 Saltar para o conteúdo
Saltar para o conteúdo 

Molde de injeçãoComo Reduzir o Flash na Moldagem por Injeção? | ZetarMold

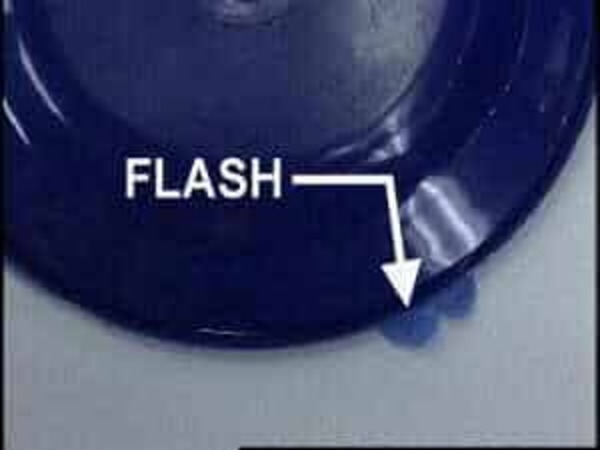
I. O que é o Flash?
O flash, também conhecido como rebarbas ou excesso de material, é uma fina camada de plástico que sobressai da forma esperada da peça moldada. Normalmente acontece na linha de separação ou ao longo das bordas da cavidade do molde porque o material extra escapa durante o processo de moldagem. Embora o flash possa parecer um problema pequeno, pode fazer com que o produto final tenha o tamanho errado, tenha mau aspeto ou não funcione corretamente.
O flash ocorre normalmente nas linhas de separação do molde, como as superfícies de separação dos moldes móveis e estacionários, encaixes de deslizamento, folgas de inserção e folgas de pino de núcleo. A folga é causada principalmente pelo facto de a força de fixação do molde ou da máquina não ser suficiente. De um modo geral, é impossível que as peças de plástico sejam completamente isentas de flash devido a uma série de factores diferentes.

II. Causas da inflamação em peças moldadas por injeção
1. Pressão de injeção excessiva
Quando a pressão de injeção é demasiado elevada, o plástico derretido é forçado a entrar em todos os pequenos espaços e fendas do molde, e é assim que se obtém o flash.
2. Ventilação inadequada do gás plástico pelo molde
Quando os materiais plásticos são injectados num molde, produzem gás. Se o molde não ventilar corretamente o gás, obtém-se um flash.
3. Temperatura do molde não uniforme
O flash também pode ser causado por uma temperatura de molde inconsistente. Quando a temperatura do molde não é uniforme, o plástico não flui de forma homogénea, o que pode causar o flash.
4. Má conceção do molde
Uma má conceção do molde, como canais de fluxo estreitos ou cantos, pode perturbar o fluxo do plástico e causar rebentamento.

5. Problemas com o cilindro ou alimentador de plástico
Se o cilindro de plástico ou o alimentador estiverem danificados, por exemplo, se o plástico não tiver o tamanho correto ou se tiver lixo, o plástico não fluirá corretamente e obterá um brilho.
6. Controlo inadequado do processo de injeção
Se não ajustar corretamente os parâmetros, como a temperatura, a pressão e a velocidade do molde, obterá flashes quando estiver a moldar por injeção.
7. Desalinhamento ou inadequação do molde
If the mold is installed incorrectly or the mold is not positioned correctly, the parts will not be positioned correctly during the injection molding process, which will cause flash.
8. Temperatura não uniforme durante o processo de injeção
Quando o plástico derrete de forma desigual durante a injeção, encolhe de forma desigual quando arrefece. Isto pode causar flashes.
9. Velocidade de injeção excessiva da máquina de moldagem por injeção
Se injetar o plástico demasiado depressa, o molde não se encherá completamente. Isto significa que o plástico não fluirá corretamente e obterá rebarbas.
10. Ventilação inadequada do molde
Se o molde não for ventilado corretamente durante a moldagem por injeção, o gás não consegue sair com a rapidez suficiente e é aí que surge o flash.
11. Força de aperto insuficiente
Se a força de aperto não for suficiente, o molde não fechará completamente e o plástico derretido sairá e formará um clarão.
12. Caraterísticas dos materiais
Alguns materiais termoplásticos são mais susceptíveis de rebentar devido à sua espessura, ao seu grau de contração e à forma como fluem.

13. Parâmetros de moldagem
Se não tiveres as definições corretas, vais ter flashes. Pode ocorrer flash devido a demasiada velocidade de injeção, demasiada variação de temperatura ou demasiado tempo de arrefecimento.
14. Injeção excessiva de plástico no molde
15. Temperatura do plástico demasiado elevada. Reduzir a temperatura de fusão.
16. Paragens intermitentes durante o funcionamento da produção.
17. Distribuição desigual da pressão de injeção dentro do molde.
18. Os objectos estranhos tornam-se saliências na superfície do molde.
19. Ausência de peças de injeção no molde e/ou na superfície do molde.
20. A área de projeção é demasiado grande.
21. A ventilação incorrecta faz com que o plástico saia da cavidade do molde.

III. Soluções para o Flash em peças moldadas por injeção
Flash is a big problem in injection molding. It makes your parts look bad and costs you money. You need to attack flash from a bunch of different angles. Here are some things you can do to get rid of flash:
1. Ajustar o tempo de injeção
Se injetar demasiado rápido, o plástico irá contornar as bordas do molde e causar flashes. Se ajustar o tempo de injeção, pode reduzir a quantidade de tempo que o plástico fica nas bordas do molde.
2. Ajustar a pressão de injeção
Se utilizar demasiada pressão de injeção, o material derretido encherá o molde demasiado depressa e obterá flashes. Pode controlar a rapidez com que o material fundido enche o molde, ajustando a pressão de injeção.

