 Przejdź do treści
Przejdź do treści 

W procesie formowania wtryskowego nie można polegać wyłącznie na wymyślnych wtryskarkach i formach, aby uzyskać dobrą jakość produktu i stabilność procesu. Temperatura formy jest również ważną zmienną, którą należy kontrolować.
Podczas formowania wtryskowego stopiony materiał w formie stale przenosi ciepło na powierzchnię wnęki, co powoduje wzrost temperatury formy. Jeśli temperatura formy jest wysoka, dobrze jest, aby stopiony plastik wypełnił wnękę, ale powoduje to również, że chłodzenie części z tworzywa sztucznego trwa dłużej i spowalnia produkcję; jeśli temperatura formy jest niska, stopiony plastik szybko krzepnie, cykl formowania jest krótszy, ale plastik nie płynie dobrze, a wnęka może nie wypełnić się całkowicie. Dobrze zaprojektowany system kontroli temperatury formy może skrócić czas chłodzenia i poprawić jakość części z tworzyw sztucznych; z drugiej strony, jeśli system kontroli temperatury formy jest źle zaprojektowany, cykl formowania części z tworzyw sztucznych będzie dłuższy, a części z tworzyw sztucznych mogą ulec deformacji po formowaniu.

W tym wpisie na blogu omówię, dlaczego należy kontrolować temperaturę wtryskarki, jak wybrać odpowiednią temperaturę, jak kontrolować temperaturę, typowe problemy i rozwiązania itp. Mam nadzieję, że dzięki temu wpisowi na blogu zrozumiesz znaczenie temperatury formy we wtryskarce. Proces formowania wtryskowego i jak kontrolować temperaturę formy. Precyzyjna kontrola może zoptymalizować proces produkcji wtryskowej i zmniejszyć koszty produkcji i operacyjne firmy.
Ⅰ. Temperatura formy
Temperatura formy to temperatura powierzchni formy stykającej się z częścią. Temperatura formy zależy od właściwości tworzywa sztucznego, projektu i rozmiaru części, wymagań dotyczących wydajności i innych warunków procesu, takich jak temperatura stopu, prędkość wtrysku, ciśnienie wtrysku i czas cyklu. Temperatura formy wpływa na sposób wypełniania, krzepnięcia i formowania stopionego tworzywa sztucznego, wydajność produkcji oraz kształt i rozmiar części z tworzywa sztucznego.
Temperatura formy ma duży wpływ na jakość i wydajność formowania części z tworzyw sztucznych. Gdy forma jest gorętsza, stopiony materiał lepiej płynie, co pomaga wypełnić formę i sprawić, że plastikowa część wygląda dobrze. Jednak schłodzenie i utwardzenie materiału trwa dłużej, więc łatwiej jest zepsuć część po jej wyjęciu. W przypadku materiałów, które mogą krystalizować, pomaga im krystalizować i nie zmieniać rozmiaru podczas przechowywania lub używania części. Gdy forma jest zimniejsza, stopionemu materiałowi trudniej jest wypełnić formę, więc część ma większe naprężenia wewnątrz, wygląda matowo i ma problemy, takie jak srebrne smugi i ślady spawania.

Różne materiały wymagają różnych technik przetwarzania, a różne produkty mają różne wymagania i struktury powierzchni. Aby produkować części z tworzyw sztucznych, które spełniają wymagania jakościowe w najbardziej efektywnym czasie, konieczne jest utrzymywanie formy w określonej temperaturze. Im bardziej stabilna temperatura formy, tym bardziej stabilne będą wytwarzane produkty z tworzyw sztucznych pod względem rozmiaru, kształtu, jakości wyglądu itp. Dlatego też, oprócz czynników związanych z produkcją form, temperatura formy jest ważnym czynnikiem kontrolującym jakość części z tworzyw sztucznych. Metoda kontroli temperatury formy powinna być w pełni uwzględniona podczas projektowania formy.

