 Przejdź do treści
Przejdź do treści 


Kąty zanurzenia są niezbędne w formowaniu wtryskowym, zapewniając łatwe wyrzucanie części i redukując defekty. Odpowiednia konstrukcja poprawia wydajność produkcji i jakość produktu.
Kąty zanurzenia (1-3 stopnie) zapobiegają przywieraniu i defektom formowanych części, zapewniając płynne uwalnianie. Określone kąty zależą od materiału, tekstury i złożoności formy, zwiększając wydajność produkcji i estetykę.
Zrozumienie kątów ciągu jest kluczem do optymalizacji projektu formy. Czynniki takie jak skurcz materiału, wykończenie powierzchni i geometria części wpływają na idealny ciąg. Czytaj dalej, aby poznać najlepsze praktyki projektowania kątów pochylenia w formowaniu wtryskowym.
Kąty zanurzenia zmniejszają siłę wyrzutu podczas formowania wtryskowego.Prawda
Odpowiedni kąt zanurzenia minimalizuje tarcie między częścią a formą, dzięki czemu wyrzucanie jest płynniejsze i zapobiega uszkodzeniom.
Wszystkie części formowane wtryskowo wymagają kąta zanurzenia.Fałsz
Podczas gdy większość części korzysta z kątów ciągu, niektóre materiały o niskim współczynniku tarcia lub elastyczne konstrukcje mogą pozwolić na zerowy lub minimalny ciąg.
Jaka jest definicja i znaczenie kąta zanurzenia?
Kąty zanurzenia są niezbędne w formowaniu wtryskowym, zapewniając płynne wyrzucanie części i zapobiegając uszkodzeniu formy lub produktu końcowego.
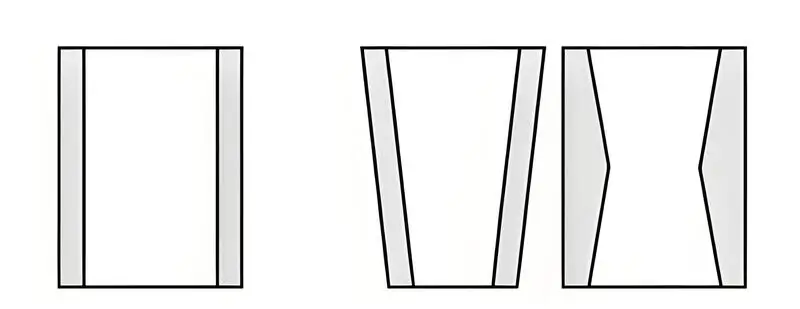
Kąt zanurzenia to niewielki stożek na formowanych częściach, który ułatwia wyjmowanie z formy, zapobiega defektom, zmniejsza siłę wyrzutu i wydłuża żywotność formy. Zazwyczaj wynosi on od 1 do 3 stopni.
