 Vai al contenuto
Vai al contenuto 
Stima stampo a iniezione i costi significavano aspettare giorni per un preventivo del fornitore. Il nostro calcolatore del costo dello stampo per iniezione 3 ti fornisce una cifra indicativa in pochi secondi — attrezzatura dello stampo, prezzo per pezzo e costo totale del progetto, tutto suddiviso in modo da vedere dove vanno i soldi.
Questo strumento è basato su dati reali dei prezzi del settore: costi delle basi stampo per dimensione e grado di acciaio, prezzi dei materiali per chilogrammo, tariffe orarie delle macchine per tonnellaggio della pressa e curve di sconto per volume. Non è un sostituto di un preventivo formale, ma ti porta abbastanza vicino da prendere decisioni nelle fasi iniziali — rapidamente.
Come si utilizza il Calcolatore del Costo di Stampa a Iniezione?
Il calcolatore è uno strumento gratuito che fornisce una scomposizione completa dei costi in meno di 30 secondi. Inserisci le dimensioni del pezzo, il materiale, il tipo di stampo e il volume per vedere il costo dell'attrezzatura dello stampo, il prezzo per pezzo e il costo totale del progetto affiancati. Per la preparazione delle RFQ e il confronto dei fornitori, il nostro injection molding supplier sourcing guide copre la qualifica e il rischio commerciale.
Per una visione più ampia di stampaggio a iniezione, la nostra guida fondamentale copre le basi del processo, il comportamento del materiale e le decisioni produttive.
Il calcolatore ha tre gruppi di input. In Parte Design, imposta le dimensioni del tuo pezzo, la complessità (sottosquadri, filettature, nuclei laterali), la finitura superficiale (SPI1/standard VDI) [fn:1] [fn:2] e classe di tolleranza. In Stampo & Produzione, scegli il tipo di stampo (prototipo in alluminio, produzione in P20 o acciaio temprato H13/S136), numero di cavità, resina e vita utile prevista dello stampo. In Volume di produzione, trascina il cursore sulla tua quantità annuale — lo strumento applica automaticamente sconti per volume sopra le 5K, 10K, 50K e 100K pezzi.
Clicca Calcola Preventivo per vedere la ripartizione completa dei costi: costo dello stampo, prezzo per pezzo, costo del materiale per pezzo, tempo di ciclo stimato, costo ammortizzato dello stampo per pezzo e prezzo effettivo per pezzo al tuo volume.
Cosa Determina il Costo dello Stampo per Iniezione?
La complessità del pezzo, il numero di cavità, la finitura superficiale e il grado dell'acciaio dello stampo sono i quattro fattori che determinano il costo. Uno stampo prototipo in alluminio a singola cavità costa da 1500 a 5000 USD; uno stampo di produzione in acciaio multi-cavità supera facilmente i 50.000 USD.
Anche la scelta del materiale sposta significativamente il costo per pezzo. Le resine comuni come PP o ABS costano $1,80–$2,50/kg, mentre i gradi tecnici come il PEEK arrivano a $55/kg o più. Il peso del pezzo, determinato dalle dimensioni e dallo spessore della parete, moltiplica questa differenza. Per un pezzo medio di 60 grammi, il solo materiale PEEK costa ~$3,80 per colata — rispetto a $0,14 per il PP.
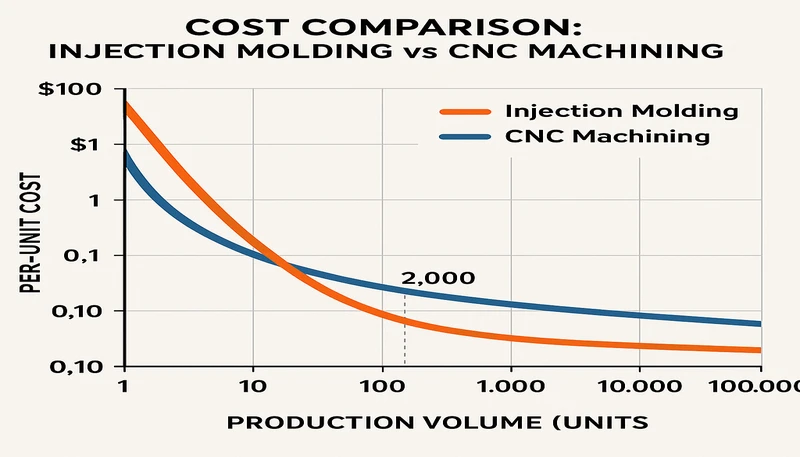
Il volume è il grande equalizzatore nell'economia dello stampaggio a iniezione. Ammortizzare uno stampo da 20.000 dollari su 100.000 parti aggiunge solo 0,20 dollari per pezzo. Su 1.000 parti, lo stesso stampo aggiunge 20 dollari per pezzo. Nella nostra esperienza di produzione di pezzi presso Zetar, il punto di svolta in cui uno stampo in acciaio temprato diventa più economico su base per pezzo rispetto a un'attrezzatura in alluminio solitamente si colloca tra le 5.000 e le 10.000 unità. Al di sotto di questa soglia, il risparmio sull'attrezzatura ottenuto con l'alluminio supera la minore durata dello stampo. Al di sopra, la maggiore durata di servizio e le tolleranze più strette dell'attrezzatura in acciaio offrono un chiaro vantaggio di costo per pezzo.
