 Przejdź do treści
Przejdź do treści 

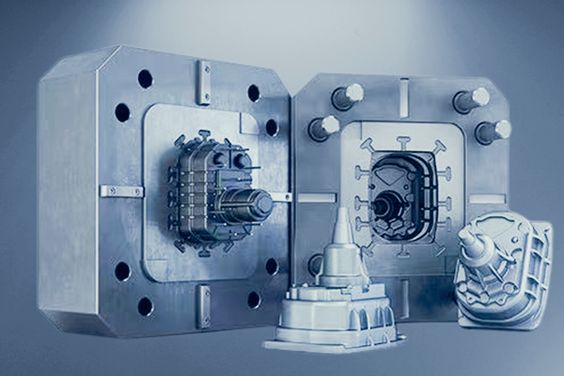
Forma z tworzywa sztucznego to narzędzie dla przemysłu przetwórstwa tworzyw sztucznych i maszyna do formowania tworzyw sztucznych do nadawania produktom z tworzyw sztucznych pełnego kształtu i precyzyjnego rozmiaru.
Ze względu na różnorodność tworzyw sztucznych i metod przetwarzania, maszyny do formowania tworzyw sztucznych i produkty z tworzyw sztucznych oraz strukturę prostych i skomplikowanych, więc typy i struktury form z tworzyw sztucznych są również różnorodne.
Formy są wykorzystywane w różnych branżach do tworzenia produktów. Formowanie tworzyw sztucznych to popularny proces wykorzystywany do tworzenia różnorodnych przedmiotów z tworzyw sztucznych.
W tym wpisie na blogu omówimy wszystko, co musisz wiedzieć o formowaniu tworzyw sztucznych! Omówimy podstawy, takie jak to, czym jest i jak działa, a także bardziej zaawansowane tematy, takie jak różne rodzaje form i materiały, których używają.
Mamy nadzieję, że ten wpis na blogu dostarczy ci wszystkich informacji potrzebnych do podjęcia świadomej decyzji o korzystaniu z naszych usług. formy plastikowe.

Podstawowe wprowadzenie do form plastikowych
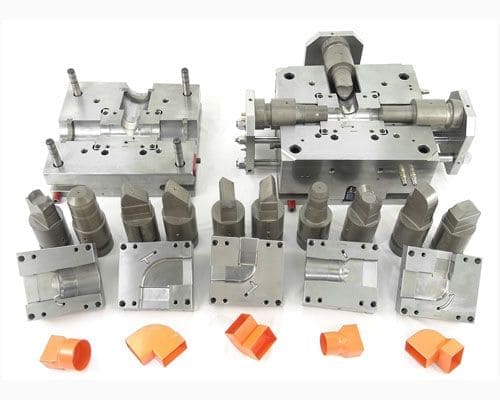
Kombinowana forma z tworzywa sztucznego do formowania tłocznego i wytłaczania, formowanie wtryskoweFormowanie z rozdmuchiwaniem i formowanie niskopiankowe, które obejmuje głównie formę wklęsłą ze zmiennymi wnękami składającą się z podłoża kombinacji formy wklęsłej, zespołu formy wklęsłej i płyty karty kombinacji formy wklęsłej oraz formę wypukłą ze zmiennymi rdzeniami składającą się z podłoża kombinacji formy wypukłej, zespołu formy wypukłej, płyty karty kombinacji formy wypukłej, zespołu odcięcia wnęki i płyty kombinacji odcięcia bocznego.
Skoordynowana zmiana wypukłych i wklęsłych matryc oraz pomocniczy system formowania. Może przetwarzać szereg plastikowych części o różnych kształtach i rozmiarach.
Jest to narzędzie wykorzystywane w przemyśle przetwórstwa tworzyw sztucznych i formowanie tworzyw sztucznych Maszyna do nadawania produktom z tworzyw sztucznych pełnego kształtu i precyzyjnego rozmiaru.

Ze względu na różnorodność tworzyw sztucznych i metod przetwarzania, formowanie tworzyw sztucznych maszyny i produkty z tworzyw sztucznych oraz struktura prostych i złożonych, więc typy i struktury form z tworzyw sztucznych są również różnorodne.
Wraz z szybkim rozwojem przemysłu tworzyw sztucznych i ciągłym doskonaleniem ogólnych i inżynieryjnych tworzyw sztucznych pod względem wytrzymałości i innych aspektów, zastosowanie produktów z tworzyw sztucznych również się rozszerza, a ilość produktów z tworzyw sztucznych rośnie.
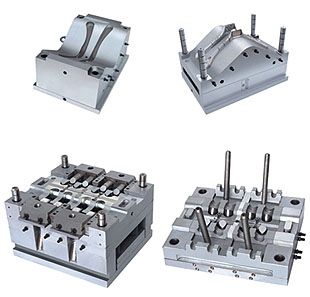
Forma z tworzywa sztucznego to rodzaj narzędzia do produkcji wyrobów z tworzyw sztucznych. Składa się z kilku grup części, a ta kombinacja zawiera wnękę formierską.
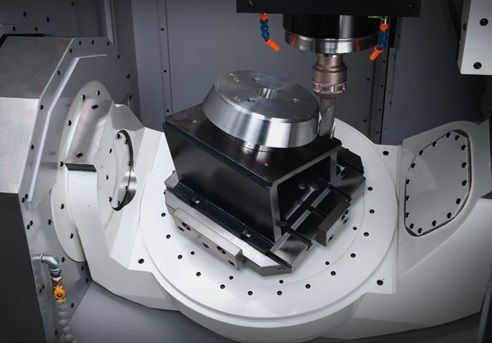
Podczas formowanie wtryskowew narzędzie do form wtryskowych jest zaciśnięty na wtryskarce, stopione tworzywo sztuczne jest wtryskiwane do wnęki formierskiej, chłodzone i kształtowane we wnęce, następnie górna i dolna forma są oddzielane, a produkt jest wyrzucany z wnęki i opuszcza formę przez system wyrzutnika, a na koniec forma jest ponownie zamykana do następnego wtrysku, cały proces wtrysku jest cykliczny.
Ogólnie rzecz biorąc, plastikowa forma składa się z dwóch części: formy ruchomej i formy stałej. Ruchoma forma jest zamontowana na ruchomym szablonie formowanie wtryskowe a stała forma jest zamontowana na stałym szablonie wtryskarki. Ruchomy szablon formy i stały szablon formy to formowanie wtryskowe składa się z maszyn, które są używane do mocowania formy.
Podczas formowanie wtryskoweForma i stała forma są zamknięte, aby utworzyć system zalewania i wnękę, a po otwarciu formy forma i stała forma są oddzielane w celu usunięcia produktów z tworzyw sztucznych.
Chociaż struktura formy może się różnić w zależności od różnorodności i właściwości tworzyw sztucznych, kształtu i struktury produktów z tworzyw sztucznych oraz typu wtryskarki, podstawowa struktura jest taka sama.
Forma składa się głównie z systemu zalewania, systemu regulacji temperatury, części formujących i części konstrukcyjnych.
Wśród nich system zalewania i części formujące są częściami mającymi bezpośredni kontakt z tworzywem sztucznym i zmieniającymi się z tworzywem sztucznym i produktami, które są najbardziej skomplikowanymi i zmiennymi częściami formy i wymagają najwyższego wykończenia i precyzji przetwarzania.
System zalewania to część kanału przepływu, zanim tworzywo sztuczne wejdzie do wnęki z dyszy wtryskowej, w tym główny kanał przepływu, zimna wnęka, kolektor i zasuwa. Części formujące to różne części, które tworzą kształt produktu, w tym ruchoma forma, stała forma i wnęka, rdzeń, pręt formujący i otwór wylotowy itp.
Chińskie formy z tworzyw sztucznych w zaawansowanych technologicznie napędach i popycie na zastosowania w przemyśle filarowym, tworzenie ogromnego łańcucha przemysłowego, od przemysłu surowców i materiałów pomocniczych oraz przetwarzania, testowania sprzętu po maszyny, samochody, motocykle, sprzęt gospodarstwa domowego, komunikację elektroniczną, materiały budowlane i budowlane oraz kilka innych głównych zastosowań w przemyśle, forma plastikowa dynamiczny rozwój.