Definicja kąta zanurzenia
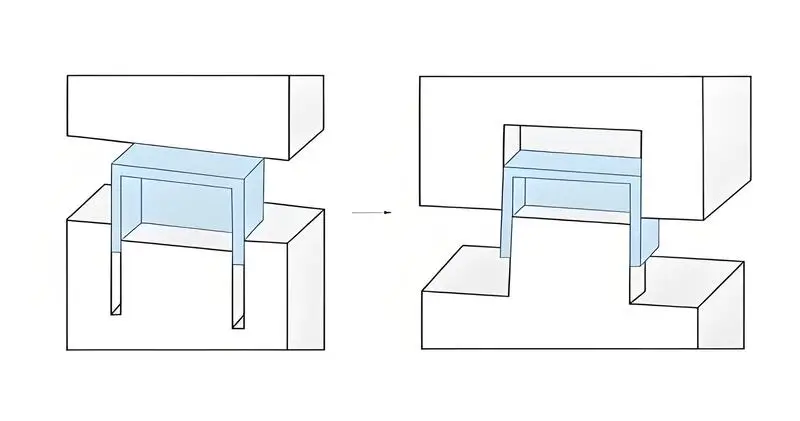
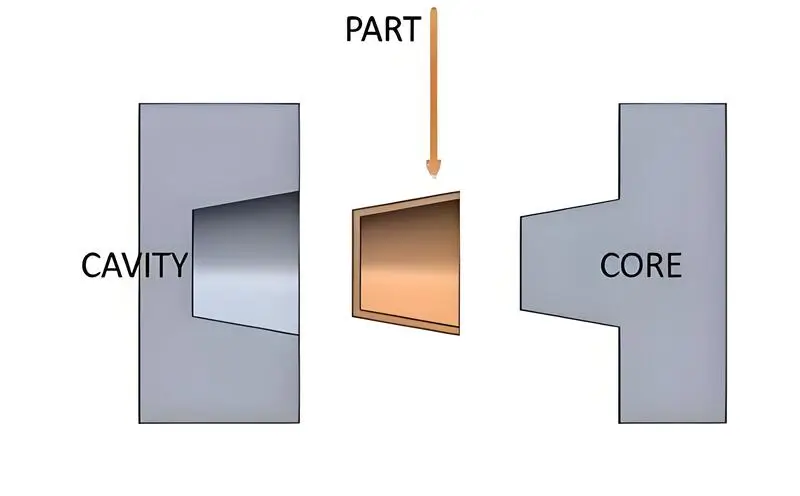
Kąt zanurzenia to kąt między wnęką formy lub rdzeniem a kierunkiem otwierania formy, czyli nachyleniem ściany formy do kierunku otwierania. Kąt ten ułatwia wyjmowanie z formy części z tworzywa sztucznego bez obawy o jej uszkodzenie lub odkształcenie.
Znaczenie kąta zanurzenia
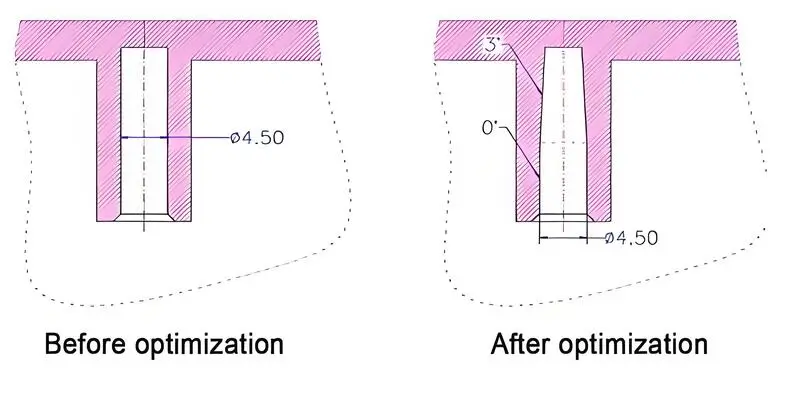
Dobrze zaprojektowany kąt zanurzenia1 jest w stanie uniknąć niedoskonałości, takich jak porysowane i zdeformowane produkty podczas procesu wyrzucania, zwiększając w ten sposób wykończenie powierzchni produktu i zapewniając dużą dokładność. Co więcej, uzyskanie odpowiedniego kąta zanurzenia może zwiększyć żywotność formy i obniżyć koszty produkcji. Jeśli wybrany kąt zanurzenia jest zbyt mały, powstaje wysoki opór wyrzutu, co z kolei powoduje zarysowania powierzchni lub deformuje plastikową część; z kolei jeśli jest zbyt duży, wpływa to na stabilność wymiarową i żywotność formy. Dlatego też rozsądne zaprojektowanie kąta zanurzenia przyczynia się do poprawy jakości i wydajności produkcji.
Kąty zanurzenia pomagają zapobiegać uszkodzeniom formowanych części podczas wyrzucania.Prawda
Bez kątów pochylenia, części mogą przywierać do formy, prowadząc do deformacji lub defektów powierzchni podczas wyrzucania.