Le configurazioni multi-cavità amplificano ulteriormente questo effetto: uno stampo a quattro cavità può costare da due a tre volte più di uno a singola cavità, ma produce quattro pezzi per ciclo, riducendo il costo di lavorazione per pezzo di circa il 75 percento. Per programmi che superano le 100.000 unità annuali, il risparmio per pezzo ottenuto con uno stampo temprato multi-cavità solitamente recupera il premio dell'attrezzatura già nella prima produzione.
“Uno stampo in acciaio temprato multi-cavità può ridurre il costo di lavorazione per pezzo del 75 percento rispetto a uno stampo a singola cavità.”Vero
Corretto. Quattro cavità producono quattro pezzi per ciclo, quindi il costo orario della macchina è ripartito su quattro pezzi. L'attrezzatura costa di più inizialmente, ma il risparmio per pezzo recupera l'investimento per volumi superiori a 50.000 unità.
“Il costo del materiale è la singola componente di costo più grande nella stampa ad iniezione a tutti i livelli di volume.”Falso
Falso. A bassi volumi (sotto le 5.000 parti), l'ammortamento dell'attrezzatura domina il costo per pezzo. Ad alti volumi, il costo di lavorazione (tempo macchina e manodopera) tipicamente supera il costo del materiale per le resine comuni.
Quali sono i benchmark di costo tipici per dimensione del pezzo?
Per un rapido controllo di coerenza, ecco i tipici intervalli di costo per l'attrezzatura di uno stampo per un stampo di produzione a singola cavità di moderata complessità (Acciaio P202, finitura lucidata):
| Dimensione del pezzo | Intervallo di costo tipico dello stampo | Stima del tempo di ciclo |
|---|---|---|
| Piccolo (< 50 mm) | $1.800 – $3.000 | 12–18 secondi |
| Medio (50–150 mm) | $3.200 – $5.500 | 20–30 secondi |
| Grande (150–300 mm) | $6.000 – $10.500 | 34–44 secondi |
| Extra Large (> 300 mm) | $12.000 – $22.000+ | 50–66 secondi |

Questi intervalli presuppongono una complessità moderata con alcuni sottosquadri, azione laterale standard e una finitura lucidata Finitura superficiale VDI 34003 [fn:3]. L'aggiunta di layout multi-cavità, tolleranze di precisione (inferiori a più o meno 0,05 mm) o nuclei di svitamento per caratteristiche filettate spinge i costi al livello successivo. I sistemi hot runner, che eliminano gli sprechi del canale di colata e riducono il tempo di ciclo, aggiungono 3.000–8.000 dollari per cavità ma si ripagano rapidamente per volumi superiori a 50.000 pezzi. I meccanismi di sollevamento per sottosquadri interni e i nuclei collassabili per caratteristiche con sformo inverso sono ulteriori fattori di costo che i costruttori di stampi quotano caso per caso.
Come viene calcolato il costo per pezzo?
Per-part cost is the sum of material, processing, and overhead. For commodity resins at mid-volume, the typical split is roughly 30 percent material, 50 percent processing, and 20 percent overhead. The calculator breaks each component out so you can see where the money goes and identify the biggest cost-reduction lever for your specific program.
Material cost follows a simple formula: resin price per kilogram times part weight in kilograms times a 1.15 waste factor to account for runners, sprue, and start-up scrap. For ABS at 2.50 dollar per kg and a 60-gram part, material cost works out to roughly 0.17 dollar per part. Switching to a glass-filled nylon at 4.00 dollar per kg doubles that to 0.33 dollar per part. For PEEK at 55 dollar per kg, material alone reaches 3.80 dollar per shot — a twenty-two-fold increase over commodity PP at the same part weight. This is why material selection has such a dramatic effect on per-part pricing, especially for heavier parts.
