 Przejdź do treści
Przejdź do treści 

PC jest często określany jako poliwęglan. Ze względu na swoje doskonałe właściwości mechaniczne jest często określany jako klej kuloodporny.
PC charakteryzuje się wysoką wytrzymałością mechaniczną, szerokim zakresem temperatur roboczych, dobrą izolacją elektryczną, dobrą stabilnością wymiarową i przezroczystością.
Niniejszy artykuł przedstawi charakterystykę materiału PC i kwestie, na które należy zwrócić uwagę podczas procesu produkcji. formowanie wtryskowe proces z różnych perspektyw.
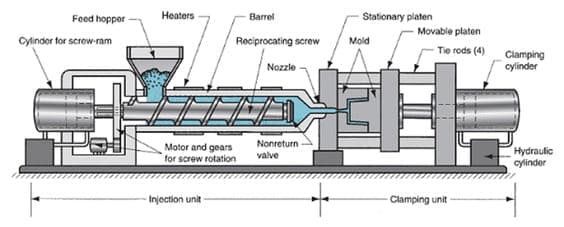
Formowanie wtryskowe materiałów PC
Aby zaspokoić potrzeby różnych formowanie wtryskowe Procesy, poliwęglan jest dostępny w różnych specyfikacjach indeksu topnienia. Zazwyczaj indeksy topnienia od 5 do 25g/10min mogą być stosowane do formowanie wtryskowe.
Jednakże, najlepsze warunki przetwarzania zależą od rodzaju formowanie wtryskowe maszyna, kształt formowanego produktu i specyfikacja poliwęglanu, i istnieją znaczne różnice, które należy dostosować do rzeczywistej sytuacji.