Ⅱ. Konieczność kontroli temperatury formy
Temperatura formy ma duży wpływ na skurcz formowanej części. Jednocześnie bezpośrednio wpływa na właściwości mechaniczne produktu formowanego wtryskowo, a także może powodować wady formowania, takie jak słaba powierzchnia produktu. Dlatego temperatura formy musi być utrzymywana w określonym zakresie, a forma musi być Temperatura nie zmienia się z czasem. Różnica temperatur między wnękami formy wielogniazdowej również nie może się zmieniać. W przypadku gotowych produktów, które są podatne na zginanie i odkształcanie, temperatura formy jest często wykorzystywana do ujednolicenia szybkości chłodzenia.
1.Wymagania dotyczące wyglądu
Ponieważ klienci stają się coraz bardziej wymagający, mają coraz wyższe wymagania dotyczące wyglądu produktów. Regulacja temperatury formy jest jednym ze skutecznych sposobów na poprawę wyglądu produktów. Zwłaszcza w przypadku produktów wzmocnionych włóknem szklanym, jeśli temperatura formy jest niska, włókna będą łatwo unosić się na powierzchni. Większość obecnych części przekładni jest wzmocniona włóknem szklanym, a niektóre nawet zwiększają zawartość włókien do 50%.
2.Wymagania dotyczące stabilności wymiarowej gotowych produktów
W przypadku bardziej precyzyjnych produktów przekładniowych, oprócz wymagań dotyczących wyglądu, wymagają one również stabilności wymiarowej. Czynniki wpływające na stabilność wymiarową produktu obejmują głównie: stabilność i racjonalność procesu formowania, stabilność temperatury i wilgotności środowiska produkcyjnego oraz jednorodność proporcji materiału. właściwości, równowaga temperatury i objętości wody obiegowej maszyny, dokładność kontroli temperatury maszyny itp.

3. Właściwości fizyczne i mechaniczne gotowego produktu
W przypadku materiałów krystalicznych, jeśli zastosuje się wysoką temperaturę formy, produkt będzie magazynować dużo ciepła, proces chłodzenia i wiązania będzie długi, a temperatura krystalizacji będzie przechodzić powoli. Gotowy produkt będzie miał wysoką krystaliczność, duży skurcz oraz dobre właściwości fizyczne i mechaniczne. Surowce krystaliczne, takie jak PA, PP, PE i POM wymagają wyższej kontroli temperatury formy.
Na cykl formowania ma również wpływ temperatura formy. Jeśli temperatura formy jest wysoka, czas chłodzenia będzie dłuższy, aby zapewnić odpowiedni rozmiar gotowego produktu. W rezultacie cykl formowania będzie dłuższy, a koszty produkcji wzrosną.

W przypadku przezroczystych produktów gotowych, temperatura formy musi być używana do kontrolowania krystaliczności. Staraj się stosować niską temperaturę formowania, aby zmniejszyć stopień krystalizacji.
Wykorzystanie temperatury formy jest pomocne w zapobieganiu koncentracji naprężeń wewnętrznych. Na przykład podczas formowania PC, ABS, PS i innych materiałów, aby zapobiec koncentracji naprężeń wewnętrznych w części, zwykle konieczne jest odpowiednie zwiększenie temperatury formy, co sprzyja uwalnianiu naprężeń wewnętrznych w części.

Wpływ temperatury formy na kontrolę jakości części formowanych wtryskowo
1. wpływ temperatury formy na wygląd produktu
Gdy temperatura jest wyższa, żywica będzie bardziej płynna, co sprawi, że powierzchnia części będzie gładsza i jaśniejsza, szczególnie w przypadku estetyki powierzchni części z żywicy wzmocnionej włóknem szklanym. Poprawi to również wytrzymałość i wygląd linii fuzji.
Jeśli chodzi o wytrawioną powierzchnię, jeśli temperatura formy jest niska, stopionemu materiałowi trudno będzie wypełnić korzeń tekstury, więc powierzchnia produktu będzie wyglądać na jasną, a prawdziwej tekstury na powierzchni formy nie będzie można "przenieść". Po zwiększeniu temperatury formy i temperatury materiału można uzyskać idealny efekt trawienia na powierzchni produktu.

2. wpływ na naprężenia wewnętrzne produktów
Wewnętrzne naprężenia powstające podczas formowania są głównie spowodowane różnymi szybkościami skurczu termicznego podczas chłodzenia. Gdy produkt jest formowany, chłodzenie rozpoczyna się od powierzchni i stopniowo rozszerza się do wnętrza. Najpierw kurczy się i twardnieje powierzchnia, a następnie stopniowo kurczy się wnętrze. Podczas tego procesu różnica w szybkości skurczu powoduje powstanie naprężeń wewnętrznych.
Gdy szczątkowe naprężenie wewnętrzne w części z tworzywa sztucznego jest wyższe niż granica sprężystości żywicy lub gdy jest ona skorodowana przez określone środowisko chemiczne, na powierzchni części z tworzywa sztucznego pojawią się pęknięcia. Badania nad przezroczystymi żywicami, takimi jak PC i PMMA, pokazują, że szczątkowe naprężenie wewnętrzne ma postać ściskania na powierzchni i naprężenia wewnątrz.