Główna klasyfikacja form plastikowych
Zgodnie z różnymi metodami formowania, możemy podzielić rodzaje form do przetwórstwa tworzyw sztucznych odpowiadające różnym wymaganiom procesowym, głównie formy wtryskowe, formy do wytłaczania, formy do blistrów, formy do formowania polistyrenu wysokopiennego itp.
a. Formy wtryskowe do tworzyw sztucznych
Zgodnie z naszą wiedzą na temat plastikowe formy wtryskoweJest to głównie rodzaj formy do formowania, najczęściej stosowany w produkcji tworzyw termoplastycznych. części formowane wtryskowo z tworzyw sztucznych.
The plastikowa forma wtryskowa Odpowiada sprzętowi do przetwarzania wtryskarek do tworzyw sztucznych, w których tworzywo sztuczne jest najpierw podgrzewane i topione w beczce na dnie wtryskarki, a następnie popychane przez śrubę lub tłok wtryskarki, wchodzi do wnęki formy przez dyszę wtryskową i system zalewania formy, tworzywo sztuczne jest chłodzone i utwardzane, a produkt jest uzyskiwany przez rozformowanie, to jest całość formowanie wtryskowe proces cyklu.
Konstrukcja zazwyczaj składa się z części formujących, systemu zalewania, części prowadzących, mechanizmu pchającego, układu regulacji temperatury, układu wydechowego, części nośnych i innych części.
The Produkcja form wtryskowych Typowy materiał zwykle przyjmuje moduł stalowy do form plastikowych, typowe materiały to głównie węglowa stal konstrukcyjna, węglowa stal narzędziowa, stopowa stal narzędziowa, stal szybkotnąca itp.
Całość formowanie wtryskowe Metoda procesowa ma zwykle zastosowanie tylko do masowej produkcji produktów z materiałów termoplastycznych, z formowanie wtryskowe tworzyw sztucznych proces produkcji szerokiej gamy wyrobów z tworzyw sztucznych, od artykułów codziennego użytku po wszelkiego rodzaju złożone maszyny, urządzenia elektryczne, części transportowe itp. są formowane wtryskowo, jest to najczęściej stosowana w produkcji wyrobów z tworzyw sztucznych metoda przetwarzania.

b. Plastikowa forma kompresyjna
Istnieją dwa rodzaje form strukturalnych, formowanie tłoczne i tłoczenie formowanie wtryskowe. Są one używane głównie do formowania termoutwardzalnych tworzyw sztucznych, a ich odpowiednim wyposażeniem jest maszyna do formowania ciśnieniowego.
Metoda formowania tłocznego opiera się na charakterystyce tworzyw sztucznych, forma jest podgrzewana do temperatury formowania (zazwyczaj 103°-108°), następnie odmierzony proszek do formowania tłocznego jest umieszczany w gnieździe formy i komorze napełniania, a forma jest zamykana.
Formowanie wtryskowe różni się od formowania tłocznego tym, że istnieje oddzielna komora napełniania, a forma jest zamknięta przed formowaniem, a tworzywo sztuczne jest wstępnie podgrzewane w komorze napełniania i jest w stanie lepkiego przepływu, a następnie jest regulowane i wyciskane do wnęki formy pod ciśnieniem w celu utwardzenia i uformowania.
Formy kompresyjne są również używane do formowania niektórych specjalnych tworzyw termoplastycznych, takich jak termoplasty, które są trudne do stopienia (takie jak poligafluoroetylen) (formowanie tłoczne na zimno), soczewki żywiczne o bardzo wysokich właściwościach optycznych, nitrocelulozowe kierownice samochodowe z lekkim spienianiem itp.
Formy do formowania tłocznego składają się głównie z wnęk, wnęk wypełniających, mechanizmu prowadzącego, części wypychających, systemu grzewczego itp. Kompresja formy wtryskowe są szeroko stosowane w hermetyzacji komponentów elektrycznych.
Materiały użyte w produkcja form do formowania tłocznego są w zasadzie takie same jak formy wtryskowe.

c. Forma do wytłaczania tworzyw sztucznych
Nazywana jest również głowicą do wytłaczania, która jest szeroko stosowana do przetwarzania rur, prętów, monofilamentów, płyt, folii, okładzin z drutu i kabli, profili itp.
Odpowiadającym jej sprzętem produkcyjnym jest wytłaczarka do tworzyw sztucznych, której zasadą jest topienie i uplastycznianie stałego tworzywa sztucznego w warunkach ogrzewania i obrotu ślimaka wytłaczarki oraz ciśnienia, a także wytwarzanie ciągłych produktów z tworzyw sztucznych o tym samym przekroju co kształt formy ustnej poprzez określony kształt formy ustnej.
Jego materiały produkcyjne to głównie węglowa stal konstrukcyjna, narzędzia stopowe itp. Niektóre matryce do wytłaczania są również inkrustowane materiałami odpornymi na zużycie, takimi jak diament, w częściach, które muszą być odporne na zużycie.
Średni proces wytłaczania ma zwykle zastosowanie tylko do produkcji wyrobów termoplastycznych, a jego struktura wyraźnie różni się od struktury wyrobów termoplastycznych. formy wtryskowe i formy do prasowania.

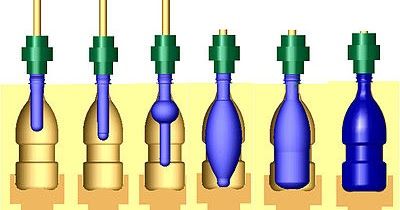
d. Forma do formowania z rozdmuchiwaniem tworzyw sztucznych
Jest to rodzaj formy używanej do formowania pustych w środku pojemników z tworzyw sztucznych (takich jak butelki na napoje, codzienne produkty chemiczne i inne pojemniki opakowaniowe), a formy formowania z rozdmuchiwaniem to głównie wytłaczanie z rozdmuchiwaniem, formowanie wtryskowe z rozdmuchiwaniemformowanie z rozdmuchiwaniem z przedłużeniem wtrysku (powszechnie znane jako "wtrysk z rozdmuchiwaniem"), wielowarstwowe formowanie z rozdmuchiwaniem, formowanie z rozdmuchiwaniem arkuszy itp. Formowanie itp.
Formowanie z rozdmuchiwaniem pustych produktów odpowiadających sprzętowi jest zwykle nazywane maszyną do formowania z rozdmuchiwaniem tworzyw sztucznych, formowanie z rozdmuchiwaniem ma zastosowanie tylko do produkcji termoplastycznych odmian produktów.
Struktura form rozdmuchowych jest stosunkowo prosta, a stosowane materiały są w większości wykonane z węgla.
e. Plastikowa forma blistrowa
Jest to rodzaj formy, która przyjmuje plastikową płytę lub arkusz jako surowiec do tworzenia prostych produktów z tworzyw sztucznych.
Jego zasadą jest wykorzystanie metody otwierania próżniowego lub metody formowania sprężonym powietrzem do wykonania plastikowej płyty lub arkusza zamocowanego na wklęsłej lub wypukłej formie, odkształcającego się pod wpływem ogrzewania i zmiękczania oraz przyklejania się do wnęki formy w celu uzyskania wymaganych uformowanych produktów, stosowanych głównie w produkcji niektórych artykułów codziennego użytku, żywności, zabawek i innych produktów opakowaniowych.
Ponieważ ciśnienie w blistrze jest niskie, materiał formy jest w większości wykonany z odlewu aluminiowego lub niemetalowego, a konstrukcja jest prosta.

f. Wysoce spieniona forma do formowania polistyrenu
Jest to forma do formowania piankowych materiałów opakowaniowych o różnych kształtach poprzez zastosowanie surowca EPS (perełek polistyrenu i środka porotwórczego).
Zasadą jest, że EPS może być formowany w parę w formie, w tym w prostych formach obsługiwanych ręcznie i hydraulicznych formach piankowych dwóch typów, używanych głównie do produkcji opakowań przemysłowych.
Materiały używane do produkcji takich form to odlew aluminiowy, stal nierdzewna, brąz itp.

