 Overslaan naar inhoud
Overslaan naar inhoud 

Spuitgieten is een veelgebruikt productieproces om kunststof onderdelen te maken met een hoge precisie en efficiëntie. Maar een veel voorkomend probleem waarmee fabrikanten te maken krijgen, is vervorming, wat de kwaliteit van het eindproduct kan aantasten. In deze complete gids kijken we naar de oorzaken van flash en verkennen we verschillende technieken en strategieën om flash in het spuitgietproces te verminderen.

I. Wat is Flash?
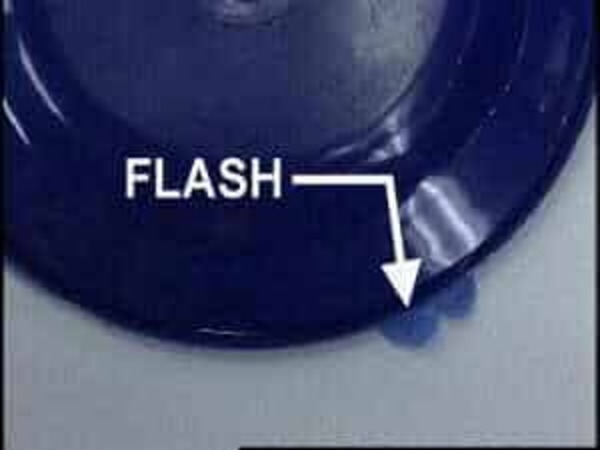
Flash, ook wel bramen of overtollig materiaal genoemd, is een dun laagje kunststof dat uitsteekt ten opzichte van de verwachte vorm van het spuitgietproduct. Dit gebeurt meestal bij de deellijn of langs de randen van de matrijsholte omdat er extra materiaal ontsnapt tijdens het spuitgieten. Ook al lijkt een flash een klein probleem, het kan ervoor zorgen dat het eindproduct de verkeerde maat heeft, er slecht uitziet of niet goed werkt.
Flash treedt meestal op bij de deellijnen van de matrijs, zoals de deellijnen van de bewegende en stilstaande matrijzen, de passing, de speling van de inzetstukken en de speling van de kernpennen. Flash wordt meestal veroorzaakt doordat de klemkracht van de matrijs of machine niet voldoende is. In het algemeen is het onmogelijk om kunststof onderdelen volledig vormvrij te maken door een heleboel verschillende factoren.

II. Oorzaken van vlamvorming in spuitgietonderdelen
1. Overmatige inspuitdruk
Als de injectiedruk te hoog is, wordt het gesmolten plastic in alle kleine openingen en spleten in de mal geperst, en zo krijg je flash.
2. Onvoldoende ontluchting van kunststofgas door de mal
Wanneer plastic materialen in een mal worden gespoten, produceren ze gas. Als de mal het gas niet goed afvoert, krijg je flash.
3. Niet-uniforme matrijstemperatuur
Flash kan ook veroorzaakt worden door een ongelijkmatige matrijstemperatuur. Als de matrijstemperatuur niet gelijkmatig is, vloeit de kunststof niet gelijkmatig, wat flash kan veroorzaken.
4. Slecht ontwerp van de matrijs
Een slecht matrijsontwerp, zoals smalle stromingskanalen of hoeken, kan de plasticstroom verstoren en flash veroorzaken.

