 Przejdź do treści
Przejdź do treści 

PMMA jest powszechnie znany jako pleksi, akryl itp. Nazwa chemiczna to polimetakrylan metylu.
Kwas akrylowy i jego estry jako surowiec do polimeryzacji polimeru są zbiorczo znane jako estry akrylowe, odpowiednie tworzywo sztuczne jest zbiorczo znane jako tworzywo sztuczne kwasu poliakrylowego, które jest najczęściej stosowane w polimetakrylanie metylu.
Kod skrótu polimetakrylanu metylu dla Produkcja form wtryskowych PMMAPowszechnie znany jako pleksiglas, ma doskonałą przepuszczalność światła, może przepuszczać ponad 92% światła słonecznego i światła ultrafioletowego do 73,5%.
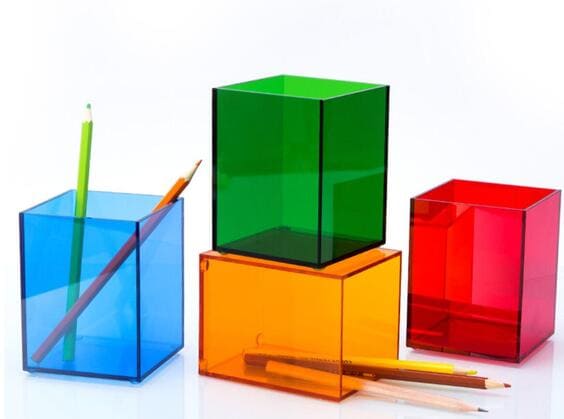
Wysoka wytrzymałość mechaniczna, pewna odporność na ciepło i zimno, odporność na korozję, dobre właściwości izolacyjne, stabilność wymiarowa, łatwa do kształtowania, krucha tekstura, łatwa do rozpuszczenia w rozpuszczalnikach organicznych, twardość powierzchni nie jest wystarczająca, łatwo pocierać włosy, może być stosowany do przezroczystych części konstrukcyjnych wymagających pewnej wytrzymałości, takich jak miski olejowe, światła, części instrumentów, soczewki optyczne, prezenty dekoracyjne i tak dalej.

Rodzaje materiałów PMMA
Pleksiglas można podzielić na cztery rodzaje w zależności od jego wyglądu.
Bezbarwny i przezroczysty pleksiglas jest najpopularniejszym i najczęściej stosowanym materiałem z pleksiglasu.
1. Kolorowa przezroczysta pleksi: powszechnie znana jako kolorowa płyta. Przepuszczalność światła jest miękka, a wykonane z niej kasetony i rękodzieło sprawiają, że ludzie czują się komfortowo i hojnie.
2. Kolorowe pleksi dzieli się na: przezroczyste kolorowe, półprzezroczyste kolorowe, nieprzezroczyste kolorowe trzy.
Pleksi magnetyczna nie jest tak jasna jak pleksi perłowa, krucha, łatwa do złamania, nadaje się do produkcji tarcz, pudełek, sprzętu medycznego i ludzi, materiałów do modelowania zwierząt.
Przezroczysta pleksi: wysoka przezroczystość, odpowiednia dla Produkcja form wtryskowych PMMA lamp i latarni. Żyrandole wykonane z niego, wykwintne, krystalicznie czyste.
Półprzezroczysta pleksi jest podobna do matowego szkła, z miękkim odbiciem, a wykonane z niej rękodzieło sprawia, że ludzie czują się komfortowo i hojnie.
3. Plexi perłowa: jest wytwarzana przez dodanie proszku perłowego lub proszku fluorescencyjnego do ogólnej pleksi.
Ten rodzaj koloru i połysku pleksi, wykończenie powierzchni jest wysokie, zewnętrzna forma prasowana na gorąco przez forma wtryskowanawet po szlifowaniu i polerowaniu, nadal zachowują formowane wtryskowo wzór, tworząc unikalny efekt artystyczny.
Może być używany do tworzenia postaci, modeli zwierząt, znaków towarowych, dekoracji oraz materiałów promocyjnych i wystawienniczych.