Elementy konstrukcyjne form plastikowych
Projektowanie i produkcja form ma ścisły związek z przetwarzaniem tworzyw sztucznych. Sukces lub porażka przetwórstwa tworzyw sztucznych zależy w dużej mierze od efektu projektu formy i jakości jej wykonania. produkcja formPodczas gdy projektowanie form do tworzyw sztucznych opiera się na prawidłowym projektowaniu produktów z tworzyw sztucznych.
Projekt formy z tworzywa sztucznego uwzględniający elementy konstrukcyjne to
1. Powierzchnia podziału, tj. powierzchnia styku, na której forma wklęsła i forma wypukła pasują do siebie, gdy forma jest zamknięta.
Na jego lokalizację i formę wpływa kształt i wygląd produktu, jednolita grubość ścianki, metoda formowania, proces obróbki końcowej, typ i struktura formy, metoda wyjmowania z formy i struktura maszyny do formowania itp.
2. Części konstrukcyjne, tj. suwak, ukośny blat, prosty górny blok złożonych form itp.
Projektowanie części konstrukcyjnych jest bardzo ważne, co jest związane z żywotnością formy, cyklem przetwarzania, kosztami, jakością produktu itp. Dlatego też projektowanie struktury rdzenia złożonych form wymaga od projektanta dużej wszechstronności, dążenia do jak najprostszych, trwalszych i bardziej ekonomicznych rozwiązań projektowych.
3. Dokładność formy, tj. unikanie kart, precyzyjne pozycjonowanie, słup prowadzący, trzpień pozycjonujący itp.
System pozycjonowania jest związany z jakością wyglądu produktu, jakością formy i żywotnością, zgodnie z różną strukturą formy, wybierz różne metody pozycjonowania, kontrola dokładności pozycjonowania opiera się głównie na przetwarzaniu, wewnętrzne pozycjonowanie formy jest głównie projektantem do pełnego rozważenia, zaprojektowania bardziej rozsądnej i łatwej do dostosowania metody pozycjonowania.
4. System zalewania, czyli od formowanie wtryskowe dysza maszyny do wnęki między kanałem zasilającym, w tym głównym kanałem przepływu, kanałem przekierowania, zasuwą i zimną wnęką.
W szczególności, położenie bramy powinno być dobrane tak, aby ułatwić stopionemu tworzywu sztucznemu w dobrym stanie przepływu wypełnioną wnękę, przymocowaną do produktu stałego kanału, a zimny materiał bramy jest łatwy do wyrzucenia z formy i usunięcia po otwarciu formy (z wyjątkiem formy gorącokanałowej).
5. współczynnik skurczu tworzywa sztucznego i czynniki wpływające na dokładność wymiarową produktu, takie jak produkcja form i błędy montażowe, zużycie formy itp.
Ponadto, konstrukcja systemów kompresji i formy wtryskoweNależy również wziąć pod uwagę proces maszyny do formowania i parametry strukturalne dopasowania. Technologia projektowania wspomaganego komputerowo jest szeroko stosowana w projektowaniu form z tworzyw sztucznych.

Akcesoria do form plastikowych
Stempel, głowica, kolumna prowadząca, tuleja prowadząca, precyzyjne pozycjonowanie, pręt wyrzutnika, trzpień wyrzutnika, tuleja, urządzenie ślizgowe, urządzenie pochyłe, stalowa tuleja kulkowa, datownik, forma plastikowa sprężyna, uszczelka, złącze chłodzące, tłok wodny, pierścień pozycjonujący, tuleja zasuwy, sworzeń do ciągnięcia materiału, drążek łączący, gwóźdź ograniczający, gwóźdź do śmieci, słupek podpierający, otwieracz, kontroler sekwencji otwierania formy (zespół klamry blokującej formy) itp.
Części konstrukcyjne form z tworzyw sztucznych
Skład
Struktura form rozdmuchowych, odlewniczych i termoformujących jest stosunkowo prosta.
Forma kompresyjna, forma wtryskowa a struktura formy transferowej jest bardziej złożona, części tego rodzaju formy są również bardziej złożone.
Podstawowe części to
1. Części formujące, w tym forma wklęsła, forma wypukła, różne rdzenie formujące, to produkty formujące wewnątrz i na zewnątrz powierzchni lub górnego i dolnego końca, otwory boczne, boczne wklęsłe i gwintowane części.
2. Wspieranie stałych części, w tym płyty podstawy formy, płyty stałej, płyty wsporczej, podkładki itp. w celu zamocowania formy lub podtrzymania ciśnienia.
3. Części prowadzące, w tym słupek prowadzący i tuleja prowadząca, do określania względnego położenia formy lub ruchu mechanizmu uruchamiającego.
4. Części do wyciągania rdzenia, w tym kołki przechylające, suwaki itp., służą do wyciągania ruchomego rdzenia po otwarciu formy, dzięki czemu produkt jest uwalniany z formy.
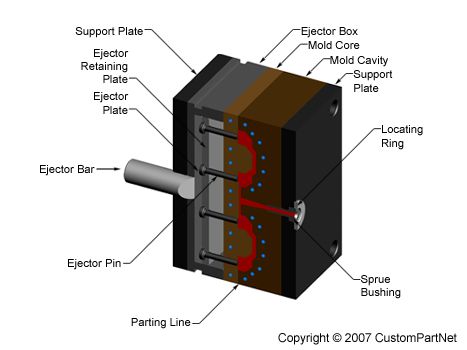
5. Części wypychające, w tym popychacz, rura wypychająca, blok wypychający, płyta wypychająca, pierścień wypychający, płyta stała popychacza, płyta wypychająca itp.
Ten rodzaj ramy formy jest wykonany z podstawowych części, których struktura, forma i rozmiar zostały znormalizowane i zserializowane, a wnęka może być przetwarzana zgodnie z kształtem produktów. Zastosowanie standardowej ramy formy sprzyja skróceniu cyklu wytwarzania formy.
Powszechnie stosowana rola podstawy formy
Stała płyta podstawy formy (panel): przednia forma zamocowana na wtryskarce.
Płyta startowa (płyta wylewowa): usuń łodygę odpadu podczas otwierania formy, aby automatycznie odpadła (forma trzypłytowa).
Płytka mocująca (płytka A): przednia część formowanego produktu.
Stała płyta ruchomej matrycy (płyta B): tylna część formowanych produktów.
Podkładka: stopa formy, jej rolą jest zapewnienie górnej płycie wystarczającej przestrzeni do poruszania się.
Płyta wypychająca: wypycha produkt z formy poprzez wypchnięcie części, takich jak górny pręt, górny blok i pochylony blat podczas otwierania formy.
Ruchoma płyta podstawy formy (płyta dolna): do mocowania tylnej formy na formowanie wtryskowe maszyna.
Słup prowadzący i tuleja prowadząca: odgrywają rolę prowadzącą i pozycjonującą, wspomagają przednie i tylne otwieranie formy oraz formę i podstawowe pozycjonowanie.
Kolumna wspierająca (głowica wspierająca): poprawia wytrzymałość płyty B, skutecznie zapobiega deformacji płyty B spowodowanej długotrwałą produkcją.
Słupek prowadzący płyty górnej (środkowy toast): prowadzi i pozycjonuje płytę dociskową, aby zapewnić płynne wyrzucanie.
Wymagania dotyczące materiałów do form plastikowych
Warunki pracy form do tworzyw sztucznych różnią się od warunków pracy form do wykrawania na zimno, które zazwyczaj muszą pracować w temperaturze 150°C-200°C. Oprócz tego, że podlegają one pewnemu naciskowi, muszą również znosić wpływ temperatury.
Teraz według forma do formowania tworzyw sztucznych warunki użytkowania, metody przetwarzania różnych forma plastikowa z podstawowymi wymaganiami dotyczącymi wydajności stali jest z grubsza podsumowana w następujący sposób.

Odpowiednia twardość powierzchni i odporność na zużycie
Forma z tworzywa sztucznego twardość wynosi zwykle poniżej 50-60HRC, po obróbce cieplnej formy powinna być wystarczająca twardość powierzchni, aby zapewnić wystarczającą sztywność formy.
Forma w pracy ze względu na napełnianie i przepływ tworzywa sztucznego, aby wytrzymać duże naprężenia ściskające i tarcie, wymagające od formy utrzymania dokładności kształtu i dokładności wymiarowej stabilności, aby zapewnić, że forma ma wystarczającą żywotność.
Odporność na zużycie formy zależy od składu chemicznego stali i twardości obróbki cieplnej, więc poprawa twardości formy sprzyja poprawie jej odporności na zużycie.

Doskonała przetwarzalność cięcia
Większość formy do formowania tworzyw sztucznychOprócz przetwarzania EMD należy również przeprowadzić pewną ilość obróbki cięcia i naprawy zacisków.
Aby wydłużyć żywotność narzędzi skrawających, poprawić wydajność skrawania, zmniejszyć chropowatość powierzchni, twardość stali do form z tworzyw sztucznych musi być odpowiednia.

Dobra wydajność polerowania
Wysokiej jakości produkty z tworzyw sztucznych, wymagające małej chropowatości powierzchni wnęki.
Na przykład forma wtryskowa wymagana wartość chropowatości powierzchni wnęki mniejsza niż Ra0,1 ~ 0,25, powierzchnia optyczna wymaga Ra <0,01nm, wnęka powinna być wypolerowana w celu zmniejszenia wartości chropowatości powierzchni.
Z tego powodu wybór stali wymaga mniejszej ilości zanieczyszczeń materiałowych, jednorodności mikrodrobin tkankowych, braku kierunkowości włókien, polerowanie nie powinno wykazywać defektów pockmark lub skórki pomarańczowej.

