 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding: In de spuitgietprocesKunststofhars is het belangrijkste materiaal voor de productie van kunststof onderdelen. Tijdens het fabricageproces stroomt gesmolten kunststof in de vormhelften en wordt de vormholte gevuld om de gewenste vorm te krijgen.
Verschillende kunststofmaterialen en spuitgietmethodes voor rubber kunnen voldoen aan de behoeften van verschillende toepassingen en de kwaliteit en prestaties van het eindproduct garanderen.

Bij kunststof spuitgietprojecten komt veel kijken bij de verwerking van de matrijs. Het bepaalt de uiteindelijke vorm en kwaliteit van het onderdeel of product dat je maakt. Maar een spuitgietmatrijs is niet slechts één onderdeel dat de gesmolten kunststofstroom hardt. In plaats daarvan doen de verschillende onderdelen van de spuitgietmatrijs verschillende dingen in een strakke ontwerpstructuur tijdens het hele proces.
In dit artikel gaan we het hebben over de verschillende systemen en onderdelen van de spuitgietmatrijs en hoe ze de algemene structuur en functie van de matrijs beïnvloeden.

Wat betekent spuitgieten?
Een spuitgietmatrijs is een gereedschap om kunststof producten te maken. Het is ook een gereedschap dat kunststof producten een volledige structuur en precieze afmetingen geeft. Omdat de belangrijkste productiemethode bestaat uit het injecteren van gesmolten kunststof bij hoge temperatuur in de matrijs door middel van hoge druk en mechanische aandrijving, wordt het ook wel een kunststof spuitgietmatrijs genoemd.
Wat zijn de materialen voor spuitgietmatrijzen?
Er zijn een heleboel verschillende metalen en legeringen die je kunt gebruiken om spuitgietmatrijzen te maken, zoals koolstofstaal, roestvrij staal, aluminium, titanium, berylliumkoper, enzovoort. Maar je kunt ook keramische mallen gebruiken voor materialen met een heel hoog smeltpunt.
Het materiaal dat je gebruikt voor je matrijs hangt af van een heleboel dingen, zoals hoeveel onderdelen je maakt, welk soort kunststof je gebruikt, hoe ingewikkeld het onderdeel is, hoe gemakkelijk het te bewerken is en hoe nauw de toleranties zijn.
Roestvrij staal is bijvoorbeeld bestand tegen een miljoen cycli, terwijl aluminium goed is voor een paar duizend cycli. Samengevat is de minimumvereiste voor matrijsmaterialen dat hun smeltpunt hoger moet liggen dan dat van de spuitgietkunststof.
Hier volgt een korte beschrijving van veelgebruikte spuitgietmaterialen;
IJzer
Staal is een geweldig materiaal voor het maken van mallen omdat het sterk is. Het kan 5.000 cycli meegaan en werkt met ABS, nylon, PP, PC, acryl en vele andere kunststoffen. Je kunt A-2, D-2 en M-2 staal gebruiken om kernen, holtes en andere onderdelen van spuitgietmatrijzen te maken.
Roestvrij staal
Toevoeging van meer chroom en koolstof verbetert de corrosiebestendigheid, slijtvastheid en slijtvastheid. Dus, roestvast staalsoorten zoals 420, 316-L, 174-PH kunnen complexere en duurzamere mallen maken. Maar omdat de thermische ontledingssnelheid laag is, kan de cyclustijd langer zijn.