4. Tłoczone pleksi: podzielone na przezroczyste, półprzezroczyste, bezbarwne, kruche, łatwe do złamania, stosowane w drzwiach i oknach wewnętrznych oraz innych elementach dekoracyjnych, o cechach zarówno przezroczystego, jak i nieprzezroczystego kształtu, zwykle stosowane w przegrodach wewnętrznych lub drzwiach i oknach oddzielających wnętrze.

Główne właściwości materiału PMMA
Polimetakrylan metylu, powszechnie znany jako pleksiglas i w skrócie PMMA, ma zalety wysokiej przezroczystości, niskiej ceny i łatwej obróbki, i jest często stosowany jako alternatywa dla szkła.
Pleksi jest ważnym tworzywem termoplastycznym opracowanym wcześniej, charakteryzującym się przezroczystością, stabilnością i odpornością na warunki atmosferyczne, łatwym do barwienia, łatwym w obróbce, pięknym wyglądem i ma szeroki zakres zastosowań w budownictwie.
Wysoka przejrzystość
Pleksi jest najlepszym przezroczystym materiałem polimerowym, o współczynniku przepuszczalności światła 92%, który jest wyższy niż w przypadku szkła.
Lampa słoneczna zwana sztucznym małym słońcem jest wykonana z kwarcu, ponieważ kwarc może całkowicie przepuszczać światło ultrafioletowe. Zwykłe szkło może przepuszczać tylko 0,6% światła ultrafioletowego, ale pleksi może przepuszczać 73%.

Wysoka wytrzymałość mechaniczna
Względna masa cząsteczkowa pleksi wynosi około 2 milionów, co jest długołańcuchowym związkiem polimerowym, a łańcuch tworzący cząsteczkę jest bardzo miękki, dlatego wytrzymałość pleksi jest stosunkowo wysoka, a odporność na rozciąganie i uderzenia jest 7-18 razy wyższa niż zwykłego szkła.
Plexiglas jest poddawany obróbce cieplnej i rozciągającej, w której segmenty łańcucha molekularnego są ułożone w bardzo uporządkowany sposób, dzięki czemu materiał ma znaczny wzrost wytrzymałości.
Po wbiciu gwoździa w pleksi, nawet jeśli gwóźdź wbije się w pleksi, nie powstaną pęknięcia. Ten rodzaj pleksi nie rozpadnie się na kawałki po przebiciu pociskami.
W związku z tym obróbka rozciągająca pleksiglasu może być stosowana jako szkło kuloodporne, ale także jako osłona kokpitu w samolotach wojskowych.
Niewielka waga
Gęstość pleksi wynosi 1,18 g/cm3; przy tym samym rozmiarze materiału, jego waga wynosi tylko połowę zwykłego szkła, metalowego aluminium (lekkiego metalu) 43%.
Łatwość przetwarzania
Pleksi może być nie tylko cięta za pomocą tokarki, wiertarki do wiercenia i może być łączona w różne kształty aparatury za pomocą acetonu, chloroformu itp., ale może być również przetwarzana na duże pokrywy kokpitów samolotów, małe protezy i wsporniki dentystyczne oraz inne kolorowe produkty poprzez formowanie z rozdmuchiwaniem, wtryskiwanie, wytłaczanie i inne. produkcja form z tworzyw sztucznych metody.

Właściwości fizyczne materiałów PMMA
Polimetakrylan metylu ma dobre ogólne właściwości mechaniczne i znajduje się w czołówce tworzyw sztucznych ogólnego przeznaczenia. Wytrzymałość na rozciąganie, zginanie i ściskanie jest wyższa niż w przypadku poliolefin, ale także wyższa niż w przypadku polistyrenu i polichlorku winylu itp. Odporność na uderzenia jest gorsza, ale także nieco lepsza niż w przypadku polistyrenu.
Właściwości mechaniczne, takie jak rozciąganie, zginanie i ściskanie, są wyższe w przypadku odlewanych ontologicznie polimeryzowanych arkuszy polimetakrylanu metylu (na przykład arkuszy pleksi dla lotnictwa), które mogą osiągnąć poziom tworzyw konstrukcyjnych, takich jak poliamid i poliwęglan.
