 Przejdź do treści
Przejdź do treści 

Formowanie wtryskowe to ekonomiczna i wydajna metoda produkcji wykorzystywana do wytwarzania wielu rodzajów części z tworzyw sztucznych. Jednak powstawanie zimnych ślimaków podczas formowania wtryskowego jest powszechne i jest uważane za jeden z głównych problemów. Zimny ślimak nie tylko wpływa na wygląd i wydajność produktu, ale także zmniejsza wydajność produkcji i zwiększa ilość odpadów. Dlatego zrozumienie przyczyn powstawania zimnych ślimaków podczas formowania wtryskowego jest bardzo ważne dla osiągnięcia lepszych wyników i wyższej jakości produktu. W tym artykule skupimy się na analizie głównych czynników powodujących powstawanie zimnych ślimaków i zaproponujemy odpowiednie środki zaradcze.

Definicja i klasyfikacja zimnych ślimaków
Przed dalszym omówieniem przyczyn powstawania zimnych ślimaków, kluczowe jest zrozumienie, czym jest zimny ślimak. Zimny ślimak odnosi się do zestalonej części surowca, która ochładza się i zestala z powodu niskiej temperatury formy z tworzywa sztucznego, dyszy lub niektórych części wtryskarki. Te zimne ślimaki wpływają na jakość produktu końcowego.
W oparciu o lokalizację i formę formowania się zimnego ślimaka, można je podzielić na następujące kategorie:
1. Dysza Cold Slug: Zimny ślimak dyszy jest zwykle formowany wokół lub wewnątrz dyszy wtryskarki z powodu niewłaściwej kontroli temperatury, powodując zatrzymanie przepływu stopionego materiału i jego zestalenie.
2. Mold Cold Slug: Zimny ślimak powstaje w gnieździe formy lub w bramie ze względu na fakt, że konstrukcja układu chłodzenia może być nieracjonalna i powodować pewne obszary o niskiej temperaturze.
3. Runner Cold Slug: Zimny ślimak jest zwykle formowany w układzie kanału z powodu nieprawidłowej konstrukcji kanału, niestabilnej kontroli temperatury itp.

Główne przyczyny powstawania zimnych ślimaków
Niewłaściwa kontrola temperatury
Temperatura jest kluczowym czynnikiem wpływającym na Proces formowania wtryskowego. Kontrola temperatury cylindra wtryskarki, dyszy i formy jest kluczem do kontrolowania temperatury produktu. Jeśli temperatura jakiejkolwiek części jest zbyt niska, stopiony materiał ostygnie i zestali się, tworząc zimny ślimak.
Zbyt niska temperatura dyszy: Jeśli temperatura dyszy jest ustawiona zbyt nisko lub system kontroli temperatury ulegnie awarii, stopiony materiał szybko ostygnie w dyszy, tworząc zimną plamę.
Zbyt niska temperatura formy: Zbyt niska temperatura formy spowoduje gwałtowne schłodzenie stopionego materiału po wejściu do gniazda formy, co spowoduje zimny ślimak formy. Jest to zwykle spowodowane nieprawidłowo zaprojektowanym układem chłodzenia.
Nierównomierny rozkład temperatury w cylindrze: Jeśli temperatura w cylindrze jest nierówna, stopiony materiał będzie schładzany w różnym tempie na etapie wtrysku, tworząc zimny ślimak.