Dobra stabilność termiczna
Forma wtryskowa do tworzyw sztucznych Części mają często skomplikowany kształt, trudny do przetworzenia po hartowaniu, dlatego należy starać się stosować dobrą stabilność termiczną.
Gdy proces formowania po obróbce cieplnej ze względu na współczynnik rozszerzalności liniowej, odkształcenie obróbki cieplnej jest niewielkie, różnica temperatur spowodowana niewielką szybkością zmiany rozmiaru, organizacji metalograficznej i stabilności rozmiaru formy, może być zmniejszona lub nie jest już przetwarzana w celu zapewnienia dokładności rozmiaru formy i wymagań dotyczących chropowatości powierzchni.
45, 50 gatunków stali węglowej ma pewną wytrzymałość i odporność na zużycie, po obróbce odpuszczającej jest najczęściej stosowany do materiałów ramy formy.
Wysokowęglowa stal narzędziowa, niskostopowa stal narzędziowa po obróbce cieplnej ma wysoką wytrzymałość i odporność na zużycie, bardziej nadaje się do formowania części.
Jednak wysokowęglowa stal narzędziowa, ze względu na odkształcenia związane z obróbką cieplną, nadaje się tylko do produkcji części formierskich o niewielkich rozmiarach i prostym kształcie.
Wraz z rozwojem przemysłu tworzyw sztucznych, złożoność produktów z tworzyw sztucznych, precyzja i inne wymagania są coraz wyższe, materiał formy również stawia wyższe wymagania.
Do produkcji złożonych, precyzyjnych i odpornych na korozję form z tworzyw sztucznych można stosować stal wstępnie hartowaną (taką jak PMS), stal odporną na korozję (taką jak PCR) i niskowęglową stal martenzytyczną (taką jak 18Ni-250), mającą lepsze właściwości cięcia, obróbki cieplnej i polerowania oraz wyższą wytrzymałość.
Ponadto przy wyborze materiałów należy również wziąć pod uwagę zapobieganie ścieraniu i klejeniu, takie jak istnienie względnego ruchu dwóch powierzchni, staraj się unikać wyboru materiałów o tej samej strukturze organizacyjnej, specjalne warunki mogą być powlekane lub azotowane z jednej strony, tak aby dwie strony miały inną strukturę powierzchni.

Wybór materiału formy do tworzyw sztucznych
1. warunki pracy form z tworzyw sztucznych
Ze względu na rozwój tworzyw sztucznych i formowanie tworzyw sztucznych Wymagania jakościowe dla form z tworzyw sztucznych stają się coraz wyższe, co powoduje, że awaria formy do tworzyw sztucznych i czynniki na nie wpływające stały się ważnymi tematami badań.
Główne części robocze forma plastikowa to części formierskie, takie jak formy wypukłe, wklęsłe itp. Stanowią one wnękę formy z tworzywa sztucznego do formowania różnych powierzchni części z tworzyw sztucznych i bezpośredniego kontaktu z tworzywem sztucznym, podlegającym ciśnieniu, temperaturze, tarciu i korozji itp.

2. Analiza przyczyn uszkodzeń materiałów form z tworzyw sztucznych
Ogólna produkcja form obejmuje projektowanie form, dobór materiałów, obróbkę cieplną, obróbkę cnc, uruchomienie i procesy instalacyjne.
Zgodnie z wynikami badania: czynniki awarii formy, forma zastosowana w materiale i obróbka cieplna są głównymi czynnikami wpływającymi na żywotność.
Z perspektywy kompleksowego zarządzania jakością, czynniki wpływające na żywotność formy nie mogą być mierzone jako suma wielomianów, ale powinny być iloczynem wielu czynników, tak więc zalety i wady materiałów form i obróbki cieplnej w całym procesie produkcji form są szczególnie ważne.
Na podstawie analizy powszechnego zjawiska awarii formy, forma z tworzywa sztucznego w procesie serwisowym może powodować utratę zużycia, miejscowe uszkodzenie deformacji i uszkodzenie pęknięcia.
Istotne formy uszkodzenia formy z tworzywa sztucznego można podzielić na uszkodzenie związane z utratą zużycia, uszkodzenie związane z lokalnym odkształceniem plastycznym i uszkodzenie związane z pęknięciem.

3. Wymagania dotyczące wydajności stali do form z tworzyw sztucznych
Wraz z szybkim rozwojem przemysłu wytwórczego, formy z tworzyw sztucznych są niezbędnym narzędziem w produkcji. formowanie tworzyw sztucznych Z roku na rok udział w całkowitej produkcji form wzrastał.
Wraz z rozwojem wysokowydajnych tworzyw sztucznych i ciągłej produkcji, rosnąca różnorodność produktów z tworzyw sztucznych, rozszerzenie zastosowania produktów do precyzyjnego, dużego i złożonego rozwoju.
Produkcja form do szybkiego rozwoju, warunki pracy formy są również coraz bardziej złożone.
1) zużycie i korozja powierzchni wnęki
Stopienie tworzywa sztucznego do pewnego ciśnienia w przepływie wnęki formy, zestalenie części z tworzywa sztucznego z formy, jest spowodowane tarciem na powierzchni formy, powodując zużycie.
Podstawową przyczyną zużycia form z tworzyw sztucznych jest tarcie między formą a materiałem. Jednak konkretna forma zużycia i proces zużycia są związane z wieloma czynnikami, takimi jak ciśnienie, temperatura, prędkość deformacji materiału i stan smarowania formy w procesie roboczym.
Gdy materiał i obróbka cieplna formy z tworzywa sztucznego są nierozsądne, powierzchnia wnęki formy z tworzywa sztucznego ma niską twardość i słabą odporność na zużycie, co objawia się w następujący sposób: rozmiar powierzchni wnęki jest bardzo słaby z powodu zużycia i deformacji; wartość chropowatości staje się wysoka z powodu ciągnięcia włosów, a jakość powierzchni pogarsza się.
Zwłaszcza w przypadku zastosowania materiałów stałych we wnęce modelu z tworzywa sztucznego, zintensyfikuje to zużycie powierzchni wnęki.
Ponadto przetwarzanie tworzyw sztucznych zawiera chlor, fluor i inne składniki rozkładu cieplnego gazów korozyjnych HC1, HF, co powoduje zużycie korozyjne powierzchni wnęki formy z tworzywa sztucznego, powodując awarię.
Jeśli uszkodzenie spowodowane zużyciem nastąpi w tym samym czasie, co zużycie, tak że powierzchnia wnęki poszycia lub innej warstwy ochronnej zostanie uszkodzona, będzie to sprzyjać procesowi korozji.
Dwa rodzaje uszkodzeń działają krzyżowo, przyspieszając korozję efektu utraty zużycia.

2) Uszkodzenie w wyniku odkształcenia plastycznego
Ciśnienie powierzchniowe wnęki modelu z tworzywa sztucznego, ciepło może spowodować uszkodzenie odkształcenia plastycznego, zwłaszcza gdy mała forma w sprzęcie o dużym tonażu, bardziej prawdopodobne jest, że spowoduje przeciążenie odkształcenia plastycznego.
Innym powodem jest zbyt cienka warstwa utwardzająca powierzchnię wnęki formy, niewystarczająca odporność na odkształcenia lub temperatura robocza wyższa niż temperatura odpuszczania i zmiękczenie przemiany fazowej oraz wczesne uszkodzenie formy.
3) Złamanie
Głównym powodem pęknięć jest struktura, różnica temperatur i naprężenia strukturalne, naprężenia termiczne lub niewystarczające odpuszczanie, przy użyciu temperatury, tak że austenit szczątkowy przekształca się w martenzyt, powodując miejscowe rozszerzenie objętości, naprężenie tkanki generowane wewnątrz formy.
Warunki pracy formy do tworzyw sztucznych różnią się od form do tłoczenia na zimno, które generalnie muszą pracować w temperaturze 150-200 ℃ i podlegają wpływom temperatury oprócz pewnego ciśnienia.
Ta sama forma będzie miała różne formy uszkodzeń, nawet w tej samej formie mogą pojawić się różne uszkodzenia.
Od formy awarii forma plastikowaWiadomo, że rozsądny wybór materiału formy z tworzywa sztucznego i obróbki cieplnej jest bardzo ważny, ponieważ są one bezpośrednio związane z żywotnością formy.