Wszystkie części formowane wtryskowo wymagają kąta zanurzenia.Fałsz
Podczas gdy większość części korzysta z kątów pochylenia, niektóre projekty, takie jak elastyczne materiały lub określone geometrie, mogą ich nie wymagać.
Jakie czynniki wpływają na konstrukcję kąta zanurzenia?
Kąty zanurzenia są niezbędne w formowaniu wtryskowym, zapewniając łatwe wyrzucanie części i redukując defekty. Odpowiednia konstrukcja zwiększa wydajność produkcji i jakość produktów w różnych branżach.
Kąty zanurzenia są kształtowane przez rodzaj materiału, wykończenie powierzchni, złożoność formy i geometrię części, zwykle w zakresie od 1° do 3°. Właściwa konstrukcja minimalizuje tarcie, zapobiega wadom i wydłuża żywotność formy, biorąc pod uwagę kurczenie się materiału i potrzeby tekstury.
Tworzywo sztuczne
Stopnie skurczu i poziomy tarcia różnych rodzajów tworzyw sztucznych również będą się różnić, a zatem potrzebne są różne kąty ciągu. Na przykład dla polietylenu i polipropylenu pożądane są mniejsze wartości kątów ciągu, ale dla nylonu kąt ciągu formowania wtryskowego jest stosunkowo większy. Zalecane kąty zanurzenia dla popularnych tworzywa sztuczne2 są następujące:
Polietylen (PE): 0.5°-1.5°
Polipropylen (PP): 1°-2°
Polistyren (PS): 0.5°-1.5°
ABS: 1°-2°
Nylon (PA): 2°-3°
Struktura produktu
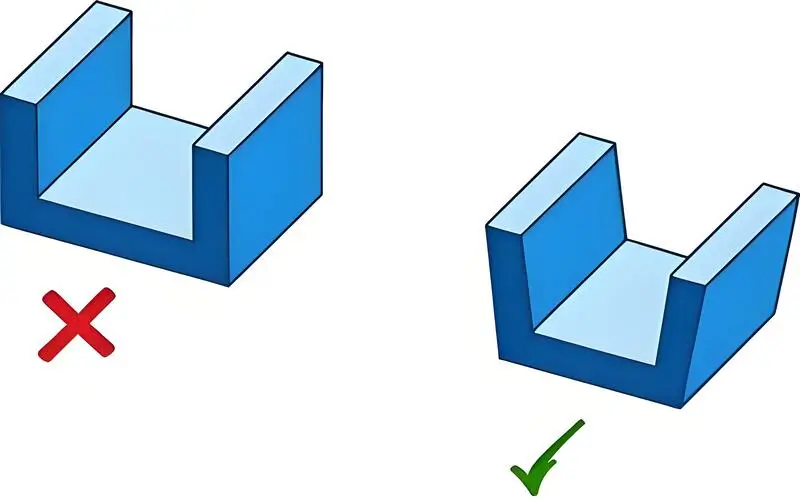
Kąt zanurzenia zależy również od kształtu i struktury produktu. Należy zauważyć, że produkty o złożonych kształtach i nierównej grubości ścianek powinny mieć większy kąt zanurzenia, aby ułatwić rozformowywanie. Na przykład części o złożonych cechach geometrycznych lub mikro-cechach, takich jak wewnętrzne żebra, będą generować duży opór podczas rozformowywania, więc kąt zanurzenia musi zostać zwiększony.
Precyzja przetwarzania form
Im wyższa dokładność przetwarzania formy3 Im gładsza powierzchnia, tym mniejszy wymagany kąt zanurzenia. Z drugiej strony, jeśli powierzchnia formy jest chropowata, kąt zanurzenia należy zwiększyć, aby zmniejszyć siłę wyrzutu. Smarowanie, precyzyjne przetwarzanie i obróbka powierzchni, taka jak polerowanie i chromowanie, mogą pomóc zmniejszyć tarcie i poprawić wydajność wyrzutu.
