 Ir al contenido
Ir al contenido 
Estimación molde de inyección los costos solían significar esperar días por una cotización del proveedor. Nuestra calculadora de costos de molde de inyección 3 le da una cifra aproximada en segundos: herramientía de molde, precio por pieza y costo total del proyecto, todo desglosado para que pueda ver a dónde va el dinero.
Esta herramienta se basa en datos reales de precios de la industria: costos de bases de moldes por tamaño y grado de acero, precios de materiales por kilogramo, tarifas por hora-máquina según tonelaje de prensa y curvas de descuento por volumen. No es un sustituto de una cotización formal, pero te acerca lo suficiente para tomar decisiones en etapas tempranas — rápidamente.
¿Cómo se utiliza la calculadora de costos de moldeo por inyección?
La calculadora es una herramienta gratuita que produce un desglose completo de costos en menos de 30 segundos. Introduce las dimensiones de tu pieza, el material, el tipo de molde y el volumen para ver el costo de la herramienta del molde, el precio por pieza y el costo total del proyecto lado a lado. Para la preparación de solicitudes de cotización y la comparación de proveedores, nuestro injection molding supplier sourcing guide cubre la calificación y el riesgo comercial.
Para una visión más amplia de moldeo por inyección, nuestra guía principal cubre fundamentos del proceso, comportamiento del material y decisiones de producción.
La calculadora tiene tres grupos de entrada. En Diseño de piezas, establezca el tamaño de su pieza, complejidad (submoldeados, roscas, núcleos laterales), acabado superficial (SPI1/estándares VDI) [fn:1] [fn:2], y clase de tolerancia. En Molde y Producción, elija el tipo de molde (aluminio prototipo, P20 de producción o H13/S136 endurecido), número de cavidades, resina y vida útil esperada del molde. En Volumen de producción, arrastra el control deslizante a tu cantidad anual — la herramienta aplica automáticamente descuentos por volumen por encima de 5K, 10K, 50K y 100K piezas.
Haga clic Calcular Estimación para ver el desglose completo de costos: costo de herramienta de molde, precio por pieza por pieza, costo de material por pieza, tiempo de ciclo estimado, costo de molde amortizado por pieza y precio efectivo por pieza en su volumen.
¿Qué Determina el Costo del Molde de Inyección?
La complejidad de la pieza, el número de cavidades, el acabado superficial y el grado de acero del molde son los cuatro factores de costo. Un molde prototipo de aluminio de una sola cavidad cuesta entre 1500 y 5000 USD; un molde de producción de acero de múltiples cavidades supera fácilmente los 50.000 USD.
La elección del material también cambia significativamente el costo por pieza. Las resinas comunes como PP o ABS cuestan $1,80–$2,50/kg, mientras que los grados de ingeniería como PEEK cuestan $55/kg o más. El peso de la pieza, determinado por el tamaño y el grosor de la pared, multiplica esa diferencia. A 60 gramos para una pieza mediana, solo el material de PEEK cuesta ~$3,80 por disparo, en comparación con $0,14 para PP.
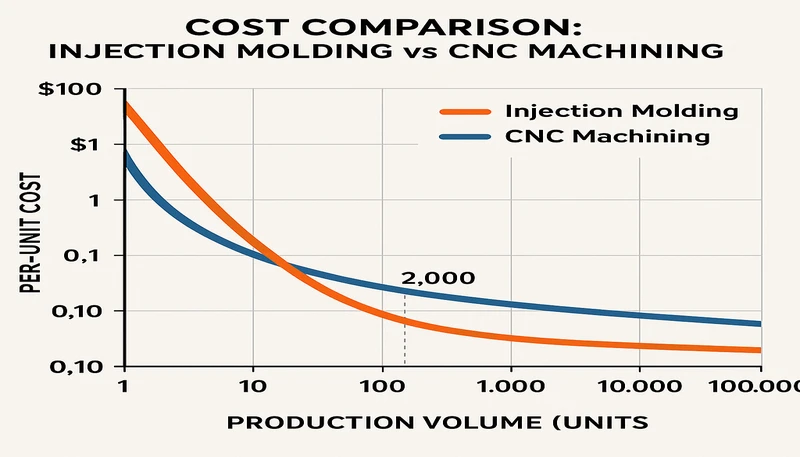
El volumen es el gran igualador en la economía del moldeo por inyección. Amortizar un molde de 20.000 dólares entre 100.000 piezas agrega solo 0,20 dólares por pieza. Entre 1.000 piezas, ese mismo molde agrega 20 dólares por pieza. En nuestra experiencia produciendo piezas en Zetar, el punto de cruce donde un molde de acero templado se vuelve más económico por pieza que una herramienta de aluminio generalmente cae entre 5.000 y 10.000 unidades. Por debajo de ese umbral, el ahorro en herramienta del aluminio supera la vida útil más corta del molde. Por encima, la mayor vida útil y las tolerancias más ajustadas de la herramienta de acero ofrecen una clara ventaja de costo por pieza.