4. plastikowe formy stalowe powinny spełniać następujące wymagania
1) Odporność na ciepło
Wraz z pojawieniem się szybkich maszyn do formowania, prędkość pracy produktów z tworzyw sztucznych została przyspieszona.
Ponieważ temperatura formowania wynosi od 200 do 350 ℃, jeśli przepływ tworzywa sztucznego nie jest dobry, a prędkość formowania jest duża, spowoduje to, że temperatura powierzchni formy przekroczy 400 ℃ w bardzo krótkim czasie.
Aby zapewnić dokładność używanej formy i niewielkie odkształcenia, stal formierska powinna charakteryzować się wysoką odpornością na ciepło.
2) Wystarczająca odporność na zużycie
Wraz z rozszerzeniem zastosowania produktów z tworzyw sztucznych, w tworzywach sztucznych często trzeba dodawać włókno szklane i inne materiały nieorganiczne w celu zwiększenia plastyczności, ze względu na dodanie dodatków, tak że płynność tworzywa sztucznego znacznie się zmniejszyła, co powoduje zużycie formy, więc wymaga dobrej odporności na zużycie.
3) Doskonała przetwarzalność cięcia
Większość formy do formowania tworzyw sztucznychOprócz obróbki EDM należy również przeprowadzić pewną ilość obróbki skrawaniem i naprawy zacisków.
Aby przedłużyć żywotność narzędzi skrawających, hartowanie w procesie skrawania jest niewielkie.
Aby uniknąć deformacji formy i wpłynąć na dokładność, należy mieć nadzieję, że naprężenie szczątkowe podczas przetwarzania może być kontrolowane do minimum.

4) Dobra stabilność termiczna
Forma wtryskowa do tworzyw sztucznych Części mają często skomplikowany kształt, trudny do przetworzenia po hartowaniu, dlatego należy starać się stosować dobrą stabilność termiczną materiału.
5) Wydajność przetwarzania powierzchni lustrzanej
Powierzchnia wnęki jest gładka, a powierzchnia formowania jest polerowana do powierzchni lustrzanej o chropowatości powierzchni mniejszej niż Ra0,4 μm, aby zapewnić wygląd części tłoczonych z tworzywa sztucznego i ułatwić wyjmowanie z formy.
6) Wydajność obróbki cieplnej
W przypadku awarii formy, wypadek spowodowany obróbką cieplną wynosi zazwyczaj 52,3%, więc obróbka cieplna w całości produkcja form zajmuje ważną pozycję, proces obróbki cieplnej ma większy wpływ na jakość formy.
Ogólne wymagania dotyczące odkształcenia obróbki cieplnej są niewielkie, zakres temperatur hartowania, wrażliwość na przegrzanie jest niewielka, szczególnie w celu uzyskania większej hartowności i hartowności itp.
7) Odporność na korozję
W procesie formowania może uwalniać się korozyjny rozkład gazów korozyjnych, takich jak HC1, HF i inne korozyjne formy, czasami w ujściu kanału powietrznego, aby spowodować rdzewienie i uszkodzenie formy, więc wymagania dotyczące stali formierskiej mają dobrą odporność na korozję.
5. Nowa stal do form plastikowych
Ogólna forma z tworzywa sztucznego jest często używana do normalizacji stanu stali 45 lub stali 40Cr poprzez odpuszczanie.
Wymagania dotyczące twardości form o wysokiej zawartości tworzyw sztucznych wykorzystujących CrWMn lub Crl2MoV i inne rodzaje stali.
Dla temperatury roboczej forma plastikowaMożna wybrać wysoką wytrzymałość stali do formowania na gorąco.
Aby spełnić wyższe wymagania dotyczące dokładności wymiarowej i jakości powierzchni wnęki z tworzywa sztucznego, niedawno opracowano serię nowych form stalowych.
1) Nawęglana stal do form z tworzywa sztucznego
Nawęglana stal do form z tworzyw sztucznych jest używana głównie do kompleksowego formowania w procesie wytłaczania na zimno forma plastikowaZawartość węgla w takiej stali jest niska, często dodaje się pierwiastek Cr, dodając odpowiednią ilość Ni, Mo i v, rolą jest poprawa hartowności i zdolności nawęglania, w celu ułatwienia formowania wytłaczania na zimno, taka stal w stanie wyżarzonym musi mieć wysoką plastyczność i niską odporność na odkształcenia, wyżarzona twardość ≤ 1 00HBS.
Po formowaniu przez wytłaczanie na zimno w celu nawęglania i hartowania oraz odpuszczania, twardość powierzchni może osiągnąć 58 - 62 HRC.
Stale te mają specjalne gatunki za granicą, takie jak szwedzki 8416, amerykańskie P2 i P4 itp.
W kraju często stosuje się stal 12CrNi3A i 12Cr2Ni4A, 20Cr2Ni4A, dobrą odporność na zużycie, brak zjawiska zapadania się i łuszczenia powierzchni, wydłużoną żywotność formy.
Pierwiastki stali Cr, Ni, Mo, V zwiększają twardość i odporność na zużycie nawęglanej warstwy oraz wytrzymałość rdzenia.

2) Wstępnie hartowana stal do form z tworzywa sztucznego
Zawartość węgla w tym typie stali wynosi 0,3% -O,55%, powszechnie stosowanymi pierwiastkami stopowymi są Cr, Ni, Mn, v, itp. W celu poprawy skrawalności, dodaje się s, ca i inne pierwiastki.
Poprzez opracowanie, wprowadzenie i rozwój kilku typowych forma plastikowa Stal Y55CrNiMn-MoVS (SMI) została opracowana w Chinach i zawiera system łatwych do cięcia S forma plastikowa stal, która charakteryzuje się wstępnie utwardzoną twardością 35_40 HRC, dobrą skrawalnością, bez obróbki cieplnej po obróbce, może być stosowana bezpośrednio.
Dodanie stałego roztworu Ni wzmacnia i zwiększa wytrzymałość, dodanie Mn i S tworzy fazę cięcia MnS; dodanie Cr, Mo, V, zwiększa hartowność stali 8Cr2S jest wystarczające, aby należeć do precyzyjnej stali formierskiej.
3) Twardniejąca z wiekiem stal do form z tworzywa sztucznego
Opracowanie martenzytycznej stali starzeniowej o niskiej zawartości kobaltu, bez kobaltu, o niskiej zawartości niklu, MASI jest typową martenzytyczną stalą starzeniową.
Po obróbce roztworem stałym w 8150C twardość wynosi 28-32 HRC, ding do obróbki mechanicznej, a następnie przez starzenie w 4800C, starzenie rozkłada Ni3Mo, Ni3Ti i inne związki międzymetaliczne, dzięki czemu twardość 48-52 HRC. wysoka wytrzymałość stali, niewielkie zmiany wymiarowe podczas starzenia, dobra wydajność spawania, ale stal droga, mniej popularna w kraju.
(4) Odporna na korozję stalowa forma z tworzywa sztucznego
Polichlorek winylu (Pvc) i ABS oraz żywica ognioodporna jako surowce do produktów z tworzyw sztucznych, rozkład gazów korozyjnych wytwarzanych podczas procesu formowania spowoduje korozję formy.
W związku z tym stal na formy do tworzyw sztucznych musi charakteryzować się dobrą odpornością na korozję. Zagraniczne powszechnie stosowane odporne na korozję plastikowe formy ze stali nierdzewnej martenzytycznej i stali nierdzewnej utwardzanej wydzieleniowo dwa rodzaje.
Zagraniczne, takie jak szwedzki ASSAB STVAX (4Crl3) i A SSAB a 8407 itp.
Produkty z tworzyw sztucznych
Wprowadzenie do kształtu
Wszystkie rodzaje narzędzi i produktów używanych w naszej codziennej produkcji i życiu, od podstawy obrabiarek i obudów maszyn po małą embrionalną śrubę z łbem, przycisk i obudowę różnych urządzeń gospodarstwa domowego, wszystkie mają ścisły związek z formą.
Kształt formy determinuje kształt tych produktów, a jakość przetwarzania i precyzja formy również determinują jakość tych produktów.
Ze względu na różne materiały, wygląd, specyfikacje i zastosowania różnych produktów, formy są podzielone na formy odlewnicze, formy do kucia, formy do odlewania ciśnieniowego, formy do tłoczenia i inne formy nieplastyczne, a także formy z tworzyw sztucznych.
Zastosowania technologii
1. takie jak: urządzenia gospodarstwa domowego, przyrządy i mierniki, sprzęt budowlany, przemysł motoryzacyjny, sprzęt codziennego użytku i wiele innych dziedzin, udział produktów z tworzyw sztucznych szybko rośnie.
Rozsądnie zaprojektowane części z tworzyw sztucznych mogą często zastąpić wiele tradycyjnych części metalowych. Trend plastyfikacji produktów przemysłowych i produktów codziennego użytku rośnie.
2. ogólna definicja formy: w produkcji przemysłowej, z różnymi prasami i specjalnymi narzędziami zamontowanymi na prasie, poprzez nacisk materiałów metalowych lub niemetalowych w celu wytworzenia części lub produktów o wymaganym kształcie, to specjalne narzędzie jest zbiorczo znane jako forma.
3. Formowanie wtryskowe Opis procesu: forma jest narzędziem do produkcja wyrobów z tworzyw sztucznych.