3. Ajustar o projeto do molde
Se o desenho do seu molde for mau, poderá não obter um enchimento uniforme de material fundido, o que pode causar rebentamento. Pode resolver os problemas de flash redesenhando o seu molde, especialmente as secções da porta e do canal de transbordo.
4. Ajustar a qualidade do material
Se utilizar um material de má qualidade, o seu processo de moldagem por injeção será instável e terá flashes. Se utilizar um bom material, o seu processo de moldagem por injeção será estável e não terá flashes.
5. Verificar as condições do equipamento
Se o seu equipamento estiver em mau estado, o seu processo de moldagem por injeção será instável e terá flashes. É necessário inspecionar e manter o seu equipamento regularmente para o manter a funcionar corretamente e reduzir o flash.
6. Utilizar ferramentas de rebarbação
A utilização de ferramentas especiais de rebarbação pode remover eficazmente a rebarba dos moldes de injeção, garantindo o aspeto e a qualidade dos seus produtos.

7. Otimizar os processos de produção
If you want to make your injection molding process more automated, reduce the amount of manual work you have to do, and reduce the amount of flash you get, you need to optimize your production process.
8. Ajustar a estrutura do molde
Se o flash for causado por uma má conceção do molde, poderá ser necessário redesenhar o molde para evitar canais de fluxo estreitos ou cantos.
9. Ajustar a temperatura do molde
Se a temperatura do molde não for uniforme, pode ser necessário ajustar a temperatura do molde para a uniformizar.
10. Ajustar os parâmetros do processo de moldagem por injeção
Se vir flashes, pode corrigi-los alterando o processo de moldagem por injeção. É possível alterar a velocidade e a pressão de injeção.
11. Manutenção regular dos moldes
Para evitar o aparecimento de flashes e outros defeitos, é necessário efetuar a manutenção dos moldes. Isto significa limpar os moldes e substituir os componentes do molde.
12. Utilizar matérias-primas de elevada qualidade
Se utilizar matérias-primas de má qualidade, terá um brilho. Por isso, para evitar isso, utilize matérias-primas de alta qualidade.
13. Ajustar a temperatura de fusão
Se achar que a temperatura de fusão é demasiado alta ou demasiado baixa, deve ajustá-la em conformidade.
14. Verificar a força de aperto do molde e aumentar a força de aperto, se necessário
Se o molde não estiver bem fechado, pode aumentar a força de aperto conforme necessário.
15. Verificar a instalação e o posicionamento do molde
Certifique-se de que o molde é instalado corretamente e posicionado com precisão para evitar o desalinhamento do molde.
16. Ajustar o sistema de controlo da temperatura durante o processo de moldagem por injeção
Certifique-se de que a temperatura é a mesma em todo o lado quando estiver a fazer moldagem por injeção. Se não for assim, o plástico derreterá de forma desigual e obterá um brilho.
17. Ajustar a velocidade de injeção da máquina de moldagem por injeção
Ajustar a velocidade de injeção da máquina de moldagem por injeção de acordo com a forma e o tamanho do produto moldado por injeção para assegurar que a cavidade do molde é completamente preenchida e para evitar o flash.

18. Verificar o sistema de ventilação do molde
Certifique-se de que os canais de ventilação do molde estão desobstruídos, o que ajuda a retirar rapidamente o gás da cavidade do molde e a evitar a formação de fulgor. Uma melhor ventilação do molde permite que o ar retido e o material extra saiam melhor, por isso é menos provável que ocorra flash.
19. Utilizar agentes de libertação de bolor
Pulverize agentes de libertação do molde ou revestimentos na superfície do molde para ajudar as peças a saírem mais facilmente e reduzir a fricção, o que ajudará a evitar o flash.
20. Implementar o controlo do processo
Utilize sistemas avançados de monitorização de processos para manter um olho em coisas importantes como a temperatura, a pressão e o tempo de ciclo. Desta forma, pode efetuar alterações de imediato e impedir a ocorrência de rebarbas.
21. Operações de pós-moldagem
Para eliminar as rebarbas e dar à peça um aspeto correto, é necessário aparar, rebarbar e acabar a superfície.
Em suma, é necessário fazer uma série de coisas para corrigir o flash no moldagem por injeção. Tem de ajustar o tempo e a pressão de injeção, certificar-se de que o molde foi concebido corretamente, utilizar bons materiais, verificar o seu equipamento, utilizar ferramentas de rebarbação e certificar-se de que o seu processo é bom. Se fizer tudo isto, terá mais hipóteses de fazer boas peças e de não ter flashes.
Além disso, quando se trata de lidar com problemas de flash na moldagem por injeção, é necessário ser detalhista e paciente. Tem de continuar a tentar coisas diferentes e a fazer ajustes até encontrar a melhor forma de resolver o problema. Também é necessário manter-se em contacto com a sua equipa de produção e com os seus clientes para poder resolver rapidamente os problemas e melhorar o funcionamento de toda a operação.

IV. Conclusão
A formação de bolhas é um problema comum na moldagem por injeção, mas com as estratégias e técnicas corretas, é possível minimizar o seu impacto na qualidade do produto e na eficiência da produção. Optimizando a conceção do molde, afinando os parâmetros de injeção e implementando uma monitorização avançada do processo, pode obter excelentes resultados e manter-se à frente da concorrência.
Em conclusão, a redução do flash em moldagem por injeção requer uma combinação de conhecimentos técnicos, planeamento estratégico e melhoria contínua. Ao tornar a redução de flash uma prioridade, pode melhorar a qualidade do produto, reduzir os custos e impulsionar o sucesso empresarial no atual ambiente de fabrico competitivo.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