Los diseños multicavidad amplifican aún más este efecto: un molde de cuatro cavidades puede costar entre dos y tres veces más que uno de cavidad única, pero produce cuatro piezas por ciclo, reduciendo el costo de procesamiento por pieza aproximadamente en un 75 por ciento. Para programas que superen las 100.000 unidades anuales, los ahorros por pieza de un molde endurecido multicavidad suelen recuperar la prima de la herramienta dentro de la primera ejecución de producción.
“Un molde de acero templado de múltiples cavidades puede reducir el costo de procesamiento por pieza en un 75 por ciento en comparación con un molde de una sola cavidad.”Verdadero
Correcto. Cuatro cavidades producen cuatro piezas por ciclo, por lo que la tarifa por hora máquina se distribuye entre cuatro piezas. La herramienta cuesta más inicialmente, pero el ahorro por pieza recupera la inversión en volúmenes superiores a 50.000 unidades.
“El costo del material es el componente de costo único más grande en el moldeo por inyección en todos los niveles de volumen.”Falso
Falso. En volúmenes bajos (menos de 5.000 piezas), la amortización de la herramienta domina el costo por pieza. En volúmenes altos, el costo de procesamiento (tiempo de máquina y mano de obra) normalmente supera el costo del material para resinas comunes.
¿Cuáles son los Puntos de Referencia de Costo Típicos por Tamaño de Pieza?
Para una verificación rápida de cordura, aquí están los rangos típicos de herramienta de molde para una molde de producción de cavidad única de complejidad moderada (Acero P202, acabado pulido):
| Tamaño de la pieza | Rango de Costo Típico del Molde | Estimación del Tiempo de Ciclo |
|---|---|---|
| Pequeño (< 50 mm) | $1.800 – $3.000 | 12–18 segundos |
| Medio (50–150 mm) | $3.200 – $5.500 | 20–30 segundos |
| Grande (150–300 mm) | $6.000 – $10.500 | 34–44 segundos |
| Extra Grande (> 300 mm) | $12.000 – $22.000+ | 50–66 segundos |

Estos rangos asumen una complejidad moderada con algunos subcortes, acción lateral estándar y un pulido Acabado superficial VDI 34003 [fn:3]. Añadir diseños multi-cavidad, tolerancias de precisión (por debajo de más o menos 0,05 mm) o núcleos desenroscables para características roscadas eleva los costos al siguiente nivel. Los sistemas de canal caliente, que eliminan el desperdicio del canal y reducen el tiempo de ciclo, añaden 3.000 a 8.000 dólares por cavidad, pero se amortizan rápidamente en volúmenes superiores a 50.000 piezas. Los mecanismos elevadores para socavados internos y los núcleos plegables para características con contraángulo son factores de costo adicionales que los fabricantes de moldes cotizan caso por caso.
¿Cómo se Calcula el Costo por Pieza?
El costo por pieza es la suma del material, procesamiento y gastos generales. Para resinas comunes en volumen medio, la distribución típica es aproximadamente 30 por ciento material, 50 por ciento procesamiento y 20 por ciento gastos generales. La calculadora desglosa cada componente para que pueda ver a dónde va el dinero e identificar la mayor palanca de reducción de costos para su programa específico.
El costo del material sigue una fórmula simple: precio de la resina por kilogramo multiplicado por el peso de la pieza en kilogramos por un factor de desperdicio de 1,15 para tener en cuenta los canales, la mazarota y el desperdicio de arranque. Para ABS a 2,50 dólares por kg y una pieza de 60 gramos, el costo del material resulta ser aproximadamente 0,17 dólares por pieza. Cambiar a un nylon con fibra de vidrio a 4,00 dólares por kg lo duplica a 0,33 dólares por pieza. Para PEEK a 55 dólares por kg, solo el material alcanza 3,80 dólares por disparo, un aumento de veintidós veces sobre el PP común con el mismo peso de pieza. Por eso la selección del material tiene un efecto tan dramático en el precio por pieza, especialmente para piezas más pesadas.
