 Przejdź do treści
Przejdź do treści 

Forma wtryskowaJak zmniejszyć nadlewy w formowaniu wtryskowym? | ZetarMold

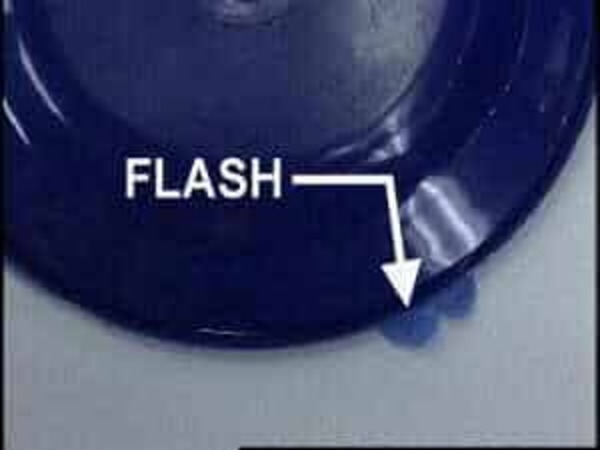
I. Czym jest Flash?
Flash, znany również jako zadziory lub nadmiar materiału, to cienka warstwa tworzywa sztucznego, która odstaje od oczekiwanego kształtu formowanej części. Zwykle występuje na linii podziału lub wzdłuż krawędzi wnęki formy, ponieważ dodatkowy materiał wydostaje się podczas procesu formowania. Nawet jeśli flash może wydawać się niewielkim problemem, może spowodować, że produkt końcowy będzie miał niewłaściwy rozmiar, będzie źle wyglądał lub nie będzie działał prawidłowo.
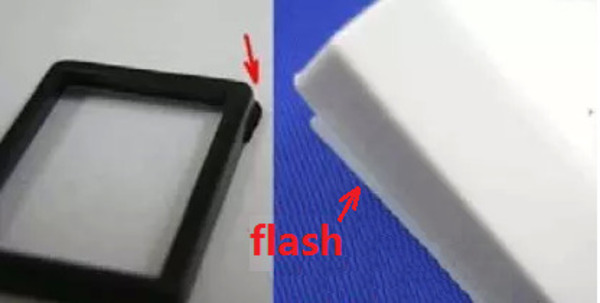
Flash występuje zazwyczaj na liniach podziału formy, takich jak powierzchnie podziału ruchomych i nieruchomych form, pasowania ślizgowe, luzy wkładek i luzy sworzni rdzeniowych. Błysk jest najczęściej spowodowany niewystarczającą siłą zacisku formy lub maszyny. Ogólnie rzecz biorąc, niemożliwe jest, aby części z tworzyw sztucznych były całkowicie wolne od wypływek z powodu wielu różnych czynników.

II. Przyczyny rozbłysków w częściach formowanych wtryskowo
1. Nadmierne ciśnienie wtrysku
Gdy ciśnienie wtrysku jest zbyt wysokie, stopiony plastik zostaje wtłoczony we wszystkie małe szczeliny i szczeliny w formie, i w ten sposób powstaje błysk.
2. Nieodpowiednie odprowadzanie gazu z tworzywa sztucznego przez formę
Gdy tworzywa sztuczne są wtryskiwane do formy, wytwarzają gaz. Jeśli forma nie odpowietrza gazu prawidłowo, pojawi się błysk.
3. Nierównomierna temperatura formy
Błysk może być również spowodowany nierównomierną temperaturą formy. Gdy temperatura formy nie jest jednolita, tworzywo sztuczne nie płynie równomiernie, co może powodować wypływanie.
4. Słaba konstrukcja formy
Zła konstrukcja formy, taka jak wąskie kanały przepływu lub narożniki, może zakłócać przepływ tworzywa i powodować wypływanie.

