 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução: A moldagem por injeção é um excelente processo de fabrico para criar belos protótipos rápidos e peças moldadas por injeção de plástico. Mas sem um sistema rigoroso de controlo do processo de produção, as peças moldadas em plástico podem apresentar defeitos como marcas de afundamento.

So, what are sink marks in injection molding? Why do they happen and how can you as a manufacturer prevent them from happening? Read on as we provide you with the answers to these questions and the important information you need to know about sink marks.
O que são marcas de afundamento na moldagem por injeção?
Uma marca de afundamento é um defeito na superfície de uma peça moldada por injeção que varia com a espessura da parede. Por outras palavras, as marcas de afundamento ocorrem nas secções mais espessas de uma peça moldada, e este defeito assemelha-se mais a um buraco ou ranhura na sua superfície.

Quanto mais espessa for uma secção de um produto, mais peças contém. Além disso, estas áreas mais espessas prolongam o seu tempo de arrefecimento. Em contrapartida, o exterior de uma peça de plástico que está em contacto com o aço do molde arrefece normalmente muito depressa.

Assim, a diferença no tempo de arrefecimento entre o exterior e o interior da peça moldada causa o defeito. Como? Quando as moléculas na secção mais espessa da peça começam a arrefecer, encolhem, fazendo com que o exterior encolha para dentro, formando uma marca de afundamento. Mas, se o exterior for suficientemente forte, esta contração causará, em vez disso, vazios.

A visibilidade do lava-loiça depende da sua profundidade, da cor e da textura do produto. No entanto, é importante notar que as pequenas marcas de pia são muitas vezes visíveis porque são capazes de refletir a luz em diferentes direcções.
Causas e soluções para as marcas de afundamento da moldagem por injeção de plástico
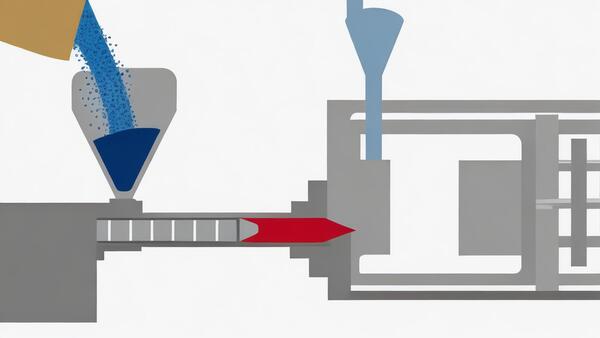
Quando se fazem peças com moldagem por injeção, atira-se material derretido para um molde. O material arrefece e transforma-se na peça que se pretende. Depois, retira-se a peça.

As marcas de afundamento na moldagem por injeção acontecem normalmente quando a peça que está a moldar é demasiado espessa para a resina que está a utilizar. Mas há outras razões para as marcas de afundamento. Vejamos o que as causa e como reduzir as marcas de afundamento na moldagem por injeção.
Temperatura de fusão incorrecta
A utilização de temperaturas incorrectas ao fundir a resina pode causar marcas de afundamento na superfície do plástico acabado. Normalmente, as marcas de afundamento são causadas por uma temperatura de inserção baixa e, se for este o caso, o aumento da temperatura pode resolver estes problemas.
Para evitar isso, ajuste a resina fundida dentro da faixa de temperatura recomendada pelo fabricante. Verifique a temperatura de fusão antes de injetar a resina no molde.
Tempo de retenção curto
Se o tempo de espera for demasiado curto, pode também causar depressões na superfície da peça. Idealmente, os tempos de embalamento e de espera devem ser longos. Isto assegura que a porta da peça está corretamente selada, o que impede que a resina plástica flua para dentro ou para fora da cavidade do molde. Se a porta não estiver corretamente selada, a resina plástica fluirá para fora da cavidade quando esta estiver parada.

Para evitar marcas de afundamento, segure durante o tempo suficiente para garantir que o portão solidifica depois de encher o molde. Isto ajudará a evitar que o material fundido flua para fora do molde, prevenindo assim o afundamento. Por outras palavras, quando existem marcas ou depressões perto da porta, prolongar o tempo de espera ajudará a eliminá-las.
A costela é demasiado grossa
Quando a nervura é mais espessa, a junção da nervura com a espessura da parede principal também é mais espessa. O plástico concentra-se aqui. Durante o arrefecimento, a superfície da nervura e das secções da parede principal mais espessas solidificam primeiro. O centro da junção da nervura e da espessura da parede principal permanece fundido.

