 Przejdź do treści
Przejdź do treści 

Formowanie wtryskowe to proces produkcyjny wykorzystywany do produkcja części z tworzyw sztucznych. Proces ten polega na wtryskiwaniu stopionego plastiku do formy, która jest następnie schładzana i utwardzana w celu uzyskania pożądanego kształtu. W tym wpisie na blogu omówimy kolejne etapy tego procesu. formowanie wtryskowe szczegółowo.

Czym jest formowanie wtryskowe?
Formowanie wtryskowe jest również znane jako formowanie wtryskowe, które jest metodą wtrysku i formowania.
Zalety formowanie wtryskowe Metoda ta charakteryzuje się dużą szybkością produkcji, wysoką wydajnością, automatyczną obsługą, różnorodnością kolorów, prostymi i złożonymi kształtami, dużymi i małymi rozmiarami oraz dokładnymi wymiarami produktu.
Produkty formowanie wtryskowe są łatwe do odnowienia i można z nich tworzyć części o złożonych kształtach, więc formowanie wtryskowe jest odpowiednie do masowej produkcji i produktów o złożonych kształtach.
W określonej temperaturze formy tworzywo sztuczne jest całkowicie topione przez mieszanie ślimakowe, wtryskiwane do gniazda formy pod wysokim ciśnieniem, a następnie utwardzane przez chłodzenie w celu uzyskania uformowanego produktu.
Metoda ta jest odpowiednia do masowej produkcji części o złożonych kształtach i jest jedną z ważnych metod przetwarzania.
Na czym polega proces formowania wtryskowego?
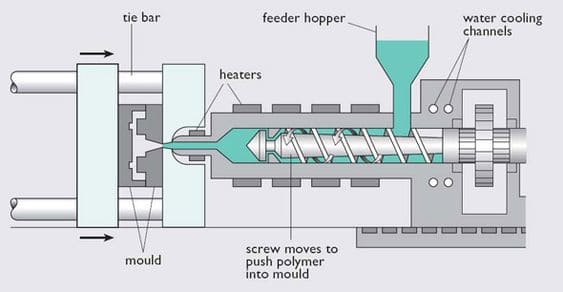
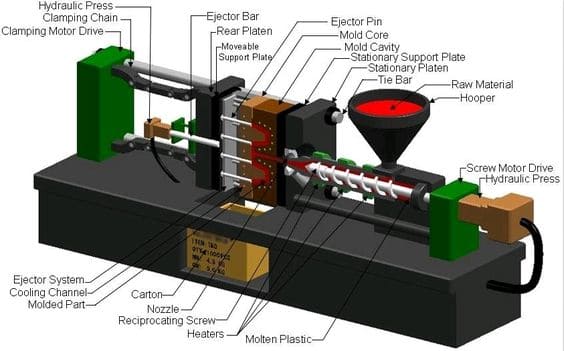
Formowanie wtryskowe to proces wykorzystywania właściwości termofizycznych tworzyw sztucznych do dodawania materiałów z leja zasypowego do cylindra, który jest podgrzewany przez pierścień grzewczy na zewnątrz cylindra w celu stopienia materiałów.
Materiał jest stopniowo uplastyczniany, topiony i homogenizowany przez podwójne działanie zewnętrznego ogrzewania i ścinania śrubowego.
Gdy śruba obraca się, materiał jest wypychany do łba śruby pod wpływem tarcia i siły ścinającej rowka śruby, który został stopiony. W tym samym czasie śruba cofa się pod wpływem przeciwdziałania materiału, dzięki czemu łeb śruby tworzy przestrzeń magazynową do zakończenia procesu plastyfikacji.
Następnie ślimak wtryskuje stopiony materiał w przestrzeni magazynowej do gniazd formy przez dyszę z dużą prędkością i wysokim ciśnieniem pod działaniem ciągu tłoka cylindra wtryskowego.
Po wytworzeniu ciśnienia, schłodzeniu i utwardzeniu stopionego materiału we wnęce, forma jest otwierana pod działaniem mechanizmu zamykającego formę, a ukształtowany produkt jest wyrzucany z formy przez urządzenie wyrzucające.
Mówiąc najprościej, formowanie wtryskowe dzieli się na trzy etapy: plastyfikację stopu, formowanie wtryskoweoraz chłodzenie i kształtowanie.

