 Overslaan naar inhoud
Overslaan naar inhoud 

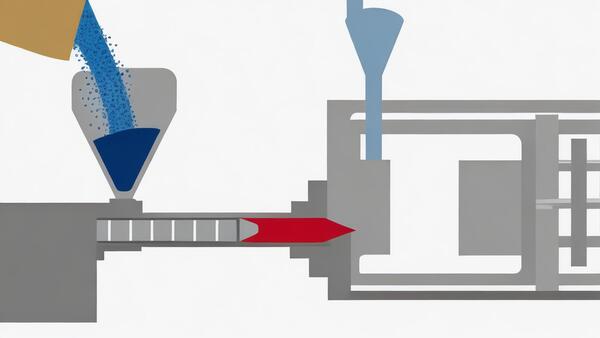
Inleiding: Spuitgieten is een geweldig productieproces om mooie snelle prototypes en spuitgegoten kunststofonderdelen te maken. Maar zonder een streng controlesysteem voor het productieproces kunnen kunststof spuitgietproducten gebreken vertonen, zoals zinkvlekken.

Dus, wat zijn zinksporen in spuitgieten? Waarom gebeuren ze en hoe kun je ze als fabrikant voorkomen? Lees verder als we je de antwoorden op deze vragen geven en de belangrijke informatie die je moet weten over zinkvlekken.
Wat zijn zinkmarkeringen bij spuitgieten?
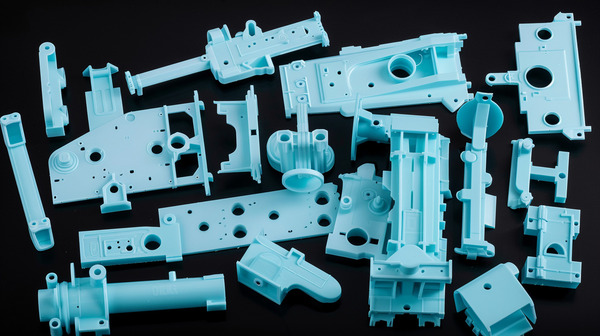
Een zinkmarkering is een defect op het oppervlak van een spuitgegoten onderdeel dat varieert met de dikte van de wand. Met andere woorden, zinkvlekken komen voor in de dikkere delen van een spuitgietproduct en dit defect lijkt meer op een put of groef op het oppervlak.

Hoe dikker een deel van een product is, hoe meer onderdelen het bevat. Bovendien verlengen deze dikkere delen hun koeltijd. Daarentegen koelt de buitenkant van een kunststofdeel dat in contact is met het matrijsstaal meestal heel snel af.

Dus het verschil in koeltijd tussen de buitenkant en de binnenkant van het spuitgietproduct veroorzaakt het defect. Hoe? Wanneer de moleculen in het dikkere gedeelte van het onderdeel beginnen af te koelen, krimpen ze, waardoor de buitenkant naar binnen krimpt en een zinkspoor vormt. Maar als de buitenkant sterk genoeg is, zal deze krimp in plaats daarvan holtes veroorzaken.

De zichtbaarheid van de spoelbak hangt af van de diepte, de kleur en de textuur van het product. Het is echter belangrijk op te merken dat kleine gootsteensporen vaak zichtbaar zijn omdat ze licht in verschillende richtingen kunnen weerkaatsen.
Oorzaken en oplossingen van kunststofspuitgietvlekken
Als je onderdelen spuitgiet, spuit je gesmolten materiaal in een mal. Het spul koelt af en verandert in het onderdeel dat je wilt. Dan haal je het eruit.