Kluczowe punkty wyboru wtryskarki
Wymagania dotyczące formowanie wtryskowe tworzyw sztucznych maszyny produkujące produkty PC: Maksymalna objętość wtrysku produktu (łącznie z prowadnicami, zasuwami itp.) nie powinna być większa niż 70-80% nominalnej objętości wtrysku, a ślimak powinien wykorzystywać pojedynczy, równooddalony gwint łba z pierścieniem kontrolnym do stopniowej wymiany. Śruba typu kompresyjnego, stosunek L / D śruby wynosi 15-20, a geometryczny współczynnik kompresji C / R wynosi 2-3.
Siła docisku: 0,47 do 0,78 tony na centymetr kwadratowy pomnożone przez przewidywaną powierzchnię gotowego produktu (lub 3 do 5 ton na cal kwadratowy).
Rozmiar maszyny: waga gotowego produktu wynosi około 40 do 60% pojemności maszyny. formowanie wtryskowe maszyna jest najlepsza, jeśli maszyna jest wyrażona w kategoriach pojemności polistyrenu (uncja), należy ją zmniejszyć o 10%, aby użyć pojemności GUANG DA. 1 uncja = 28,3 grama.
Śruba: Długość śruby powinna wynosić co najmniej 15 średnic, a jej współczynnik L/D powinien wynosić najlepiej 20:1. Stopień sprężania powinien wynosić od 1,5:1 do 30:1. Zawór odcinający z przodu ślimaka powinien być typu pierścienia ślizgowego, a szczelina przepływu żywicy powinna wynosić co najmniej 3,2 mm.
Dysza: Otwór końcówki powinien mieć co najmniej 4,5 mm (średnica), jeśli waga gotowego produktu wynosi 5,5 kg lub więcej, średnica dyszy powinna wynosić 9,5 mm lub więcej. Ponadto otwór końcówki powinien być o 0,5 do 1 mm mniejszy niż średnica bramki, a im krótszy kanał segmentu, tym lepiej, około 5 mm.
Ze względu na koszty i inne powody, obecne Produkty do formowania wtryskowego PC często używają zmodyfikowanych materiałów, zwłaszcza produktów elektrycznych, ale muszą również poprawić odporność ogniową. Podczas formowania trudnopalnego PC i innych produktów ze stopów tworzyw sztucznych, system plastyfikujący dla Części formowane wtryskowo wymaga jednolitej mieszanki i odporności na korozję, co jest trudne do osiągnięcia w przypadku konwencjonalnych wkrętów plastyfikujących.
Kluczowe punkty procesu formowania wtryskowego materiałów PC
a. Temperatura wtrysku musi być zgodna z kształtem, rozmiarem i strukturą formy produktu. Wydajność produktu, wymagania i inne aspekty można określić dopiero po ich uwzględnieniu.
Zwykle temperatura używana do formowania wynosi 270-320 ℃. Jeśli temperatura materiału jest zbyt wysoka, powyżej 340°C, PC ulegnie rozkładowi, kolor produktu stanie się ciemniejszy, a na powierzchni pojawią się defekty, takie jak srebrne linie, ciemne smugi, czarne plamy i pęcherzyki. Jednocześnie właściwości fizyczne i mechaniczne ulegają znacznemu pogorszeniu.
b. Ciśnienie wtrysku ma pewien wpływ na właściwości fizyczne i mechaniczne, naprężenia wewnętrzne i skurcz formowania produktów PC. Ma ono większy wpływ na wygląd i rozformowanie produktu.
Zbyt niskie lub zbyt wysokie ciśnienie wtrysku może spowodować, że produkt będzie wyglądał na nieco wadliwy. W przypadku niektórych wad ciśnienie wtrysku jest zwykle kontrolowane w zakresie 80-120 MPa.
W przypadku produktów o cienkich ściankach, długich procesach, złożonych kształtach i małych bramach, należy wybrać wyższe ciśnienie, aby pokonać opór przepływu stopu i wypełnić wnękę formy na czas. Ciśnienie wtrysku (120-145 MPa) Aby uzyskać pełną i gładką powierzchnię produktu.
c. Ciśnienie trzymania i czas trzymania Wielkość ciśnienia trzymania i długość czasu trzymania mają duży wpływ na naprężenia wewnętrzne w urządzeniu. Produkty formowane wtryskowo z PC.
Jeśli ciśnienie trzymania jest zbyt małe, efekt podawania jest słaby i ma tendencję do powodowania pęcherzyków próżniowych lub kurczenia się powierzchni. W przypadku wgłębienia, ciśnienie przytrzymujące jest zbyt wysokie i wokół bramki mogą powstawać duże naprężenia wewnętrzne.
W praktycznym przetwarzaniu jest to zwykle rozwiązywane przez wysoką temperaturę materiału i niskie ciśnienie utrzymywania. Wybór czasu przytrzymywania powinien zależeć od grubości produktu, rozmiaru bramki, temperatury formy itp. Zazwyczaj małe i cienkie produkty nie wymagają długiego czasu utrzymywania.
Przeciwnie, duże i grube produkty powinny mieć dłuższy czas utrzymywania. Długość czasu przechowywania można określić za pomocą testu czasu uszczelnienia bramki.
d. Prędkość wtrysku nie ma znaczącego wpływu na wydajność Produkty formowane wtryskowo z PC. Z wyjątkiem produktów cienkościennych, z małymi wlotami, z głębokimi otworami i o długim przepływie, do obróbki zwykle stosuje się średnie lub niskie prędkości, najlepiej z wtryskiem wielostopniowym. Zazwyczaj stosowane są niskie prędkości.
e. Temperatura forma wtryskowa jest zwykle kontrolowana na poziomie 80-100°C. Można ją również zwiększyć do 100-120°C w przypadku złożonych kształtów, cieńszych i bardziej wymagających produktów, ale nie powinna przekraczać temperatury ugięcia formy.
f. Prędkość ślimaka i przeciwciśnienie. Ze względu na wysoką lepkość stopionego PC, która sprzyja plastyfikacji, wydechowi i konserwacji maszyny do formowania, aby zapobiec przeciążeniu ślimaka, prędkość ślimaka nie powinna być zbyt wysoka, ogólnie kontrolowana na poziomie 30-60r / min, a przeciwciśnienie powinno być kontrolowane na poziomie 10-15% ciśnienia wtrysku.
g. W Formowanie wtryskowe PC W procesie tym należy ściśle kontrolować stosowanie środków antyadhezyjnych. Jednocześnie wykorzystanie materiałów pochodzących z recyklingu nie powinno przekraczać trzykrotności użytej ilości, a użyta ilość powinna wynosić około 20%.

