 コンテンツへスキップ
コンテンツへスキップ 
見積もり 射出成形金型 従来、コスト見積もりはサプライヤーの見積書を数日待つことを意味していました。当社の 射出成形金型コスト計算機 数秒で大まかな数字を提供します — 金型製作費、部品あたりの価格、総プロジェクトコストをすべて内訳表示するので、コストの流れが明確になります。
このツールは実際の業界価格データに基づいて構築されています:金型ベースのサイズと鋼材グレード別コスト、キログラムあたりの材料価格、プレストン数別の機械時間単価、および数量割引曲線。正式な見積書の代わりにはなりませんが、初期段階の意思決定を迅速に行うのに十分な精度を提供します。
How Do You Use the Injection Mold Cost Calculator?
The calculator is a free tool that produces a full cost breakdown in under 30 seconds. Enter your part dimensions, material, mold type, and volume to see mold tooling cost, per-part price, and total project cost side by side. For RFQ prep and vendor comparison, our injection molding supplier sourcing guide 認定と商業リスクをカバーします。
より広い視点で見るには 射出成形、当社の基本ガイドでは、プロセスの基礎、材料の挙動、生産に関する決定事項をカバーしています。
計算機には3つの入力グループがあります。 パーツデザインでは、部品サイズ、複雑さ(アンダーカット、ねじ、サイドコア)、表面仕上げ(SPI1/VDI規格)[fn:1] [fn:2]、および公差等級。 金型と生産、金型タイプ(試作アルミ、量産用P20、または高硬度H13/S136)、キャビティ数、樹脂、予想金型寿命を選択します。 生産量、スライダーを年間数量にドラッグすると、ツールは自動的に5K、10K、50K、100K個以上の数量割引を適用します。
クリック 見積もりを計算 をクリックして全コスト内訳を確認:金型費用、部品単価、部品あたり材料費、推定サイクル時間、部品あたり償却金型費用、およびご指定の生産量における実効部品単価。
What Drives Injection Mold Cost?
部品の複雑さ、キャビティ数、表面仕上げ、金型鋼材グレードが4つのコスト要因です。単一キャビティのアルミ試作金型は1,500~5,000米ドル、複数キャビティの量産用鋼製金型は容易に50,000米ドルを超えます。
材料選択も部品あたりコストを大きく変動させます。PPやABSなどの汎用樹脂は$1.80〜$2.50/kgである一方、PEEKなどのエンジニアリンググレードは$55/kg以上になります。サイズと肉厚によって決まる部品重量がこの差を増幅します。中型部品で60グラムの場合、PEEK材料だけでショットあたり約$3.80のコストがかかり、PPの$0.14と比較されます。
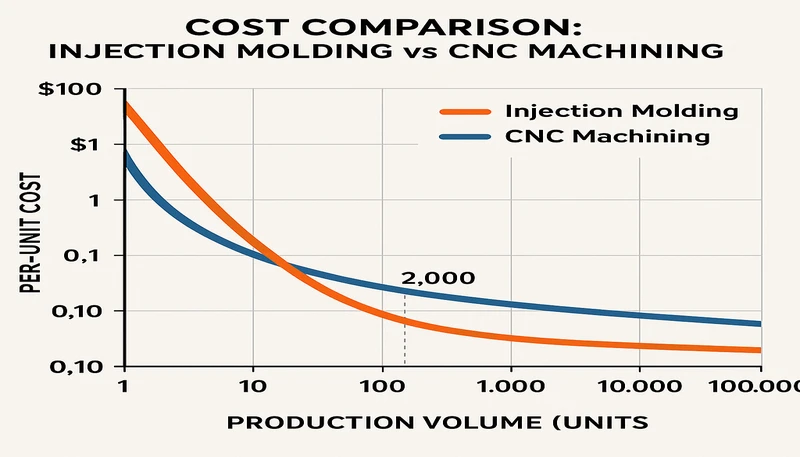
Volume is the great equalizer in injection molding economics. Amortizing a 20,000 dollar mold across 100,000 parts adds just 0.20 dollar per piece. Across 1,000 parts, that same mold adds 20 dollar per piece. In our experience running parts at Zetar, the crossover point where a hardened steel mold becomes cheaper on a per-part basis than aluminum tooling usually falls between 5,000 and 10,000 units. Below that threshold, the tooling savings from aluminum outweigh the shorter mold life. Above it, the longer service life and tighter tolerances of steel tooling deliver a clear per-part cost advantage.