Ogólnie rzecz biorąc, wytrzymałość na rozciąganie polimetakrylanu metylu może osiągnąć poziom 50-77 MPa, wytrzymałość na zginanie może osiągnąć 90-130 MPa, górna granica tych danych dotyczących wydajności osiągnęła lub nawet przekroczyła niektóre konstrukcyjne tworzywa sztuczne.
Jego wydłużenie przy zerwaniu wynosi tylko 2%-3%, więc jego właściwości mechaniczne są zasadniczo twardym i kruchym tworzywem sztucznym, ma wrażliwość na karby, łatwo pęka pod wpływem naprężeń, ale pęknięcie nie jest tak ostre i nierówne jak polistyren i zwykłe szkło nieorganiczne.
40 ℃ to wtórna temperatura przejścia, która jest równoważna temperaturze, w której boczna grupa metylowa zaczyna się poruszać, powyżej 40 ℃ poprawia się wytrzymałość i plastyczność materiału. Twardość powierzchni polimetakrylanu metylu jest niska i łatwo ją zarysować.

Wytrzymałość polimetakrylanu metylu jest związana z czasem działania naprężenia i maleje wraz ze wzrostem czasu działania. Właściwości mechaniczne polimetakrylanu metylu (zorientowanego pleksiglasu) po orientacji na rozciąganie ulegają znacznej poprawie, a wrażliwość na karby również ulega poprawie.
Odporność cieplna polimetakrylanu metylu nie jest wysoka i chociaż jego temperatura zeszklenia osiąga 104°C, maksymalna temperatura ciągłego użytkowania zmienia się między 65°C a 95°C w różnych warunkach pracy, temperatura ugięcia cieplnego wynosi około 96°C (1,18 MPa), a temperatura mięknienia Vicata wynosi około 113°C.
Odporność na ciepło można poprawić poprzez kopolimeryzację monomeru z metakrylanem akrylanu lub bis-estrem akrylanu glikolu.
Odporność na zimno polimetakrylanu metylu jest również niska, a temperatura kruchości wynosi około 9,2°C.
Stabilność termiczna polimetakrylanu metylu jest średnia, lepsza niż polichlorku winylu i poliformaldehydu, ale mniejsza niż poliolefiny i polistyrenu, temperatura rozkładu termicznego jest nieco wyższa niż 270 ℃, jego temperatura płynięcia wynosi około 160 ℃, więc nadal istnieje szeroki zakres temperatury przetwarzania stopu.
Przewodność cieplna i pojemność cieplna właściwa polimetakrylanu metylu są średnie dla tworzyw sztucznych, odpowiednio 0,19 W/CM.K i 1464 J/Kg.K.

Właściwości chemiczne materiałów PMMA
Odporność na odczynniki chemiczne i rozpuszczalniki
PMMA jest odporny na rozcieńczone kwasy nieorganiczne, ale stężone kwasy nieorganiczne mogą powodować jego erozję, odporny na alkalia, ale ciepły wodorotlenek sodu i wodorotlenek potasu mogą powodować jego ługowanie, odporny na sole i smary, odporny na węglowodory alifatyczne, nierozpuszczalny w wodzie, metanolu, glicerolu itp.
Jego parametr rozpuszczalności wynosi około 18,8 (J/CM3)1/2 i może być rozpuszczony w wielu chlorowanych węglowodorach i związkach aromatycznych, takich jak dichloroetan, trichloroetylen, chloroform, toluen itp. Octan winylu i aceton również mogą go rozpuszczać.
Polimetakrylan metylu ma dobrą odporność na gazy, takie jak ozon i dwutlenek siarki.
Odporność na warunki atmosferyczne
Polimetakrylan metylu ma doskonałą odporność na starzenie atmosferyczne. Jego próbki są poddawane naturalnemu testowi starzenia przez 4 lata, ze zmianą masy, niewielkim spadkiem wytrzymałości na rozciąganie i przepuszczalności światła, lekkim żółknięciem koloru, bardziej oczywistym spadkiem odporności na srebrne paski i niewielkim wzrostem udarności i prawie bez zmian w innych właściwościach fizycznych.
Palność
Polimetakrylan metylu jest bardzo łatwy do spalenia, a ostateczny wskaźnik tlenu wynosi tylko 17,3.