Czyszczenie lufy
a. W temperaturze formowania poliwęglanu, dodać materiał czyszczący (polistyren ogólnego gatunku lub trans-fenylen) i wystrzelić dwadzieścia do trzydziestu razy w sposób ciągły.
b. Ustaw maszynę z powrotem i kontynuuj opróżnianie materiału oczyszczającego, aż zacznie on pęcznieć i tworzyć pęcherzyki.
c. Ustawić temperaturę cylindra na 200 do 230°C.
d. Kontynuuj opróżnianie materiału czyszczącego, aż temperatura topnienia materiału czyszczącego osiągnie 260 ℃, a wygląd będzie czysty i przejrzysty.
Konstrukcja formy i bramy
Wspólna temperatura formy wynosi 80-100 ℃ i 100-130 ℃ z włóknem szklanym. W przypadku małych produktów dostępna jest brama w kształcie igły, a głębokość bramy powinna wynosić 70% najgrubszej części.
Im większa brama, tym lepiej, aby zmniejszyć wady spowodowane nadmiernym ścinaniem plastiku. Głębokość otworu wentylacyjnego powinna być mniejsza niż 0,03-0,06 mm, prowadnica powinna być tak krótka i okrągła, jak to możliwe, a nachylenie uwalniania formy wynosi zwykle około 30′-1.

Jakie są warunki procesu formowania wtryskowego PC?
Wydajność procesu formowania PC
a. Absorpcja wilgoci przez PC jest niewielka, ale wrażliwość na wodę jest bardzo duża, a niewielka ilość wilgoci może spowodować degradację w temperaturze formowania. Zawartość wilgoci w surowcu PC powinna być mniejsza niż 0,2%, w przeciwnym razie należy go wysuszyć.
b. Zawartość wilgoci w stopionym PC jest zgodna z wymaganiami, może być testowana metodą wtrysku w powietrze, jeśli stopiony materiał z dyszy jest jednolity, bezbarwny, jasny, bez srebrnego i bąbelkowego cienkiego paska, to jest kwalifikowany.
c. PC jest amorficznym tworzywem sztucznym, dobrą stabilnością termiczną, szerokim zakresem temperatur formowania, ponad 300 ℃ przed poważnym rozkładem. W wyniku rozkładu powstaje nietoksyczny, niekorozyjny gaz.
d. Płynność PC jest słaba, zmiana temperatury ma większy wpływ na płynność, a prędkość chłodzenia jest szybsza.
e. Grubość ścianki części z tworzywa sztucznego powinna być jednolita, unikać ostrych narożników, wycięć i metalowych wkładek powodujących koncentrację naprężeń, jeśli są metalowe wkładki powinny być wstępnie podgrzane, temperatura podgrzewania wynosi zwykle 110 ~ 130 ℃.
f. Produkty PC są podatne na koncentrację naprężeń, dlatego warunki formowania powinny być ściśle kontrolowane, a produkty powinny być poddawane odpowiedniej obróbce cieplnej.
g. System zalewania PC powinien być głównie krótki i gruboziarnisty oraz powinien być skonfigurowany z zimnymi wnękami, przy użyciu bezpośredniego wlotu.
h. Stopiony PC ma silną przyczepność do metalu, więc lufa i dysza powinny zostać wyczyszczone po zakończeniu pracy.
i. Nienewtonowska natura PC nie jest oczywista, a lepkość zmniejsza się nieznacznie po zwiększeniu ciśnienia wtrysku, ale znacznie zmniejsza się po zwiększeniu temperatury.
j. Temperatura topnienia PC jest wyższa, a lepkość jest również wyższa, dlatego do pracy należy używać wtryskarki ślimakowej, a obszar dyszy powinien być ogrzewany.
k. Suszenie kwalifikowanego komputera PC, umieszczonego w powietrzu o temperaturze pokojowej na dłużej niż 15 minut, spowoduje utratę efektu suszenia z powodu absorpcji wilgoci, z tego powodu w zbiorniku powinno znajdować się urządzenie grzewcze. formowanie wtryskowe tak, aby temperatura komputera nie była niższa niż 100 ℃.
l. Stopiony PC nie powoduje korozji stali, więc forma nie musi być chromowana, ale powinna mieć wystarczającą wytrzymałość, sztywność i odporność na zużycie.
m. Gęstość PC zmienia się znacznie w zależności od temperatury, a skurcz objętościowy stopu podczas kondensacji łatwo powoduje, że plastikowe części wytwarzają defekty, takie jak puste pęcherzyki, więc grubość ścianki plastikowych części nie może być zbyt gruba, najlepiej nie więcej niż 150 mm, a grubość ścianki jest jednolita.
n. Skurcz formowania stopu PC jest niewielki, takie jak warunki formowania są odpowiednie, ogólnie można je formować z Części z tworzyw sztucznych o wysokiej precyzji.

