 Przejdź do treści
Przejdź do treści 

NylonPoliamid (w skrócie PA) to tworzywo sztuczne składające się z żywic poliamidowych. Takie żywice mogą być wytwarzane z diamin i kwasów dwuzasadowych poprzez kondensację lub z laktamów powstałych w wyniku odwodnienia aminokwasów poprzez polimeryzację z otwarciem pierścienia.
Istnieje wiele odmian PA, głównie PA6, PA66, PA610, PA11, PA12, PA1010, PA612, PA46, PA6T, PA9T, amidy aromatyczne MXD-6 itp. Najczęściej stosowane są PA6, PA66, PA12 i PA1010. W tym artykule omówione zostaną właściwości tych czterech Procesy formowania wtryskowego nylonuPA6, PA66, PA12 i PA1010.

Proces formowania wtryskowego nylonu 6
Właściwości chemiczne i fizyczne
Właściwości chemiczne i fizyczne PA6 są bardzo podobne do PA66, jednak ma on niższą temperaturę topnienia i szeroki zakres temperatur procesowych. Jego odporność na uderzenia i rozpuszczanie jest lepsza niż PA66, ale jest też bardziej higroskopijny.
Ponieważ absorpcja wilgoci wpływa na wiele cech jakościowych części z tworzyw sztucznych, ważne jest, aby wziąć to pod uwagę przy projektowaniu produktów z PA6.
Aby poprawić właściwości mechaniczne PA6, często dodaje się różne modyfikatory. Najpopularniejszym dodatkiem jest szkło, a czasami dodaje się syntetyczną gumę, taką jak EPDM i SBR, aby poprawić odporność na uderzenia.
W przypadku produktów bez dodatków skurcz PA6 wynosi od 1% do 1,5%. Dodanie dodatków z włókna szklanego może zmniejszyć skurcz do 0,3% (ale nieco więcej w kierunku prostopadłym do procesu).
Skurcz formowanego zespołu zależy głównie od krystaliczności i absorpcji wilgoci przez materiał. Rzeczywisty skurcz jest również funkcją konstrukcji części, grubości ścianki i innych parametrów procesu.

Warunki procesu formowania wtryskowego
Suszenie: Ponieważ PA6 łatwo wchłania wilgoć, należy zwrócić szczególną uwagę na suszenie przed przetwarzaniem. Jeśli materiał jest dostarczany w wodoodpornym opakowaniu, pojemnik powinien być szczelny.
Jeśli wilgotność jest większa niż 0,2%, zaleca się suszenie gorącym powietrzem w temperaturze powyżej 80°C przez 16 godzin. Jeśli materiał był wystawiony na działanie powietrza przez ponad 8 godzin, zaleca się suszenie próżniowe w temperaturze 105°C przez ponad 8 godzin.
Temperatura topnienia: 230~280℃, dla odmian wzmocnionych 250~280℃.
Temperatura formy: 80~90℃. Temperatura formy znacząco wpływa na krystaliczność, co z kolei wpływa na właściwości mechaniczne materiału. Część formowana wtryskowo. W przypadku części strukturalnych krystaliczność jest ważna, dlatego zalecana temperatura formy wynosi 80 ~ 90 ℃.
Wyższe temperatury formy są również zalecane w przypadku cienkościennych części z tworzyw sztucznych o długim przepływie. Zwiększenie temperatury formy zwiększa wytrzymałość i sztywność części. Część formowana wtryskowoale zmniejsza wytrzymałość.
Jeśli grubość ścianki jest większa niż 3 mm, zaleca się użycie formy niskotemperaturowej 20 ~ 40 ℃. W przypadku materiałów wzmocnionych włóknem szklanym temperatura formy powinna być wyższa niż 80 ℃.
Ciśnienie wtrysku: zazwyczaj między 750 ~ 1250 barów (w zależności od materiału i projektu produktu).
Prędkość wtrysku: Wysoka prędkość (może być nieznacznie zmniejszona w przypadku wzmocnionych materiałów).
Biegacze i bramki: Ze względu na krótki czas krzepnięcia PA6, lokalizacja bramek jest bardzo ważna. Otwór bramy nie powinien być mniejszy niż 0,5*t (gdzie t jest grubością formowanej części).