Gereedschapsstaal
Gereedschapsstaal is een gietijzerlegering die koolstof en andere legeringselementen bevat. Verschillende gereedschapsstaallegeringen en -kwaliteiten geven matrijzen aangepaste eigenschappen. Voorbeelden zijn H-10, H-13, T-15, A6 en M2 gereedschapsstaal.
Aluminium materialen
Aluminium is niet bestand tegen meerdere spuitgietbewerkingen, maar het is wel een populair materiaal voor rapid tooling. Dat betekent dat je aluminium spuitgietmatrijzen goedkoop en snel kunt maken omdat het materiaal goedkoop en gemakkelijk te bewerken is. Bovendien zorgt de hoge thermische geleidbaarheid van 6061 en 7075 voor een kortere cyclustijd.
Berylliumkoper
Deze koperlegering staat bekend om zijn uitstekende thermische geleidbaarheid en corrosiebestendigheid, waardoor het een geweldig matrijsmateriaal is voor kunststofonderdelen met hoge precisie. Fabrikanten gebruiken dit metaal voor hotrunners, matrijsinserts, kernen en andere zaken.
Wat zijn de belangrijkste onderdelen van een spuitgietmatrijs?
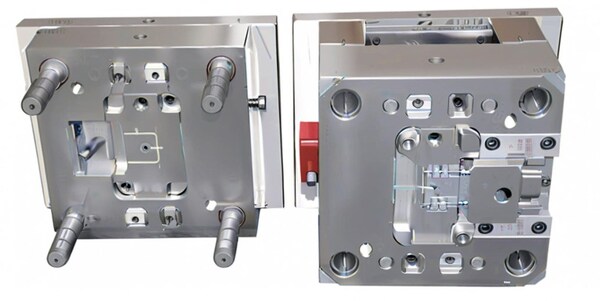
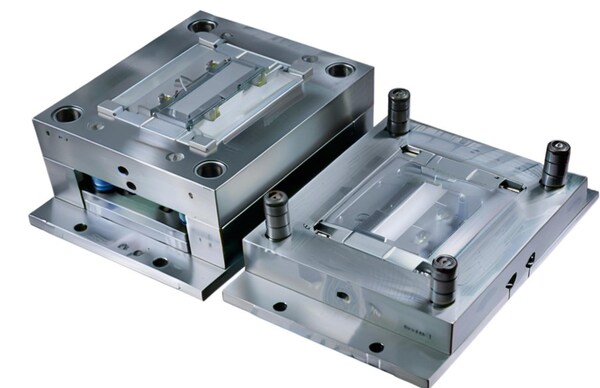
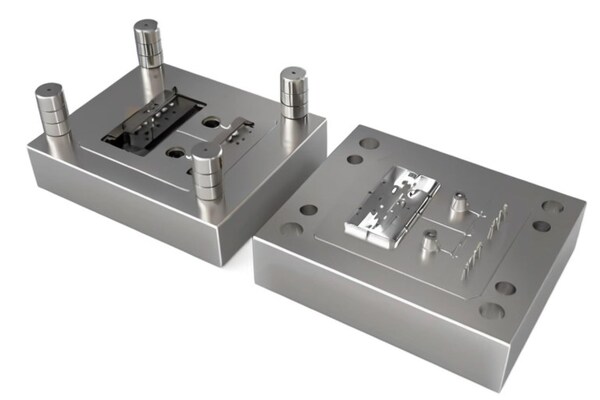
Elke spuitgietmatrijs heeft twee basisonderdelen: holtezijde A (stilstaand) en holtezijde B (bewegend). Het stilstaande deel bepaalt de buitenomtrek van het onderdeel en vormt de caviteit om het materiaal te vullen, terwijl de B-zijde beweegt naar de deellijn.

Holte A-zijde (Stationaire zijde)
Holle zijde A is bevestigd aan de vaste plaat van de spuitgietmachine en beweegt niet tijdens het spuitgietproces. Het bevat het runnersysteem en wordt met behulp van geleidepennen en bussen precies uitgelijnd met de bewegende zijde B. Daarom bevat deze zijde ook koelkanalen om koelmiddel te laten stromen tijdens het stollen. Daarom bevat deze zijde ook koelkanalen om koelmiddel te laten stromen tijdens het stollen.

Holte B-zijde (bewegende zijde)
De B-zijde van de mal is belangrijk voor het openen en sluiten van de mal. Het heeft meestal een uitwerpsysteem en een manier om de insert vast te houden. Ook de bewegende plaat van de spuitgietmachine is verbonden met deze kant om de mal te helpen openen en sluiten. Het is belangrijk dat deze kant correct beweegt en uitlijnt, zodat het onderdeel de juiste grootte heeft en gemakkelijk uit de matrijs komt.

Wat omvat de spuitgietmatrijs per functie?
Na de kernonderdelen volgen de verschillende onderdelen van de spuitgietmatrijs, ingedeeld volgens hun functies. Sommige van deze onderdelen transporteren ruw kunststofmateriaal, geleiden de opening en zorgen voor koeling. Dit betekent dat een specifieke set componenten een aantal specifieke functies uitvoert om het gewenste resultaat te bereiken.