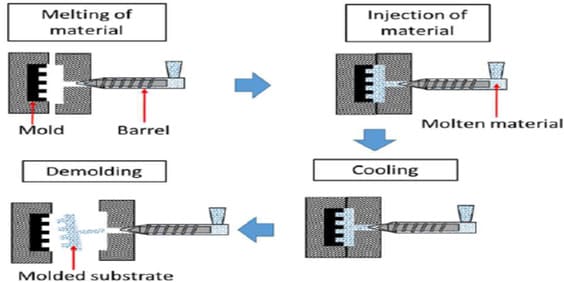
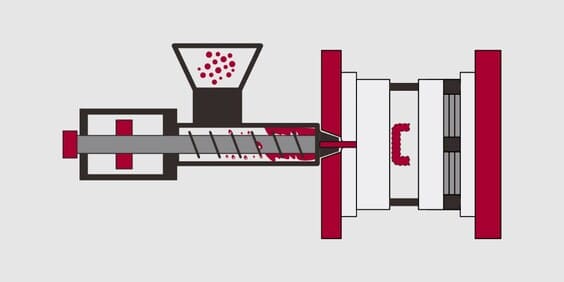
Proces formowania wtryskowego PMMA
Obróbka tworzyw sztucznych
PMMA ma pewną absorpcję wody, jego współczynnik absorpcji wody osiąga 0,3-0,4% i produkcja form wtryskowych powinna wynosić poniżej 0,1% temperatury, zwykle 0,04%.
Obecność wody sprawia, że w stopionym materiale pojawiają się pęcherzyki powietrza, linie powietrza, zmniejsza się przezroczystość itp. Dlatego należy go wysuszyć.
Temperatura suszenia wynosi 80-90°C, a czas 3 godziny lub więcej.
Materiał pochodzący z recyklingu może być używany w niektórych przypadkach 100%, rzeczywista ilość zależy od wymagań jakościowych, zwykle może wynosić ponad 30%, materiał pochodzący z recyklingu powinien unikać zanieczyszczenia, w przeciwnym razie wpłynie to na przejrzystość i charakter gotowego produktu.
Wybór maszyny do formowania wtryskowego
PMMA nie ma specjalnych wymagań dotyczących formowanie wtryskowe maszyna. Ze względu na wysoką lepkość stopu, potrzeba głębszych rowków śrubowych i otworów dysz o większej średnicy.
Jeśli wytrzymałość produktu jest wysoka, do plastyfikacji w niskiej temperaturze należy użyć ślimaka o większym współczynniku kształtu. Ponadto, Formowanie wtryskowe PMMA musi używać suchego zbiornika do przechowywania materiału.

Konstrukcja formy i bramy
Temperatura formy może wynosić 60°C-80°C, średnica głównego kanału przepływu powinna odpowiadać wewnętrznemu stożkowi, najlepszy kąt to 5° do 7°.
Jeśli chcesz wtryskiwać produkty o grubości 4 mm lub większej, kąt powinien wynosić 7 °, średnica głównego kanału przepływowego powinna wynosić od 8 do 10 mm, całkowita długość bramy nie powinna przekraczać 50 mm, dla produktów o grubości ścianki mniejszej niż 4 mm, średnica kanału przepływowego powinna wynosić 6-8 mm.
W przypadku produktów o grubości ścianki większej niż 4 mm średnica prowadnicy powinna wynosić 8-12 mm. W przypadku bramek w kształcie krawędzi, wachlarza i wisiorka głębokość powinna wynosić 0,7-0,9t (t to grubość ścianki produktu), a średnica bramek w kształcie igły powinna wynosić 0,8-2 mm; mniejszy rozmiar powinien być stosowany w przypadku niskiej lepkości.
Typowe otwory wentylacyjne mają głębokość od 0,05 do 0,07 mm i szerokość 6 mm, a nachylenie rozformowania wynosi od 30′ do 1° części wnękowej 35′ do 1°30°.
Temperatura topnienia
Można go zmierzyć metodą wtrysku powietrza: od 210 ℃ do 270 ℃, w zależności od informacji dostarczonych przez dostawcę.