4. Ogólna klasyfikacja formy: można podzielić na formy plastikowe i formy nieplastyczne.
(1) Formy nieplastyczne to: formy odlewnicze, formy do kucia, formy do tłoczenia, formy do odlewania ciśnieniowego itp.
A. Forma odlewnicza - kran, platforma z surówki
B. Forma do kucia - karoseria samochodowa
C. Forma do tłoczenia - panel komputerowy
D. Forma odlewnicza - superstop, blok cylindrów
(2) Forma z tworzywa sztucznego Zgodnie z procesem produkcyjnym i produktami produkcyjnymi są podzielone na.
A. Forma do formowania wtryskowego - Powłoka TV, przyciski klawiatury (najczęstsze zastosowanie)
B. Forma do rozdmuchiwania powietrzem - butelki na napoje
C. forma do formowania tłocznego - przełączniki bakelitowe, naukowe naczynia porcelanowe
D. Matryce do formowania transferowego - układy scalone
E. Forma do wytłaczania - tubka kleju, plastikowe torby
F. Przezroczysta powłoka opakowania do formowania termicznego
G. Forma do formowania rotacyjnego - miękkie gumowe zabawki dla lalek
Formowanie wtryskowe jest najpopularniejszą metodą stosowaną w przetwórstwie tworzyw sztucznych.
Metoda ta ma zastosowanie do wszystkich tworzyw termoplastycznych i niektórych tworzyw termoutwardzalnych, a ilość wytwarzanych produktów z tworzyw sztucznych jest nieporównywalna z innymi metodami formowania.

Jako jedno z głównych narzędzi formowanie wtryskowe proces, forma wtryskowa, pod względem dokładności jakości, cyklu produkcyjnego i wydajności produkcji w formowanie wtryskowe proces, bezpośrednio wpływa na jakość, wydajność, koszty i odnawianie produktów, a także określa szybkość reakcji i szybkość przedsiębiorstw w konkurencji rynkowej.
Określa również szybkość reakcji i szybkość przedsiębiorstwa w konkurencji rynkowej.
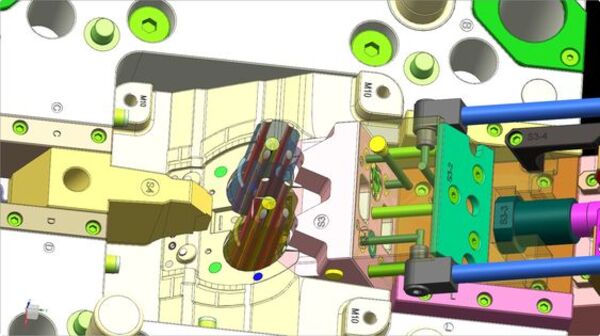
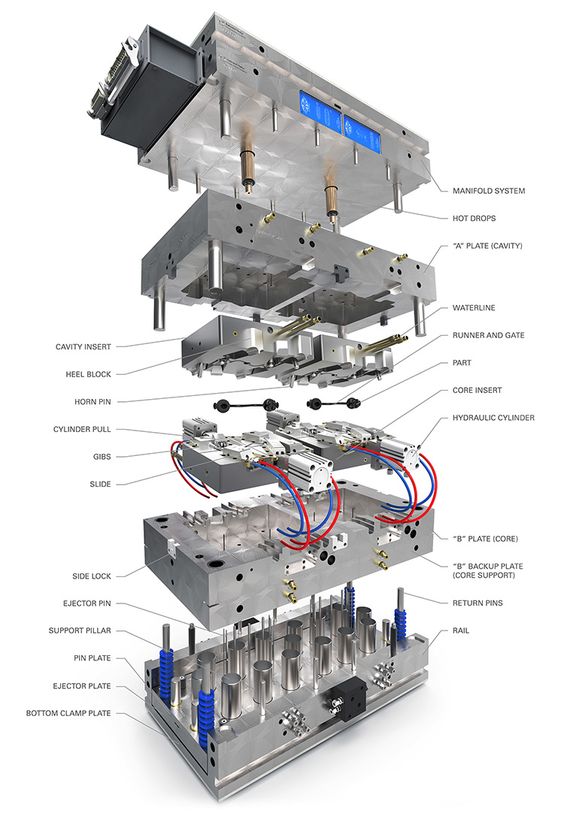
The narzędzie do formowania wtryskowego składa się z kilku stalowych płyt z różnymi częściami, zasadniczo podzielonych na.
Urządzenie do formowania (forma wklęsła, forma wypukła)
B urządzenie pozycjonujące (słupek prowadzący, tuleja prowadząca)
C urządzenie stałe (płyta I, gniazdo formy)
D układ chłodzenia (otwór do transportu wody)
E System stałej temperatury (rura grzewcza, gorący drut)
F System runner (otwór chirp, szczelina runner, otwór runner)
G System wyrzutnika (trzpień wyrzutnika, drążek wyrzutnika)
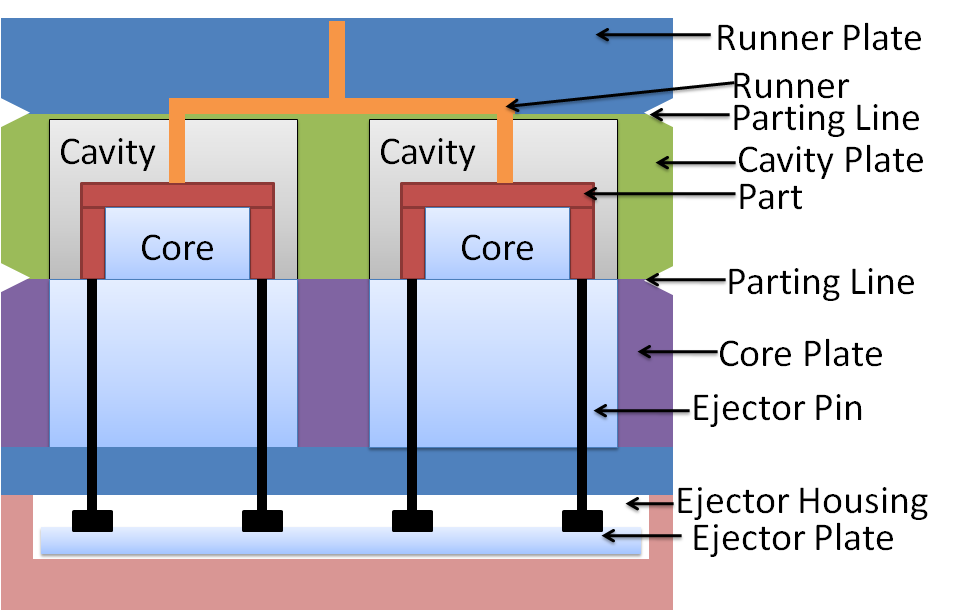
5. Formy można podzielić na trzy kategorie według różnych typów systemów zalewania.
(1) Duża forma wylewowa: prowadnica i brama znajdują się na linii podziału, a produkt jest rozformowywany razem po otwarciu formy, konstrukcja jest najprostsza, łatwa w obróbce, a koszt jest niski, więc więcej osób przyjmuje działanie systemu dużej wylewki.
(2) Drobna forma wylewowa: prowadnica i brama nie znajdują się na linii podziału, zazwyczaj bezpośrednio na produkcie, dlatego konieczne jest zaprojektowanie więcej niż jednej grupy linii podziału wylewki, projekt jest bardziej skomplikowany, przetwarzanie jest trudniejsze, ogólnie w zależności od wymagań produktu i wybierz system drobnej wylewki.
(3) forma gorącokanałowa: struktura tego rodzaju formy jest mniej więcej taka sama jak w przypadku drobnej wylewki, największą różnicą jest to, że prowadnica znajduje się w jednej lub kilku płytach gorącokanałowych i gorącej wylewce o stałej temperaturze, bez wyjmowania zimnego materiału, prowadnica i brama znajdują się bezpośrednio na produkcie, więc prowadnica nie musi być wyjmowana z formy, system ten jest również nazywany systemem bez wylewki, może oszczędzać surowiec, jest odpowiedni w przypadku drogiego surowca i wysokich wymagań dotyczących produktu, projektowanie i przetwarzanie jest trudne, koszt formy jest wyższy.

