 Przejdź do treści
Przejdź do treści 

1–10 dni Injection Mold Complete Guide.
- Inspekcja pierwszego wyrobu (FAI) weryfikuje, czy pierwsze części z nowej formy wtryskowej spełniają wszystkie wymagania wymiarowe, materiałowe i funkcjonalne przed rozpoczęciem produkcji masowej.
- Kompletna kontrola FAI obejmuje 100% cech na pierwszych 3–5 części, włączając grubość ścianki, wymiary wlotu, krytyczne tolerancje (zwykle ±0.05–0.1 mm dla części precyzyjnych) oraz certyfikację materiału.
- FAI jest obowiązkowe w branżach lotniczych (AS9102), automotive (PPAP) oraz medycznych (ISO 13485) i jest mocno zalecane dla każdej produkcji przekraczającej 5,000 części.
- Ominięcie FAI ryzykuje odkrycie defektów po wyprodukowaniu 10,000+ części, przekształcając kontrolę $500 w problem odpadów $50,000+.
- W ZetarMold, wyniki FAI są dokumentowane w strukturalnym raporcie i zatwierdzane przez klienta przed przekazaniem formy do produkcji.
Czym jest inspekcja pierwszego wyrobu w formowaniu wtryskowym?
1 (FAI) jest strukturalnym, dokumentowanym procesem weryfikacji, który potwierdza, że pierwsze części wyprodukowane z nowej formy wtryskowej – lub znacząco zmodyfikowanej formy – spełniają każdy wymiar, tolerancję, materiał i wymaganie funkcjonalne określone na rysunku technicznym. FAI nie jest ogólną kontrolą jakości; jest systematycznym, cech po cech, pomiarem 100% wszystkich charakterystyk rysunku na minimalnej próbce 3–5 części z pierwszej serii. W ZetarMold traktujemy FAI jako ostatnią barierę między kwalifikacją formy i produkcją masową.
Proces powstał w produkcji lotniczej zgodnie z 2, ale dziś jest standardem w automotive (4 Poziom 3), medycznych (ISO 13485) oraz precyzyjnych branżach elektronicznych. Każdy producent dostarczający komponenty plastikowe do regulowanych łańcuchów dostaw powinien przygotować dokumentowany raport kontroli pierwszych wyrobów (FAIR). Bez tego klienci nie mają obiektywnego dowodu, że forma faktycznie produkuje zgodnie z rysunkiem.
Dlaczego FAI ma znaczenie dla części formowanych wtryskowo?
Formowanie wtryskowe wprowadza kilka źródeł zmienności wymiarowej, które pojawiają się tylko gdy stal faktycznie przetwarza plastik: rozkład ciśnienia w gnieździe, jednorodność chłodzenia, czas zamknięcia wlotu oraz skurcz materiału. Nominalne wartości skurczu publikowane w kartach materiałów są średnie, nie gwarantowane. Część zaprojektowana dla ABS z nominalnym skurczem 0.5% może faktycznie skurczyć się 0.45–0.65% w zależności od grubości ścianki, temperatury stopu i ciśnienia docisku. FAI wychwytuje te odchyły przed tym, gdy staną się problemem produkcyjnym.