Parametry procesu wtrysku
Inne ważne parametry procesu, takie jak ciśnienie wtrysku4Temperatura i prędkość również wpływają na projekt kąta ciągu. Wyższe ciśnienie wtrysku i temperatura mają wpływ na zwiększenie szybkości kurczenia się części z tworzywa sztucznego i mogą wymagać większego kąta zanurzenia. Zmienne warunki procesu wpływają na zachowanie materiału pod względem jego przepływu i krzepnięcia, co oznacza, że elementy te muszą być uwzględnione w procesie projektowania.
Kąty zanurzenia pomagają zapobiegać uszkodzeniom części podczas wyrzucania.Prawda
Odpowiedni kąt zanurzenia zmniejsza tarcie między formowaną częścią a narzędziem, umożliwiając płynne wyrzucanie i minimalizując wady.
Wszystkie części formowane wtryskowo wymagają kąta zanurzenia.Fałsz
Podczas gdy większość części korzysta z kątów ciągu, niektóre projekty z elastycznymi materiałami lub specjalnymi mechanizmami wyrzutowymi mogą ich nie wymagać.
Jakie są podstawowe zasady projektowania kąta zanurzenia?
Kąty pochylenia mają zasadnicze znaczenie w formowaniu wtryskowym, zapewniając łatwe wyrzucanie części i redukując wady. Prawidłowe zaprojektowanie kąta zanurzenia zwiększa wydajność produkcji i wydłuża żywotność formy.
Kąty zanurzenia, zazwyczaj od 1° do 3°, pomagają w płynnym wyrzucaniu formowanych części, zapobiegając przywieraniu i deformacji. Poprawiają jakość części, zmniejszają zużycie i zwiększają wydajność produkcji, w zależności od materiału i tekstury.
Wybór kąta zanurzenia na podstawie typu tworzywa sztucznego
Różne tworzywa sztuczne mają określone wymagania dotyczące kąta zanurzenia. Referencyjne kąty zanurzenia dla popularnych tworzyw sztucznych są następujące:
Polietylen (PE): 0.5°-1.5°
Polipropylen (PP): 1°-2°
Polistyren (PS): 0.5°-1.5°
ABS: 1°-2°
Nylon (PA): 2°-3°
Grubość i kształt ścianki produktu
Im większy skurcz produktów grubościennych, tym większy wymagany kąt zanurzenia. Produkty o złożonych kształtach, takich jak gwinty wewnętrzne lub rowki, również wymagają większych kątów ciągu.
Zapewnienie gładkiej powierzchni formy
Poprawa wykończenia powierzchni formy z pewnością pomoże zminimalizować opór wyrzutu, co oznacza, że zminimalizuje kąt zanurzenia, który jest wymagany w procesie formowania. Powszechnie stosowanymi praktykami są polerowanie i chromowanie.
Zapewnienie rozsądnych parametrów procesu wtrysku
Podczas projektowania kąta pochylenia należy wziąć pod uwagę niezbędne parametry procesu wtrysku, aby zagwarantować zgodność projektu formy z procesem wtrysku. Na przykład, obniżenie ciśnienia i temperatury wtrysku zmniejszy współczynnik skurczu projektowanej części z tworzywa sztucznego, a tym samym poprawi projekt kąta pochylenia.
Kąty zanurzenia zapobiegają przywieraniu części podczas wyrzucania.Prawda
Odpowiedni kąt zanurzenia zmniejsza tarcie między częścią a formą, umożliwiając łatwiejsze usuwanie bez uszkodzeń.
Wszystkie części formowane wtryskowo wymagają kąta zanurzenia.Fałsz
Niektóre części, zwłaszcza te wykorzystujące elastyczne materiały lub specyficzne projekty form, mogą nie wymagać kąta zanurzenia.
Jaki jest związek między kątem zanurzenia a żywotnością formy?
Kąty pochylenia odgrywają kluczową rolę w formowaniu wtryskowym, bezpośrednio wpływając na żywotność formy i wydajność wyrzucania części. Odpowiednie kąty zanurzenia zmniejszają zużycie, wydłużając żywotność formy.