Hardloopsysteem
Bekijk het zo: Het vat schiet het gesmolten spul uit het mondstuk en je hebt kanalen nodig om de stroom van het mondstuk van het vat naar de injectiepoort te krijgen, waar het spul in het onderdeel gaat. Het runnersysteem helpt het spul bij de gate te krijgen. Het runnersysteem kan ook een heleboel kanalen hebben om het spul te verspreiden als je een mal hebt met meer dan één onderdeel.
Spindelbus: Het is meestal een taps toelopend of cilindrisch kanaal dat de gesmolten kunststof van de spuitmondtip naar het inlaatpunt van de runner brengt. In mallen met één holte loopt de hoofdpoort direct door naar de poortlocatie.
Hardloopnetwerk: De hoofdpoort verdeelt de smelt in verschillende holtepoorten via een netwerk van runners.
Poort: Het runner-netwerk voert de smelt naar de gate, een kleine opening in de matrijsholte. De gate kan randvormig, pinvormig, waaiervormig of anders zijn.

Als je het hebt over deze lopercomponenten van spuitgietmatrijzendenk je aan druk en temperatuur. De spuitmond zelf zorgt voor een hoge injectiedruk. Zo stroomt het materiaal gelijkmatig binnen het gewenste viscositeitsniveau.

Hardlopers kunnen worden onderverdeeld in twee soorten: koude runners en warme runners. Hete runners hebben runners met een hoge temperatuur en extra verwarmingsapparaten om de stroming op temperatuur te houden zodat deze niet te snel stolt. Aan de andere kant hebben koude runners alleen de inlaatluchtstroom zonder extra verwarming.
Koelsysteem
De koelfase is verantwoordelijk voor 50% tot 80% van de tijd die het spuitgietproces in beslag neemt, dus je kunt je voorstellen hoe belangrijk het is om defectvrije kunststofonderdelen te maken.

In principe is een koelsysteem een netwerk van waterleidingen rond de spuitgietmatrijs, voornamelijk rond de hoofdholte waar de gesmolten voeding wordt gevormd. Hoewel water het meest voorkomende koelmiddel is, worden glycol of andere oliën gecirculeerd bij het spuitgieten bij hoge temperaturen.

Het koelsysteem regelt en past de temperatuur en het debiet aan, waardoor de werking beter onder controle kan worden gehouden. Zo voorkomt een goede koeling dat de matrijs verstrikt raakt, verhoogt het de productie-efficiëntie en vertraagt het de matrijsslijtage.
Voor grote en complexe matrijzen (bijv. kernafmetingen van 50 mm of meer) is de watercirculatie conform en niet lineair. Hieronder staan de onderdelen van de spuitgietmatrijs die deel uitmaken van het koelsysteem;
Baffles: Ze leiden de koelvloeistof naar de subkanalen en zijn meestal mesvormige metalen strips.
Bubbels: Dit zijn holle buizen die de kanalen in de geboorde gaten met elkaar verbinden.
Hot Pins: Het zijn cilinders gevuld met vloeistof die warmte absorberen en afvoeren door continue circulatie.
Externe pomp: Hij levert voldoende druk voor het bepaalde debiet en houdt de koelcyclus in stand.

Componentensysteem voor gieten
Dit zijn de belangrijkste onderdelen van de spuitgietmatrijs en ze zijn verantwoordelijk voor de uiteindelijke vorm, grootte, pasvorm en nauwkeurigheid. Zoals de naam al zegt, geven ze vorm aan de onderdelen en zorgen ze voor de details van het oppervlak van de holte en de interne kenmerken. Onderdelen van spuitgietmatrijzen zijn kernen, holtes, vormstaven, lifters, enz.
Je kunt deze onderdelen snel herkennen. Elk onderdeel dat het toevoermateriaal raakt zodra het de caviteit binnenkomt vanaf de poort.

Dit zijn de algemene onderdelen van het spuitgietonderdeelsysteem;
Vormholte: Het blijft bij de machine en neemt de inspuitdruk van de zuiger op.

Kern: De andere helft beweegt en vergrendelt zich met de holte tijdens het proces om een volledige binnenkant te maken.
Vormstaaf: Een kernpen die wordt gebruikt om dunne en lange elementen zoals assen of gaten in het onderdeel te maken.
Lifters: Ze houden de vaste ontwerphoeken van verschillende functies om de mal te helpen sluiten en openen.
Ontluchtingssysteem
Wanneer de kunststof vloeit, wordt er lucht in de holte gebracht. Wanneer de kunststof stolt, produceert het gietgassen. Deze gassen kunnen holtes, bellen, zwakke plekken, brandplekken en onvolledige vulling veroorzaken.

