 Przejdź do treści
Przejdź do treści 
kalkulator kosztów formy wtryskowej
Estimating forma wtryskowa costs used to mean waiting days for a supplier quote. Our kalkulator kosztów formy wtryskowej gives you a ballpark figure in seconds — mold tooling, per-part price, and total project cost, all broken down so you can see where the money goes.
This tool is built on real industry pricing data: mold base costs by size and steel grade, material prices per kilogram, machine-hour rates by press tonnage, and volume discount curves. It is not a substitute for a formal quote, but it gets you close enough to make early-stage decisions — fast.
Resin + machine-rate cost logic
Instant budgetary estimate
Run the calculator inside the rebuilt page shell
The calculator stays isolated in an iframe so its inline CSS and JavaScript do not collide with the WordPress theme.
This is still a planning tool, not a final production quote. Validate the assumptions against your part geometry, resin choice, and annual demand before procurement.
- Injection mold cost is driven by part complexity, mold steel grade, cavity count, and required surface finish.
- Prototype molds (aluminum) cost 40–70% less than production steel tooling but are limited to lower shot counts.
- Per-part cost drops sharply as volume increases — the tooling investment amortizes over more units.
- Design for manufacturability (uniform walls, minimal undercuts) is the single most effective cost lever.
True: Increasing production volume from 1,000 to 100,000 parts can reduce the per-part tooling cost contribution by over 95%, because the fixed mold investment is spread across more units. This is why production volume is the single biggest lever on per-part economics.
False: Aluminum molds are always cheaper than steel molds for every production scenario. For high-volume runs above 100,000 shots, steel molds become more economical due to longer service life and lower per-part rework cost.
Volume strategy and mold material selection work together. A common mistake is over-specifying tooling for a prototype run or under-investing for a high-volume program. The calculator helps you compare these trade-offs side by side — enter your part dimensions, select a mold type, and adjust the volume slider to see exactly where the cost curves cross. If you are unsure which mold grade fits your program, start with the prototype estimate and scale up once the design is frozen.
Material choice also shifts the equation: glass-filled nylon requires harder mold steel than commodity PP, which affects both upfront tooling cost and the feasible cavity count. Surface finish requirements add another layer — mirror-polish cavities need more machining hours and tighter process control, which the calculator accounts for in its finishing-cost multiplier.
Beyond the per-part numbers, consider lead time and supply chain risk. A multi-cavity steel mold takes 6–10 weeks to build but produces parts at 4–8× the rate of a single-cavity aluminum tool. For programs with hard launch deadlines, the faster cycle time of a production mold can offset its higher upfront cost by avoiding expedited shipping and overtime labor on slower tooling.
True: Design for manufacturability (DFM) — uniform wall thickness, fewer undercuts, and simplified core pulls — can reduce mold tooling cost by 20–40% without changing part function. DFM is often the first recommendation from tooling engineers reviewing a new part design.
False: Surface finish grade has no impact on mold cost. Moving from a standard SPI B finish to a mirror SPI A-1 finish can double or triple polishing time, significantly increasing tooling cost.
How to Use the Calculator
Nasz kalkulator w ciągu sekund szacuje koszt oprzyrządowania formy, cenę za sztukę i całkowity koszt produkcji. Do przygotowania zapytania ofertowego i porównania dostawców, nasz injection molding supplier sourcing guide obejmuje kwalifikację i ryzyko handlowe.
For a broader view of formowanie wtryskowe, our pillar guide covers process fundamentals, material behavior, and production decisions.
The calculator has three input groups. In Projekt części, ustaw rozmiar części, złożoność (podcięcia, gwinty, boczne rdzenie), wykończenie powierzchni (SPI1/Standardy VDI) [fn:1] [fn:2] oraz klasa tolerancji. W Mold & Production, choose mold type (prototype aluminum, production P20, or hardened H13/S136), cavity count, resin, and expected mold life. In Wielkość produkcji, drag the slider to your annual quantity — the tool automatically applies volume discounts above 5K, 10K, 50K, and 100K pieces.
Uzyskaj Dokładną Wycenę Calculate Estimate to see the full cost breakdown: mold tooling cost, per-part piece price, material cost per part, estimated cycle time, amortized mold cost per part, and effective price per part at your volume.
What Drives Injection Mold Cost
Złożoność części, liczba gniazd, wykończenie powierzchni i gatunek stali formowniczej to cztery główne czynniki kosztów. Jednogniazdowa aluminiowa forma prototypowa kosztuje od 1500 do 5000 USD; wielogniazdowa stalowa forma produkcyjna łatwo przekracza 50 000 USD.
Material choice also shifts the per-part cost significantly. Commodity resins like PP or ABS cost $1.80–$2.50/kg, while engineering grades like PEEK run $55/kg or more. Part weight, driven by size and wall thickness, multiplies that difference. At 60 grams for a medium part, PEEK material alone costs ~$3.80 per shot — compared to $0.14 for PP.