Główne warunki formowania wtryskowego PC
a. Temperatura cylindra. Temperatura beczki ma duży wpływ na jakość części z tworzyw sztucznych, niska temperatura materiału spowoduje brak materiału, brak połysku powierzchni i srebrny drut; wysoka temperatura materiału jest łatwa do wytworzenia nadmiaru materiału, pęcherzyków i przebarwień.
Ogólna regulacja temperatury beczki w zakresie 230 ~ 310 ℃. W przypadku produktów cienkościennych temperatura beczki powinna przyjmować dużą wartość; w przypadku produktów grubościennych może przyjmować małą wartość.
b. Temperatura formy. Ogólnie rzecz biorąc, naprężenie wewnętrzne w częściach z tworzywa sztucznego i chłodzenie temperatury formy oraz różnica temperatur materiału są w przybliżeniu proporcjonalne do zależności, więc wymagają wysokiej temperatury formy, temperaturę formy można kontrolować w temperaturze 80-120 ℃, cienkościenne części z tworzywa sztucznego należy przyjmować 80-100 ℃.
Grubościenne części plastikowe powinny mieć temperaturę 100-120 ℃. Jeśli temperatura formy przekroczy 120 ℃, plastikowe części będą powoli schładzane, łatwe do przyklejenia do formy, trudne do rozformowania, łatwe do wypaczenia, a cykl formowania będzie długi.
Lepkość stopionego PC jest wysoka, więc wymaga wyższego ciśnienia formowania. W przypadku korzystania z formowanie wtryskowe maszyny, ciśnienie wtrysku wynosi zazwyczaj 70 ~ 140 MPa, podczas gdy wtryskarka tłokowa wynosi 100 ~ 160 MPa, w zależności od surowca, części z tworzywa sztucznego, formy i formowanie wtryskowe maszyna.
Temperatura topnienia materiału PC
Temperatura topnienia materiału PC 230 ~ 240 stopni, może być wtryskiwana do powietrza w celu określenia temperatury przetwarzania wysokiej i niskiej. Ogólna temperatura przetwarzania tworzyw sztucznych PC 270-320 ℃, niektóre zmodyfikowane lub niskocząsteczkowe tworzywa sztuczne PC dla 230-270 ℃.
a. Temperatura cylindra wtryskowego: 250 ~ 320, 290 ~ 320, 270 ~ 300, 250 ~ 280, 80 ~ 90 w celu zwiększenia płynności, potrzeba temperatury formy: 100 ~ 120.
b. Materiał PC jest bardzo chłonny; przed wstrzyknięciem konieczne jest suszenie; 120 stopni przez 2 ~ 4 godziny.
c. Płynność materiału PC nie jest zbyt dobra, więc ciśnienie wtrysku wynosi 160 MPA lub więcej.
Prędkość wtrysku
W większości przypadków prędkość wtrysku jest duża, np. w przypadku części przełączników elektrycznych. Powszechnie stosuje się szybkie formowanie z małą prędkością.
Prędkość wtrysku nie ma znaczącego wpływu na wydajność Produkty formowane wtryskowo z PC. Zasadniczo prędkość wtrysku jest średnia lub niska, z wyjątkiem produktów o cienkich ściankach, małych bramach, głębokich otworach lub długich prowadnicach.
Lepiej jest stosować wtrysk wieloetapowy, zwłaszcza wieloetapowy proces formowania wtryskowego w trybie powolnym-szybkim-wolnym.
Ciśnienie wsteczne
Ciśnienie wsteczne wynoszące około 10 barów można zmniejszyć, jeśli nie występuje wzór powietrza i mieszanie kolorów.
Czas przebywania
Zbyt długie przebywanie w wysokich temperaturach spowoduje degradację materiału, a także CO2 i żółknięcie. Nie używaj LDPE, POM, ABS ani PA do czyszczenia lufy. Do czyszczenia należy używać PS.
Niektóre zmodyfikowane tworzywa sztuczne PC, ze względu na zbyt wielokrotny recykling (zmniejszenie masy cząsteczkowej) lub różne składniki zmieszane nierównomiernie, łatwo wytwarzają ciemnobrązowe płynne pęcherzyki.

Właściwości fizyczne plastiku PC
PC to niekrystaliczny materiał konstrukcyjny o wyjątkowo dobrej udarności, stabilności termicznej, połysku, właściwościach hamujących rozwój bakterii, właściwościach zmniejszających palność i odporności na zanieczyszczenia. Wytrzymałość na uderzenia z karbem Izod jest bardzo wysoka, a współczynnik skurczu jest bardzo niski i wynosi zazwyczaj 0,1%~0,2%.
1. wysoka udarność i szeroki zakres temperatur roboczych.
2. wysoka przezroczystość i brak przebarwień.
3.High H.D.T.
4. doskonałe właściwości elektryczne.
5. bezsmakowy, bezwonny i nieszkodliwy dla ludzkiego ciała zgodnie ze zdrowiem i bezpieczeństwem.
6. niski współczynnik skurczu i dobra stabilność wymiarowa.