Multi-cavity layouts amplify this effect further: a four-cavity mold may cost two to three times more than a single cavity, but it produces four parts per cycle, cutting the processing cost per part by roughly 75 percent. For programs exceeding 100,000 annual units, the per-part savings from a multi-cavity hardened mold typically recover the tooling premium within the first production run.
“A multi-cavity hardened steel mold can reduce per-part processing cost by 75 percent compared to a single-cavity mold.”真
Correct. Four cavities produce four parts per cycle, so the machine-hour rate is spread across four parts. The tooling costs more upfront, but the per-part savings recover the investment at volumes above 50,000 units.
“Material cost is the single largest cost component in injection molding at all volume levels.”偽
False. At low volumes (under 5,000 parts), tooling amortization dominates per-part cost. At high volumes, processing cost (machine time and labor) typically exceeds material cost for commodity resins.
What Are the Typical Cost Benchmarks by Part Size?
簡易チェックとして、以下は典型的な金型製作費の範囲です( 中程度の複雑性、単一キャビティ生産金型(P20鋼2、研磨仕上げ):
| 部品サイズ | 典型的な金型コスト範囲 | サイクルタイムの見積もり |
|---|---|---|
| 小型(< 50 mm) | $1,800 – $3,000 | 12–18 秒 |
| 中程度(50–150 mm) | $3,200 – $5,500 | 20〜30秒 |
| 大型(150–300 mm) | 6,000 – 10,500 | 34–44秒 |
| 超大型(> 300 mm) | 12,000 – 22,000以上 | 50–66秒 |

These ranges assume moderate complexity with some undercuts, standard side-action, and a polished VDI 3400表面仕上げ3 [fn:3]. Adding multi-cavity layouts, precision tolerances (below plus or minus 0.05 mm), or unscreging cores for threaded features pushes costs into the next tier. Hot runner systems, which eliminate runner waste and reduce cycle time, add 3,000 to 8,000 dollar per cavity but pay for themselves quickly at volumes above 50,000 parts. Lifter mechanisms for internal undercuts and collapsible cores for reverse-draft features are additional cost drivers that toolmakers quote on a case-by-case basis.
How Is the Per-Part Cost Calculated?
Per-part cost is the sum of material, processing, and overhead. For commodity resins at mid-volume, the typical split is roughly 30 percent material, 50 percent processing, and 20 percent overhead. The calculator breaks each component out so you can see where the money goes and identify the biggest cost-reduction lever for your specific program.
Material cost follows a simple formula: resin price per kilogram times part weight in kilograms times a 1.15 waste factor to account for runners, sprue, and start-up scrap. For ABS at 2.50 dollar per kg and a 60-gram part, material cost works out to roughly 0.17 dollar per part. Switching to a glass-filled nylon at 4.00 dollar per kg doubles that to 0.33 dollar per part. For PEEK at 55 dollar per kg, material alone reaches 3.80 dollar per shot — a twenty-two-fold increase over commodity PP at the same part weight. This is why material selection has such a dramatic effect on per-part pricing, especially for heavier parts.
Processing cost is driven by machine-hour rate, cycle time, and cavity count. The formula is: machine-hour rate divided by 3600, times cycle time in seconds, divided by number of cavities. A 75-ton press at 75 dollar per hour running 25-second cycles on a single cavity costs roughly 0.52 dollar per part. Upgrading to a four-cavity mold on the same press drops processing cost to about 0.13 dollar per part — a 75 percent reduction. We routinely see customers achieve this kind of savings when they move from prototype single-cavity tooling to multi-cavity production molds at Zetar.
Overhead typically adds 20 to 30 percent on top of material plus processing, covering QC inspection, packaging materials, secondary trimming or assembly operations, and logistics handling. For medical or automotive parts requiring incoming inspection certificates, first-article inspection reports, or statistical process control documentation, overhead can climb to 35 percent or higher. The calculator uses a default 25 percent overhead margin, which covers standard commercial-grade production.

“Aluminum molds can reduce cycle times by 15 to 30 percent compared to steel molds due to faster heat dissipation.”真
Correct. Aluminum thermal conductivity is roughly four times higher than P20 steel, allowing faster cooling and shorter cycle times. This advantage is most significant for parts with thick wall sections.