Niewłaściwa konstrukcja formy
Konstrukcja formy ma bezpośredni wpływ na proces formowania wtryskowego. Konsekwencjami złej konstrukcji formy są problemy z przepływem stopu i wypełnianiem, a także pojawienie się zimnego ślimaka.
Niewłaściwa lokalizacja i rozmiar bramy: Niewłaściwe zaprojektowanie położenia i rozmiaru bramki powoduje, że stopiony materiał stygnie i krzepnie podczas procesu przepływu, tworząc zimny ślimak.
Niewłaściwa konstrukcja runnera: Konstrukcja prowadnicy ma bezpośredni wpływ na ścieżkę przepływu i prędkość stopionego materiału. Długie lub cienkie prowadnice zwiększają opór przepływu stopionego materiału, tym samym spowalniając prędkość przepływu stopionego materiału i faktycznie powodując twardnienie i krzepnięcie stopionego materiału podczas przepływu, tworząc zimny ślimak.
Nieprawidłowa konstrukcja układu chłodzenia: Układ i konstrukcja systemu chłodzenia formy będą miały wpływ na rozkład temperatury w formie. Nieprawidłowy układ kanałów chłodzących doprowadzi do słabej jednorodności temperatury formy i zimnego ślimaka formy.

Niewłaściwe parametry procesu formowania wtryskowego
Formowanie wtryskowe Czynniki procesowe obejmują szybkość wtrysku, ciśnienie wtrysku, czas przetrzymywania, czas chłodzenia itp. Parametry te są ściśle związane z natężeniem przepływu i szybkością krzepnięcia stopionego materiału. Jeśli parametry procesu nie zostaną prawidłowo ustawione, powstanie zimny ślimak.
Niska prędkość wtrysku: Niska prędkość wtrysku prowadzi do krzepnięcia stopionego materiału podczas przepływu, ponieważ z powodu szybkiego chłodzenia stopionego materiału tworzą się zimne bryły. Niska prędkość wtrysku utrudnia przepływ stopionego materiału, zwłaszcza na wrotach i prowadnicy, tworząc tzw. zimne ślimaki.
Niskie ciśnienie wtrysku: Niskie ciśnienie wtrysku prowadzi do słabego przepływu stopu i niezdolności stopu do płynnego wejścia do gniazda formy oraz schłodzenia i zestalenia podczas przepływu, tworząc zimny ślimak.
Niewystarczający czas podtrzymania: Jeśli czas utrzymywania jest niewystarczający, powoduje to niskie ciśnienie stopu w gnieździe formy, a tym samym nie pozwala na prawidłowe wypełnienie wnęki, tworząc zimny ślimak.
Zbyt długi czas chłodzenia: Długi czas chłodzenia obniża temperaturę formy, co następnie chłodzi stopiony materiał i powoduje zestalenie zimnego plastiku w formie.

Niewłaściwy dobór materiałów
Różne tworzywa sztuczne mają różne temperatury topnienia i właściwości płynięcia. Niewłaściwy dobór materiału również prowadzi do powstawania zimnych ślimaków.
Materiały o wysokiej temperaturze topnienia: Większość materiałów o wysokiej temperaturze topnienia musi być wtryskiwana w wyższych temperaturach i ciśnieniach. Jeśli temperatura i ciśnienie nie są wystarczające, stopiony materiał zaczyna stygnąć i krzepnąć podczas przepływu, tworząc zimne bryły.
Materiały o słabym przepływie: Materiały o słabych właściwościach płynięcia łatwo tworzą zimne ślimaki podczas formowania wtryskowego, zwłaszcza na prowadnicy i bramie. Takie materiały wymagają wyższej prędkości wtrysku i ciśnienia, aby zapobiec tworzeniu się zimnych ślimaków.