Naprężenie ściskające powierzchni zależy od warunków chłodzenia powierzchni. Zimna forma szybko schładza stopioną żywicę, co skutkuje wysokim szczątkowym naprężeniem wewnętrznym w formowanym produkcie. Temperatura formy jest najbardziej podstawowym warunkiem kontroli naprężeń wewnętrznych. Niewielka zmiana temperatury formy znacznie zmieni jej wewnętrzne naprężenia szczątkowe. Ogólnie rzecz biorąc, każdy produkt i żywica ma swój minimalny limit temperatury formy dla akceptowalnego naprężenia wewnętrznego. Podczas formowania cienkich ścianek lub dużych odległości przepływu, temperatura formy powinna być wyższa niż minimalny limit dla formowania ogólnego.

3. poprawa wypaczenia produktu
Jeśli konstrukcja układu chłodzenia formy jest nierozsądna lub temperatura formy jest niewłaściwie kontrolowana, plastikowa część nie ostygnie wystarczająco, powodując jej wypaczenie i deformację.
Aby kontrolować temperaturę formy, należy określić różnicę temperatur między formą męską i żeńską, rdzeniem formy i ścianą formy oraz ścianą formy i wkładką. Należy określić różnicę temperatur zgodnie z charakterystyką strukturalną produktu. Ma to na celu kontrolowanie różnicy w prędkości kurczenia się chłodzenia każdej części formowania. Po rozformowaniu plastikowa część ma tendencję do wyginania się w kierunku ciągnięcia po stronie o wyższej temperaturze. Ma to na celu skompensowanie różnicy w skurczu orientacyjnym. Ma to na celu zapobieganie wypaczaniu i deformacji części z tworzywa sztucznego zgodnie z zasadami orientacji.

W przypadku części plastikowych o całkowicie symetrycznej strukturze korpusu należy utrzymywać stałą temperaturę formy. Zapewni to równomierne schłodzenie wszystkich części plastikowej części.
4. wpływa na skurcz formowania produktów
Gdy temperatura formy jest niska, cząsteczki szybciej zamarzają na miejscu, co sprawia, że zamrożona warstwa stopu w gnieździe formy jest grubsza. Jednocześnie niska temperatura formy spowalnia wzrost kryształów, co zmniejsza kurczenie się produktu podczas formowania. Z drugiej strony, jeśli temperatura formy jest wysoka, stopiony materiał stygnie powoli, czas relaksacji jest długi, orientacja jest niska i łatwo jest krystalizować, więc rzeczywisty skurcz produktu jest większy.

5. wpływa na temperaturę odkształcenia cieplnego produktów
W przypadku krystalicznych tworzyw sztucznych, jeśli formujesz produkt w niższej temperaturze formy, orientacja molekularna i krystalizacja są zamrożone w miejscu. W przypadku zastosowania środowiska o wyższej temperaturze lub wtórnych warunków przetwarzania, łańcuchy molekularne zmieniają swoją orientację i proces krystalizacji, powodując deformację produktu nawet znacznie poniżej temperatury odkształcenia cieplnego materiału (HDT).
Prawidłowym podejściem jest stosowanie zalecanej temperatury formy zbliżonej do temperatury krystalizacji podczas produkcji, tak aby produkt mógł zostać w pełni skrystalizowany podczas procesu. formowanie wtryskowe i uniknąć postkrystalizacji i skurczu w środowiskach o wysokiej temperaturze.

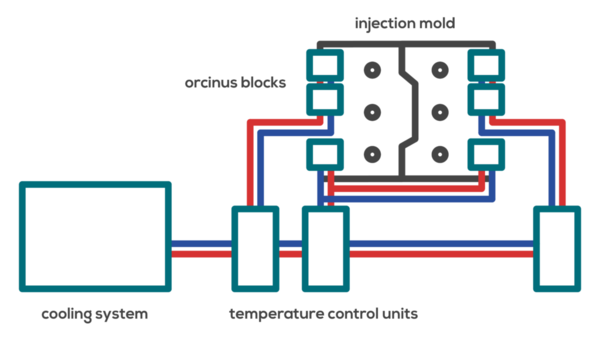
Metody kontroli temperatury formy wtryskowej
1. Wnęka formy i rdzeń powinny mieć własne obwody chłodzenia. Podczas projektowania obwodów chłodzenia należy pamiętać, że wnęka i rdzeń pochłaniają ciepło w różny sposób, więc opór cieplny struktury obwodu będzie inny. Temperatura wody (lub oleju) na wejściu do wnęki i rdzenia będzie miała dużą różnicę temperatur. Tak więc, projektując obwody chłodzenia dla wnęki i rdzenia, można oddzielnie regulować i kontrolować temperaturę.
2. Z drugiej strony, gdy próbujesz zapobiec wyginaniu się części formowanych wtryskowo, musisz utrzymywać wnękę i rdzeń w różnych temperaturach lub przód i tył formy w różnych temperaturach.