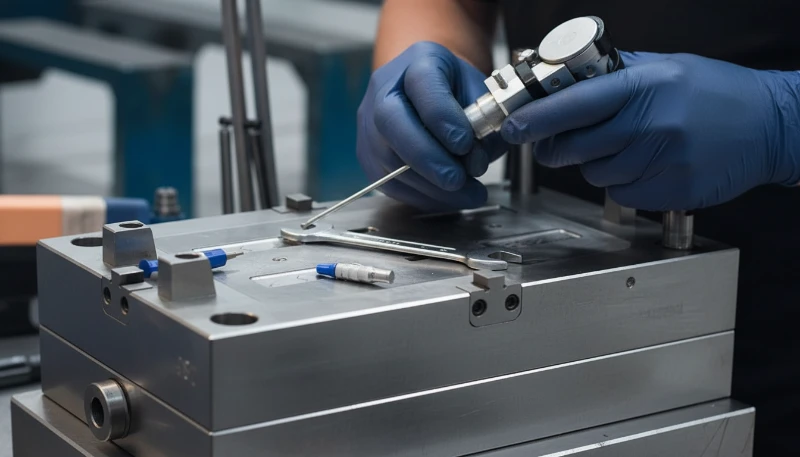
W naszej fabryce widzieliśmy przypadki, gdzie forma przeszła próbę T1 (pierwsza próba) wizualną bez problemów, ale pomiar wymiarowy FAI wykazał, że krytyczne ramię zatrzaskowe było 0.15 mm poniżej wymiaru – w tolerancji stalowej formy, ale nie spełniało wymagań montażowych. Wykrycie tego podczas FAI kosztowało dwa dni korekty formy. Wykrycie po 50,000 części byłoby katastrofalne.
Co zawiera raport kontroli pierwszych wyrobów?
Kompletny raport kontroli pierwszych wyrobów (FAIR) dokumentuje każdą charakterystykę wskazaną na rysunku części. Struktura odpowiada AS9102 Sekcji 4, nawet dla zastosowań nie-lotniczych, ponieważ jest najbardziej rygorystyczną dostępną branżową strukturą. Raport musi być zatwierdzony przez kwalifikowanego inżyniera jakości i archiwizowany przez cały czas programu części.
| Sekcja FAIR | Co jest dokumentowane | Typowy kryterium akceptacji |
|---|---|---|
| Numer części i rewizja | Numer rysunku, poziom rewizji, data obowiązywania | 100% zgodność z rysunkiem dostarczonym przez klienta |
| Certyfikacja materiału | Numer partii materiału, CoC dostawcy, dane testów materiału | Spełnia specyfikację materiałową UL, ASTM lub klienta |
| Balonowanie wymiarów | Każdy wymiar na rysunku przypisany numer balonu | Wszystkie cechy sprawdzone; 0 otwartych odstępstw |
| Pomiary cech krytycznych | Dane CMM lub suwmiarki dla wszystkich wymiarów krytycznych | Cpk ≥ 1.33 dla cech krytycznych |
| Inspekcja wzrokowa / kosmetyczna | Powierzchnia wykończenia, kolor, linie złączeń, ślady wgnieceń | Spełnia plan pobierania próbek AQL 0.65 Level II |
| Test funkcjonalny | Zacisk, współpraca gwintu, sprawdzenie dopasowania montażu | 100% pozytywny wynik na wszystkich próbkach pierwszej sztuki |
| Rejestr parametrów procesu | Szybkość wtrysku, temperatura płynięcia, czas chłodzenia, ciśnienie pakowania | Parametry archiwizowane dla przyszłych odniesień |
| Podpis klienta | FAI zatwierdzony przez przedstawiciela jakości klienta | Pisemna zgoda przed wydaniem do produkcji |
The dimensional ballooning section is the most labor-intensive part of a FAIR. Every tolerance callout on the drawing—linear dimensions, radii, hole diameters, 5 symbols—receives a unique balloon number. Each balloon is then measured on each sample part, and the actual value is recorded alongside the nominal and tolerance. Our quality team at ZetarMold typically records 60–150 balloon entries per part for a medium-complexity component.
“FAI requires measuring 100% of drawing features, not just critical dimensions.”Prawda
A full FAI per AS9102 and PPAP standards requires that every dimension, tolerance, and specification on the drawing be inspected and documented. Selective inspection—checking only critical-to-function features—does not constitute a valid FAI. In practice, this means balloon numbering every callout on the drawing and recording actual measured values for each one.