System gorących kanałów, znany również jako system gorącego wlewu, składa się głównie z tulei gorącego wlewu, płyty gorącego wlewu, skrzynki elektrycznej do kontroli temperatury.
Istnieją dwa rodzaje systemów gorących kanałów, z których powszechnie korzystamy: jednopunktowe gorące bramki i wielopunktowe gorące bramki.
Jednopunktowa gorąca brama polega na użyciu pojedynczej tulei gorącej bramy do bezpośredniego wtryskiwania stopionego tworzywa sztucznego do wnęki, nadaje się do pojedynczej wnęki pojedynczej bramy forma plastikowaWielopunktowa gorąca brama ma na celu rozgałęzienie stopionego materiału do każdej tulei gorącej bramy, a następnie do wnęki przez płytę gorącej bramy, nadaje się do jednopunktowego podawania wielopunktowego lub formy wielokomorowej.
Zalety systemu runner
(1) Brak wlewków, brak obróbki końcowej, dzięki czemu cały proces formowania jest w pełni zautomatyzowany, oszczędzając czas pracy i poprawiając wydajność pracy.
(2) Mała strata ciśnienia. Temperatura gorącego kanału jest równa temperaturze dyszy wtryskarki, co pozwala uniknąć kondensacji powierzchniowej surowca w kanale, a strata ciśnienia wtrysku jest niewielka.
(3) Wielokrotne stosowanie wlewów pogarsza wydajność tworzywa sztucznego, podczas gdy stosowanie systemu gorącokanałowego bez wlewów może zmniejszyć straty surowców, zmniejszając w ten sposób koszt produktu.
Przy jednolitej temperaturze i ciśnieniu we wnęce, części z tworzywa sztucznego mają niskie naprężenia i jednolitą gęstość, a lepsze produkty mogą być wtryskiwane niż ogólne formowanie wtryskowe w krótszym czasie formowania przy mniejszym ciśnieniu wtrysku.
W przypadku przezroczystych części, cienkich części, dużych części z tworzyw sztucznych lub części z tworzyw sztucznych o wysokich wymaganiach może pokazać swoje zalety i może wykorzystywać mniejsze modele do wytwarzania większych produktów.
(4) Dysza grzewcza przyjmuje znormalizowaną i seryjną konstrukcję, wyposażoną w różne opcjonalne głowice dysz i dobrą wymienność.
Unikalna konstrukcja i obróbka elektrycznego pierścienia grzewczego pozwala uzyskać jednolitą temperaturę ogrzewania i długą żywotność.
System gorącokanałowy jest wyposażony w płyty gorącokanałowe, regulatory temperatury itp., o delikatnej konstrukcji, różnych typach, łatwy w użyciu, stabilny i niezawodny.

Wady zastosowania systemu gorących kanałów
(1) Całkowita wysokość zamknięcia formy wzrasta, a całkowita wysokość formy wzrasta z powodu dodania płyt gorącokanałowych itp.
(2) Promieniowanie cieplne jest trudne do kontrolowania, największą wadą gorących kanałów jest utrata ciepła wlewu, co jest głównym problemem, który należy rozwiązać.
(3) Występuje rozszerzalność cieplna, rozszerzalność cieplna i kurczenie się to problem, który należy wziąć pod uwagę podczas projektowania.
(4) produkcja form koszt jest zwiększony, standardowe części systemu hot sprue są droższe, co wpływa na popularność form hot sprue.

Wspólne oprogramowanie dla form do tworzyw sztucznych
PTC's EMX, Siemens's NX Mold Wizard, CimatronE, Topsoild, Delcam Moldmaker, Missler's Topsolid Mold, Think3's Mold Design, Manusoft's IMOLD, R&B's MoldWorks, Solidworks, Pro-e, UG (trzy ostatnie to głównie projektowanie produktów, ale mogą integrować projektowanie form), itp.
Proces polerowania form plastikowych
Podstawowe procedury polerowania form plastikowych
Aby uzyskać wysokiej jakości efekt polerowania, najważniejsze jest posiadanie wysokiej jakości narzędzi polerskich i produktów pomocniczych, takich jak kamień olejowy, papier ścierny i diamentowa pasta ścierna.
Ogólny proces polerowania form plastikowych jest następujący
1. Dokładne polerowanie
Drobne polerowanie wykorzystuje głównie diamentową pastę polerską. Jeśli ściernica do polerowania jest mieszana z diamentowym proszkiem lub pastą do szlifowania, zwykła kolejność szlifowania wynosi od 9 μm (#1800) do 6 μm (#3000) do 3 μm (#8000). Diamentowa pasta szlifierska 9 μm i ściernica polerska mogą być używane do usuwania włoskowatych śladów szlifowania pozostawionych przez papier ścierny #1200 i #1500.
Następnie polerowanie odbywa się za pomocą lepkiego filcu i diamentowej pasty polerskiej w zakresie 1 μm (#14000) ~ 1/2 μm (#60000) ~ 1/4 μm (#100000). Procesy polerowania wymagające precyzji 1 μm lub większej (w tym 1 μm) mogą być wykonywane w czystym pomieszczeniu do polerowania w warsztacie form.
Do bardziej precyzyjnego polerowania niezbędna jest absolutnie czysta przestrzeń. Kurz, dym, łupież i piana ze śliny mogą zepsuć kilka godzin pracy, aby uzyskać precyzyjnie wypolerowaną powierzchnię.
2. Polerowanie zgrubne
Po frezowaniu, obróbce elektroerozyjnej, szlifowaniu i innych procesach, powierzchnię można wypolerować, wybierając obrotową maszynę do polerowania powierzchni o prędkości 35 000-40 000 obrotów na minutę lub szlifierkę ultradźwiękową.
Powszechnie stosowane metody obejmują usuwanie białej warstwy EDM za pomocą ściernicy o średnicy Φ3 mm, WA # 400. Następnie przeprowadza się ręczne polerowanie kamieniami olejowymi z naftą jako środkiem smarnym lub chłodzącym.
Ogólna kolejność użycia to #180 ~ #240 ~ #320 ~ #400 ~ #600 ~ #800 ~ #1000. wiele. producenci form Wybierz rozpoczęcie od #400, aby zaoszczędzić czas.
3. Polerowanie półwykończeniowe
Polerowanie półwykończeniowe wykorzystuje głównie papier ścierny i naftę. W rzeczywistości papier ścierny #1500 nadaje się tylko do hartowanych stali formierskich (52 HRC i więcej), a nie do stali wstępnie hartowanych, ponieważ może to spowodować oparzenia powierzchni wstępnie hartowanych części.
4. Wykończenie śpiewu
Dokładne polerowanie pastą ścierną 8000, 10 000 w celu uzyskania lustrzanego wykończenia.

Metoda polerowania form plastikowych
Polerowanie mechaniczne
Polerowanie mechaniczne polega na cięciu, odkształcaniu plastycznym powierzchni materiału w celu usunięcia wypukłej części polerowanej i gładkiej metody polerowania powierzchni, zwykle przy użyciu kamienia olejowego, wełnianego koła, papieru ściernego itp., Głównie ręcznie, specjalne części, takie jak powierzchnia korpusu obrotowego, mogą korzystać ze stołu obrotowego i innych narzędzi pomocniczych, wymagania dotyczące jakości powierzchni mogą być stosowane do ultraprecyzyjnej metody polerowania.
Ultraprecyzyjne szlifowanie i polerowanie polega na użyciu specjalnych materiałów ściernych, zawierających ścierniwo w płynie do szlifowania i polerowania, dociskanych do powierzchni obrabianego przedmiotu w celu wykonania szybkiego ruchu obrotowego.
Przy użyciu tej technologii można osiągnąć chropowatość powierzchni Ra0,008 μm, najwyższą spośród różnych metod polerowania. Metoda ta jest często stosowana do form soczewek optycznych.
Polerowanie chemiczne
Polerowanie chemiczne polega na umożliwieniu materiałowi rozpuszczenia mikroskopijnych wypukłości powierzchni w medium chemicznym, a nie części wklęsłych, uzyskując w ten sposób gładką powierzchnię.
Główną zaletą tej metody jest to, że nie wymaga ona skomplikowanego sprzętu, może polerować elementy o złożonych kształtach, może polerować wiele elementów jednocześnie i ma wysoką wydajność.
Podstawowym problemem polerowania chemicznego jest przygotowanie roztworu do polerowania. Chropowatość powierzchni uzyskana w wyniku polerowania chemicznego wynosi zazwyczaj kilka 10 μm.
Polerowanie elektrolityczne
Podstawowa zasada polerowania elektrolitycznego jest taka sama jak polerowania chemicznego, czyli poprzez selektywne rozpuszczanie drobnych występów na powierzchni materiału w celu wygładzenia powierzchni.
W porównaniu z polerowaniem chemicznym można wyeliminować efekt reakcji katodowej, a efekt jest lepszy.
Proces polerowania elektrochemicznego dzieli się na dwa etapy: (1) makroniwelacja Produkty rozpuszczania dyfundują do elektrolitu, geometryczna chropowatość powierzchni materiału zmniejsza się, Ra>1μm. (2) mikroniwelacja światła Polaryzacja anodowa, jasność powierzchni wzrasta, Ra<1μm.