Daarom is het ontluchtingssysteem in de spuitgietmatrijs en matrijs belangrijk om ingesloten lucht te verwijderen en deze problemen op te lossen. Bovendien helpt de ontluchting om een te hoge injectiedruk te beperken.

In kleine standaard spuitgietprocessen worden de ontluchtingsgaten samen met de ontluchtingspen op de plateringslijn van het middelste caviteitslichaam geplaatst, maar naarmate de matrijs complexer wordt, worden de systeemonderdelen van de spuitgietvorm steeds complexer.
Enkele andere typische ontluchtingssystemen zijn:

Groeven en kanalen: Smalle kanalen of groeven bij de deellijn en pinnen en ontluchtingspunten:
Evacuatie door de lucht: De lucht wordt voor de injectie verwijderd met een externe vacuümpomp.
Ontluchtingsventielen: Microkleppen bevinden zich zowel aan de binnenkant als aan de buitenkant van de holte.
Ventilatieopeningen rond onderdelen: Over het algemeen bevinden ventilatieopeningen zich op alle onderdelen die te maken hebben met de verwarmingsstroom, zoals de hoofdpoort, runners en poorten.
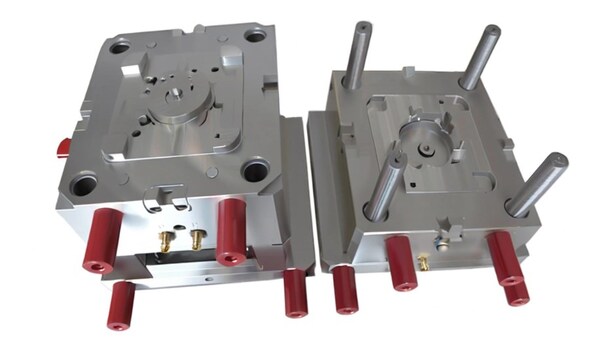
Gidssysteem
Onderdelen van het geleidingssysteem zorgen ervoor dat de twee helften van de matrijs en andere onderdelen op één lijn liggen wanneer de matrijs opent en sluit. Ze zijn dus belangrijk om ervoor te zorgen dat elke cyclus nauwkeurig en consistent verloopt.
Hierdoor kan de klemkracht na verloop van tijd uit positie verschuiven. Onderdelen van het geleidingssysteem zoals geleidepennen, bussen en geleideplaten kunnen dit helpen voorkomen.

Geleidepennen en bussen: Deze twee dingen werken samen om de beweging van de twee helften van de mal te geleiden. Geleidepennen zijn kleine metalen staafjes die uit de ene helft van de mal steken en in corresponderende gaten (bussen) in de andere helft van de mal passen.
Uitwerpsysteem
Als de koeltijd voorbij is, gaat de mal open en helpt het uitwerpsysteem om het onderdeel en de runners er veilig en soepel uit te krijgen. Meestal worden hiervoor uitwerppennen gebruikt. Deze dunne cilindrische pennen zitten vast in de uitwerpplaat die aan de bewegende zijde is bevestigd. Het contactpunt van de pen is het vlakke oppervlak, zodat de kracht gelijkmatig wordt verdeeld en het onderdeel niet wordt beschadigd.
Andere onderdelen zijn:
Retourpinnen: Deze onderdelen helpen bij het positioneren en stabiliseren van de mal bij het openen. Ze beperken de kracht van de uitwerppen aan de stilstaande kant.

Uitwerphulzen: Sleeves worden gebruikt om onderdelen uit cilindrische holtes te verwijderen. De dunne huls bedekt het matrijsoppervlak en de terugkaatskracht werpt het onderdeel uit de matrijs.
Wat omvat de spuitgietmatrijs per structuurclassificatie?
De classificatie van spuitgietonderdelen is onderverdeeld in matrijsbases, matrijskernen en verschillende hulponderdelen en -systemen.
Vorm Basis
Het is de basis voor alle andere onderdelen van de mal. De basis van de mal is meestal gemaakt van een hard, stijf materiaal, zoals gehard staal. De term "basis" verwijst echter niet naar een enkel onderdeel. In plaats daarvan worden verschillende soorten platen gecombineerd tot een enkele plaat met verschillende assemblagefuncties, zoals het boren van gaten.