W przypadku korzystania z gorącego kanału, rozmiar bramy powinien być mniejszy niż w przypadku konwencjonalnego kanału, ponieważ gorący kanał pomaga zatrzymać przedwczesne krzepnięcie materiału. Jeśli używana jest brama zanurzeniowa, minimalna średnica bramy powinna wynosić 0,75 mm.
Proces formowania wtryskowego nylonu 66
Suszenie nylonu 66
Suszenie próżniowe: temperatura ℃ 95-105 czas 6-8 godzin
Suszenie gorącym powietrzem: temperatura ℃ 90-100 czas około 4 godzin
Krystaliczność: Oprócz przezroczystego nylonu, nylon jest głównie krystalicznym polimerem o wysokiej krystaliczności, wytrzymałość produktu na rozciąganie, odporność na ścieranie, twardość, smarowność i inne właściwości uległy poprawie, a współczynnik rozszerzalności cieplnej i absorpcji wody ma tendencję do zmniejszania się, ale przezroczystość i odporność na uderzenia nie sprzyjają wydajności.
Temperatura formy ma duży wpływ na krystalizację, z wysoką krystalicznością przy wysokiej temperaturze formy i niską krystalicznością przy niskiej temperaturze formy.
Skurcz: Podobnie jak w przypadku innych krystalicznych tworzyw sztucznych, żywica nylonowa ma problem ze skurczem, generalnie skurcz nylonu ma największy związek z krystalizacją, gdy krystalizacja produktu jest duża, skurcz produktu również wzrośnie.
W procesie formowania obniżenie temperatury formy i zwiększenie ciśnienia wtrysku oraz obniżenie temperatury materiału zmniejszy skurcz, ale wewnętrzne naprężenie produktu łatwo się odkształca. 1.5-2% skurcz PA66.
Sprzęt do formowania: formowanie wtryskowe nylonuGłówną uwagę należy zwrócić na zapobieganie "zjawisku dyszy przepływu", dlatego do przetwarzania materiału nylonowego zwykle stosuje się dyszę samoblokującą.

Produkt i forma
1. Grubość ścianki produktu Współczynnik długości przepływu nylonu wynosi między 150-200, grubość ścianki produktów nylonowych wynosi nie mniej niż 0,8 mm, zwykle między 1-3,2 mm, a skurcz produktu jest związany z grubością ścianki produktu, im grubsza grubość ścianki, tym większy skurcz.
2. Wydech Wartość przelewu żywicy nylonowej wynosi około 0,03 mm, więc szczelina otworu wylotowego powinna być kontrolowana na poziomie 0,025 lub mniejszym.
3. Temperatura formy Cienka ścianka produktu jest trudna do uformowania lub wymaga kontroli temperatury formy o wysokiej krystaliczności, produkt wymaga pewnego stopnia elastyczności i jest zwykle używany do kontrolowania temperatury zimnej wody.
Proces formowania nylonu 66
Temperatura beczki: nylon jest polimerem krystalicznym, więc temperatura topnienia jest oczywista, żywica nylonowa w formowanie wtryskowe Temperatura beczki dobierana jest w zależności od wydajności samej żywicy, wyposażenia i kształtu produktu.
Nylon 66 ma 260 ℃. Ze względu na słabą stabilność termiczną nylonu, nie nadaje się on do pozostawania w beczce przez długi czas w wysokiej temperaturze, aby nie powodować przebarwień i żółknięcia materiału, a ze względu na dobrą płynność nylonu temperatura przekracza jego temperaturę topnienia, a następnie szybko płynie.
Ciśnienie wtrysku: Lepkość stopionego nylonu jest niska i ma dobrą płynność, ale szybkość kondensacji jest szybsza, w kształcie złożonej i cienkiej grubości ścianki produktu podatnej na braki, więc nadal wymaga wyższego ciśnienia wtrysku.