Cztery elementy formowania wtryskowego
Tworzywo sztuczne wtrysk forma
Formowanie wtryskowe maszyna
Surowce z tworzyw sztucznych
Warunki formowania
Przepływ pracy wtryskarki
Prace pomocnicze - zamknięcie formy - osadzenie w formie - wtrysk - utrzymywanie ciśnienia - chłodzenie (pompowanie stopionego kleju) - oparcie formy - otwarcie formy - wyrzucenie - pobranie produktu - górne oparcie - - - - - -. formowanie wtryskowe proces cyklu maszyny

Etapy procesu formowania wtryskowego
1. Zaciskanie
Po upewnieniu się, że w formie nie ma ciał obcych lub wkładka jest zamontowana na miejscu bez poluzowania, należy zamknąć przednie drzwiczki bezpieczeństwa i rozpocząć zamykanie formy. Zamykanie Przed wtryskiem materiału do formy należy zamknąć obie połówki formy. Są one zamykane przez zespół zaciskowy.
Gdy ruchoma forma i stała forma znajdują się blisko siebie, system wyrzucania mocy i systemy gorących kanałów mechanizmu zamykania formy zostaną automatycznie zmienione na niskie ciśnienie i niską prędkość (testowe ciśnienie zamykania), a następnie przełączone na wysokie ciśnienie w celu zablokowania formy, gdy zostanie potwierdzone, że w formie nie ma ciał obcych, a wkładka nie jest luźna.
2. Siedzenia w
Działanie to jest zazwyczaj dostępne tylko na początku formy próbnej lub gdy wtryskiwane są specjalne materiały. Podczas normalnej produkcji większość gniazd wtryskowych jest nieruchoma.
Po potwierdzeniu, że forma osiągnęła wymagany poziom zamknięcia, gniazdo wtrysku jest przesuwane do przodu, tak aby dysza pasowała do wrót formy i łączyła kanał dyszy z kanałem formy.
3. Wstrzyknięcie
Po zatwierdzeniu dyszy i formy, śruba wywiera nacisk na stopiony materiał i wtryskuje stopiony materiał z przodu cylindra do wnęki formy pod wysokim ciśnieniem i z dużą prędkością, ostatecznie wypełniając wnękę stopionym materiałem.
Napełnianie wtryskowe jest pierwszym krokiem w całym cyklu wtrysku, a czas jest liczony od rozpoczęcia procesu wtrysku, gdy forma jest zamknięta, do momentu wypełnienia wnęki formy do około 95%.
Teoretycznie, im krótszy czas napełniania, tym wyższa wydajność formowania, ale w praktyce czas formowania lub prędkość wtrysku zależy od wielu warunków.
4. Ciśnienie trzymania
Po wypełnieniu wnęki formy stopionym materiałem, śruba nadal utrzymuje pewien nacisk na stopiony materiał, aby zapobiec cofaniu się stopionego materiału w wnęce formy i uzupełnić stopiony materiał wewnątrz wnęki formy z powodu procesu chłodzenia i kurczenia się materiału wymaganego do zapewnienia gęstości produktu, dokładności wymiarowej, dobrych właściwości mechanicznych, śruba porusza się do przodu w niewielkim stopniu podczas utrzymywania ciśnienia.
Rolą etapu utrzymywania ciśnienia jest ciągłe stosowanie ciśnienia w celu zagęszczenia stopionego materiału i zwiększenia gęstości tworzywa sztucznego (zagęszczanie) w celu skompensowania kurczenia się tworzywa sztucznego.
Podczas docisku ciśnienie wsteczne jest wysokie, ponieważ gniazdo formy jest już wypełnione tworzywem sztucznym. W procesie zagęszczania ciśnieniowego, ciśnienie wsteczne jest wysokie. formowanie wtryskowe Śruba maszynowa może powoli poruszać się do przodu tylko przy niewielkim ruchu, a natężenie przepływu tworzywa sztucznego jest również wolniejsze, co nazywa się przepływem ciśnienia utrzymującego.
Gdy tworzywo sztuczne jest schładzane i utwardzane przez ściankę formy, lepkość stopu szybko wzrasta, więc opór w gnieździe formy jest duży.
Na późniejszym etapie utrzymywania ciśnienia gęstość materiału nadal rośnie, a formowana część jest stopniowo formowana. Etap utrzymywania ciśnienia powinien trwać do momentu utwardzenia i uszczelnienia bramy, w którym to czasie ciśnienie wnęki na etapie utrzymywania ciśnienia osiągnie najwyższą wartość.