5. Problemy z plastikowym cylindrem lub podajnikiem
Jeśli plastikowy cylinder lub podajnik jest uszkodzony, np. jeśli plastik nie ma odpowiedniego rozmiaru lub znajdują się w nim śmieci, plastik nie będzie płynął prawidłowo i pojawi się błysk.
6. Niewłaściwa kontrola procesu wtrysku
Jeśli parametry, takie jak temperatura formy, ciśnienie i prędkość, nie zostaną odpowiednio dostosowane, podczas formowania wtryskowego pojawi się błysk.
7. Niewspółosiowość lub nieprzydatność formy
If the mold is installed incorrectly or the mold is not positioned correctly, the parts will not be positioned correctly during the injection molding process, which will cause flash.
8. Nierównomierna temperatura podczas procesu wtrysku
Gdy tworzywo sztuczne topi się nierównomiernie podczas wtrysku, kurczy się nierównomiernie podczas chłodzenia. Może to powodować błysk.
9. Nadmierna prędkość wtrysku maszyny do formowania wtryskowego
Zbyt szybkie wtryskiwanie tworzywa sztucznego spowoduje, że forma nie wypełni się całkowicie. Oznacza to, że tworzywo sztuczne nie będzie płynąć prawidłowo i pojawi się błysk.
10. Nieodpowiednia wentylacja pleśni
Jeśli forma nie jest odpowiednio odpowietrzona podczas formowania wtryskowego, gaz nie może wydostać się wystarczająco szybko i wtedy powstaje błysk.
11. Niewystarczająca siła zacisku
Jeśli siła zacisku nie jest wystarczająca, forma nie zamknie się do końca, a stopiony plastik wycieknie i powstanie błysk.
12. Charakterystyka materiału
Niektóre materiały termoplastyczne są bardziej podatne na wypalanie ze względu na ich grubość, kurczliwość i płynność.

13. Parametry formowania
Jeśli ustawienia nie są prawidłowe, może wystąpić błysk. Błysk może być spowodowany zbyt dużą prędkością wtrysku, zbyt dużymi wahaniami temperatury lub zbyt długim czasem chłodzenia.
14. Nadmierny wtrysk tworzywa sztucznego do formy
15. Zbyt wysoka temperatura plastiku. Zmniejsz temperaturę topnienia.
16. Przerywane zatrzymania podczas pracy produkcyjnej.
17. Nierównomierny rozkład ciśnienia wtrysku w formie.
18. Ciała obce stają się wypukłościami na powierzchni formy.
19. Brak części wtryskowych w formie i/lub na powierzchni formy.
20. Obszar projekcji jest zbyt duży.
21. Nieprawidłowe odpowietrzanie powoduje, że tworzywo sztuczne opuszcza gniazdo formy.

III. Rozwiązania dla błysku w częściach formowanych wtryskowo
Flash is a big problem in injection molding. It makes your parts look bad and costs you money. You need to attack flash from a bunch of different angles. Here are some things you can do to get rid of flash:
1. Dostosuj czas wtrysku
Zbyt szybki wtrysk spowoduje, że tworzywo sztuczne obejdzie krawędzie formy i spowoduje wypływanie. Jeśli dostosujesz czas wtrysku, możesz skrócić czas, w którym tworzywo sztuczne znajduje się na krawędziach formy.
2. Wyregulować ciśnienie wtrysku
Zbyt wysokie ciśnienie wtrysku spowoduje zbyt szybkie wypełnienie formy stopionym materiałem i powstanie wypływki. Szybkość wypełniania formy stopionym materiałem można kontrolować poprzez regulację ciśnienia wtrysku.

3. Dostosowanie projektu formy
Jeśli konstrukcja formy jest nieprawidłowa, może ona nie zapewniać równomiernego wypełnienia stopionym materiałem, co może powodować wypływki. Problemy z wypływem można rozwiązać poprzez przeprojektowanie formy, zwłaszcza sekcji wlewu i kanału przelewowego.
4. Dostosowanie jakości materiału
Jeśli użyjesz złego materiału, proces formowania wtryskowego będzie niestabilny i pojawi się wypływka. Jeśli użyjesz dobrego materiału, proces formowania wtryskowego będzie stabilny i nie będzie błysku.
5. Sprawdzenie stanu sprzętu
Jeśli sprzęt jest w złym stanie, proces formowania wtryskowego będzie niestabilny i wystąpi wypływka. Należy regularnie sprawdzać i konserwować sprzęt, aby zapewnić jego prawidłowe działanie i ograniczyć zjawisko flash.
6. Korzystanie z narzędzi do usuwania plików
Korzystanie ze specjalnych narzędzi do usuwania wypływek może skutecznie usunąć wypływki z form wtryskowych, zapewniając wygląd i jakość produktów.