Processing cost is driven by machine-hour rate, cycle time, and cavity count. The formula is: machine-hour rate divided by 3600, times cycle time in seconds, divided by number of cavities. A 75-ton press at 75 dollar per hour running 25-second cycles on a single cavity costs roughly 0.52 dollar per part. Upgrading to a four-cavity mold on the same press drops processing cost to about 0.13 dollar per part — a 75 percent reduction. We routinely see customers achieve this kind of savings when they move from prototype single-cavity tooling to multi-cavity production molds at Zetar.
Overhead typically adds 20 to 30 percent on top of material plus processing, covering QC inspection, packaging materials, secondary trimming or assembly operations, and logistics handling. For medical or automotive parts requiring incoming inspection certificates, first-article inspection reports, or statistical process control documentation, overhead can climb to 35 percent or higher. The calculator uses a default 25 percent overhead margin, which covers standard commercial-grade production.

“Aluminum molds can reduce cycle times by 15 to 30 percent compared to steel molds due to faster heat dissipation.”Vero
Correct. Aluminum thermal conductivity is roughly four times higher than P20 steel, allowing faster cooling and shorter cycle times. This advantage is most significant for parts with thick wall sections.
“Hardened steel molds (H13/S136) are always the most cost-effective choice for any injection molding project.”Falso
False. For volumes under 5,000 parts, the higher tooling cost of hardened steel is never recovered. Aluminum or P20 tooling delivers lower total program cost at low to mid volumes.
The calculator applies a 25 percent overhead margin and then layers on volume discounts: 5 percent at 5,000 pieces, 10 percent at 10,000, 15 percent at 50,000, and 20 percent at 100,000 or more. These thresholds reflect common industry pricing tiers where suppliers begin offering meaningful per-part reductions. For custom or engineered resins, the volume effect is even more pronounced because material cost represents a larger share of total per-part price. The discount curve flattens above 200,000 pieces in most cases, because processing cost rather than tooling amortization becomes the dominant factor.
When Should You Upgrade from Prototype to Production Tooling?
If your annual volume is below 5,000 parts and the design is still changing, an aluminum prototype mold is almost always the right call. Tooling costs 40 to 70 percent less than steel, lead time is shorter (typically 2 to 4 weeks versus 5 to 8 for steel), and modifications are cheaper. In our toolroom at Zetar, we can adjust an aluminum mold cavity in as little as one day for simple geometry changes. The trade-off: mold life is typically under 100,000 shots, tolerances are looser, and surface finish options are limited compared to hardened steel tooling [fn:2].
Aluminum also dissipates heat faster than steel, which can reduce cycle times by 15 to 30 percent — a meaningful cost advantage for short-run production.
For programs above 10,000 parts per year with a stable design, a production steel mold in P20 tool steel pays for itself within the first run. Better surface finish, tighter tolerances, longer mold life, and multi-cavity options all reduce per-part cost. At 50,000 or more parts per year, hardened steel (H13 or S136) becomes cost-effective because the extended mold life of 500,000 to over one million shots eliminates retooling downtime and maintains consistent part quality across the entire production run.
We have seen customers reduce their total program cost by 30 to 40 percent simply by moving from a single-cavity P20 mold to a two-cavity H13 mold on parts running above 200,000 annual units — the higher tooling investment is recovered within the first production lot.

How Do You Get a Precise Injection Mold Quote?
A precise quote is typically returned within 24 hours of submitting your 3D model and part specifications.
A precise injection mold quote is available within 24 hours from our engineering team. Our 8 senior engineers review part geometry, recommend mold steel and cavity layout, and return a full cost breakdown covering tooling, per-part pricing, and lead time. With 47 injection presses (90T to 1850T) and in-house mold manufacturing at 100+ sets per month, we handle prototype tooling through million-shot production programs.
Submit your 3D model and requirements for a precise, itemized quote within 24 hours. Our engineers evaluate part geometry, recommend mold steel and cavity layout, and return a full cost breakdown so you can make an informed decision fast.
Domande frequenti
Domande frequenti
How accurate is the injection mold cost calculator?
