wymaga to cierpliwości, bystrego oka i "wyczucia" procesu.
8. Czystość i kontrola zanieczyszczeń:
Drobina grubszego ziarna przeniesiona na drobniejszy etap może zrujnować wiele godzin pracy. Niezbędne są dedykowane narzędzia i nieskazitelna czystość.
9. Ciśnienie i prędkość:
Kluczowe znaczenie ma zastosowanie odpowiedniego nacisku i prędkości narzędzia. Nadmierny nacisk lub prędkość mogą generować ciepło, powodować "pomarańczową skórkę" lub wyrywać węgliki.
10. Kierunek polerowania:
Zmiana kierunku polerowania (np. 45-90 stopni) pomiędzy kolejnymi stopniami ziarnistości pomaga zidentyfikować i skutecznie usunąć poprzednie wzory zarysowań.
11. Zachowanie krawędzi i detali:
Należy zachować szczególną ostrożność, aby uniknąć zaokrąglenia ostrych krawędzi lub zmycia drobnych szczegółów. Pomocne mogą być techniki, takie jak stosowanie twardszych materiałów docierających w pobliżu krawędzi lub maskowanie.
Wybór odpowiedniej stali formierskiej zapewniającej optymalną polerowalność
1. Dla SPI A-1 (Jakość optyki/obiektywu):
- Stal nierdzewna 420 (ESR/VAR): Doskonały wybór, odporny na korozję.
- S136 / Stavax ESR: Najwyższej jakości stal nierdzewna o bardzo wysokiej czystości.
- NAK80: Hartowanie wydzieleniowe, bardzo dobra polerowalność, dobra spawalność bez ponownego hartowania.
- HPM38 (odpowiednik S136): Kolejna wysokiej jakości opcja ze stali nierdzewnej.
2. Dla SPI A-2 / A-3 (wysoki połysk kosmetyczny):
- H13 (ESR/VAR): Dobry, jeśli jest idealnie obrobiony cieplnie i czysty.
- Zmodyfikowane klasy P20: Niektóre zastrzeżone stale typu P20 oferują lepszą polerowalność.
3. Dla wykończeń SPI B (półpołysk):
- P20 (wstępnie hartowany): Standardowy wybór, opłacalny.
- H13, S7: Odpowiednie również.
4. Dla wykończeń SPI C i D (matowe/teksturowane):
- Większość stali narzędziowych może osiągnąć te wykończenia, ponieważ końcowa powierzchnia jest często kamieniowana lub śrutowana, a nie polerowana na wysoki połysk. Nacisk kładziony jest bardziej na trwałość i obrabialność.
Najczęstsze wady polerowania pleśni: Przyczyny i rozwiązania
| Wada | Opis | Najczęstsze przyczyny | Rozwiązania |
|---|---|---|---|
| Zadrapania | Linie lub rowki na powierzchni. | Zanieczyszczenie gruboziarnistym ścierniwem, pomijanie ścierniwa, uszkodzone narzędzia polerskie, nieprawidłowy nacisk, niewystarczający poprzedni krok. | Ponownie wypoleruj, zaczynając od ziarna wystarczająco drobnego, aby usunąć zadrapanie, ale wystarczająco grubego, aby było skuteczne. Poprawić czystość. Sprawdź narzędzia. Upewnij się, że poprzedni krok został ukończony. |
| Wgłębienia / otwory | Niewielkie wgniecenia lub otwory w powierzchni. | Wtrącenia w stali, wyciągnięte węgliki, korozja, niecałkowicie usunięte wżery łuku EDM. | Użycie czystszej stali (ESR/VAR). Mniejsze ciśnienie polerowania. Zapewnienie pełnego usunięcia odlewów EDM. Czasami wżery są nieodłącznie związane z jakością stali. |
| Skórka pomarańczowa | Falista, wgłębiona tekstura przypominająca skórkę pomarańczy. | Nadmierny nacisk/prędkość narzędzi obrotowych, miękkie tarcze polerskie na miękkiej stali, przegrzanie powierzchni, słaba obróbka cieplna. | Używaj mniejszego nacisku, wolniejszych prędkości, twardszych tarcz polerskich lub sztyftów do docierania. Zapewnienie odpowiedniej twardości stali i odprężenia. Płyn chłodzący. |
| Zamglenie / zachmurzenie | Mleczny lub mętny wygląd, brak przejrzystości na lustrzanych wykończeniach. | Drobne rysy, które nie zostały w pełni usunięte, pozostałości po środkach polerskich, niewłaściwe czyszczenie, wilgoć. | Ostrożnie polerować końcowymi etapami diamentowymi. Dokładne czyszczenie przy użyciu odpowiednich rozpuszczalników. Upewnić się, że powierzchnia jest sucha. |
| Ogony komet | Zadrapanie z "ogonem" drobniejszych zadrapań lub naruszonego materiału. | Większa cząstka ścierniwa jest ciągnięta po powierzchni, osadza się, a następnie rozpada. | Rygorystyczna poprawa czystości. Filtruj smary. Ponowne polerowanie uszkodzonego obszaru. |
| Zawinięte krawędzie | Zaokrąglone rogi lub krawędzie w miejscach, w których zamierzano zachować ostrość. | Nadmierny nacisk w pobliżu krawędzi, miękkie narzędzia do docierania, ruch polerujący nad krawędzią. | Używaj twardszych narzędzi do docierania w pobliżu krawędzi, maskuj krawędzie, poleruj z dala od krawędzi lub równolegle do nich. Zmniejszenie nacisku. |
| Falistość / zmarszczki | Pofałdowana, nierówna powierzchnia. | Nierównomierne kamieniowanie, nieprawidłowe użycie elektronarzędzi, niesztywne ustawienie narzędzia, próba usunięcia zbyt dużej ilości materiału zbyt szybko. | Zapewnij płaskie drylowanie za pomocą odpowiednich narzędzi. Stosować sztywne ustawienia. Materiał należy usuwać stopniowo. Umiejętność i spójna technika. |
| Ślady po polerowaniu / zawirowania | Okrągłe lub łukowate drobne rysy powstałe w wyniku końcowego polerowania. | Zbyt duży nacisk podczas polerowania, zanieczyszczony poler, niewłaściwa mieszanka polerska, zbyt duża prędkość. | Mniejszy nacisk, czyste/nowe polerki, odpowiednia mieszanka, mniejsza prędkość. W razie potrzeby ostatnie przejście ręcznie. |

How Do Ribs Function in Reducing Plastic Part Weight and Improving Structural Integrity?
Key Takeaways Ribs are thin, wall-like features projecting from the nominal wall of a plastic part, designed to add stiffness and strength without increasing overall wall thickness. By allowing engineers

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper

How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a
Dostarczane rozwiązania optymalizacyjne Za darmo
- Dostarczanie informacji zwrotnych i rozwiązań optymalizacyjnych
- Optymalizacja struktury i redukcja kosztów formowania
- Bezpośrednia rozmowa z inżynierami jeden na jeden