Kąty zanurzenia zmniejszają tarcie podczas wyrzucania części, minimalizując naprężenia formy i zapobiegając przywieraniu i uszkodzeniom. Odpowiednie kąty wydłużają żywotność formy, poprawiają wydajność i obniżają koszty produkcji poprzez zmniejszenie potrzeb konserwacyjnych i zapobieganie wczesnym awariom formy.
Rozsądny kąt pochylenia może nie tylko wpływać na jakość plastikowych części, ale także bezpośrednio oddziaływać na żywotność formy. Gdy kąt zanurzenia jest zbyt mały, występuje duże tarcie między plastikową częścią a formą, co powoduje zużycie powierzchni; gdy kąt zanurzenia jest zbyt duży, wpłynie to na wymiary produktu. W związku z tym kąt wymagany w projekcie zależy od rodzaju materiału użytego w formie, rodzaju wymaganej obróbki powierzchni i innych czynników, które zapewnią dłuższą żywotność formy i lepszą wydajność.
Większe kąty ciągu wydłużają żywotność formy poprzez zmniejszenie tarcia.Prawda
Zwiększone kąty zanurzenia umożliwiają łatwiejsze uwalnianie części, zmniejszając naprężenia mechaniczne i przedłużając trwałość formy.
Kąty pochylenia są zbędne w przypadku formowania wtryskowego.Fałsz
Bez kątów ciągu części mogą przywierać do formy, powodując wady, zwiększone zużycie i częstą konserwację, co ostatecznie skraca żywotność formy.
Jakie są metody optymalizacji kąta zanurzenia?
Optymalizacja kąta zanurzenia w formowaniu wtryskowym poprawia wyrzucanie części, zmniejsza liczbę wad i poprawia ogólną wydajność produkcji. Odpowiednie kąty pochylenia minimalizują tarcie i zapewniają wysoką jakość formowanych części.
Optymalizacja kąta pochylenia dostosowuje kąty biorąc pod uwagę materiał, grubość i geometrię, zazwyczaj 1-3 stopnie. Powierzchnie teksturowane wymagają więcej. Odpowiednie kąty poprawiają uwalnianie formy, zmniejszają zużycie i zwiększają trwałość.

Projektowanie wspomagane komputerowo (CAD)
Oprogramowanie CAD może dokładnie obliczać i symulować kąty pochylenia dla form wtryskowych. Wstępne obliczanie i symulowanie idealnych kątów może zmniejszyć możliwość projektowania na ślepo, a tym samym poprawić wydajność projektowania. Na przykład, podczas korzystania z oprogramowania do analizy projektu, można znaleźć i zmodyfikować obszary, w których mogą występować problemy.
Symulacja numeryczna
W projektowaniu form technologia symulacji numerycznej może prognozować wpływ różnych kątów zanurzenia na jakość produktu końcowego i żywotność formy, co pomaga wybrać najbardziej odpowiednie schematy projektowe. Obliczenia, które są możliwe dzięki Analiza metodą elementów skończonych (MES)5 Oprogramowanie obejmuje rozkład naprężeń i odkształceń podczas procesu wtrysku, co może pomóc w wyborze odpowiedniego kąta pochylenia dla mikroformy.
Weryfikacja eksperymentalna
W rzeczywistym procesie produkcyjnym konieczne jest porównanie efektów różnych kątów ciągu poprzez potwierdzenie eksperymentalne w celu stopniowej optymalizacji kąta. W trakcie eksperymentów, pomiar siła wyrzutu6 i obserwowanie produktu jakość powierzchni7 może ocenić racjonalność kąta draftu.
Kompleksowe rozważania
Podczas projektowania kąta zanurzenia należy wziąć pod uwagę charakterystykę materiału, strukturę produktu, przetwarzanie formy i parametry procesu wtrysku, tak aby zaprojektowany kąt zanurzenia był w stanie oszczędzić jakość produktu i trwałość formy.