Metody wykrywania i analizy zimnych ślimaków
Aby skutecznie zapobiegać i kontrolować powstawanie zimnych ślimaków, konieczne jest ich wykrywanie i analizowanie. Poniżej przedstawiono kilka typowych metod wykrywania i analizy:
Kontrola wzrokowa
Kontrola wzrokowa jest najbardziej bezpośrednim sposobem wykrywania zimnych ślimaków. Zimne ślimaki można wykryć, sprawdzając powierzchnię i wnętrze Część formowana wtryskowo. Zimne ślimaki zwykle pojawiają się jako zmarszczki, puste przestrzenie, skazy lub smugi na powierzchni.
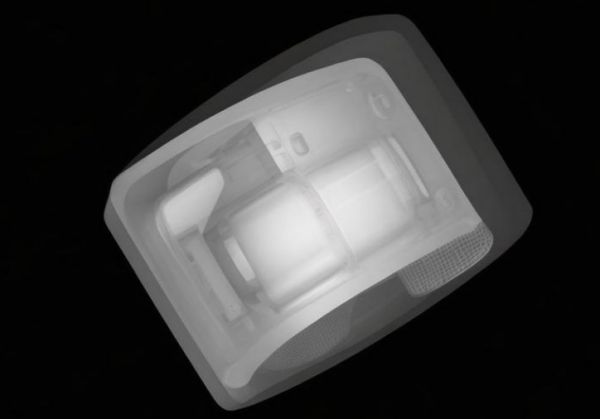
Kontrola rentgenowska
Kontrola rentgenowska jest jedną z nieniszczących technik, która może być stosowana do wykrywania zimnych ślimaków. Wewnętrzną powierzchnię lub zimny ślimak w częściach formy wtryskowej można wykryć za pomocą wizji rentgenowskiej. Kontrola rentgenowska jest odpowiednia w przypadku wad wewnętrznych, zwłaszcza w przypadku drobnych, precyzyjnych i wymagających towarów.
Analiza termiczna
Różnicowa kalorymetria skaningowa (DSC) i analiza termograwimetryczna (TGA) to powszechne techniki należące do kategorii metod analizy termicznej. Badając właściwości termiczne materiałów użytych do produkcji tworzyw sztucznych, można określić temperaturę topnienia tego materiału i właściwości chłodzące, co pozwala ocenić potencjał tworzenia zimnych ślimaków.
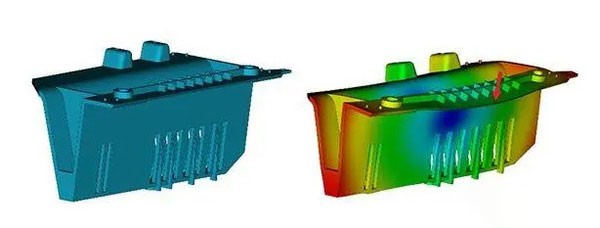
Analiza reologiczna
Analiza reologiczna ma na celu określenie zachowania przepływu stopu i szybkości chłodzenia podczas procesu wtryskiwania tworzyw sztucznych. W ten sposób analiza reologiczna pomaga w identyfikacji najkorzystniejszych parametrów procesu formowania wtryskowego, aby zminimalizować występowanie zimnego ślimaka.
Środki zapobiegania i zwalczania zimnych ślimaków
Aby kontrolować i unikać tworzenia się zimnych ślimaków, można podjąć kilka środków, które skutecznie zmniejszą skutki zimnych ślimaków w formowaniu wtryskowym, zwiększając tym samym jakość formowanych produktów.
Optymalizacja kontroli temperatury
Kontrola temperatury jest czynnikiem, który należy kontrolować, aby uniknąć tworzenia się zimnego ślimaka. Aby zapobiec tworzeniu się zimnego ślimaka, zaleca się poprawę wydajności wtryskarki i systemu kontroli temperatury formy.
Regulacja temperatury dyszy: Należy upewnić się, że temperatura dyszy jest optymalnie różna, aby zapobiec krystalizacji stopionego materiału w dyszy. W ten czy inny sposób, temperatura dyszy może być utrzymywana na stałym poziomie za pomocą urządzeń grzewczych lub płaszczy izolacyjnych.
Kontrola temperatury formy: Minimalizacja oporów przepływu układu chłodzenia, a nawet temperatury w formie. Zmiany w konstrukcji kanałów chłodzących i szybkości przepływu medium chłodzącego można wykorzystać do zwiększenia kontroli temperatury formy.
Kontrola temperatury beczki: Zapewnienie równomiernego rozkładu temperatury w beczce, aby zapobiec wahaniom temperatury prowadzącym do tworzenia się zimnego śluzu. Wielostrefowe systemy kontroli temperatury mogą precyzyjnie kontrolować temperaturę w różnych obszarach beczki.