Zinksporen bij spuitgieten ontstaan meestal als het onderdeel dat je spuitgiet te dik is voor de hars die je gebruikt. Maar er zijn ook andere redenen voor zinkvlekken. Laten we eens kijken wat de oorzaken zijn en hoe je zinkvlekken bij spuitgieten kunt verminderen.
Onjuiste smelttemperatuur
Het gebruik van verkeerde temperaturen bij het smelten van de hars kan leiden tot zinkvlekken op het oppervlak van het afgewerkte plastic. Meestal worden zinkvlekken veroorzaakt door een lage inbrengtemperatuur en als dit het geval is, kan het verhogen van de temperatuur deze problemen oplossen.
Om dit te voorkomen moet de gesmolten hars binnen het aanbevolen temperatuurbereik van de fabrikant worden gebracht. Controleer de smelttemperatuur voordat je de hars in de mal spuit.
Korte wachttijd
Als de wachttijd te kort is, kan dit ook depressies op het oppervlak van het onderdeel veroorzaken. Idealiter zijn de verpakkings- en wachttijden lang. Dit zorgt ervoor dat de poort van het onderdeel goed afgesloten is, wat voorkomt dat de kunststof in of uit de matrijsholte stroomt. Als de poort niet goed afgedicht is, zal de kunststof uit de matrijsholte stromen als deze stilstaat.

Om zinksporen te voorkomen, houdt u lang genoeg vast om ervoor te zorgen dat de poort stolt na het vullen van de mal. Dit helpt voorkomen dat het gesmolten materiaal uit de mal stroomt, waardoor zinken wordt voorkomen. Met andere woorden, als er markeringen of depressies in de buurt van de poort zijn, helpt het verlengen van de wachttijd deze te elimineren.
Rib is te dik
Als de rib dikker is, is de verbinding tussen de rib en de hoofdwanddikte ook dikker. De kunststof concentreert zich hier. Tijdens het afkoelen stollen de ribben en de dikkere wand eerst. Het midden van de overgang tussen de rib en de hoofdwanddikte blijft gesmolten.

De kunststof die later stolt krimpt op de kunststof die eerst stolt en heeft een zuigkracht op de kunststof eromheen. Als er een plek is met een zwakkere stollingslaag (meestal op het maloppervlak tegenover de rib), kan het oppervlak daar inzakken tot een depressie.
Zinksporen kunnen worden veroorzaakt door materiaaleigenschappen, houddruk en afstand tot de poort. Soms moet de dikte van de ribben 50% gelijk zijn aan de dikte van de hoofdwand, of zelfs dunner. Het oordeel van menselijke ervaring is soms onnauwkeurig.

Het wordt aanbevolen om dit te analyseren met CAE-mal flow analysis. Het risico kan worden voorspeld op basis van de krimpindex van de mold flow analyse om de impact van verschillende ribdikteontwerpen op krimp te begrijpen. Het risico op krimp kan ook op dezelfde manier voorspeld worden voor de kolompositie en de hoek van het product.
De grootte van de loper en de poort
De runner en de gate zijn te klein en de materiaalstroomweerstand is te groot. Als de injectiedruk en -druk niet voldoende zijn, kan de matrijsholte niet worden gevuld met dicht materiaal en is de smeltdichtheid klein, wat gemakkelijk oppervlaktedepressie en krimpsporen kan veroorzaken.

Sommige producten hebben een ongelijkmatige lokale lijmstroom of te kleine stroomkanalen, die ook een grote materiaalstroomweerstand en onvoldoende lokale druk kunnen veroorzaken, en de kans op krimpsporen zal ook toenemen. Ik stel voor dat we CAE-software voor de analyse van de matrijsstroming gebruiken om de materiaalstroming en druk te analyseren voordat we de matrijs ontwerpen en het vulproces simuleren.
De software levert redelijke gegevens om ons te helpen de loopwagen en de poortgrootte redelijk te ontwerpen en het gebied te analyseren waar de productstructuur de doorstroming belemmert. Pas het product aan volgens de analyseresultaten om krimp op het productoppervlak volledig te voorkomen.