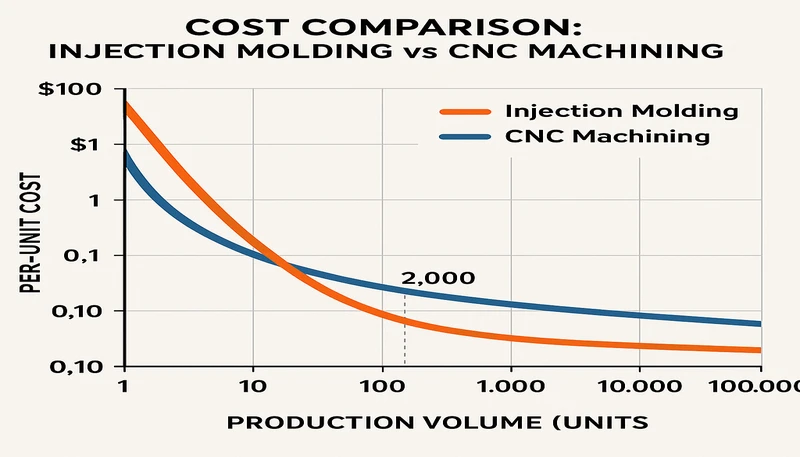
Volume is the great equalizer. Amortizing a $20,000 mold across 100,000 parts adds just $0.20 per piece. Across 1,000 parts, that same mold adds $20 per piece. This is why high-volume programs almost always justify hardened steel molds, while low-volume runs are better served by aluminum or prototype tooling.
Cost Benchmarks by Part Size
For a quick sanity check, here are typical mold tooling ranges for a umiarkowanie złożona, jednogniazdowa forma produkcyjna (Stal P202, wykończenie polerowane):
| Rozmiar części | Typical Mold Cost Range | Cycle Time Estimate |
|---|---|---|
| Small (< 50 mm) | $1,800 – $3,000 | 12–18 seconds |
| Medium (50–150 mm) | $3,200 – $5,500 | 20–30 seconds |
| Large (150–300 mm) | $6,000 – $10,500 | 34–44 seconds |
| Extra Large (> 300 mm) | $12,000 – $22,000+ | 50–66 seconds |

Te zakresy zakładają umiarkowaną złożoność (niektóre podcięcia, standardowe boczne działania) i wygładzoną Wykończenie powierzchni VDI 34003. Dodanie układów wielogniazdowych, precyzyjnych tolerancji lub wykręcanych rdzeni przesuwa koszty na wyższy poziom.
Per-Part Cost Breakdown
Koszt jednostkowy sprowadza się do trzech składników: materiału, obróbki (czas maszynowy i robocizna) oraz kosztów ogólnych (kontrola jakości, pakowanie, operacje dodatkowe).
Koszt materiału: cena żywicy × waga części × współczynnik odpadu 1,15. Dla ABS w cenie 2,50 zł/kg i części o wadze 60 g, to około 0,17 zł/szt.
Koszt obróbki: stawka za godzinę maszynową ÷ 3600 × czas cyklu ÷ liczba gniazd. Prasa 75-tonowa przy $75/godz. wykonująca 25-sekundowe cykle na jednym gnieździe kosztuje ~$0.52/sztukę.
Overhead: typically 20–30% on top of material + processing, covering QC inspection, packaging, and secondary trimming or assembly.

The calculator applies a 25% overhead margin and then layers on volume discounts: 5% at 5K, 10% at 10K, 15% at 50K, and 20% at 100K+ pieces.
When to Upgrade from Prototype to Production Tooling
If your annual volume is below 5,000 parts and the design is still changing, an aluminum prototype mold is almost always the right call. Tooling costs 40–70% less, lead time is shorter, and modifications are cheaper. The trade-off: mold life is typically under 100K shots, tolerances are looser, and surface finish options are limited.
For programs above 10,000 parts/year with a stable design, a production steel mold — specifically P20 tool steel — pays for itself within the first run. Better surface finish, tighter tolerances, longer mold life, and multi-cavity options all reduce per-part cost. At 50,000+ parts/year, hardened steel (H13/S136) becomes cost-effective because the extended mold life (500K–1M+ shots) eliminates retooling downtime.

Get a Precise Quote
Zespół inżynierski Zetar — 8 starszych inżynierów z ponad 10-letnim doświadczeniem każdy — analizuje projekt Twojej części i zwraca szczegółową wycenę w ciągu 24 godzin. Dzięki 47 maszynom do wtrysku (90T–1850T), ponad 400 kwalifikowanym materiałom i wewnętrznej produkcji form zdolnej do wykonania ponad 100 zestawów miesięcznie, obsługujemy wszystko — od oprzyrządowania prototypowego po programy produkcyjne na miliony cykli.
Aby uzyskać dokładną wycenę dopasowaną do Twojej konkretnej części, prześlij swój model 3D i wymagania do naszego zespołu inżynierskiego — odpowiadamy w ciągu 24 godzin ze szczegółowym podziałem kosztów.
Często zadawane pytania
Często zadawane pytania
How accurate is the injection mold cost calculator?