El costo de procesamiento está determinado por la tarifa por hora máquina, el tiempo de ciclo y el número de cavidades. La fórmula es: tarifa por hora máquina dividida entre 3600, multiplicada por el tiempo de ciclo en segundos, dividida por el número de cavidades. Una prensa de 75 toneladas a 75 dólares por hora con ciclos de 25 segundos y una cavidad única cuesta aproximadamente 0,52 dólares por pieza. Actualizar a un molde de cuatro cavidades en la misma prensa reduce el costo de procesamiento a unos 0,13 dólares por pieza — una reducción del 75 por ciento. Rutinariamente vemos a los clientes lograr este tipo de ahorros cuando cambian de herramientas prototipo de una cavidad a moldes de producción multi-cavidad en Zetar.
Los gastos generales suelen añadir entre un 20 y un 30 por ciento sobre el material más el procesamiento, cubriendo la inspección de control de calidad, los materiales de embalaje, las operaciones secundarias de recorte o ensamblaje, y la manipulación logística. Para piezas médicas o automotrices que requieren certificados de inspección de entrada, informes de inspección de primera pieza o documentación de control estadístico de procesos, los gastos generales pueden ascender al 35 por ciento o más. La calculadora utiliza un margen de gastos generales predeterminado del 25 por ciento, que cubre la producción estándar de grado comercial.

“Los moldes de aluminio pueden reducir los tiempos de ciclo entre un 15 y un vii30 por ciento en comparación con los moldes de acero debido a una disipación de calor más rápida.”Verdadero
Correcto. La conductividad térmica del aluminio es aproximadamente cuatro veces mayor que la del acero P20, lo que permite un enfriamiento más rápido y tiempos de ciclo más cortos. Esta ventaja es más significativa para piezas con secciones de pared gruesas.
“Los moldes de acero templado (H13/S136) son siempre la opción más rentable para cualquier proyecto de moldeo por inyección.”Falso
Falso. Para volúmenes inferiores a 5.000 piezas, el mayor costo de herramienta de acero templado nunca se recupera. Las herramientas de aluminio o P20 ofrecen un costo total del programa más bajo en volúmenes bajos a medios.
La calculadora aplica un margen de gastos generales del 25 por ciento y luego aplica descuentos por volumen: 5 por ciento a 5.000 piezas, 10 por ciento a 10.000, 15 por ciento a 50.000 y 20 por ciento a 100.000 o más. Estos umbrales reflejan los niveles de precios comunes de la industria donde los proveedores comienzan a ofrecer reducciones significativas por pieza. Para resinas personalizadas o de ingeniería, el efecto del volumen es aún más pronunciado porque el costo del material representa una mayor proporción del precio total por pieza. La curva de descuento se estabiliza por encima de las 200.000 piezas en la mayoría de los casos, porque el costo de procesamiento, en lugar de la amortización de la herramienta, se convierte en el factor dominante.
When Should You Upgrade from Prototype to Production Tooling?
If your annual volume is below 5,000 parts and the design is still changing, an aluminum prototype mold is almost always the right call. Tooling costs 40 to 70 percent less than steel, lead time is shorter (typically 2 to 4 weeks versus 5 to 8 for steel), and modifications are cheaper. In our toolroom at Zetar, we can adjust an aluminum mold cavity in as little as one day for simple geometry changes. The trade-off: mold life is typically under 100,000 shots, tolerances are looser, and surface finish options are limited compared to hardened steel tooling [fn:2].
Aluminum also dissipates heat faster than steel, which can reduce cycle times by 15 to 30 percent — a meaningful cost advantage for short-run production.
For programs above 10,000 parts per year with a stable design, a production steel mold in P20 tool steel pays for itself within the first run. Better surface finish, tighter tolerances, longer mold life, and multi-cavity options all reduce per-part cost. At 50,000 or more parts per year, hardened steel (H13 or S136) becomes cost-effective because the extended mold life of 500,000 to over one million shots eliminates retooling downtime and maintains consistent part quality across the entire production run.
We have seen customers reduce their total program cost by 30 to 40 percent simply by moving from a single-cavity P20 mold to a two-cavity H13 mold on parts running above 200,000 annual units — the higher tooling investment is recovered within the first production lot.

How Do You Get a Precise Injection Mold Quote?
A precise quote is typically returned within 24 hours of submitting your 3D model and part specifications.
A precise injection mold quote is available within 24 hours from our engineering team. Our 8 senior engineers review part geometry, recommend mold steel and cavity layout, and return a full cost breakdown covering tooling, per-part pricing, and lead time. With 47 injection presses (90T to 1850T) and in-house mold manufacturing at 100+ sets per month, we handle prototype tooling through million-shot production programs.
Submit your 3D model and requirements for a precise, itemized quote within 24 hours. Our engineers evaluate part geometry, recommend mold steel and cavity layout, and return a full cost breakdown so you can make an informed decision fast.
Preguntas frecuentes
Preguntas frecuentes
How accurate is the injection mold cost calculator?