Zwykle, jeśli ciśnienie jest zbyt wysokie, produkt wydaje się przelewać problemy z krawędziami; jeśli ciśnienie jest zbyt niskie, produkt wytwarza zmarszczki, pęcherzyki, oczywiste ślady fuzji lub niedobór produktu i inne wady, większość nylonowych odmian ciśnienia wtrysku nie przekracza 120 MPA.
Zazwyczaj wybiera się zakres 60-100 MPA, aby spełnić wymagania większości produktów, o ile produkt nie ma pęcherzyków, wgnieceń i innych wad, generalnie nie chce się stosować wyższego ciśnienia trzymania, aby uniknąć wzrostu naprężeń wewnętrznych. Aby uniknąć wzrostu naprężeń na produkcie.
Prędkość wtrysku: W przypadku nylonu prędkość wtrysku jest większa, aby zapobiec zmarszczkom spowodowanym zbyt dużą prędkością chłodzenia i niewystarczającym wypełnieniem formy. Duża prędkość wtrysku nie ma znaczącego wpływu na wydajność produktu.
Temperatura formy: Temperatura formy ma pewien wpływ na krystaliczność i jakość produktu. formowanie wtryskowe skurcz, krystaliczność w wysokiej temperaturze formy, wysoka odporność na ścieranie, twardość, wzrost modułu sprężystości, spadek absorpcji wody, wzrost skurczu formowania produktów; niska krystaliczność w niskiej temperaturze formy, dobra wytrzymałość, wyższe wydłużenie.
Parametry procesu formowania Nylonu 66:
1) Temperatura beczki ℃
2) Tył 240-285 Środek 260-300 Przód 260-300
3) Temperatura dyszy ℃ 260-280 Temperatura formy ℃ 20-90
4) Ciśnienie wtrysku MPA 60-200
Zastosowanie środka antyadhezyjnego: Zastosowanie niewielkiej ilości środka antyadhezyjnego czasami skutkuje poprawą i wyeliminowaniem wad, takich jak pęcherzyki powietrza.
Środkiem antyadhezyjnym dla produktów nylonowych może być stearynian cynku i biały olej itp. Można go również zmieszać w pastę, którą należy stosować w niewielkich ilościach i równomiernie, aby uniknąć wad powierzchniowych produktów.
Podczas zatrzymywania maszyny należy opróżnić śrubę, aby zapobiec kolejnej produkcji, i przekręcić śrubę.
Warunki procesu formowania wtryskowego PA12
Obróbka suszenia: Przed obróbką należy upewnić się, że wilgotność jest niższa niż 0,1%. Jeśli materiał jest wystawiony na działanie powietrza w celu przechowywania, zaleca się suszenie gorącym powietrzem w temperaturze 85°C przez 4-5 godzin. Jeśli materiał jest przechowywany w hermetycznym pojemniku, można go użyć bezpośrednio po 3 godzinach wyrównania temperatury.
Temperatura topnienia: 240 ~ 300 ℃; nie przekraczać 310 ℃ dla materiałów o wspólnych właściwościach i nie przekraczać 270 ℃ dla materiałów o właściwościach zmniejszających palność.
Temperatura formy: 30 ~ 40 ℃ dla materiałów niewzmocnionych, 80 ~ 90 ℃ dla elementów cienkościennych lub o dużej powierzchni, 90 ~ 100 ℃ dla materiałów wzmocnionych. Zwiększenie temperatury zwiększy krystaliczność materiału. Precyzyjna kontrola temperatury formy jest ważna dla PA12.
Ciśnienie wtrysku: do 1000 bar (zalecane jest niskie ciśnienie utrzymywania i wysoka temperatura topnienia).
Prędkość wtrysku: wysoka prędkość (lepsza dla materiałów z dodatkami szkła).
Biegacze i bramki: W przypadku materiałów bez dodatków średnica kanału powinna wynosić około 30 mm ze względu na niską lepkość materiału. W przypadku materiałów wzmocnionych wymagana jest duża średnica prowadnicy wynosząca 5-8 mm.
Kształt kanału powinien być okrągły. Port wtrysku powinien być jak najkrótszy. Można stosować różne rodzaje bramek. Nie używaj małych bramek do dużych części, aby uniknąć nadmiernego nacisku lub skurczu części.