5. Chłodzenie (ekstrakcja stopionego kleju)
Gdy ciśnienie podtrzymujące jest utrzymywane do momentu, gdy stopiony materiał w otwartej wnęce formy traci możliwość wypłynięcia z powrotem z wnęki (tj. wnęka jest zestalona), można usunąć ciśnienie. Produkt nadal stygnie, ślimak obraca się, a plastikowe granulki, które spadają ze zbiornika do beczki, są przenoszone do przodu wraz z obrotem ślimaka.
W tym procesie przenoszenia materiał jest stopniowo zagęszczany, w ślimaku bębna poza ogrzewaniem i tarciem ślimaka, materiał jest stopniowo stopiony, uplastyczniony, ostatecznie lepki stan przepływu i ustala pewne ciśnienie, tak aby śruba obracała się w tym samym czasie z powrotem.
Gdy ślimak cofa się do zaworu dozującego, ślimak zatrzymuje uplastycznianie i przygotowuje materiał do następnej jednostki wtryskowej. Regulacja przeciwciśnienia sprawia, że materiał jest gęstszy, nie zawiera wody i substancji niskocząsteczkowych oraz uplastycznia się bardziej równomiernie.
Po zatrzymaniu obrotów plastyfikatora należy cofnąć się na pewną odległość, aby zmniejszyć ciśnienie topnienia w przedniej części i zapobiec ślinieniu się materiału w dyszy. Pompowanie stopionego materiału i chłodzenie produktu odbywają się jednocześnie, a czas wtrysku nie przekracza czasu chłodzenia produktu.
W formy wtryskoweKonstrukcja układu chłodzenia jest bardzo ważna. Dzieje się tak, ponieważ formowane produkty z tworzyw sztucznych można schłodzić i utwardzić tylko do pewnej sztywności, a po rozformowaniu można uniknąć deformacji produktów z tworzyw sztucznych spowodowanych siłami zewnętrznymi.
Ponieważ czas chłodzenia stanowi około 70% do 80% całego cyklu formowania, dobrze zaprojektowany system chłodzenia może znacznie skrócić czas formowania, zwiększyć wydajność i wydajność. formowanie wtryskowe produktywność i obniżenie kosztów.
Nieprawidłowo zaprojektowane systemy chłodzenia wydłużą czas formowania i zwiększą koszty; nierównomierne chłodzenie dodatkowo spowoduje wypaczenie i deformację produktów z tworzyw sztucznych.
6. Oparcie siedzenia
Po dozowaniu plastyfikatora ślimakowego, czasami, aby dysza nie tworzyła zimnego materiału, dysza musi zostać usunięta z formy, będzie używana do działania oparcia siedzenia.
Ta akcja jest używana w połączeniu z akcją stopienia, istnieją trzy rodzaje stopienia: stałe stopienie, przed stopieniem, po stopieniu, zwykle używa się stałego stopienia i przed stopieniem.
7. Chłodzenie
Chłodzenie produktu i plastyfikacja ślimaka w czasie zwykle nakładają się na siebie, generalnie czas chłodzenia jest dłuższy niż czas topienia.
Produkt musi zostać schłodzony do temperatury poniżej temperatury zeszklenia materiału przed otwarciem formy, aby produkt nie został zdeformowany podczas wyrzucania.
8. Otwór formy
Produkt jest otwierany na czas po odpowiednim schłodzeniu, aby skrócić cykl formowania i poprawić wydajność produkcji.
Początkowe wysokie ciśnienie i niska prędkość otwierania formy sprawiają, że produkt wychodzi ze stałej formy, po czym następuje średnie ciśnienie wtrysku i wysoka prędkość, przechodząc do niskiego ciśnienia i niskiej prędkości przed zakończeniem otwierania formy, aby zapobiec uderzeniu, i kończąc działanie otwierania formy, gdy odległość otwierania formy jest wystarczająca do wyrzucenia i wyjęcia produktu.
9. Wysuwanie
Po potwierdzeniu otwarcia formy, mechanizm wyrzutnika wyrzuca produkt z formy.
10. Wyjmij produkt
W trybie półautomatycznym wlewki i wszystkie produkty są wyjmowane ręcznie przez operatora; w trybie w pełni automatycznym wlewki i produkty lub wlewki produktów są wyjmowane przez robota i opadają niezawodnie i automatycznie.
11. Cofnięcie wyrzutnika
Gdy produkt jest uwalniany z formy, sworzeń wypychacza jest cofany do pierwotnej pozycji.

Jak oszacować czas cyklu formowania wtryskowego?
Powyższe standardowe kroki formowanie wtryskowe Cykl może być powtarzany w celu wytworzenia produktów w cyklu wsadowym.
Jeśli struktura produktu nie jest specjalna, czas wtrysku wynosi około 6 sekund, czas przytrzymania wynosi 10 sekund, czas chłodzenia wynosi 25 sekund, czas otwierania plus czas wyrzucania wynosi 3 sekundy, a czas odbioru zrobotyzowanego wynosi 3 sekundy, a jeśli czas odbioru ręcznego wynosi 6 sekund.