“A T1 trial run approval is equivalent to a First Article Inspection.”Fałsz
T1 approval and FAI serve different purposes. T1 (first steel trial) typically confirms that the mold opens, fills, and ejects without mechanical problems, and may include basic visual checks. FAI is a formal, documented, feature-by-feature dimensional and material verification. A mold can pass T1 but fail FAI due to dimensional deviations that are not visible to the eye—such as a wall thickness 0.12 mm outside tolerance.
Jak krok po kroku przeprowadza się inspekcję pierwszego wyrobu?
FAI follows a defined sequence that ensures all verification activities are completed before any data is recorded. Shortcuts—such as measuring parts before they have fully cooled to ambient temperature, or measuring only one of the three sample parts—invalidate the inspection and typically result in customer rejection of the FAIR.
Step 1 is part conditioning. Injection-molded parts must be conditioned at 23°C ±2°C for a minimum of 4 hours (per ASTM D618) before measurement. Parts measured immediately after molding will read differently due to residual heat and stress relaxation. Step 2 is drawing review: the quality engineer balloons every dimension and assigns a unique ID. Step 3 is CMM programming or fixture setup for measurement. Step 4 is measurement of all three to five sample parts, with actual values recorded. Step 5 is material and process record archiving.
Step 6 is Cpk analysis for critical features. For any dimension with a critical-to-function tolerance, we calculate the process capability index (Cpk). The accepted minimum is Cpk ≥ 1.33, which corresponds to a process running at least 4 sigma from its nearest tolerance limit. Features below this threshold require mold rework before FAI can be approved. Step 7 is customer submission and sign-off. The complete FAIR package is transmitted to the customer; written approval is required before production begins.
“Parts must be conditioned at 23°C for at least 4 hours before FAI measurement.”Prawda
ASTM D618 specifies that thermoplastic parts must be conditioned at 23°C ±2°C and 50% ±5% relative humidity for a minimum of 4 hours before dimensional measurement. This is critical because injection-molded parts continue to shrink and warp after ejection as residual stresses relax and absorbed heat dissipates. Measuring hot parts produces systematically larger readings that do not represent the part’s final dimensions.
“FAI only needs to be performed once for the life of a mold.”Fałsz
FAI must be repeated whenever a defined change occurs: mold steel modification, new material lot from a different supplier, change in molding facility or machine, design revision, or production interruption exceeding a customer-defined period (typically 12 months). The logic is that any of these changes can alter part dimensions or properties. A single FAI approval does not cover parts made under materially different conditions.
Które wymiary są najważniejsze do zmierzenia w częściach formowanych wtryskowo?
Proces formowania wtryskowego variables directly affect four categories of dimensions that are most likely to deviate from nominal. Understanding which features are at highest risk helps quality engineers prioritize CMM time and flag potential issues during DFM review.
Wall thickness is the single most critical dimension because it controls both structural performance and cooling uniformity. Target tolerance for uniform wall sections is typically ±0.1 mm for non-critical features and ±0.05 mm for critical-to-fit interfaces. Gate location and dimensions affect fill pattern, weld line position, and surface cosmetics. Boss diameter and depth control thread engagement and press-fit retention. Snap-fit arm length and tip geometry determine assembly force and retention strength—even a 0.1 mm deviation in snap-fit tip height can increase insertion force by 30–50%.
Flatness and warpage are especially problematic for large, thin-walled parts. A 200 mm × 150 mm panel with 2 mm nominal wall thickness can warp by 0.5–2.0 mm if cooling is non-uniform or if packing pressure is not optimized. FAI flatness measurements are taken on a granite surface plate using dial indicators at a defined grid of points—typically every 25 mm. Analiza przepływu formy simulation can predict warpage before steel is cut, but FAI is the ground truth.
Jakie narzędzia są używane do pomiaru części podczas FAI?
The 3 (CMM) is the gold standard for FAI dimensional verification. A CMM probes the part surface at programmed points and reports actual coordinates versus nominal CAD data. Modern CMMs achieve measurement uncertainty of ±0.002 mm under controlled conditions. For production FAI, the CMM program is written from the 3D CAD model and then validated against the ballooned drawing to confirm every feature is captured.