Odpowiedni kąt zanurzenia zmniejsza siłę wyrzutu podczas formowania wtryskowego.Prawda
Przy odpowiednim kącie zanurzenia, części płynnie uwalniają się z formy, zmniejszając naprężenia zarówno na części, jak i na oprzyrządowaniu.
Wszystkie części formowane wtryskowo wymagają kąta zanurzenia.Fałsz
Niektóre części, takie jak materiały elastyczne lub te wykorzystujące specjalistyczne metody wyrzucania, mogą nie wymagać kąta ciągu.
Jakie są najczęstsze problemy i rozwiązania dotyczące kąta zanurzenia form wtryskowych?
Kąt zanurzenia ma kluczowe znaczenie dla płynnego wyrzucania części podczas formowania wtryskowego. Nieprawidłowe kąty mogą powodować wady, nieefektywność i wysokie koszty.
Zrównoważony kąt zanurzenia podczas formowania zapewnia łatwe uwalnianie części, zapobiega zniekształceniom, minimalizuje trudności z wyrzucaniem i zmniejsza zużycie formy, promując płynną produkcję i mniejszą liczbę wad.
Trudny wyrzut
Gdy podczas produkcji wystąpią trudności z wypychaniem, należy zmierzyć kąt zanurzenia, aby sprawdzić, czy nie jest on zbyt mały. Aby zoptymalizować separację, należy zwiększyć kąt zanurzenia, a powierzchnia formy może być polerowana lub chromowana, aby zmniejszyć tarcie.
Odkształcenie produktu
Nawet gdy produkt jest wyrzucany, wygina się z powodu zbyt dużego kąta zanurzenia lub, w innych przypadkach, z powodu braku rozsądnego projektu formy. Konstrukcja formy powinna być oceniana pod kątem zgodności z geometrycznym kształtem produktu, przy jednoczesnym doborze odpowiedniego kąta zanurzenia.
Zarysowania powierzchni
Najczęstsze przyczyny zarysowania powierzchni to brak kąta zanurzenia lub szorstka powierzchnia formy. Problem ten można rozwiązać poprzez zwiększenie kąta zanurzenia i zwiększenie prędkości obrotowej. jakość powierzchni formy8.
Nadmierna siła wyrzutu
Wysoką siłę wyrzutu można przypisać małemu kątowi zanurzenia lub niewłaściwemu doborowi parametrów procesu wtrysku. Siłę wyrzutu można zminimalizować, modyfikując kąt pochylenia części i poprawiając zmienne procesu wtrysku, takie jak obniżenie ciśnienia i temperatury wtrysku.
Nieprawidłowe kąty ciągu powodują problemy z wyrzutem.Prawda
Nieprawidłowy kąt zanurzenia może utrudniać wyrzucanie części, prowadząc do wad i zwiększonego zużycia formy.
Nadmierne kąty zanurzenia są zawsze lepsze.Fałsz
Podczas gdy nadmierne kąty pochylenia mogą ułatwić wyrzucanie, mogą one prowadzić do słabości strukturalnych części i niepotrzebnych strat materiałowych.
Jakie są praktyczne przypadki zastosowania kąta zanurzenia form wtryskowych?
Kąty zanurzenia mają kluczowe znaczenie w formowaniu wtryskowym, zapewniając łatwe wyrzucanie części i zapobiegając uszkodzeniu formy. Funkcja ta jest szeroko stosowana w różnych gałęziach przemysłu w celu zwiększenia wydajności produkcji.
Kąty zanurzenia minimalizują tarcie podczas wyrzucania części z form, zwiększając wydajność w branży motoryzacyjnej, towarów konsumpcyjnych i elektroniki poprzez skrócenie czasu cyklu i zużycia formy.