Hoge schimmeltemperatuur
Het effect van de matrijstemperatuur op krimpsporen of krimpgaten is relatief. Als de matrijstemperatuur te laag is, heeft de oppervlaktelaag van het onderdeel de neiging om te condenseren en dikker te worden, is de dikte van de kernlaag relatief verminderd, is het kanaal voor het vasthouden van druk en krimp vernauwd en kan het uiteinde van het onderdeel niet genoeg krimp krijgen, waardoor krimpsporen of krimpgaten ontstaan;
Ook zorgt de lage matrijstemperatuur ervoor dat het gietsysteem, vooral de gate, gemakkelijk bevriest en dat het onderdeel niet genoeg houddruk en krimp krijgt, wat ook krimpholtes of krimpsporen veroorzaakt.
Als de matrijstemperatuur te hoog is, is de koelingsefficiëntie van de matrijs laag en koelt de matrijs traag. Door de lange afkoeltijd is de krimp ook groter. Als er niet genoeg houddruk en krimp is, kunnen er gemakkelijk krimpsporen of krimpholtes ontstaan.
Als je de temperatuur te hoog instelt, kan de poort niet goed en op tijd afdichten. Om dit probleem op te lossen, gebruikt u het juiste temperatuurbereik voor de matrijs en zorgt u voor de juiste pijpleiding.

Onjuiste houddruk of houddruk
Een andere reden voor deuken in spuitgietproducten is een onjuiste verdeling van de houddruk. Met andere woorden, de juiste hoeveelheid druk uitoefenen op verschillende delen van het product helpt om de vorm van het product te behouden.
Om zinksporen of vervorming te voorkomen, is de typische holtedruk 8.000 tot 15.000 psi. De vuistregel is dat de houd- of pakkingdruk 50-70% van de inspuitdruk moet zijn.

De beste manier om druk uit te oefenen is de dikte meten. Dikkere vormdelen hebben dus meer plastic en druk nodig om hun vorm te behouden dan dunnere delen.
Omdat dit defect wordt veroorzaakt door het krimpen van plastic hars en andere materialen in het dikke gedeelte tijdens het droogproces, kan het aanbrengen van voldoende plastic in het dikke gedeelte met de juiste druk helpen om dit defect te elimineren.

Defecte terugslagklep van de spuitgietmachine
Spuitgiettechnici weten dat de terugslagklep op de spuitgieten machine is om te voorkomen dat het gesmolten kunststofmateriaal voor de schroef in de materiaalbuis terugstroomt tijdens het inspuiten en om de druk vast te houden.
Als de terugslagklep op de spuitgietmachine versleten en gebarsten is tijdens langdurig gebruik, zal ernstige schade ervoor zorgen dat plastic terugstroomt door de opening, de buffer- en houddruk worden verminderd of verdwijnen en het product zal gemakkelijk krimpdepressie veroorzaken.

Je moet het dus vaak controleren, onderhouden en schoonmaken. Je moet de plastic pellets ook schoon en vrij van afval houden, vooral de secundaire gerecyclede materialen mogen nooit gemengd worden met harde voorwerpen zoals messen en ijzersnijsel. Als je ernstige defecten vindt, moet je ze meteen vervangen.
De temperatuur van het vat van de spuitgietmachine is te hoog
Als de temperatuur van de spuitgieten machinevat te hoog is, zal de dichtheid van de smelt afnemen. Wanneer het product afkoelt, zal de smelt die in contact komt met het matrijsoppervlak eerst stollen tot een condensatielaag. Het plastic krimpt in volume, waardoor de dichtheid van de smelt in het midden van de caviteit kleiner wordt.

Als de kern langzaam stolt, ontstaat er een holte in het midden van de kern. De binnenwand van de holte zal een krimpspanning vormen. Als de sterkte van de oppervlaktestollingslaag niet voldoende is, zal het oppervlak van het product naar binnen zakken en een krimpspoor vormen.
De verbetermethode is het instellen van een redelijke vattemperatuur. Probeer binnen het door het materiaal toegestane bereik zoveel mogelijk geen extreme waarde te gebruiken, wat de kans op krimp van het product effectief kan verminderen. CAE mold flow analysis kan ook redelijke referentiewaarden analyseren om krimpsporen in het product vooraf te voorkomen.