Polerowanie ultradźwiękowe
Obrabiany przedmiot jest umieszczany w zawiesinie ścierniwa i umieszczany razem w polu ultradźwiękowym, a ścierniwo jest szlifowane i polerowane na powierzchni przedmiotu obrabianego w oparciu o efekt oscylacji fal ultradźwiękowych.
Siła makro obróbki ultradźwiękowej jest niewielka, nie powoduje deformacji przedmiotu obrabianego, ale produkcja i instalacja oprzyrządowania jest trudniejsza. Obróbkę ultradźwiękową można łączyć z metodami chemicznymi lub elektrochemicznymi.
Na podstawie korozji roztworu i elektrolizy, wibracje ultradźwiękowe są następnie stosowane do mieszania roztworu, dzięki czemu produkty rozpuszczania na powierzchni przedmiotu obrabianego są odłączane, a korozja lub elektrolit w pobliżu powierzchni są jednolite; efekt kawitacji fal ultradźwiękowych w cieczy może również hamować proces korozji i ułatwiać rozjaśnianie powierzchni.
Polerowanie płynów
Polerowanie płynne polega na wykorzystaniu szybkiego przepływu cieczy i cząstek ściernych przenoszonych przez powierzchnię przedmiotu obrabianego w celu osiągnięcia celu polerowania.
Powszechnie stosowanymi metodami są: obróbka strumieniem ścierniwa, obróbka strumieniem cieczy, szlifowanie strumieniowe itp. Polerowanie strumieniowe jest napędzane ciśnieniem hydraulicznym, dzięki czemu ciekły czynnik przenoszący cząstki ścierne przepływa po powierzchni przedmiotu obrabianego z dużą prędkością posuwisto-zwrotną.
Medium jest głównie wykonane ze specjalnego związku (substancji polimeropodobnej) o dobrej płynności pod niskim ciśnieniem i zmieszane ze ścierniwem, a ścierniwo może być wykonane z proszku węglika krzemu.
Polerowanie magnetyczne
Szlifowanie i polerowanie magnetyczne polega na wykorzystaniu magnetycznych materiałów ściernych do tworzenia szczotek ściernych pod działaniem pola magnetycznego w celu szlifowania i obróbki przedmiotu obrabianego.
Metoda ta charakteryzuje się wysoką wydajnością przetwarzania, dobrą jakością, łatwą kontrolą warunków przetwarzania i dobrymi warunkami pracy.
Przy użyciu odpowiednich materiałów ściernych chropowatość powierzchni może osiągnąć Ra0,1 μm.
Polerowanie mechaniczne oparte na metodzie, przy czym polerowanie polega na forma plastikowa obróbka bardzo różni się od polerowania powierzchni wymaganego w innych branżach, ściśle mówiąc, polerowanie formy powinno być nazywane obróbką lustrzaną.
Wymagane w innych branżach, ściśle rzecz biorąc, polerowanie formy powinno być nazywane obróbką powierzchni lustrzanej.
Ma nie tylko wysokie wymagania dotyczące samego polerowania, ale także wysokie standardy dotyczące płaskości powierzchni, gładkości i dokładności geometrycznej.
Polerowanie powierzchni jest zazwyczaj wymagane tylko w celu uzyskania błyszczącej powierzchni. Standardy obróbki luster są podzielone na cztery poziomy: AO = Ra0,008μm, A1 = Ra0,016μm, A3 = Ra0,032μm, A4 = Ra0,063μm, ze względu na polerowanie elektrolityczne, polerowanie płynne i inne metody trudno jest dokładnie kontrolować dokładność geometryczną części, podczas gdy polerowanie chemiczne, polerowanie ultradźwiękowe, polerowanie magnetyczne i inne metody jakości powierzchni nie mogą spełnić wymagań, więc precyzja Obróbka powierzchni lustrzanej formy jest nadal głównie polerowaniem mechanicznym.
Procedura podstawowa
Aby uzyskać wysokiej jakości efekt polerowania, najważniejsze jest posiadanie wysokiej jakości narzędzi polerskich i produktów pomocniczych, takich jak kamień olejowy, papier ścierny i diamentowa pasta polerska.
Wybór procedury polerowania zależy od stanu powierzchni po obróbce wstępnej, takiej jak obróbka mechaniczna, EDM, szlifowanie itp.

Rozwój form
Roczny chiński forma plastikowa produkcja osiągnęła około 53,4 miliarda RMB? Wierzysz w to?
Ze względu na szybki rozwój chińskiej gospodarki, wymagania dotyczące forma plastikowa są coraz bardziej rygorystyczne, więc stanowi to ogromny impuls dla rozwoju przemysłu form plastikowych.
Według dokładnych statystyk, roczna wartość produkcji form plastikowych w Chinach sięga 53,4 mld RMB, co jest już faktem.
Wraz z szybkim rozwojem przemysłu motoryzacyjnego i przemysłu IT, krajowy przemysł form dokonał szybkiego rozwoju, rozumie się, że udział form plastikowych w chińskim przemyśle form może osiągnąć 30%, oczekuje się, że w przyszłości rynek form, odsetek formy do tworzyw sztucznych do całkowitej liczby form będzie nadal stopniowo wzrastać, a prędkość rozwoju będzie szybsza niż w przypadku innych form.
Podaje się, że przemysł form od 2000 roku z roczną prędkością 20% szybkiego wzrostu, ciągnąc gatunek formy, wyrafinowane produkcja form sprzęt dla poziomu technologii form, aby zapewnić gwarancję.
Analiza wykazała, że ze względu na import form, precyzyjne, duże, złożone formy o długiej żywotności stanowiły większość, więc z punktu widzenia ograniczenia importu, poprawy wskaźnika lokalizacji, udział takich wysokiej jakości form w rynku będzie również stopniowo wzrastał.

Szybki rozwój branży budowlanej, dzięki czemu różnorodne formy do wytłaczania profili, formy do łączenia rur z tworzyw sztucznych PVC stają się nowym punktem wzrostu gospodarczego na rynku form.
Szybki rozwój autostrad, opon samochodowych również stawia wyższe wymagania, więc radialne formy do opon gumowych, zwłaszcza rozwój formy na żywo, będą również wyższe niż całkowita średnia; plastik zamiast drewna, plastik zamiast metalu do tworzenie plastikowych form w przemyśle motoryzacyjnym i motocyklowym, popyt na Huge; przemysł AGD w okresie "12. planu pięcioletniego" będzie miał większy rozwój, zwłaszcza lodówki, klimatyzatory i kuchenki mikrofalowe itp. forma plastikowa Zapotrzebowanie na części zamienne jest duże
Jednocześnie tempo dostosowania strukturalnego przemysłu form plastikowych przyspiesza, a liczba i wydajność profesjonalnych form wtryskowych rośnie. producenci form plastikowych dla rynku również szybko rośnie.
Zgodnie z analizą produkcji, sprzedaży, sytuacji rynkowej, struktury przemysłu, produktów oraz importu i eksportu produkcja form plastikowych branży, w odniesieniu do trendu rozwojowego forma plastikowa powiązanych branż, przewidzieć przyszły kierunek rozwoju chińskiej gospodarki produkcja form plastikowych przemysł, gdzie dokładnie, w końcu, jak duży potencjał rozwojowy Chin produkcja form plastikowych przemysł, są one potrzebne do weryfikacji.