“Hardened steel molds (H13/S136) are always the most cost-effective choice for any injection molding project.”偽
False. For volumes under 5,000 parts, the higher tooling cost of hardened steel is never recovered. Aluminum or P20 tooling delivers lower total program cost at low to mid volumes.
The calculator applies a 25 percent overhead margin and then layers on volume discounts: 5 percent at 5,000 pieces, 10 percent at 10,000, 15 percent at 50,000, and 20 percent at 100,000 or more. These thresholds reflect common industry pricing tiers where suppliers begin offering meaningful per-part reductions. For custom or engineered resins, the volume effect is even more pronounced because material cost represents a larger share of total per-part price. The discount curve flattens above 200,000 pieces in most cases, because processing cost rather than tooling amortization becomes the dominant factor.
When Should You Upgrade from Prototype to Production Tooling?
If your annual volume is below 5,000 parts and the design is still changing, an aluminum prototype mold is almost always the right call. Tooling costs 40 to 70 percent less than steel, lead time is shorter (typically 2 to 4 weeks versus 5 to 8 for steel), and modifications are cheaper. In our toolroom at Zetar, we can adjust an aluminum mold cavity in as little as one day for simple geometry changes. The trade-off: mold life is typically under 100,000 shots, tolerances are looser, and surface finish options are limited compared to hardened steel tooling [fn:2].
Aluminum also dissipates heat faster than steel, which can reduce cycle times by 15 to 30 percent — a meaningful cost advantage for short-run production.
For programs above 10,000 parts per year with a stable design, a production steel mold in P20 tool steel pays for itself within the first run. Better surface finish, tighter tolerances, longer mold life, and multi-cavity options all reduce per-part cost. At 50,000 or more parts per year, hardened steel (H13 or S136) becomes cost-effective because the extended mold life of 500,000 to over one million shots eliminates retooling downtime and maintains consistent part quality across the entire production run.
We have seen customers reduce their total program cost by 30 to 40 percent simply by moving from a single-cavity P20 mold to a two-cavity H13 mold on parts running above 200,000 annual units — the higher tooling investment is recovered within the first production lot.

How Do You Get a Precise Injection Mold Quote?
A precise quote is typically returned within 24 hours of submitting your 3D model and part specifications.
A precise injection mold quote is available within 24 hours from our engineering team. Our 8 senior engineers review part geometry, recommend mold steel and cavity layout, and return a full cost breakdown covering tooling, per-part pricing, and lead time. With 47 injection presses (90T to 1850T) and in-house mold manufacturing at 100+ sets per month, we handle prototype tooling through million-shot production programs.
Submit your 3D model and requirements for a precise, itemized quote within 24 hours. Our engineers evaluate part geometry, recommend mold steel and cavity layout, and return a full cost breakdown so you can make an informed decision fast.
よくある質問
よくある質問
射出成形金型コスト計算機の精度はどの程度ですか?
射出成形金型のコストは、部品のサイズ、複雑さ、金型グレードによって大きく異なります。単純な部品の単一キャビティ試作アルミ金型は、通常約800~2,000ドルから始まります。中程度の複雑さを持つP20鋼製の単一キャビティ生産金型は、小型部品で約1,800~3,000ドル、中型部品で約3,200~5,500ドル、大型部品で約6,000~10,500ドルとなることが多いです。厳しい公差を伴う高量産用の超大型多キャビティ焼入れ鋼金型(H13/S136)は、複雑な構造の場合、30,000ドルを超え、60,000ドル以上に達することもあります。地理的な場所、リードタイム、検証範囲、サンプリングの有無も価格に影響します。–セクション28
射出成形金型の典型的な費用はいくらですか?
射出成形金型のコストは、部品のサイズ、複雑さ、金型グレードによって大きく異なります。単純な部品の単一キャビティ試作アルミ金型は、通常約800~2,000ドルから始まります。中程度の複雑さを持つP20鋼製の単一キャビティ生産金型は、小型部品で約1,800~3,000ドル、中型部品で約3,200~5,500ドル、大型部品で約6,000~10,500ドルとなることが多いです。厳しい公差を伴う高量産用の超大型多キャビティ焼入れ鋼金型(H13/S136)は、複雑な構造の場合、30,000ドルを超え、60,000ドル以上に達することもあります。地理的な場所、リードタイム、検証範囲、サンプリングの有無も価格に影響します。
生産量が増えると、部品あたりの金型コストは下がりますか?