De verschillende platen worden geklemd tussen de bovenste en onderste klemplaat. De onderste klemplaat verbindt de matrijs met de spuitgietmachine: matrijsplaat, uitwerpplaat, uitwerpbevestigingsplaat, etc., afhankelijk van de specifieke matrijskenmerken.
Schimmelkern
De matrijskern vormt samen met de holte de holte met holle en interne geometrie. Het zorgt voor structuur en draagt een bepaald deel van de klemdruk. De vorm van de kern omvat meestal vullingen en randen met geschikte ontwerphoeken. Wanneer je de kern en de holte in de juiste uitlijning met elkaar verbindt, vormen ze een spleet of holte om de gesmolten kunststof aan te zuigen.

Na het gieten wordt de kern teruggetrokken en verwijdert het uitwerpsysteem het onderdeel uit de statische caviteit. Gangbare kerntrekmechanismen zijn mechanisch kerntrekken, hydraulisch kerntrekken en pneumatisch kerntrekken.
Onderdelen
Hulpstukken zijn ondersteunende onderdelen die niet onder de matrijsstructuur zijn gemonteerd. Ze worden tijdelijk gemonteerd om de werking van de gesloten spuitgietonderdelen te vergemakkelijken. Hoewel hulpstukken geen rol spelen in vorm en geometrie, zijn ze essentieel om de strakke toleranties, structurele integriteit en algemene kwaliteit van de spuitgegoten kunststofonderdelen te behouden.
Plaatsbepalingsring: Een ronde ring aan de bewegende kant die de mal geleidt en op de machine houdt. Hij plaatst de spuitmondtip, de spruebus en andere onderdelen die te maken hebben met de positie van de mal op de juiste plaats.
Spindelbus: Een klein kanaal tussen de spuitmondtip en de inlaat van de loopwagen.

Uitwerperpennen: Ze zorgen ervoor dat het uiteindelijke onderdeel er veilig uitkomt.
Materiaalgrijper: Een ding dat plastic pellets vasthoudt en in de loop van de machine leidt.
Kolommen ondersteunen: Verticale stevige dingen tussen de voorste klem en de bovenplaat van de mal. Ze houden dingen omhoog en verspreiden de druk.

Uitwerperplaat: Een plaat in de bodem die de uitwerppennen vasthoudt.
Geleidepennen en bussen: De ene helft van de lange pen en de andere helft van de bus passen op elkaar om te controleren of alles goed uitgelijnd is.
Uitwerppennen: Ze houden de uitwerpers vast terwijl de uitwerppennen het onderdeel verwijderen.
Hulpsystemen
Hulpsystemen zijn als het ware hulpcomponenten. Typische voorbeelden van spuitgieten zijn runners, uitwerp- en koelsystemen, waarover we eerder in dit artikel spraken.

Hulpinstellingen
De twee belangrijkste hulpmiddelen in spuitgietmatrijzen zijn oogboutgaten en KO-gaten. Met deze hulpmiddelen kun je de matrijs verplaatsen of herpositioneren en het onderdeel eruit halen.
Oogboutgaten: Deze gaten met schroefdraad zijn voor oogbouten. Ze worden gebruikt om grote mallen te verplaatsen met een kraan of takel.

KO Gaten: De KO-gaten zitten op de achterste klemplaat. Ze laten de uitwerpplaat en het onderdeel naar achteren bewegen als de uitwerpstang erop drukt.

Dode hoek handlingstructuren
Ten eerste zijn dode hoeken gebieden of hoeken die moeilijk te bereiken zijn voor verwerking (vullen, koelen, enz.). Voorbeelden zijn ondersnijdingen, scherpe hoeken, diepe groeven, enz. Hier kunnen structuren zoals hoekuitwerpers, hydraulische cilinders en geleiders helpen bij deze complexiteit.