Lepiej jest mieć bramę o grubości równej grubości części. Jeśli używana jest brama zanurzeniowa, zalecana jest minimalna średnica 0,8 mm. gorącokanałowe formy wtryskowe są skuteczne, ale wymagają bardzo precyzyjnej kontroli temperatury, aby zapobiec wyciekom lub krzepnięciu materiału w dyszy. Jeśli używany jest gorący kanał, rozmiar bramy powinien być mniejszy niż w przypadku zimnego kanału.

Warunki procesu formowania wtryskowego PA1010
Ponieważ struktura molekularna nylonu 1010 zawiera hydrofilowe grupy amidowe, bardzo łatwo wchłania wilgoć, a jego równowagowy współczynnik absorpcji wody wynosi 0,8% ~ 1,0%.
Wilgoć ma znaczący wpływ na właściwości fizyczne i mechaniczne nylonu 1010; dlatego surowiec musi zostać wysuszony przed użyciem, tak aby jego zawartość wody została zmniejszona do mniej niż 0,1%.
Podczas suszenia nylon 1010 powinien zapobiegać przebarwieniom oksydacyjnym, ponieważ grupa amidowa jest wrażliwa na tlen i łatwo ulega degradacji oksydacyjnej.
Podczas suszenia lepiej jest stosować suszenie próżniowe, ponieważ metoda ta charakteryzuje się wysoką szybkością odwadniania, krótkim czasem suszenia i dobrą jakością suszonych granulek.
Warunki suszenia to zazwyczaj podciśnienie powyżej 94,6 kPa, temperatura 90 ~ 100 ℃, czas suszenia 8 ~ 12 godzin; zawartość wody jest zmniejszona do 0,1% ~ 0,3%.
Jeśli używana jest zwykła operacja suszenia w piecu, temperatura suszenia powinna być kontrolowana na poziomie 95 ~ 105 ℃, a czas suszenia powinien zostać wydłużony, zwykle wymagając 20 ~ 24 godzin. Wysuszony materiał należy przechowywać ostrożnie, aby uniknąć ponownego wchłaniania wilgoci.
Proces plastyfikacji: Zanim nylon 1010 wejdzie do gniazda formy, powinien osiągnąć określoną temperaturę formowania i być w stanie zapewnić wystarczającą ilość stopionego materiału w określonym czasie, a temperatura stopionego materiału powinna być jednolita we wszystkich punktach.
Aby spełnić powyższe wymagania, śruba formowanie wtryskowe Maszyna jest używana zgodnie z charakterystyką nylonu 1010, a śruba jest typu mutacyjnego lub kombinowanego.

Temperatura bębna wzrasta kolejno od wlotu leja do przodu. Ponieważ temperatura beczki jest kontrolowana w pobliżu temperatury topnienia, jest to korzystne dla poprawy udarności produktu i może uniknąć wycieku materiału i zapobiec rozkładowi materiału, temperatura beczki wynosi zwykle 210 ~ 230 ℃.
Aby zmniejszyć tarcie między ślimakiem a PA1010 podczas formowania wstępnego. Ciekła parafina może być stosowana jako smar. Dawka wynosi zazwyczaj 0,5 ~ 2 ml/kg; temperatura formy wynosi zazwyczaj 40 ~ 80 ℃. Wzrost przeciwciśnienia jest dobry do zagęszczania materiału w rowku ślimaka.
Wydalanie niskocząsteczkowego gazu z materiału. Poprawa jakości plastyfikacji, ale wzrost przeciwciśnienia zwiększy wyciek i przepływ wsteczny między ślimakiem a cylindrem, co zmniejszy zdolność plastyfikacji wtryskarki.
Ciśnienie wsteczne plastyfikacji nie powinno być zbyt wysokie, w przeciwnym razie znacznie zmniejszy wydajność plastyfikacji, a nawet wytworzy nadmierną siłę ścinającą i ciepło ścinające, powodując rozkład materiału.
W związku z tym, pod warunkiem, że wymogi formowanie wtryskowe może być spełnione. Im niższe przeciwciśnienie plastyfikacji, tym lepiej, zazwyczaj 0,5 ~ 1,0 MPa.