Injection mold costs span a wide range depending on part size, complexity, and tooling grade. A single-cavity prototype aluminum mold for a simple part typically starts around $800 to $2,000. A single-cavity production mold in P20 steel with moderate complexity often lands around $1,800 to $3,000 for small parts, $3,200 to $5,500 for medium parts, and roughly $6,000 to $10,500 for large parts. Extra-large multi-cavity hardened steel molds (H13/S136) for high-volume production with tight tolerances can exceed $30,000 and reach $60,000+ for complex builds. Geographic location, lead time, validation scope, and sampling inclusion also affect pricing. –section 28
What is the typical cost of an injection mold?
Injection mold costs span a wide range depending on part size, complexity, and tooling grade. A single-cavity prototype aluminum mold for a simple part typically starts around $800 to $2,000. A single-cavity production mold in P20 steel with moderate complexity often lands around $1,800 to $3,000 for small parts, $3,200 to $5,500 for medium parts, and roughly $6,000 to $10,500 for large parts. Extra-large multi-cavity hardened steel molds (H13/S136) for high-volume production with tight tolerances can exceed $30,000 and reach $60,000+ for complex builds. Geographic location, lead time, validation scope, and sampling inclusion also affect pricing.
Does the mold cost per part decrease with higher volume?
Yes, mold tooling amortization is one of the most significant cost factors in injection molding. A $15,000 production mold spread across 10,000 parts adds $1.50 to each piece. The same mold across 100,000 parts adds only $0.15 per piece. Across one million parts, the tooling contribution drops to just $0.015. This relationship is the primary reason that high-volume programs can justify expensive, multi-cavity hardened steel molds — the per-part savings from faster cycles and higher cavity counts quickly outweigh the higher upfront tooling investment.
What material is cheapest for injection molding?
Among common injection molding resins, polypropylene (PP) at approximately $1.80 per kilogram and polyethylene (PE) are the lowest-cost commodity materials. ABS at roughly $2.50/kg is also widely used and competitively priced. Moving up the cost ladder, nylon (PA6/PA66) and POM are mid-range at $3.50–$4.00/kg. High-performance engineering resins like PEEK ($55/kg) and LCP ($18/kg) are significantly more expensive and are selected only when their mechanical, thermal, or chemical properties are required by the application. Material cost per part depends on both the resin price per kilogram and the part weight, which is determined by part size and wall thickness — always run the numbers for your specific geometry before making a final material selection.
How can I reduce my injection molding costs?
Three main levers control injection molding cost: design optimization, volume strategy, and mold steel selection. Design for manufacturability (DFM) reduces undercuts, maintains uniform wall thickness, and minimizes side-action complexity, which directly lowers tooling cost. Increasing production volume amortizes the mold investment over more parts, reducing the per-part tooling contribution. Finally, selecting the right mold steel — prototype aluminum for runs under 50K, production P20 for mid-volume, and hardened H13/S136 for 500K+ shots — avoids both under-investment (mold failure) and over-investment (unnecessary tooling expense).
Can I use an aluminum mold for production runs?
Aluminum molds are a practical choice for low to mid-volume production runs, typically up to 50,000 shots with moderate part complexity. They cost 40 to 70% less than steel tooling and have shorter lead times (2–4 weeks vs. 5–8 weeks for steel). Aluminum also dissipates heat faster than steel, which can reduce cycle times by 15–30%. However, for tight tolerances (below ±0.05 mm), high-polish surface finishes (SPI A-1), abrasive or glass-filled resins, or production volumes exceeding 100,000 shots, hardened steel tooling is the more reliable and cost-effective long-term choice.
-
SPI: Standardy Wykończenia Powierzchni SPI to system klasyfikacji opracowany przez Society of the Plastics Industry, który kategoryzuje tekstury powierzchni gniazd form od A-1 (polerowanie lustrzane, polerowanie diamentowe) do D-3 (drobno śrutowane). Wyższe klasy wykończenia wymagają progresywnie więcej czasu na polerowanie i bezpośrednio zwiększają koszt wytworzenia formy. ↩
-
Stal P20: Stal narzędziowa P20 to wstępnie utwardzana chromowo-molibdenowa stal narzędziowa stopowa (AISI P20 / DIN 1.2311) szeroko stosowana w produkcyjnych formach wtryskowych przeznaczonych na 100K do 500K cykli. Dostarczana jest w twardości 28–36 HRC, łatwo się obrabia i przyjmuje standardowe obróbki powierzchniowe, w tym polerowanie, teksturowanie i powlekanie. ↩
-
Wykończenie powierzchni VDI 3400: VDI 3400 to standard tekstury powierzchni opublikowany przez Verein Deutscher Ingenieure, który definiuje wykończenia EDM (obróbka elektroerozyjna) według średniej głębokości chropowatości, w zakresie od VDI 0 (najgładsze, Ra < 0.1 μm) to VDI 45 (Ra ~18 μm). It is commonly used alongside SPI grades to specify mold surface texture. ↩
Need a manufacturing-grade quote instead of a ballpark estimate?
Zetar can review your geometry, tolerance stack, mold strategy, resin selection, and annual demand to turn this quick estimate into a formal tooling and part-price proposal.