Temperatura wtrysku
Dostępny do szybkiego wtrysku, ale aby uniknąć wysokich naprężeń wewnętrznych, zaleca się stosowanie wtrysku wieloetapowego, takiego jak powolny-szybki-wolny itp. W przypadku wtryskiwania grubych części, stosowana jest niska prędkość.
Czas retencji
Jeśli temperatura wynosi 260 ℃, czas retencji nie powinien przekraczać maksymalnie 10 minut, jeśli temperatura wynosi 270 ℃, czas retencji nie powinien przekraczać 8 minut.
Jakie są warunki procesu formowania wtryskowego PMMA?
Wydajność procesu formowania PMMA
1. PMMA zawiera polarną stronę metylową, istnieje bardziej oczywista absorpcja wilgoci, szybkość absorpcji wilgoci wynosi zwykle 0,3% - 0,4%, więc formowanie musi być wcześniej wysuszone, warunki suszenia dla 80 ~ 85 ℃, 4 ~ 5h.
2. Lepkość stopu PMMA jest wysoka, szybkość chłodzenia jest szybsza, części z tworzywa sztucznego są łatwe do wytworzenia naprężeń wewnętrznych, po formowaniu do obróbki końcowej.
3. PMMA jest materiałem amorficznym, formowanie wtryskowe Szybkość skurczu i zakres zmian są niewielkie, zwykle 0,5%-0,8%, więc precyzja produktu jest wysoka.
4. Ze względu na słabą płynność stopionego PMMA, w celu ułatwienia napełniania stopionym materiałem, należy stosować bramy o dużych rozmiarach.
5. Stopiony PMMA ma oczywiste właściwości płynu nienewtonowskiego, lepkość stopu wzrośnie wraz z szybkością ścinania i znacznie spadnie, lepkość stopu jest wrażliwa na zmiany temperatury.
6. W celu zmniejszenia lepkości stopionego PMMA można zwiększyć ciśnienie formowania i temperaturę materiału, aby uzyskać lepszą płynność.
7. PMMA ma szeroki zakres formowanie wtryskowe temperatura przetwarzania, temperatura początku przepływu 160 ℃, temperatura rozkładu 270 ℃.
8. Aby ułatwić przepływ stopionego PMMA, pole przekroju poprzecznego bramy formy powinno być krótkie i grube, a nie szerokie i cienkie.
Główne warunki formowania wtryskowego PMMA
Temperatura beczki
Stabilność termiczna Formowanie wtryskowe PMMA jest średnia, temperatura rozkładu termicznego jest nieco wyższa niż 270 ℃, zwykle dla typu śrubowego formowanie wtryskowe maszyna, temperatura beczki jest kontrolowana w 180 ~ 230 ℃, podczas gdy typ tłoka formowanie wtryskowe jest wyższa niż typu śrubowego o 20 ℃: około. Temperatura dyszy jest o około 20 ℃ niższa niż temperatura cylindra.
Temperatura formy
Ponieważ szybkość chłodzenia stopionego PMMA jest szybka, części z tworzywa sztucznego łatwo wytwarzają naprężenia wewnętrzne, dlatego wysoka i niska kontrola forma wtryskowa temperatura jest ścisła, a ogólna forma wtryskowa Temperatura jest kontrolowana na poziomie 40 ~ 80 ℃.
Ciśnienie wtrysku
Ponieważ lepkość stopionego PMMA jest wysoka, a płynność jest słaba, więc formowane wtryskowo ciśnienie powinno być wysokie, ciśnienie wtrysku jest zwykle kontrolowane na poziomie 80-120 MPa, a ciśnienie utrzymywania wynosi 40-60 MPa.

Proces formowania wtryskowego tworzyw sztucznych PMMA i środki ostrożności
Suszenie tworzywa PMMA
PMMA ma pewną absorpcję wody, jego współczynnik absorpcji wody osiąga 0,3-0,4% i Formowanie wtryskowe PMMA powinna wynosić poniżej 0,1% wilgotności, zwykle 0,04%.
Obecność wody sprawia, że w stopionym materiale pojawiają się pęcherzyki powietrza, linie powietrza, zmniejsza się przezroczystość itp. Dlatego należy go wysuszyć. Temperatura suszenia wynosi 80-90°C, a czas 3 godziny lub więcej.