Not all features require CMM. Thread gauges (go/no-go) verify thread engagement more quickly than CMM for standard thread forms. Vision systems measure 2D profile features—hole diameters, edge radii, slot widths—with sub-micron accuracy at high throughput. Digital calipers and micrometers are acceptable for non-critical features (tolerance ≥ ±0.1 mm) when calibrated to NIST-traceable standards. Optical comparators project part silhouettes for rapid profile checking on complex 2D contours.
In our factory, we operate a Zeiss Contura CMM with a 0.001 mm resolution probe for all critical-feature FAI measurements. For formowanie wtryskowe małych ilości programs where a full CMM program may not be cost-justified, we use a combination of calibrated hand tools and a structured light 3D scanner to capture full-surface deviation maps against the CAD nominal.
Jak długo trwa inspekcja pierwszego wyrobu?
FAI duration depends on part complexity (number of drawing features), available measurement equipment, and customer reporting requirements. A simple two-cavity mold with 25–40 drawing balloons typically takes 1–2 days from part conditioning to completed FAIR submission. A complex 8-cavity medical device component with 120+ balloons, GD&T callouts, and material traceability requirements may take 5–7 working days.
The biggest time drivers are CMM program development (4–16 hours for a new program) and customer-required reports with statistical analysis (Cpk calculations for 20–30 critical features). Customers who provide CAD models and a pre-ballooned drawing dramatically reduce FAI turnaround time. Those who only supply a 2D PDF drawing require our team to model the nominal geometry before CMM programming can begin.
At ZetarMold, we build FAI time into every project schedule at the mold qualification stage. Customers who treat FAI as an afterthought—requesting it only after they expected parts to ship—create delays. Our standard lead time commitment: T1 trial parts within 4 weeks of mold approval; FAI report within 5 business days of T1 parts being conditioned; production release within 3 business days of customer FAIR approval.
Co się dzieje, jeśli część nie przejdzie inspekcji pierwszego wyrobu?
FAI failure means that one or more measured features fall outside their drawing tolerance on the first-article sample parts. The response depends on the nature and magnitude of the deviation. Minor deviations (within 20% of the tolerance band outside nominal) may be addressed through process adjustment—changing pack pressure, cooling time, or melt temperature—without touching the mold steel. These are documented as process NCRs and re-measured on a fresh set of conditioned parts.
Dimensional deviations that exceed process adjustment capability require mold steel modification. Steel removal (cutting more material) is straightforward; steel addition (welding or insert replacement) is more expensive and time-consuming. In either case, a partial re-FAI is performed: only the affected features and any dimensions that could have been influenced by the modification need to be re-measured. A full re-FAI is required if the modification involved significant steel removal affecting multiple cavity regions.
Some customers allow a Deviation Approval (also called a concession or waiver) for features that are marginally out of tolerance but demonstrably do not affect function or assembly. This requires engineering sign-off from the customer and a defined review timeline. Deviations are never permanent; the mold must be corrected before the next tool change or at the next scheduled maintenance window. In our factory, we track all open deviations in our ERP system and flag them for action at each mold service interval.
Najczęściej zadawane pytania dotyczące kontroli pierwszych wyrobów w formowaniu wtryskowym
Czy FAI jest wymagane dla każdej nowej formy wtryskowej, czy tylko dla regulowanych branż?
FAI is mandatory for aerospace (AS9102), automotive (PPAP), and medical device (ISO 13485 / FDA 21 CFR Part 820) supply chains. However, any manufacturer running injection molds for precision assemblies should perform FAI regardless of industry, because the cost of discovering dimensional non-conformance at production scale vastly exceeds the cost of a structured first-article inspection. At ZetarMold, we recommend FAI for any production program with tolerances tighter than ±0.15 mm or any assembly with critical-to-function fit interfaces, irrespective of the customer’s industry sector.
Ile części jest zazwyczaj sprawdzanych podczas FAI?