Het aantal en de positie van de Mold Gates zijn niet redelijk ontworpen
De positie en het aantal poorten kan ook krimpvlekken op het product veroorzaken. Hier is een parameter die je met je collega's kunt delen. De vloeallengteverhouding van het materiaal is de verhouding tussen de vloeallengte van het materiaal en de dikte van de hoofdwand van het product. Het is een belangrijke referentiewaarde voor ons om het aantal en de positie van de poorten te bepalen.
Besteed hier speciale aandacht aan. U kunt deze referentiewaarde vinden in de gewone materiaaleigenschappen om de vloeibaarheid van het materiaal te beoordelen. Als het onredelijke aantal en de locatie van de poorten ervoor zorgen dat de lengteverhouding van de materiaalstroom te groot is, zal dit een te grote stromingsweerstand veroorzaken.
Als de injectiedruk niet voldoende is, kan de matrijsholte niet worden gevuld met dicht materiaal, is de smeltdichtheid laag en is de kans op krimpdepressie van het product groot.
Veel oude gieters ontwerpen de positie en het nummer van de poort op basis van ervaring. Ik denk dat het niet aan te raden is om nu volledig op ervaring te vertrouwen. De analyseresultaten van CAE-computersimulaties kunnen ons als matrijsontwerpers voorzien van zeer nauwkeurige referentiegegevens.

De analyse van de matrijsstroming kan de materiaaleigenschappen, de productstructuur, de matrijstemperatuur, de waterkoeling enz. uitgebreid analyseren om nauwkeurigere resultaten te krijgen. Ontwerpers van matrijzen moeten leren wetenschappelijke analyse-instrumenten te gebruiken om fouten in het matrijsontwerp te verminderen.
De productkoeltijd is te kort
Als de koeltijd van het product niet lang genoeg is, zal de condensatielaag op het oppervlak van het product te dun zijn en zal er onvoldoende stijfheid zijn om de spanning te weerstaan die wordt veroorzaakt door het krimpen van de interne smelt, waardoor er gemakkelijk krimpdepressies zullen ontstaan op het oppervlak van het product.

Hoe de koeltijd in te stellen, kan worden gebaseerd op de aanbevolen waarden van de CAE-mal flow analysis en de materiaaleigenschappen tabel.
Hoeveel mensen die de machine afstellen hebben naar de materiaaleigenschappen tabel gekeken voordat ze de machine afstellen? Wanneer u de machine instelt, moet u de koeltijd instellen op basis van de aanbevolen waarde uit de analyse en de koeltijd zoveel mogelijk verkorten binnen het aanvaardbare bereik van de kwaliteit van het productoppervlak om de vormcyclus te verkorten.

Om zinksporen tijdens de spuitgietcyclus te verminderen, moeten fabrikanten de koeltijd en de instellingen van de houddruk optimaliseren om ervoor te zorgen dat het kunststofdeel gelijkmatig afkoelt tijdens het spuitgietproces.
Onjuiste onderdeelgeometrie
Als je de geometrie van het onderdeel en het matrijsontwerp niet goed aanpakt, kun je ook zinksporen krijgen. Het is belangrijk om te weten dat de meest voorkomende plaatsen om zinksporen te krijgen ribben en nokken zijn.
Conclusie
Productdefecten hebben vele oorzaken. We moeten rekening houden met het productontwerp, het matrijsontwerp en het spuitgietproces. We moeten de hoofdoorzaak van het probleem analyseren en vinden. We moeten rekening houden met kosten, efficiëntie en productkwaliteit. Soms kunnen we niet aan alle eisen voldoen. We moeten overwegen en berekenen en redelijke afwegingen maken.
Het principe van Zetar schimmel is: prioriteit wordt gegeven aan producten die kunnen worden verbeterd door middel van productstructuur, wat de eerste keuze is. Als het echt niet mogelijk is, zal het worden verbeterd door middel van schimmel ontwerp. Zelfs als de schimmel kosten worden verhoogd, moet het probleem niet worden overgelaten aan spuitgieten aanpassing.

Omdat de kostenstijging van de matrijs eenmalig is, en de kosten van spuitgieten langdurig en grootschalig zijn, en spuitgieten maakt alleen redelijke kleine aanpassingen. Daarom vereist het overwegen van het probleem een systematische analyse, zorgvuldige berekening en redelijke afwegingen om een goede matrijstechnicus te zijn.