はい、金型の償却費は射出成形における最も重要なコスト要因の一つです。15,000ドルの生産金型を1万個の部品で償却すると、部品あたり1.50ドルが追加されます。同じ金型を10万個の部品で償却すると、部品あたりわずか0.15ドルになります。100万個の部品では、金型負担額は0.015ドルまで低下します。この関係が、高量産プログラムが高価な多キャビティ焼入れ鋼金型を正当化できる主な理由です。サイクルタイムの短縮とキャビティ数の増加による部品あたりの節約額が、初期の高い金型投資をすぐに上回るからです。
射出成形で最も安価な材料は何ですか?
一般的な射出成形樹脂の中で、ポリプロピレン(PP)は約$1.80/kg、ポリエチレン(PE)は最も低コストな汎用材料です。ABSは約$2.50/kgで広く使用され、価格競争力があります。コストが上がると、ナイロン(PA6/PA66)とPOMは$3.50–$4.00/kgの中間価格帯です。PEEK($55/kg)やLCP($18/kg)のような高性能エンジニアリング樹脂は大幅に高価であり、アプリケーションで機械的、熱的、化学的特性が必要な場合にのみ選択されます。部品ごとの材料コストは、樹脂のキログラムあたりの価格と部品重量の両方に依存し、部品重量は部品サイズと肉厚によって決まります。最終的な材料選択を行う前に、必ず具体的な形状で計算を行ってください。
射出成形コストを削減するにはどうすればよいですか?
射出成形コストを制御する主な要素は3つあります:設計最適化、生産量戦略、金型鋼材の選択です。製造性を考慮した設計(DFM)は、アンダーカットを減らし、均一な肉厚を維持し、サイドアクションの複雑さを最小限に抑えることで、直接的に金型コストを削減します。生産量を増やすと、金型投資がより多くの部品に分散され、部品あたりの金型負担額が減少します。最後に、適切な金型鋼材の選択(5万ショット未満なら試作アルミ、中量産なら生産用P20、50万ショット以上なら焼入れH13/S136)により、投資不足(金型故障)と過剰投資(不要な金型費用)の両方を回避できます。
量産にアルミニウム金型を使用できますか?
アルミニウム金型は、中低量産(通常最大5万ショット、部品の複雑さは中程度)に実用的な選択肢です。鋼製金型よりも40~70%低コストで、リードタイムも短い(鋼製の5~8週間に対し2~4週間)。また、アルミニウムは鋼よりも熱伝導性が高く、サイクルタイムを15~30%短縮できる可能性があります。ただし、厳しい公差(±0.05mm以下)、高鏡面仕上げ(SPI A-1)、研磨性またはガラス充填樹脂、または10万ショットを超える生産量の場合、焼入れ鋼製金型が長期的により信頼性が高く費用対効果の高い選択肢となります。
-
SPISPI表面仕上げ基準は、プラスチック工業協会が開発した分類システムで、A-1(鏡面研磨、ダイヤモンドバフ仕上げ)からD-3(微細ブラスト石仕上げ)までの金型キャビティ表面テクスチャを分類します。より高い仕上げ等級は、より多くの研磨時間を必要とし、金型製造コストを直接増加させます。 ↩
-
P20鋼P20金型鋼は、100Kから500Kショット対応の生産用射出成形金型に広く使用される予備焼入れクロムモリブデン合金工具鋼(AISI P20 / DIN 1.2311)です。28〜36 HRCの硬度で供給され、容易に加工でき、研磨、テクスチャリング、メッキなどの標準的な表面処理が可能です。 ↩
-
VDI 3400表面仕上げ: VDI 3400は、ドイツ技術者協会(Verein Deutscher Ingenieure)が発行する表面仕上げ規格で、放電加工(EDM)による仕上げ面を平均粗さ(Ra)で定義しています。範囲はVDI 0(最も滑らか、Ra < 0.1 μm)からVDI 45(Ra ~18 μm)まで定義しています。金型表面のテクスチャを指定する際、SPIグレードと併用されることが一般的です。 ↩