Glijden: De schuif bevindt zich aan de kant met de ondersnijding. Het schuifelement en het boutmechanisme ondersteunen de ondersnijding tijdens het stollen en helpen bij het verwijderen van de ondersnijding zonder fysieke schade te veroorzaken.
Hydraulische cilinder: Een cilinder die de kracht levert die nodig is om de slede te bewegen.
Hoekuitwerper: Een uitwerppen die onder een specifieke hoek beweegt om het onderdeel uit de matrijs te duwen op lastige of moeilijk bereikbare plaatsen.
Wat zijn de soorten spuitgietmatrijzen?
Er zijn veel verschillende soorten spuitgietmatrijzenElk met zijn eigen unieke productiemogelijkheden en assemblagestructuren van de onderdelen en systemen. Hier zijn enkele populaire soorten spuitgietmatrijzen.

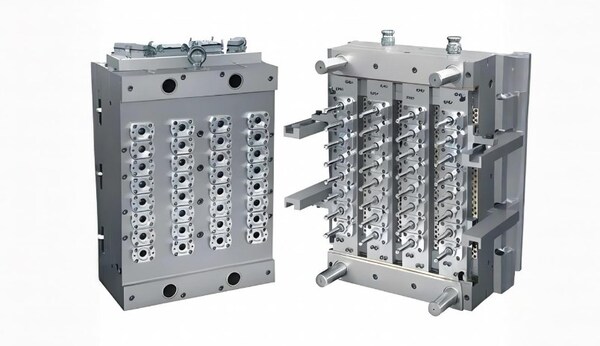
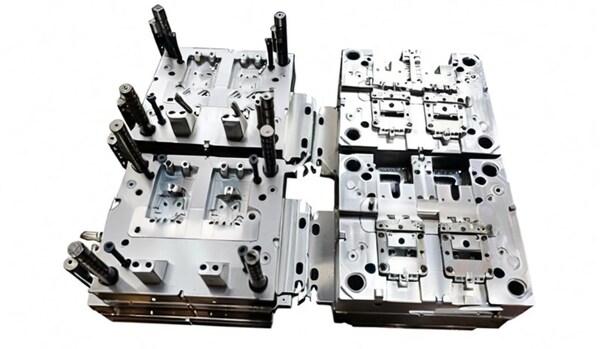
Familievormen
Laten we eerst begrijpen wat mallen met één caviteit en mallen met meerdere caviteiten inhouden. Matrijzen met één caviteit produceren één product in één productiecyclus, terwijl mallen met meerdere caviteiten meerdere identieke producten produceren.
Bovendien hebben familiematrijzen meerdere caviteiten met verschillende geometrieën. Dit betekent dat er meerdere ontwerpen worden gemaakt op één matrijsopstelling, bijvoorbeeld om de behuizing, knop en interne beugel van een medisch diagnostisch apparaat te gieten met hetzelfde materiaal.
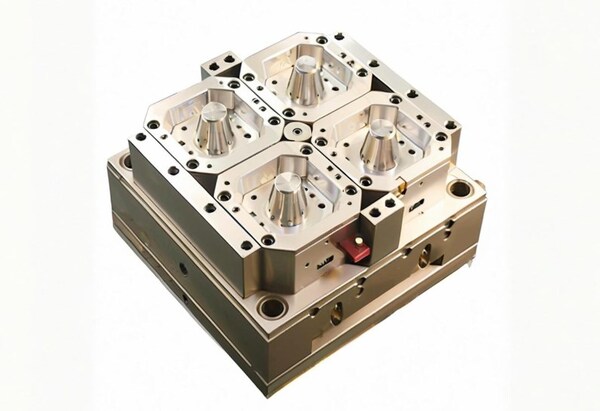
Het ontwerp en de werking van matrijzen kan complex zijn, wat betekent dat er een risico is op bepaalde defecten, zoals ongelijkmatige stolling en inconsistente afmetingen.
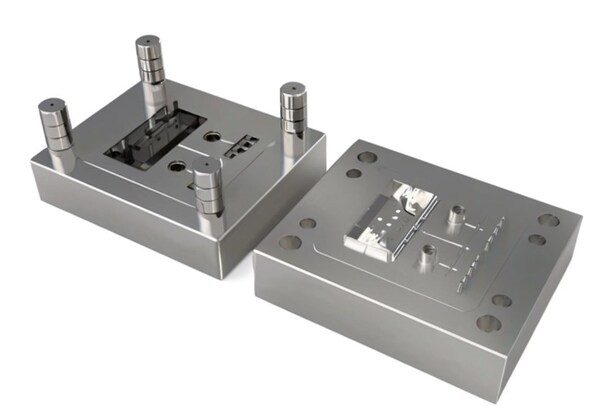
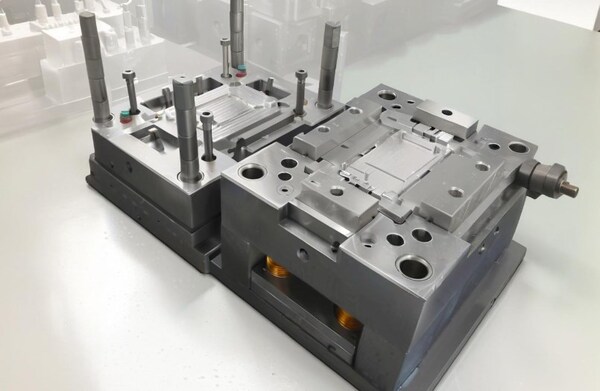
Mallen met twee platen
Dit is een eenvoudige matrijsvorm met slechts één bewegende matrijshelft en één vaste matrijshelft die samenkomen bij de deellijn. Het belangrijkste kenmerk van matrijzen met twee platen is dat een enkele deellijn het direct openen van de spuitgietholte en de kern vergemakkelijkt om het gestolde deel uit te werpen.