The standard minimum is 3–5 parts from the actual production mold, running under production-intent process parameters. For multi-cavity molds, parts should be taken from every cavity—not just one representative part. If you have a 4-cavity mold, a proper FAI measures parts from all four cavities and records cavity-specific data. Cavity-to-cavity variation is a common failure mode in injection molding; FAI is the only way to confirm that all cavities are within tolerance simultaneously. Some customers specify larger sample sizes (10–30 parts) for statistical process capability calculations.
Jaka jest różnica między FAI a PPAP?
FAI (First Article Inspection) is a measurement and verification activity—it confirms that a specific part from a specific mold meets its drawing. PPAP (Production Part Approval Process) is a broader submission package required by automotive customers that includes FAI data as one of its 18 required elements, alongside design records, process flow diagrams, control plans, MSA studies, and capacity analysis. PPAP Level 3 (the most common) requires all 18 elements to be submitted to and approved by the customer. FAI is necessary but not sufficient for PPAP; PPAP wraps FAI inside a larger quality management framework.
Czy FAI może być wykonane przez formierza, czy musi być wykonane przez niezależne laboratorium?
In most commercial and industrial applications, the molder’s own quality team performs the FAI using calibrated, NIST-traceable measurement equipment. The customer reviews and approves the FAIR. For aerospace and defense applications, some customers require that FAI be witnessed by their own quality representative or a third-party inspection agency. Medical device applications under FDA oversight may require measurement system analysis (MSA / Gage R&R studies) to demonstrate that the molder’s measurement process itself is capable before FAI data is considered valid.
What should I do if I receive a FAIR with some features marked ‘actual dimension not reported’?
Any feature listed on the drawing that appears in the ballooned inspection plan must be measured and reported. ‘Not reported’ entries indicate an incomplete FAI and are not acceptable for formal approval. Common reasons for missing measurements include: features that are difficult to access with standard tooling (requiring fixtures or specialized probes), features inadvertently omitted during drawing ballooning, or features that require destructive testing (cross-section cuts for internal wall thickness). For each case, the molder must either provide measurement data, request a customer deviation, or use alternative measurement methods. Accept no FAIR with blank or ‘N/A’ entries unless formally approved.
Jak kurczenie się materiału wpływa na wyniki FAI w procesie formowania wtryskowego?
Material shrinkage is the primary reason why injection-molded part dimensions differ from the mold cavity dimensions, and it is a major source of FAI failures. Most engineering thermoplastics shrink 0.3–2.0% as they cool from melt temperature to ambient. The mold cavity is intentionally cut oversize by the expected shrinkage factor, but actual shrinkage varies with wall thickness, melt temperature, packing pressure, cooling rate, and material lot. FAI catches cases where actual shrinkage deviates from the design assumption. When FAI shows a systematic dimensional offset across all measured features, the root cause is almost always a shrinkage factor error, which is corrected by steel adjustment.
-
First Article Inspection: First Article Inspection (FAI) is a formal validation process that verifies the first production part or assembly from a new or modified manufacturing process meets all engineering design requirements before mass production begins. ↩
-
AS9102: AS9102 refers to the aerospace industry standard that defines requirements for First Article Inspection reports, specifying documentation, dimensional verification, and material certification procedures. ↩
-
Coordinate Measuring Machine: A Coordinate Measuring Machine (CMM) is a precision metrology device that measures the physical geometrical characteristics of a part by probing its surface with a contact or non-contact sensor, typically achieving accuracy within ±0.001 mm. ↩
-
PPAP: PPAP (Production Part Approval Process) is an automotive industry standard that requires suppliers to demonstrate, through documented evidence including FAI data, that their manufacturing process can consistently produce parts meeting all customer specifications. ↩
-
GD&T: GD&T (Geometric Dimensioning and Tolerancing) is an engineering notation system used on technical drawings to define the allowable variation in form, size, orientation, and location of part features, providing a universal language for precision manufacturing. ↩