W niektórych przypadkach można użyć materiału z recyklingu 100%, rzeczywista ilość zależy od wymagań jakościowych, zwykle może przekraczać 30%, materiał z recyklingu, aby uniknąć zanieczyszczenia, w przeciwnym razie wpłynie to na przejrzystość i charakter gotowego produktu.
Wybór wtryskarki do tworzyw sztucznych PMMA
PMMA nie ma specjalnych wymagań dotyczących formowanie wtryskowe maszyna. Ze względu na wysoką lepkość stopu, potrzeba głębszych rowków ślimaka i otworów dyszy wtryskowej o większej średnicy.
Jeśli wymagania dotyczące wytrzymałości produktu są wysokie, konieczne jest zastosowanie większego współczynnika kształtu ślimaka w celu wdrożenia plastyfikacji w niskiej temperaturze. Ponadto, Formowanie wtryskowe tworzyw sztucznych PMMA musi używać suchego zbiornika do przechowywania materiału.
Konstrukcja formy i bramy
Temperatura formy wtryskowe może wynosić 60℃-80℃, średnica głównego kanału przepływowego powinna pasować do wewnętrznego stożka, najlepszy kąt to 5° do 7°, jeśli chcesz wstrzyknąć 4 mm lub więcej produktów, kąt powinien wynosić 7°.
Średnica głównej prowadnicy powinna wynosić od 8 do 10 mm, a całkowita długość bramki nie powinna przekraczać 50 mm. Dla produkty do form plastikowych przy grubości ścianki mniejszej niż 4 mm, średnica prowadnicy powinna wynosić 6-8 mm.
Średnica prowadnicy powinna wynosić 8-12 mm. Głębokość krawędzi, wachlarza i bramki wiszącej powinna wynosić od 0,7 do 0,9 t (t to grubość ścianki produktu), a średnica bramki w kształcie igły powinna wynosić od 0,8 do 2 mm; mniejszy rozmiar należy wybrać dla niskiej lepkości.
Typowe otwory wentylacyjne mają głębokość 0,05 i szerokość 6 mm, z nachyleniem uwalniania 30′-1° części wnęki między 35′-1°30°.
Temperatura topnienia tworzywa PMMA
Można zmierzyć metodą wtrysku powietrza: od 210 ℃ ~ 270 ℃, w zależności od informacji dostarczonych przez dostawcę. Wycofać tylne siedzenie tak, aby dysza urządzenia formowanie wtryskowe Maszyna opuszcza główną tuleję przepływową, a następnie ręcznie uplastycznia wtrysk, który jest wtryskiem przeciwpowietrznym.
Prędkość i czas wtrysku tworzywa PMMA
Dostępne do szybkiego Produkcja form wtryskowych Aby jednak uniknąć wysokiego stopnia naprężeń wewnętrznych, zaleca się stosowanie wtrysku wieloetapowego, takiego jak powolny-szybki-wolny itp. oraz powolnej prędkości podczas wtryskiwania grubych części.
Uwaga: Jeśli temperatura wynosi 260 ℃, czas retencji nie powinien przekraczać maksymalnie 10 minut, jeśli temperatura wynosi 270 ℃, czas retencji nie powinien przekraczać 8 minut.
Zalety i wady materiału PMMA
Akryl, znany również jako zalety PMMA lub pleksiglasu, jest najlepszym nowym materiałem do produkcji wyrobów sanitarnych po ceramice, w porównaniu z tradycyjnymi materiałami ceramicznymi, akryl oprócz niezrównanej wysokiej jasności, ma następujące zalety.
Zalety materiału PMMA
1. Estetyka pleksi: efekt lustra, znakomite wykonanie, brak zmarszczek, brak szwów;
2. Efekt wizualny pleksi: różne kolory, silny efekt wizualny.
3. Przepuszczalność światła pleksi: współczynnik przepuszczalności światła może osiągnąć 96%, doskonały współczynnik przepuszczalności światła, miękkie światło.