Injection mold costs span a wide range depending on part size, complexity, and tooling grade. A single-cavity prototype aluminum mold for a simple part typically starts around $800 to $2,000. A single-cavity production mold in P20 steel with moderate complexity often lands around $1,800 to $3,000 for small parts, $3,200 to $5,500 for medium parts, and roughly $6,000 to $10,500 for large parts. Extra-large multi-cavity hardened steel molds (H13/S136) for high-volume production with tight tolerances can exceed $30,000 and reach $60,000+ for complex builds. Geographic location, lead time, validation scope, and sampling inclusion also affect pricing. –section 28
What is the typical cost of an injection mold?
Injection mold costs span a wide range depending on part size, complexity, and tooling grade. A single-cavity prototype aluminum mold for a simple part typically starts around $800 to $2,000. A single-cavity production mold in P20 steel with moderate complexity often lands around $1,800 to $3,000 for small parts, $3,200 to $5,500 for medium parts, and roughly $6,000 to $10,500 for large parts. Extra-large multi-cavity hardened steel molds (H13/S136) for high-volume production with tight tolerances can exceed $30,000 and reach $60,000+ for complex builds. Geographic location, lead time, validation scope, and sampling inclusion also affect pricing.
Does the mold cost per part decrease with higher volume?
Yes, mold tooling amortization is one of the most significant cost factors in injection molding. A $15,000 production mold spread across 10,000 parts adds $1.50 to each piece. The same mold across 100,000 parts adds only $0.15 per piece. Across one million parts, the tooling contribution drops to just $0.015. This relationship is the primary reason that high-volume programs can justify expensive, multi-cavity hardened steel molds — the per-part savings from faster cycles and higher cavity counts quickly outweigh the higher upfront tooling investment.
What material is cheapest for injection molding?
Among common injection molding resins, polypropylene (PP) at approximately $1.80 per kilogram and polyethylene (PE) are the lowest-cost commodity materials. ABS at roughly $2.50/kg is also widely used and competitively priced. Moving up the cost ladder, nylon (PA6/PA66) and POM are mid-range at $3.50–$4.00/kg. High-performance engineering resins like PEEK ($55/kg) and LCP ($18/kg) are significantly more expensive and are selected only when their mechanical, thermal, or chemical properties are required by the application. Material cost per part depends on both the resin price per kilogram and the part weight, which is determined by part size and wall thickness — always run the numbers for your specific geometry before making a final material selection.
Come posso ridurre i miei costi di stampaggio a iniezione?
Three main levers control injection molding cost: design optimization, volume strategy, and mold steel selection. Design for manufacturability (DFM) reduces undercuts, maintains uniform wall thickness, and minimizes side-action complexity, which directly lowers tooling cost. Increasing production volume amortizes the mold investment over more parts, reducing the per-part tooling contribution. Finally, selecting the right mold steel — prototype aluminum for runs under 50K, production P20 for mid-volume, and hardened H13/S136 for 500K+ shots — avoids both under-investment (mold failure) and over-investment (unnecessary tooling expense).
Can I use an aluminum mold for production runs?
Aluminum molds are a practical choice for low to mid-volume production runs, typically up to 50,000 shots with moderate part complexity. They cost 40 to 70% less than steel tooling and have shorter lead times (2–4 weeks vs. 5–8 weeks for steel). Aluminum also dissipates heat faster than steel, which can reduce cycle times by 15–30%. However, for tight tolerances (below ±0.05 mm), high-polish surface finishes (SPI A-1), abrasive or glass-filled resins, or production volumes exceeding 100,000 shots, hardened steel tooling is the more reliable and cost-effective long-term choice.
-
SPI: SPI Surface Finish Standards is a classification system developed by the Society of the Plastics Industry that categorizes mold cavity surface textures from A-1 (mirror polish, diamond buffed) through D-3 (fine blasted stone). Higher finish grades require progressively more polishing time and directly increase mold manufacturing cost. ↩
-
Acciaio P20: P20 mold steel is a pre-hardened chromium-molybdenum alloy tool steel (AISI P20 / DIN 1.2311) widely used for production injection molds rated for 100K to 500K shots. It is supplied at 28–36 HRC hardness, machines readily, and accepts standard surface treatments including polishing, texturing, and plating. ↩
-
Finitura superficiale VDI 3400: VDI 3400 is a surface texture standard published by the Verein Deutscher Ingenieure that defines EDM (electrical discharge machining) finishes by average roughness depth, ranging from VDI 0 (smoothest, Ra < 0.1 μm) to VDI 45 (Ra ~18 μm). It is commonly used alongside SPI grades to specify mold surface texture. ↩