Przypadek 1: Projekt kąta zanurzenia dla polipropylenowych części z tworzywa sztucznego
Firma zaprojektowała polipropylenową nasadkę o grubości ścianki 2 mm. Zalecany kąt zanurzenia polipropylenu wynosi około 1,5°. Na wczesnym etapie produkcji stwierdzono, że podczas wyrzucania produktu na powierzchni krawędzi pojawiały się rysy. Po zwiększeniu kąta zanurzenia do 2°, problem zarysowań został rozwiązany, a wskaźnik kwalifikacji produktu został poprawiony.
Przypadek 2: Projekt kąta zanurzenia dla nylonowych części z tworzywa sztucznego
Obudowa produktu elektronicznego wykonana z nylonu miała dość skomplikowaną strukturę, a grubość powłok była nierówna. Pierwszy projekt kąta pochylenia wynosił 2°, jednak na podstawie prób produkcyjnych zidentyfikowano następujące problemy: Wyrzucanie i pojawianie się deformacji powierzchni. W związku z tym zwiększenie kąta zanurzenia do 3° i błyszczące wykończenie formy pozwoliło na wyrzucanie bez żadnych przeszkód.

Przypadek 3: Projektowanie kąta zanurzenia dla części z tworzyw sztucznych o złożonych kształtach
Obudowa pewnego urządzenia gospodarstwa domowego jest wykonana z materiału ABS o złożonej strukturze, z wieloma rowkami i żebrami. Podczas obliczania kąta ciągu, początkowy kąt ciągu jest ustawiony jako pierwszy parametr na 1,5°. Podczas produkcji próbnej niektóre rowki miały trudności z wyrzucaniem. Zwiększając kąt pochylenia rowka do 2,5° i chromując powierzchnię formy, rozwiązano problem wyrzucania i wyprodukowano doskonały produkt.
Przypadek 4: Obudowa małego produktu elektronicznego
Firma stworzyła obudowę swojego małego produktu elektronicznego przy użyciu materiału ABS. W związku z tym początkowy kąt pochylenia wynosił 1 stopień. Na podstawie próbnej produkcji zaobserwowano następujące problemy; trudności z wyrzuceniem9 i zarysowania powierzchni
Przypadek 5: Komponent motoryzacyjny
Producent części samochodowych musi wyprodukować precyzyjną nylonową część formowaną wtryskowo o początkowym kącie pochylenia 2,5°. Testy małych partii wykazały, że wyjmowanie z formy było trudne, a stopień zużycia powierzchni formy był wysoki. Zwiększenie kąta pochylenia do 3,5° i chromowanie powierzchni formy rozwiązało problem rozformowywania i wydłużyło żywotność formy.
Przypadek 6: Plastikowa część produktu gospodarstwa domowego
Fabryka artykułów codziennego użytku produkuje plastikowe pojemniki z polipropylenu o grubości ścianki 3 mm. Początkowy kąt zanurzenia wynosi 1,5°. Podczas produkcji próbnej produkt łatwo się odkształca podczas rozformowywania. Kąt zanurzenia zwiększono do 2,5°, zoptymalizowano parametry procesu wtrysku, rozformowywanie przebiega płynnie, a jakość produktu ulega poprawie.
Kąty zanurzenia poprawiają wyrzucanie części i redukują wady formowania.Prawda
Kąty zanurzenia ułatwiają proces wyrzucania poprzez zmniejszenie tarcia, co minimalizuje uszkodzenia części i zużycie formy.
Wyższy kąt zanurzenia zawsze prowadzi do lepszych wyników.Fałsz
Podczas gdy większy kąt zanurzenia może ułatwić usuwanie części, zbyt stromy kąt może zagrozić integralności strukturalnej części i zwiększyć złożoność formy.
Jaki jest przyszły kierunek rozwoju kąta roboczego form wtryskowych?
Kąt zanurzenia w formowaniu wtryskowym odgrywa kluczową rolę w wyrzucaniu części, poprawiając formowalność i czas cyklu. Jego przyszły rozwój koncentruje się na precyzji i optymalizacji projektu pod kątem wydajności i oszczędności kosztów.