Ulepszony projekt formy
Należy upewnić się, że osiągnięto odpowiednią konstrukcję formy, aby zminimalizować tworzenie się zimnego ślimaka. Dzięki zwiększonej konstrukcji bramy i kanału, przepływ stopu może zostać zwiększony, co pomoże zminimalizować tworzenie się zimnego ślimaka.
Optymalizacja projektu bramki: Należy wybrać odpowiednie pozycje bramy, a także rozmiary bramy, które pozwolą stopionemu materiałowi bez przeszkód dostać się do gniazda formy. Korzystanie z bram wielopunktowych lub systemów gorących kanałów może poprawić przepływ stopionego materiału.
Optymalizacja konstrukcji biegacza: Powinni zaprojektować prowadnice o odpowiednich kształtach i rozmiarach, aby zminimalizować opór przepływu stopionego materiału. Prowadnice spiralne lub zwężające się mogą pomóc zwiększyć przepływ stopionego materiału.
Ulepszona konstrukcja układu chłodzenia: Zwiększenie dystrybucji kanałów chłodzących i szybkości przepływu medium chłodzącego w celu uzyskania równomiernego rozkładu temperatury w formie. Zastosowanie dynamicznych systemów chłodzenia pozwala kontrolować parametry chłodzenia na różnych etapach produkcji.

Dostosowanie parametrów procesu formowania wtryskowego
Prawidłowe ustawienie Proces formowania wtryskowego ma kluczowe znaczenie dla ograniczenia tworzenia się zimnych ślimaków. Konieczne jest zmniejszenie prędkości wtrysku, ciśnienia wtrysku i czasu przetrzymywania, a także wydłużenie czasu chłodzenia, co również pozytywnie wpływa na przepływ stopu, a także charakterystykę chłodzenia, a tym samym zmniejsza tworzenie się zimnych ślimaków.
Zwiększenie prędkości wtrysku: Zwiększenie prędkości wtrysku jest skutecznym sposobem na zminimalizowanie czasu chłodzenia i krzepnięcia stopu podczas przepływu, a tym samym zminimalizowanie tworzenia się zimnych ślimaków. Jeśli jednak prędkość wtrysku jest zbyt duża, mogą wystąpić inne wady, takie jak flashowanie lub przepełnienie, dlatego regulacja powinna odbywać się w ramach dopuszczalnego marginesu jakości produktów.

Zwiększenie ciśnienia wtrysku: Wyższe ciśnienie wtrysku może w rzeczywistości poprawić przepływ stopu, co oznaczałoby, że stop lepiej wypełniłby gniazdo formy ze stratami, zmniejszając tworzenie się zimnych ślimaków. Jednak ciśnienie wtrysku musi być kontrolowane, aby zapobiec uszkodzeniu formy lub zniekształceniu kształtów produktów, więc jest nieco umiarkowane.
Wydłużenie czasu wstrzymania: Aby wyeliminować ryzyko tworzenia się zimnego ślimaka, w gnieździe formy musi być utrzymywane wystarczające ciśnienie, dla którego należy wydłużyć czas utrzymywania. Podobnie, jeśli środki produktu byłyby utrzymywane przez długi czas, oznacza to, że wydłużyłoby to również cykl wtrysku, a tym samym nie byłoby zbyt wydajne.
Optymalizacja czasu chłodzenia: Czas chłodzenia powinien być skutecznie kontrolowany, tak aby temperatura formy mieściła się w prawidłowym zakresie, aby spowolnić tempo chłodzenia stopu, a także zniechęcić do tworzenia zimnego ślimaka. Czas chłodzenia musi zostać zoptymalizowany poprzez eksperymenty, a zatem należy wydedukować parametry odpowiadające optymalnemu czasowi chłodzenia.