Proces napełniania formy: W tym procesie powinniśmy zwrócić uwagę na ciśnienie wtrysku i prędkość wtrysku nylonu 1010. Ogólnie rzecz biorąc, ciśnienie wtrysku powinno wynosić 2 ~ 5 MPa, a prędkość wtrysku powinna być niska.
Jeśli ciśnienie wtrysku jest zbyt wysokie. Prędkość wtrysku jest zbyt duża. Łatwy do utworzenia turbulentny przepływ wypełnienia formy, nie sprzyjający eliminacji pęcherzyków powietrza w produkcie.
Zgodnie z charakterystyką zmian ciśnienia we wnęce, proces formowania wtryskowego można podzielić na etapy wprowadzania materiału do formy, przepływu wypełniacza formy, ling oraz chłodzenia i kształtowania.
Proces chłodzenia i formowania można podzielić na trzy etapy: utrzymywanie i uzupełnianie ciśnienia, przepływ wsteczny i chłodzenie po zamarznięciu bramy.
Aby osiągnąć materiał utrzymujący ciśnienie, muszą być spełnione pewne warunki: z jednej strony powinna być wystarczająca ilość stopionego materiału, to znaczy, że jest materiał do wypełnienia; jednocześnie system zalewania nie może być zestalony zbyt wcześnie, aby stopiony materiał miał drogę do przebycia.
Z drugiej strony, ciśnienie wtrysku powinno być wystarczająco wysokie, a czas utrzymywania powinien być wystarczająco długi, co jest warunkiem wystarczającym do napełnienia materiału. Czas utrzymywania jest zwykle określany na podstawie eksperymentu i nie powinien być zbyt długi ani zbyt krótki.
Jeśli czas przetrzymywania jest zbyt długi, nie tylko wydłuży to cykl formowania, ale także sprawi, że ciśnienie resztkowe w gnieździe formy będzie zbyt duże, co utrudni uwolnienie formy, a nawet uniemożliwi jej otwarcie.
Najlepszy czas utrzymywania ciśnienia powinien wynosić zero po otwarciu ciśnienia resztkowego w gnieździe formy. Ogólny czas utrzymywania części formowanych wtryskowo z nylonu 1010 wynosi 4 ~ 50 s.
Rozformowywanie: Części z nylonu 1010 mogą być rozformowywane po schłodzeniu w formie, aż do uzyskania wystarczającej sztywności.
Temperatura rozformowywania nie powinna być zbyt wysoka. Ogólnie rzecz biorąc, jest ona kontrolowana między temperaturą ugięcia PA1010 a temperaturą formy.
Ciśnienie resztkowe w gnieździe formy powinno być bliskie zeru po wyjęciu z formy, co jest określane przez czas utrzymywania. Ogólnie rzecz biorąc formowanie wtryskowe Czas wtrysku PA1010 wynosi: czas wtrysku 4 ~ 20 s, czas podtrzymania 4 ~ 50 s i czas chłodzenia 10 ~ 30 s.
Wnioski
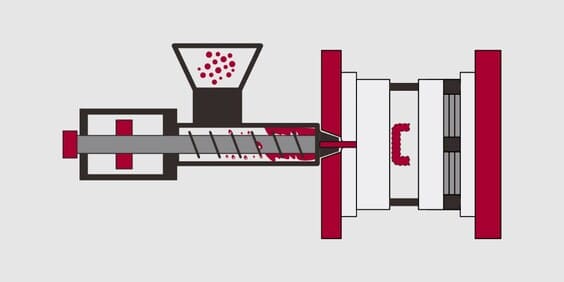
Formowanie wtryskowe to proces, który umożliwia produkcję wysokiej jakości części o złożonej geometrii. Cztery formowanie wtryskowe nylonu Opisane przez nas procesy powinny stanowić dobry punkt wyjścia do zrozumienia różnych rodzajów nylonu i sposobu ich produkcji. Jeśli masz jakiekolwiek pytania dotyczące tego procesu lub chciałbyś dowiedzieć się więcej, skontaktuj się z naszym zespołem, a chętnie pomożemy!