Przyszłe kąty projektu form wtryskowych koncentrują się na zmniejszeniu widoczności linii podziału, poprawie uwalniania formy i minimalizacji odpadów, wykorzystując zaawansowane projekty w celu poprawy jakości produktu i szybszej produkcji.

Wraz z rozwojem technologii formowania wtryskowego, projekt kąta pochylenia również ulega poprawie i przyjmuje najlepszą metodę. Wraz z rozwojem technologii symulacji komputerowej i numerycznej, projektowanie kąta pochylenia będzie jeszcze dokładniejsze i szybsze. Jednocześnie zastosowanie nowych materiałów i procesów wprowadzi również nowe wyzwania i możliwości w zakresie projektowania kąta pochylenia. Na przykład, innowacja technologii druku 3D zapewnia nowe możliwości projektowania i tworzenia form o złożonych kształtach.
Kąty zanurzenia pomagają ograniczyć problemy z wyrzucaniem formy.Prawda
Kąty zanurzenia zmniejszają tarcie podczas wyrzucania, zapobiegając uszkodzeniu wypraski i skracając czas cyklu.
Zwiększenie kąta ciągu zawsze poprawia wydajność formy.Fałsz
Podczas gdy kąty pochylenia poprawiają wyrzut, zbyt duże kąty mogą zmniejszyć wytrzymałość formowanej części i wpłynąć na estetykę projektu.
Wnioski
Kąt zanurzenia jest jednym z podstawowych parametrów w projektowaniu form wtryskowych, który bezpośrednio wpływa na jakość produktu i szybkość produkcji wyprasek.
W związku z tym, na podstawie rozsądnego kąta zanurzenia, rozsądny wybór kompleksowego uwzględnienia czynników, takich jak rodzaj tworzywa sztucznego, struktura produktu, dokładność przetwarzania formy, formowanie wtryskowe 10 Parametry procesu itp. mogą osiągnąć wysoki wskaźnik sukcesu i wysokie korzyści ekonomiczne formowania wtryskowego. W praktycznych zastosowaniach ciągłe doskonalenie i weryfikacja projektu kąta pochylenia może umożliwić formom i produktom odgrywanie większej roli.
-
Zrozumienie znaczenia kąta zanurzenia może poszerzyć wiedzę na temat projektowania form i poprawić jakość produkcji. ↩
-
Ten zasób zapewni cenny wgląd w wymagania dotyczące konkretnych materiałów, zapewniając lepsze wybory projektowe. ↩
-
Zgłębienie tego tematu zapewni wgląd w optymalizację projektu formy w celu uzyskania lepszej wydajności i jakości produktu. ↩
-
Ciśnienie wtrysku odgrywa istotną rolę w procesie formowania. Dowiedz się, jak wpływa ono na jakość i wydajność, sprawdzając ten zasób. ↩
-
Metoda elementów skończonych jest niezbędna do przewidywania wydajności formy. Dowiedz się, w jaki sposób może ona usprawnić proces projektowania i poprawić wyniki, odwiedzając ten link. ↩
-
Zbadanie zależności między siłą wyrzutu a formowaniem może pomóc zoptymalizować techniki produkcji i jakość produktu. ↩
-
Nauka o poprawie jakości powierzchni może prowadzić do lepszej estetyki i funkcjonalności produktu, co ma kluczowe znaczenie dla sukcesu rynkowego. ↩
-
Poznanie wpływu jakości powierzchni formy może prowadzić do lepszego wykończenia produktu i zmniejszenia liczby wad w produkcji. ↩
-
Zbadanie przyczyn trudności z wyrzucaniem może pomóc w skutecznym rozwiązywaniu problemów i usprawnianiu procesów produkcyjnych. ↩
-
Dowiedz się, jak zoptymalizować proces formowania wtryskowego: Formowanie wtryskowe to proces wytwarzania półproduktów o określonym kształcie poprzez zwiększanie ciśnienia, wtryskiwanie, chłodzenie i oddzielanie stopionych surowców. ↩