7. Optymalizacja procesów produkcyjnych
If you want to make your injection molding process more automated, reduce the amount of manual work you have to do, and reduce the amount of flash you get, you need to optimize your production process.
8. Dostosuj strukturę formy
Jeśli wypływ jest spowodowany złą konstrukcją formy, może być konieczne przeprojektowanie formy, aby uniknąć wąskich kanałów przepływu lub narożników.
9. Dostosuj temperaturę formy
Jeśli dochodzi do rozbłysków z powodu nierównomiernej temperatury formy, konieczne może być dostosowanie temperatury formy w celu jej wyrównania.
10. Dostosowanie parametrów procesu formowania wtryskowego
Jeśli zauważysz błysk, możesz go naprawić, zmieniając proces formowania wtryskowego. Można zmienić prędkość i ciśnienie wtrysku.
11. Regularna konserwacja form
Aby uniknąć wypływek i innych wad, należy konserwować formy. Oznacza to czyszczenie form i wymianę ich komponentów.
12. Używanie wysokiej jakości surowców
Jeśli użyjesz surowców niskiej jakości, otrzymasz błysk. Aby tego uniknąć, należy używać surowców wysokiej jakości.
13. Dostosuj temperaturę topnienia
Jeśli okaże się, że temperatura topienia jest zbyt wysoka lub zbyt niska, należy ją odpowiednio dostosować.
14. Sprawdź siłę docisku formy i zwiększ ją w razie potrzeby.
Jeśli forma nie jest szczelnie zamknięta, w razie potrzeby można zwiększyć siłę zacisku.
15. Sprawdź instalację i pozycjonowanie formy
Upewnij się, że forma jest prawidłowo zainstalowana i dokładnie ustawiona, aby uniknąć nieprawidłowego wyrównania formy.
16. Regulacja systemu kontroli temperatury podczas procesu formowania wtryskowego
Podczas formowania wtryskowego należy upewnić się, że temperatura jest taka sama na całej powierzchni. W przeciwnym razie tworzywo sztuczne będzie topić się nierównomiernie i pojawi się błysk.
17. Regulacja prędkości wtrysku wtryskarki
Dostosuj prędkość wtrysku wtryskarki do kształtu i rozmiaru formowanego wtryskowo produktu, aby zapewnić całkowite wypełnienie gniazda formy i zapobiec wypływowi.

18. Sprawdzić system odpowietrzania formy
Upewnij się, że kanały wentylacyjne formy są drożne, co pomoże szybko usunąć gaz z gniazda formy i uniknąć wypływu. Lepsza wentylacja formy pozwala na lepsze wydostanie się uwięzionego powietrza i dodatkowego materiału, dzięki czemu prawdopodobieństwo wystąpienia wypływki jest mniejsze.
19. Używanie środków antyadhezyjnych
Spryskaj powierzchnię formy środkami antyadhezyjnymi lub powłokami, aby ułatwić wyjmowanie części i zmniejszyć tarcie, co pomoże zapobiec wypalaniu.
20. Wdrożenie monitorowania procesów
Korzystaj z zaawansowanych systemów monitorowania procesu, aby mieć oko na ważne rzeczy, takie jak temperatura, ciśnienie i czas cyklu. W ten sposób można od razu wprowadzić zmiany i zapobiec powstawaniu zadziorów.
21. Operacje po formowaniu
Aby pozbyć się zadziorów i nadać części odpowiedni wygląd, należy ją przyciąć, usunąć zadziory i wykończyć powierzchnię.
Podsumowując, musisz zrobić kilka rzeczy, aby naprawić flash w formowanie wtryskowe. Należy dostosować czas i ciśnienie wtrysku, upewnić się, że forma jest prawidłowo zaprojektowana, użyć dobrych materiałów, sprawdzić sprzęt, użyć narzędzi do usuwania wypływek i upewnić się, że proces jest prawidłowy. Jeśli zrobisz to wszystko, będziesz miał większe szanse na wykonanie dobrych części i brak wypływek.
Ponadto, jeśli chodzi o radzenie sobie z problemami z błyskiem w formowaniu wtryskowym, musisz być zorientowany na szczegóły i cierpliwy. Trzeba próbować różnych rzeczy i wprowadzać poprawki, aż znajdzie się najlepszy sposób na rozwiązanie problemu. Należy również pozostawać w kontakcie z zespołem produkcyjnym i klientami, aby móc szybko rozwiązywać problemy i usprawniać działanie całej firmy.

IV. Wnioski
Tworzenie się wypływek jest częstym problemem w formowaniu wtryskowym, ale dzięki odpowiednim strategiom i technikom można zminimalizować jego wpływ na jakość produktu i wydajność produkcji. Optymalizując konstrukcję formy, dostrajając parametry wtrysku i wdrażając zaawansowane monitorowanie procesu, można osiągnąć doskonałe wyniki i wyprzedzić konkurencję.
Podsumowując, redukcja błysku w formowanie wtryskowe wymaga połączenia wiedzy technicznej, planowania strategicznego i ciągłego doskonalenia. Uczynienie redukcji flash priorytetem pozwala poprawić jakość produktów, obniżyć koszty i osiągnąć sukces biznesowy w dzisiejszym konkurencyjnym środowisku produkcyjnym.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