O plástico que solidifica mais tarde encolhe sobre o plástico que solidifica primeiro, e tem uma força de sucção sobre o plástico à sua volta. Se algum local tiver uma camada de solidificação mais fraca (normalmente na superfície do molde oposta à nervura), a superfície nesse local pode colapsar numa depressão.
As marcas de afundamento podem ser causadas pelas propriedades do material, pressão de retenção e distância do portão. Por vezes, a espessura da nervura deve ser projectada para ser 50% da espessura da parede principal, ou mesmo mais fina. O julgamento da experiência humana é por vezes impreciso.

Recomenda-se a sua análise através da análise CAE do fluxo do molde. O risco pode ser previsto com base no índice de contração da análise do fluxo do molde para compreender o impacto de diferentes designs de espessura de nervuras na contração. O risco de retração também pode ser previsto da mesma forma na posição da coluna e no canto do produto.
O tamanho da corrediça e do portão
O corredor e o portão são demasiado pequenos e a resistência ao fluxo de material é demasiado grande. Se a pressão de injeção e a pressão não forem suficientes, a cavidade do molde não pode ser preenchida com material denso e a densidade da fusão é pequena, o que pode facilmente causar depressão da superfície e marcas de encolhimento.

Alguns produtos têm um fluxo de cola local irregular ou canais de fluxo demasiado pequenos, o que também pode causar uma grande resistência ao fluxo de material e uma pressão local insuficiente, e a probabilidade de marcas de retração também aumentará. Sugiro que utilizemos o software de análise do fluxo do molde CAE para analisar o fluxo e a pressão do material antes da conceção do molde e simular o processo de enchimento.
O software fornecerá dados razoáveis para nos ajudar a projetar razoavelmente o tamanho do corredor e do portão, e analisar a área onde a estrutura do produto impede o fluxo. Modificar o produto de acordo com os resultados da análise para evitar totalmente o encolhimento na superfície do produto.

Temperatura elevada do molde
O efeito da temperatura do molde nas marcas de contração ou nos orifícios de contração é relativo. Quando a temperatura do molde é demasiado baixa, a camada superficial da peça tende a condensar e a engrossar, a espessura da camada central é relativamente reduzida, o canal para manter a pressão e a contração é estreitado e a extremidade mais distante da peça não consegue obter contração suficiente, formando marcas de contração ou orifícios de contração;
Para além disso, a baixa temperatura do molde faz com que o sistema de fecho, especialmente o fecho, congele facilmente, e a peça não recebe pressão de retenção e retração suficientes, o que também provoca cavidades ou marcas de retração.
Quando a temperatura do molde é demasiado elevada, a eficiência de arrefecimento do molde é baixa e o arrefecimento é lento. Devido ao longo tempo de arrefecimento, o encolhimento também é maior. Se não houver pressão de retenção e encolhimento suficientes, é fácil causar marcas de encolhimento ou cavidades de encolhimento.
Definir uma temperatura demasiado elevada pode impedir que a porta seja selada corretamente e a tempo. Para resolver este problema, utilize o intervalo de temperatura correto do molde e assegure a tubagem correta.

Pressão de retenção inadequada ou pressão de retenção
Outra razão para a formação de mossas em peças moldadas é a distribuição incorrecta da pressão de retenção. Por outras palavras, a aplicação da quantidade certa de pressão de retenção a diferentes partes do produto ajuda a manter a forma do produto.
Para evitar marcas de afundamento ou deformação, o intervalo típico de pressão da cavidade é de 8.000 a 15.000 psi. A regra geral é que a pressão de retenção ou de embalagem deve ser 50-70% da pressão de injeção.

A melhor forma de aplicar pressão é medir a espessura. Assim, as peças de molde mais grossas requerem mais plástico e pressão para manter a forma do que as peças mais finas.
Uma vez que este defeito é causado pelo encolhimento da resina plástica e de outros materiais na área espessa durante o processo de secagem, a colocação de plástico suficiente na área espessa com a pressão adequada pode ajudar a eliminar este defeito.

Falha de danos na válvula de retenção do parafuso da máquina de moldagem por injeção
Injection molding technicians know that the check valve on the injection molding machine is to prevent the molten plastic material in front of the screw in the material tube from flowing back during injection and holding pressure.
Se a válvula de retenção na máquina de moldagem por injeção estiver gasta e rachada durante a utilização a longo prazo, os danos graves farão com que o plástico flua de volta através da abertura, a pressão de amortecimento e de retenção será reduzida ou desaparecerá e o produto causará facilmente depressão por encolhimento.

Por isso, é necessário verificar, manter e limpar com frequência. Além disso, é necessário manter os pellets de plástico limpos e sem detritos, especialmente os materiais reciclados secundários, que nunca devem ser misturados com objectos duros, como lâminas e aparas de ferro. Se encontrar algum defeito grave, deve substituí-lo de imediato.
A temperatura do barril da máquina de moldagem por injeção é demasiado elevada
Se a temperatura do moldagem por injeção Se o barril da máquina for demasiado alto, a densidade da massa fundida diminuirá. Quando o produto arrefece, a massa fundida em contacto com a superfície do molde solidifica-se primeiro numa camada de condensação. O plástico encolhe em volume, fazendo com que a densidade da massa fundida no centro da cavidade seja menor.