Als de mal meerdere caviteiten heeft, worden de runners en gates dicht bij de deellijn gehouden. Fabrikanten gebruiken deze matrijzen om kleine onderdelen te maken zonder complexe kenmerken tegen lage kosten. Hoge druk veroorzaakt echter knipperen en de eenvoudige structuur beperkt de flexibiliteit van het matrijsontwerp.
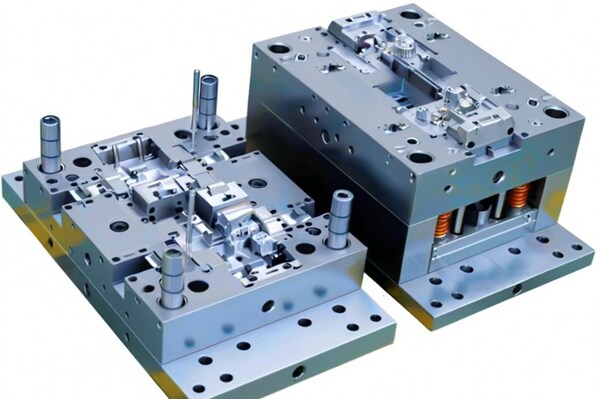
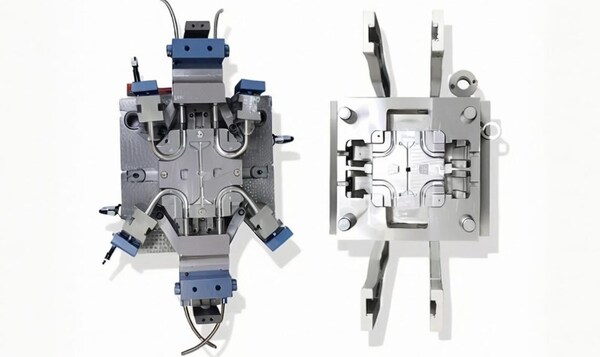
Mallen met drie platen
Mallen met drie platen hebben twee of meer scheidingslijnen; je kunt niet gewoon de holte en de kern openen om het uiteindelijke onderdeel te krijgen. In plaats daarvan scheidt de extra runnerplaat de runner en gate zodat je het gegoten onderdeel zelf van de runner kunt halen.

Het toevoergedeelte of de plaat vereist niet dat de loper en de poort zich in de buurt van de deellijn van de holte en de kern bevinden, zodat de poort apart van de loper kan worden geplaatst. Deze matrijstypen zijn geschikt voor complexe vormen en meerpuntsmatrijzen. De spuitgietmatrijsgereedschappen en productiekosten zijn echter relatief duur.
Gestapelde mallen
Je neemt meerdere mallen en stapelt ze op elkaar. De caviteit is dus groter dan bij een gewone spuitgietmatrijs. Als de ene matrijs het onderdeel uitwerpt, spuit de andere matrijs het onderdeel in en loopt de cyclus tegelijkertijd.