3. Z punktu widzenia wydajności wymiany ciepła należy upewnić się, że przepływ czynnika chłodzącego jest turbulentny (przepływ turbulentny). Istnieją dwa główne sposoby połączenia pętli kontroli temperatury wnęki i rdzenia: szeregowy i równoległy. W obwodzie równoległym natężenie przepływu w obwodzie odgałęzionym jest mniejsze niż w szeregowym obwodzie chłodzenia. Może to powodować przepływ laminarny, a natężenie przepływu wpływającego do każdego obwodu niekoniecznie jest takie samo.
W rezultacie temperatura każdej wnęki formy nie może być stała. Wady korzystania z połączenia szeregowego: Opór przepływu wody chłodzącej (oleju) jest duży, a temperatura wody chłodzącej (oleju) na wejściu do przedniej wnęki znacznie różni się od temperatury na wejściu do ostatniej wnęki. Różnica temperatur między wlotem i wylotem wody chłodzącej (oleju) zmienia się w zależności od natężenia przepływu. Generalnie nie może przekraczać 5 ℃. Jeśli wydajność zastosowanego regulatora temperatury formy (maszyny) może kontrolować przepływ wody chłodzącej (oleju) w zakresie 2°C, maksymalna różnica temperatur każdej wnęki może być utrzymywana w zakresie 2°C.

4. Rozkład gradientu temperatury w formie powinien zasadniczo otaczać wnękę i przyjmować kształt koncentrycznych okręgów z głównym kanałem jako środkiem. W związku z tym, środki takie jak równoważenie kanałów przepływu, rozmieszczenie wnęk i koncentryczny układ kołowy wyśrodkowany na głównym kanale przepływu są niezbędne do zmniejszenia błędu skurczu między każdą wnęką, rozszerzenia dopuszczalnego zakresu warunków formowania i obniżenia kosztów.
5. Zaleca się przymocowanie termometrów magnetycznych z przodu i z tyłu formy, aby często mierzyć i rejestrować rzeczywistą temperaturę formy.

6. Jeśli to możliwe, należy stosować w pełni automatyczną produkcję. Temperatura formy jest dokładniejsza, gdy używana jest w pełni automatyczna praca. W przypadku pracy w pełni automatycznej, robot wyjmuje produkt, więc czas jest stały. W przypadku pracy półautomatycznej jest to operacja ręczna, a operator ma odchylenia w czasie otwierania i zamykania drzwi oraz podnoszenia części, co wpływa na równowagę termiczną. Wpływa to również na temperaturę wewnątrz beczki.
7. Kontroluj temperaturę wody, aby kontrolować temperaturę formy. Ta metoda jest bardzo dokładna.
8. Użyj systemu gorących kanałów, aby kontrolować temperaturę formy. Ta metoda jest szybka i dokładna.
9. Użyj gazu do podgrzania formy. Ta metoda jest bardzo dokładna.
10. Izolacja formy. Użyj paneli izolacyjnych lub innych materiałów, aby zmniejszyć straty ciepła. Temperatura formy wpływa również na rozmiar i krystaliczność produktu, co wpływa na jego wydajność. Dostosuj temperaturę formy w razie potrzeby podczas produkcji.

Ⅴ. Jakie są zasady wyboru i kontroli temperatury formy?
1. Różne materiały wymagają różnych temperatur formowania.
2. W przypadku form o różnych wykończeniach powierzchni i strukturach wymagane są różne temperatury, dlatego system kontroli temperatury musi być odpowiednio zaprojektowany.
3. Przednia forma jest gorętsza niż tylna. Zazwyczaj różnica wynosi około 2-3 stopni Celsjusza.
4. Przednia forma musi być gorętsza dla linii iskrzenia niż dla gładkiej powierzchni. Gdy przednia forma musi przepuszczać gorącą wodę lub gorący olej, różnica wynosi zwykle około 40 stopni Celsjusza.
5. Jeśli rzeczywista temperatura formy nie może osiągnąć wymaganej temperatury formy, należy ją podgrzać. Podczas projektowania formy należy więc zastanowić się, czy ciepło z materiału może spełnić wymagania dotyczące temperatury formy.