Wybór odpowiednich materiałów
Wybór materiału w dużej mierze determinuje efektywność formowania wtryskowego, a także jakość produktu końcowego. Kontrola doboru materiałów prowadzi do optymalizacji przepływu stopu i cech chłodzenia w celu zminimalizowania tworzenia się zimnych ślimaków.
Wybierz materiały o niskiej temperaturze topnienia: Ich zastosowanie sprawia, że materiał jest łatwy do stopienia i ma lepszy przepływ podczas formowania wtryskowego, minimalizując w ten sposób powstawanie zimnego ślimaka.
Wybierz materiały o wysokim przepływie: Ze względu na wyższą płynność materiałów o wysokim przepływie, łatwiej jest upakować gniazdo formy podczas procesu formowania wtryskowego, minimalizując w ten sposób tworzenie się zimnego ślimaka. Plastyfikatory mogą być włączone do receptury lub wybór materiałów o lepszej charakterystyce przepływu zwiększy przepływ materiału.

Wzmocnienie konserwacji sprzętu
Stan sprzętu do formowania wtryskowego jest głównym czynnikiem wpływającym na stabilność procesu formowania i jakość gotowych produktów. Konserwacja i właściwa pielęgnacja sprzętu są również bardzo ważne, aby sprzęt działał prawidłowo bez tworzenia się zimnych ślimaków.
Regularnie sprawdzaj systemy kontroli temperatury: Zaleca się sprawdzenie systemów kontroli temperatury wtryskarki i formy, aby upewnić się, że działają one zgodnie z wymaganiami, aby zapobiec tworzeniu się zimnego śluzu.
Regularnie czyść dysze i prowadnice: Wyczyść dysze, końcówkę dyszy i prowadnice, aby zapewnić swobodny przepływ stopionego materiału i uniknąć tworzenia się zimnego śluzu z powodu zablokowania.
Regularnie sprawdzaj układy chłodzenia: Upewnij się, że system chłodzenia formy działa prawidłowo, aby uniknąć tworzenia się zimnych ślimaków z powodu nierównomiernego chłodzenia.

Wnioski
W procesie formowania wtryskowego kilka czynników może przyczyniać się do powstawania zimnych ślimaków, które są małymi, zestalonymi kawałkami plastiku, które mogą wpływać na jakość formowanych części. Na przykład, użycie trudnopalnego PC (poliwęglanu) może być wyzwaniem, ponieważ wymaga on precyzyjnej kontroli temperatury, aby zachować swoje właściwości. W przypadku stosowania stali formierskiej chłodzonej wodą, kluczowe znaczenie ma osiągnięcie prawidłowej szybkości chłodzenia. Niewłaściwa szybkość chłodzenia może prowadzić do zbyt szybkiego schłodzenia tworzywa sztucznego, tworząc zimne grudki przed całkowitym wypełnieniem formy. Dodatkowo, wybór odpowiedniej klasy odporności ogniowej dla formowanego tworzywa sztucznego ma zasadnicze znaczenie, ponieważ zapewnia, że materiał może wytrzymać wymagane warunki bez przedwczesnej degradacji. Niska prędkość wtrysku może pogorszyć tę kwestię, pozwalając na zbyt wczesne schłodzenie i zestalenie się płynu z tworzywa sztucznego. Dlatego utrzymanie optymalnej równowagi między tymi czynnikami ma kluczowe znaczenie dla zapobiegania powstawaniu zimnych ślimaków i zapewnienia produkcji wysokiej jakości wyprasek z tworzyw sztucznych.

Zimne ślimaki to jeden z podstawowych i dość długotrwałych problemów występujących w formowanie wtryskowe z powodu kilku czynników, które mogą obejmować: temperaturę, konstrukcję formy, parametry procesu i materiały. W związku z tym dostosowanie kontroli temperatury, konstrukcji formy, parametrów procesu, doboru materiałów i zwiększenie konserwacji sprzętu pomoże zmniejszyć tworzenie się zimnego ślimaka, poprawiając w ten sposób jakość formowania wtryskowego i jego wydajność.