Właściwości chemiczne plastiku PC
PC ma dobre właściwości mechaniczne, ale słabą charakterystykę płynięcia, formowanie wtryskowe proces dla tego materiału jest trudny. Wybierając jakość materiału PC, punktem odniesienia powinny być ostateczne oczekiwania wobec produktu.
Jeśli część z tworzywa sztucznego wymaga wysokiej odporności na uderzenia, należy użyć materiału PC o niskim natężeniu przepływu; odwrotnie, można użyć materiału PC o wysokim natężeniu przepływu, który może zoptymalizować formowanie wtryskowe proces.
Tworzywo PC to nowy rodzaj tworzywa termoplastycznego o stopniu przezroczystości 90%, znanego jako przezroczysty metal. Jest sztywny i wytrzymały, o wysokiej udarności, wysokiej stabilności wymiarowej i szerokim zakresie temperatur roboczych, dobrych właściwościach izolacji elektrycznej i odporności na ciepło oraz nietoksyczny, może być wtryskiwany, wytłaczany.
Tworzywo PC ma doskonałe właściwości termiczne i może być używane przez długi czas w temperaturze od -100 ℃ do 130 ℃, a temperatura kruchości wynosi poniżej -100 ℃.

Zalety i wady plastiku PC
Zalety tworzyw sztucznych PC:
a. Wysoka udarność i dobra odporność na pełzanie.
b. Dobra odporność na ciepło, niska temperatura kruchości (-130 ℃) może oprzeć się wpływowi światła słonecznego, deszczu i zmian temperatury.
c. Dobre właściwości chemiczne, wysoka przezroczystość.
d. Dobre właściwości dielektryczne.
e. Dobra stabilność wymiarowa.
Wady plastiku PC:
a. Słaba odporność na rozpuszczalniki.
b. Zjawisko pękania naprężeniowego.
c. Łatwa hydroliza po zanurzeniu we wrzącej wodzie na długi czas.
d. Słaba wytrzymałość zmęczeniowa.
Obszary zastosowań komputerów PC
Maszyny do przetwarzania żywności
Żywica poliwęglanowa jest stosowana głównie w produkcji różnych maszyn do przetwarzania żywności, obudów elektronarzędzi, korpusów, wsporników, szuflad zamrażarek i części odkurzaczy.
Co więcej, materiały poliwęglanowe wykazały również dużą wartość w zastosowaniu ważnych części w komputerach, magnetowidach i telewizorach kolorowych, które wymagają części o wysokiej precyzji.
Soczewka optyczna
Soczewki optyczne wykonane z poliwęglanu klasy optycznej mogą być stosowane nie tylko w aparatach fotograficznych, mikroskopach, teleskopach i optycznych przyrządach testowych, ale także w obiektywach projektorów filmowych, obiektywach kopiarek, obiektywach projektorów na podczerwień z automatycznym ustawianiem ostrości, obiektywach drukarek laserowych i różnych pryzmatach, lustrach wielopłaszczyznowych i wielu innych urządzeniach biurowych i domowych.
Urządzenia medyczne
Produkty do formowania wtryskowego z poliwęglanu są szeroko stosowane w sprzęcie do hemodializy sztucznych nerek i innych urządzeniach medycznych, które muszą być obsługiwane w przejrzystych i intuicyjnych warunkach i muszą być wielokrotnie sterylizowane. Takich jak produkcja strzykawek wysokociśnieniowych, masek chirurgicznych, jednorazowych urządzeń dentystycznych, separatorów krwi itp.

Podsumowanie
Dzięki temu artykułowi dowiedzieliśmy się o materiałach komputerowych i kwestiach, na które należy zwrócić uwagę podczas projektowania. formowanie wtryskowe proces, a także zastosowania materiałów PC w produktach.
Jednak w rzeczywistym procesie realizacji projektu nadal istnieje wiele czynników, które wpływają na to, czy projekt jest dobry. Produkt do formowania wtryskowego tworzyw sztucznych PC.
Jeśli masz produkt z tworzywa sztucznego, który musi być wykonany z materiału PC, zaleca się wybranie doświadczonego producenta. fabryka form wtryskowych oraz fabryka formowania wtryskowego w celu zapewnienia sprawnej realizacji projektu.