6. Materiał jest zużywany nie tylko przez promieniowanie cieplne i przewodzenie ciepła, ale większość ciepła musi zostać usunięta z formy przez krążący nośnik ciepła.
7. Temperatura formy powinna być zrównoważona i nie powinno występować miejscowe przegrzanie lub przechłodzenie.
8. Podstawą do ustawienia temperatury formy jest to, że temperatura formy musi być niższa niż temperatura odkształcenia cieplnego materiału części z tworzywa sztucznego.
9. W przypadku tworzyw sztucznych o wyższej lepkości, takich jak PC, PSU, PPO itp., w celu poprawy przepływu stopu i właściwości wypełniania formy podczas napełniania oraz uzyskania gęstych produktów, należy zastosować wyższą temperaturę formy. Wręcz przeciwnie, PE, PP, PA itp. mogą wykorzystywać niższe temperatury formy (PA + włókno szklane mogą wykorzystywać wysokie temperatury formy 80 ~ 120 ℃).
10. Nie zaleca się stosowania niższej temperatury formy dla części o grubych ściankach, aby uniknąć powstawania pęcherzyków próżniowych i większych naprężeń wewnątrz części.

Ⅵ. Wymagania różnych materiałów dotyczące temperatury formy
Kontrolowanie temperatury formy wtryskowe jest bardzo ważna dla tworzenia dobrych części z tworzyw sztucznych. Każdy rodzaj plastiku ma zakres temperatur, które najlepiej sprawdzają się przy produkcji dobrych części. Tworzywo sztuczne ma dobrze płynąć i wypełniać formę. Chcesz, aby część kurczyła się i wypaczała w jak najmniejszym stopniu po wyjęciu z formy. Chcesz, aby rozmiar pozostał taki sam, a część była mocna i dobrze wyglądała. Na przykład:
Temperatura formy PP (polipropylen) jest kontrolowana w zakresie od 40 do 80 stopni Celsjusza, przy czym zalecane jest 50 stopni Celsjusza.
Temperatura formy PPS (polisiarczek fenylenu) wynosi od 120 do 180 stopni Celsjusza.

Temperatura formy PE-HD (polietylen o wysokiej gęstości) wynosi od 50 do 95 stopni Celsjusza.
Temperatura formy PC (poliwęglan) wynosi od 70 do 120 stopni Celsjusza.
Temperatura formy PBT (politereftalan butylenu) wynosi od 40 do 60 stopni Celsjusza.
PA6 (poliamid 6 lub nylon 6) W przypadku elementów cienkościennych lub o dużej powierzchni temperatura formy wynosi od 80 do 90 stopni Celsjusza. W przypadku materiałów wzmacnianych włóknem szklanym temperatura formy powinna być wyższa niż 80 stopni Celsjusza.
PA12 (poliamid lub nylon 12) Temperatura formy wynosi od 30 do 40 stopni Celsjusza dla materiałów niewzmocnionych, od 80 do 90 stopni Celsjusza dla elementów cienkościennych lub o dużej powierzchni oraz od 90 do 100 stopni Celsjusza dla materiałów wzmocnionych.
Temperatura formy ABS (kopolimer akrylonitrylo-butadieno-styrenowy) wynosi od 25 do 70 stopni Celsjusza.

Ⅶ. Wniosek
Zarządzanie temperaturą formy jest bezpośrednio związane z niezawodnością jakości części. Rozumiejąc znaczenie temperatury formy, stosując odpowiednie techniki, opracowując staranne strategie kontroli i stawiając czoła wyzwaniom, producenci mogą uwolnić pełny potencjał swoich operacji formowania wtryskowego.
Temperatura formy jest jednym z najbardziej podstawowych parametrów kontrolnych w procesie formowania wtryskowego. Jest to również podstawowy czynnik brany pod uwagę przy projektowaniu form. Nie można lekceważyć jej wpływu na formowanie, przetwarzanie wtórne i końcowe wykorzystanie produktu. Kontrola temperatury formy to ciągły proces, który poprawia jakość części, zwiększa wydajność i zyskuje przewagę konkurencyjną na rynku. przemysł formowania wtryskowego. Po zrozumieniu zasad kontroli temperatury formy, radzenie sobie z wpływem temperatury na formy wtryskowe powinno być znacznie prostsze.