Injection mold costs span a wide range depending on part size, complexity, and tooling grade. A single-cavity prototype aluminum mold for a simple part typically starts around $800 to $2,000. A single-cavity production mold in P20 steel with moderate complexity often lands around $1,800 to $3,000 for small parts, $3,200 to $5,500 for medium parts, and roughly $6,000 to $10,500 for large parts. Extra-large multi-cavity hardened steel molds (H13/S136) for high-volume production with tight tolerances can exceed $30,000 and reach $60,000+ for complex builds. Geographic location, lead time, validation scope, and sampling inclusion also affect pricing. –section 28
¿Cuál es el costo típico de un molde de inyección?
Injection mold costs span a wide range depending on part size, complexity, and tooling grade. A single-cavity prototype aluminum mold for a simple part typically starts around $800 to $2,000. A single-cavity production mold in P20 steel with moderate complexity often lands around $1,800 to $3,000 for small parts, $3,200 to $5,500 for medium parts, and roughly $6,000 to $10,500 for large parts. Extra-large multi-cavity hardened steel molds (H13/S136) for high-volume production with tight tolerances can exceed $30,000 and reach $60,000+ for complex builds. Geographic location, lead time, validation scope, and sampling inclusion also affect pricing.
Does the mold cost per part decrease with higher volume?
Yes, mold tooling amortization is one of the most significant cost factors in injection molding. A $15,000 production mold spread across 10,000 parts adds $1.50 to each piece. The same mold across 100,000 parts adds only $0.15 per piece. Across one million parts, the tooling contribution drops to just $0.015. This relationship is the primary reason that high-volume programs can justify expensive, multi-cavity hardened steel molds — the per-part savings from faster cycles and higher cavity counts quickly outweigh the higher upfront tooling investment.
What material is cheapest for injection molding?
Among common injection molding resins, polypropylene (PP) at approximately $1.80 per kilogram and polyethylene (PE) are the lowest-cost commodity materials. ABS at roughly $2.50/kg is also widely used and competitively priced. Moving up the cost ladder, nylon (PA6/PA66) and POM are mid-range at $3.50–$4.00/kg. High-performance engineering resins like PEEK ($55/kg) and LCP ($18/kg) are significantly more expensive and are selected only when their mechanical, thermal, or chemical properties are required by the application. Material cost per part depends on both the resin price per kilogram and the part weight, which is determined by part size and wall thickness — always run the numbers for your specific geometry before making a final material selection.
How can I reduce my injection molding costs?
Three main levers control injection molding cost: design optimization, volume strategy, and mold steel selection. Design for manufacturability (DFM) reduces undercuts, maintains uniform wall thickness, and minimizes side-action complexity, which directly lowers tooling cost. Increasing production volume amortizes the mold investment over more parts, reducing the per-part tooling contribution. Finally, selecting the right mold steel — prototype aluminum for runs under 50K, production P20 for mid-volume, and hardened H13/S136 for 500K+ shots — avoids both under-investment (mold failure) and over-investment (unnecessary tooling expense).
Can I use an aluminum mold for production runs?
Aluminum molds are a practical choice for low to mid-volume production runs, typically up to 50,000 shots with moderate part complexity. They cost 40 to 70% less than steel tooling and have shorter lead times (2–4 weeks vs. 5–8 weeks for steel). Aluminum also dissipates heat faster than steel, which can reduce cycle times by 15–30%. However, for tight tolerances (below ±0.05 mm), high-polish surface finishes (SPI A-1), abrasive or glass-filled resins, or production volumes exceeding 100,000 shots, hardened steel tooling is the more reliable and cost-effective long-term choice.
-
SPI: SPI Surface Finish Standards is a classification system developed by the Society of the Plastics Industry that categorizes mold cavity surface textures from A-1 (mirror polish, diamond buffed) through D-3 (fine blasted stone). Higher finish grades require progressively more polishing time and directly increase mold manufacturing cost. ↩
-
Acero P20: P20 mold steel is a pre-hardened chromium-molybdenum alloy tool steel (AISI P20 / DIN 1.2311) widely used for production injection molds rated for 100K to 500K shots. It is supplied at 28–36 HRC hardness, machines readily, and accepts standard surface treatments including polishing, texturing, and plating. ↩
-
Acabado superficial VDI 3400: VDI 3400 is a surface texture standard published by the Verein Deutscher Ingenieure that defines EDM (electrical discharge machining) finishes by average roughness depth, ranging from VDI 0 (smoothest, Ra < 0.1 μm) to VDI 45 (Ra ~18 μm). It is commonly used alongside SPI grades to specify mold surface texture. ↩