Quando o núcleo solidifica lentamente, forma-se um vazio no centro do núcleo. A parede interior do vazio formará uma tensão de contração. Se a resistência da camada de solidificação da superfície não for suficiente, a superfície do produto será afundada para dentro, formando uma marca de retração.
O método de melhoria consiste em definir uma temperatura razoável para o barril. Dentro da gama permitida pelo material, tente não usar o valor extremo tanto quanto possível, o que pode efetivamente reduzir a probabilidade de encolhimento do produto. A análise do fluxo do molde CAE também pode analisar valores de referência razoáveis para evitar marcas de retração no produto com antecedência.

O número e a posição das portas de molde não foram concebidos de forma razoável
A posição e o número de portas também podem causar marcas de retração no produto. Aqui está um parâmetro que pode partilhar com os seus colegas. O rácio do comprimento de fluxo do material é o rácio entre o comprimento de fluxo do material e a espessura da parede principal do produto. Trata-se de um valor de referência importante para concebermos o número e a posição das comportas.
É favor prestar especial atenção a este facto. Pode encontrar este valor de referência de dados na tabela regular de propriedades do material para avaliar a fluidez do material. Se o número e a localização não razoáveis das comportas fizerem com que o rácio do comprimento do fluxo do material seja demasiado grande, isso causará demasiada resistência ao fluxo.
Se a pressão de injeção não for suficiente, a cavidade do molde não pode ser preenchida com material denso, a densidade da fusão é baixa e a probabilidade de depressão por retração do produto é elevada.
Muitos moldadores antigos concebem a posição e o número do portão com base na experiência. Penso que atualmente não é recomendável confiar totalmente na experiência. Os resultados da análise de simulação por computador CAE podem fornecer-nos dados de referência muito precisos para os projectistas de moldes.

A análise do fluxo do molde pode analisar exaustivamente as propriedades dos materiais, a estrutura do produto, a temperatura do molde, o arrefecimento da água, etc., para obter resultados mais exactos. Os projectistas de moldes devem aprender a utilizar ferramentas de análise científica para reduzir os erros no projeto de moldes.
O tempo de arrefecimento do produto é demasiado curto
Se o tempo de arrefecimento do produto não for suficiente, a camada de condensação na superfície do produto será demasiado fina e não haverá rigidez suficiente para resistir ao stress causado pelo encolhimento da fusão interna, que facilmente formará depressões de encolhimento na superfície do produto.

A definição do tempo de arrefecimento pode ser feita com base nos valores recomendados pela análise de fluxo do molde CAE e pela tabela de propriedades do material.
Quantos ajustadores de máquinas consultaram a tabela de propriedades do material antes de ajustarem a máquina? Ao ajustar a máquina, deve definir o tempo de arrefecimento com base no valor recomendado pela análise e encurtar o tempo de arrefecimento tanto quanto possível dentro da gama aceitável de qualidade da superfície do produto para reduzir o ciclo de moldagem.

Para reduzir as marcas de afundamento durante o ciclo de moldagem por injeção, os fabricantes devem otimizar o tempo de arrefecimento e as definições de pressão de retenção para garantir que a peça de plástico arrefece uniformemente ao longo do processo de moldagem.
Geometria incorrecta da peça
Se a geometria da peça e o desenho do molde não forem corretos, também podem surgir marcas de afundamento. É importante saber que os locais mais comuns para obter marcas de afundamento são as nervuras e as saliências.
Conclusão
Os defeitos dos produtos têm muitas causas. Temos de ter em conta a conceção do produto, a conceção do molde e o processo de moldagem por injeção. Temos de analisar e encontrar a causa principal do problema. Temos de ter em conta o custo, a eficiência e a qualidade do produto. Por vezes, não podemos cumprir todos os requisitos. Precisamos de considerar, calcular e fazer compromissos razoáveis.
O princípio do molde Zetar é: a prioridade é dada àqueles que podem ser melhorados através da estrutura do produto, que é a primeira escolha. Se realmente não for possível, será melhorado através do design do molde. Mesmo que o custo do molde aumente, o problema não deve ser deixado ao ajuste da moldagem por injeção.

Porque o aumento do custo do molde é único, e o custo da moldagem por injeção é a longo prazo e em grande escala, e moldagem por injeção só faz pequenos ajustes razoáveis. Por conseguinte, considerar o problema requer uma análise sistemática, um cálculo cuidadoso e compromissos razoáveis para ser um bom técnico de moldes.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