Zo verdubbel je het aantal onderdelen in één cyclus. Ook hoeft de caviteit niet aan alle kanten dezelfde vorm of grootte te hebben. Dit is erg handig als je verschillende spuitgietonderdelen hebt die samengevoegd moeten worden.
Stapelvormen zijn een geweldige manier om de productie-efficiëntie te verbeteren, vooral bij het vormen van grote volumes. Met behulp van geavanceerde machines kun je het kunststof spuitgietproces automatiseren en strakke toleranties handhaven.

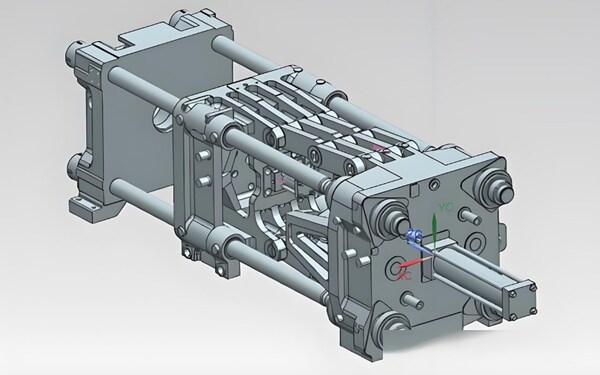
Draaivorm
Uitdraaimallen worden gebruikt om oppervlakken met schroefdraad te maken, zoals flessenstoppen. Ze hebben een kern met schroefdraad die het vaste deel naar buiten duwt tijdens de uitdraaicyclus. Tegelijkertijd helpt een tandheugelmechanisme de interne kern bij het uitdraaien.

Als je veel onderdelen met precisiedraad nodig hebt met vergelijkbare oppervlaktekenmerken, dan is de uitdraaimal de beste keuze.
Inzetvorm
Deze speciale mallen hebben metalen onderdelen in het plastic onderdeel. Het plastic gaat rond de metalen onderdelen en houdt ze op hun plaats wanneer het afkoelt. Insert molding wordt gebruikt voor schroeven in plastic onderdelen en metalen onderdelen voor elektronica.

Het inzetstuk wordt met de hand of automatisch in de mal geplaatst en gefixeerd. Als het handmatig gebeurt, wordt het met de hand in de matrijs geplaatst. De uitlijning en juiste positionering worden bereikt met pinnen, sleuven of magnetische beugels. Als alternatief kunnen robotsystemen of toevoertoestellen de insert automatisch inbrengen voor elke vormcyclus.
Multi-Schot Schimmel
Deze matrijs wordt gebruikt om onderdelen te maken met meerdere kleuren en materialen. De mal heeft meerdere injectiemachines die tegelijkertijd gesmolten materiaal in de holte kunnen injecteren. Nadat de eerste injectie is gevormd, worden er nog meer injecties bovenop gedaan. Om meerdere injecties gemakkelijker te maken, is de mal verbonden met een roterend, bewegend of kernretourmechanisme.

Multi-shot mallen zijn ideaal voor het combineren van thermohardende materialen en thermoplastische materialen. Je kunt meerdere thermoplastische materialen in één onderdeel combineren, of je kunt meerdere thermoplastische materialen in één onderdeel combineren. Je kunt ze bijvoorbeeld gebruiken om grepen toe te voegen aan thermohardende gereedschapshandvatten, borstelharen van tandenborstels, afdichtingen, pakkingen, O-ringen enzovoort.
Samenvatting
Spuitgietmatrijzen zijn gereedschappen die gebruikt worden om kunststof producten te maken. Ze bepalen de vorm en grootte van het product en hebben veel onderdelen en systemen. De belangrijkste onderdelen zijn matrijsbodems, matrijskernen, koelsystemen, runnersystemen, uitwerpsystemen en geleidingssystemen.
Er zijn veel soorten plastic spuitgietmatrijzenzoals mallen met twee platen, mallen met drie platen, stapelmallen, spin-out mallen, multi-shot mallen, etc., die geschikt zijn voor verschillende productiebehoeften. Elk matrijstype heeft specifieke structurele kenmerken en productiemogelijkheden.
Het materiaal van de spuitgietmatrijs wordt meestal gekozen uit metalen met een hoge sterkte om te voldoen aan de vereisten voor het produceren van duurzame en nauwkeurige kunststofproducten.