4. Odporność pleksi na uderzenia: ponad 200 razy większa niż w przypadku zwykłych produktów szklanych, prawie brak ryzyka pęknięcia;
5. Trwałość pleksi: produkt ma bardzo dobrą ochronę wbudowanego źródła światła, wydłużając żywotność produktów źródła światła;
6. Odporność na warunki atmosferyczne pleksi: Może zachować kolor przez długi czas, a dobra jakość płyty może być używana nawet przez 6-13 lat;
7. Pleksiglas jest ognioodporny: nie ulega samozapłonowi i jest samogasnący;
8. Energooszczędność pleksi: bardzo dobra przepuszczalność światła, względne zmniejszenie źródła światła, oszczędność energii elektrycznej, obniżenie kosztów użytkowania;
9. Rozsądność pleksi: rozsądna konstrukcja, odporna na deszcz i wilgoć, otwarta struktura, łatwa do czyszczenia i konserwacji itp.

Wady materiału PMMA
Ze względu na trudności w produkcji akrylu, wysokie koszty, na rynku dostępnych jest wiele tanich zamienników o niskiej jakości.
Te substytuty są również znane jako "akryl", w rzeczywistości jest to zwykła płyta organiczna lub płyta kompozytowa znana również jako płyta warstwowa.
Zwykła płyta organiczna ze zwykłym pękniętym materiałem ze szkła organicznego plus odlewanie pigmentu i staje się, twardość powierzchni jest niska, łatwa do wyblaknięcia, z drobnym efektem polerowania jest słaba.
Panele kompozytowe mają tylko bardzo cienką warstwę powierzchni akrylowej, środek to tworzywo ABS, zastosowanie rozszerzalności cieplnej i skurczu jest łatwe do rozwarstwienia.
Prawdziwy lub fałszywy akryl można zidentyfikować na podstawie przekroju płyty subtelnej różnicy kolorów i efektu polerowania.
Obszary zastosowań materiału PMMA
Pleksi jest szeroko stosowana nie tylko w handlu, przemyśle lekkim, budownictwie, przemyśle chemicznym i tak dalej. A produkcja pleksi, w dekoracji reklamowej, model piaskowy jest bardzo szeroko stosowany, taki jak: znaki, billboardy, panele kasetonowe oraz chińskie i angielskie panele literowe.
Wybór materiału zależy od projektu modelowania, jaki rodzaj modelowania, z jakim rodzajem pleksi, kolorem, różnorodnością powinien być wielokrotnie testowany, aby uzyskać najlepszy efekt. Dzięki dobremu projektowi modelowania, ale także starannemu przetwarzaniu i produkcji, aby stać się pięknym rzemiosłem.
1. Zastosowania architektoniczne: okna, dźwiękoszczelne drzwi i okna, osłony świetlne, budki telefoniczne itp.
2. Zastosowanie reklamowe: kaseton, szyld, oznakowanie, stojak itp.
3. Zastosowania transportowe: pociągi, samochody i inne drzwi i okna pojazdów itp.
4. Zastosowania medyczne: inkubatory dla niemowląt, różne chirurgiczne instrumenty medyczne Produkty cywilne: wyposażenie łazienek, rękodzieło, kosmetyki, wsporniki, akwaria itp.
5. Zastosowania przemysłowe: płyty i osłony powierzchni instrumentów itp.
6. Zastosowania oświetleniowe: lampy fluorescencyjne, żyrandole, klosze lamp ulicznych itp.
7. Zastosowania domowe: talerze na owoce, pudełka na chusteczki, obrazy akrylowe i inne produkty codziennego użytku w gospodarstwie domowym.

Podsumowanie
Ten blog przedstawia rodzaje konstrukcyjnych tworzyw sztucznych PMMA, ich właściwości Niestandardowe modelowanie wtryskowe proces, wybór sprzętu, modelowanie produktu i projektowanie form w rzeczywistej produkcji oraz rozwiązania typowych wad.
W rzeczywistym wyborze materiału PMMA i Produkcja wyrobów metodą formowania wtryskowegozaleca się wybór doświadczonego producent form wtryskowych oraz Dostawca produktów do formowania wtryskowego zarekomendowanie odpowiedniego materiału PMMA pod względem zastosowania produktu i wymagań funkcjonalnych, wyglądu itp. w celu zapewnienia sprawnej realizacji projektu.