5. Problemen met kunststof cilinder of voeder
Als er iets mis is met de plastic cilinder of toevoer, bijvoorbeeld als het plastic niet de juiste maat heeft of als er troep in zit, zal het plastic niet goed vloeien en krijg je flash.
6. Onjuiste controle van het injectieproces
Als je de parameters, zoals matrijstemperatuur, druk en snelheid, niet goed instelt, krijg je flash bij het spuitgieten.
7. Onjuiste uitlijning of ongeschiktheid van de mal
Als de mal niet goed is geïnstalleerd of de mal niet goed is geplaatst, worden de onderdelen niet goed geplaatst tijdens het maken van de mal. spuitgietproceswat een flits veroorzaakt.
8. Niet-uniforme temperatuur tijdens het injectieproces
Als plastic tijdens het injecteren ongelijkmatig smelt, krimpt het ongelijkmatig als het afkoelt. Dit kan leiden tot uitvloeiing.
9. Te hoge injectiesnelheid van de spuitgietmachine
Als je het plastic te snel injecteert, zal de mal niet volledig vullen. Dit betekent dat het plastic niet goed vloeit en dat je flash krijgt.
10. Onvoldoende schimmelventilatie
Als de mal tijdens het spuitgieten niet goed ontlucht wordt, kan het gas niet snel genoeg ontsnappen en dan krijg je flash.
11. Onvoldoende klemkracht
Als de klemkracht niet voldoende is, sluit de mal niet helemaal en zal er gesmolten plastic uitlekken en flash maken.
12. Materiaalkenmerken
Sommige thermoplastische materialen hebben meer kans op flitsen vanwege de dikte, de mate waarin ze krimpen en de manier waarop ze vloeien.

13. Vormparameters
Als je niet de juiste instellingen hebt, krijg je flash. Je kunt flash krijgen door een te hoge injectiesnelheid, een te grote temperatuurvariatie of een te lange koeltijd.
14. Overmatige injectie van kunststof in de mal
15. Plastic Temperatuur Te Hoog. Verlaag de smelttemperatuur.
16. Intermitterende stops tijdens productiebedrijf.
17. Ongelijkmatige verdeling van de injectiedruk binnen de matrijs.
18. Vreemde voorwerpen worden uitsteeksels op het matrijsoppervlak.
19. Geen injectiedelen in de mal en/of op het oppervlak van de mal.
20. Het projectiegebied is te groot.
21. Onjuiste ontluchting zorgt ervoor dat plastic de matrijsholte verlaat.

III. Oplossingen voor Flash in spuitgietonderdelen
Flash is een groot probleem in spuitgieten. Het laat je onderdelen er slecht uitzien en kost je geld. Je moet flitslicht vanuit verschillende invalshoeken benaderen. Hier zijn een aantal dingen die je kunt doen om van flash af te komen:
1. Injectietijd aanpassen
Als je te snel injecteert, zal het plastic rond de randen van de mal gaan en flash veroorzaken. Als je de injectietijd aanpast, kun je de tijd dat het plastic aan de randen van de mal zit, verminderen.
2. Inspuitdruk aanpassen
Als je te veel injectiedruk gebruikt, vult het gesmolten materiaal de mal te snel en krijg je flash. Je kunt regelen hoe snel het gesmolten materiaal de mal vult door de injectiedruk aan te passen.

3. Vormontwerp aanpassen
Als het ontwerp van je mal slecht is, krijg je misschien geen gelijkmatige vulling van gesmolten materiaal, wat vlamvorming kan veroorzaken. U kunt problemen met uitvloeiing oplossen door uw mal opnieuw te ontwerpen, vooral de poort en het overloopkanaal.
4. De materiaalkwaliteit aanpassen
Als je slecht materiaal gebruikt, zal je spuitgietproces onstabiel zijn en krijg je flash. Als je goed materiaal gebruikt, zal je spuitgietproces stabiel zijn en krijg je geen flash.
5. Controleer de toestand van de apparatuur
Als je apparatuur in slechte staat is, zal je spuitgietproces onstabiel zijn en krijg je flash. Je moet je apparatuur regelmatig inspecteren en onderhouden om ze goed te laten werken en flash te verminderen.
6. Deflashing-gereedschappen gebruiken
Met speciaal afbraamgereedschap kun je op effectieve wijze spatten uit spuitgietmatrijzen verwijderen, zodat het uiterlijk en de kwaliteit van je producten gewaarborgd blijven.

7. Productieprocessen optimaliseren
Als je je spuitgietproces Meer automatiseren, de hoeveelheid handmatig werk die je moet doen verminderen en de hoeveelheid flash die je krijgt verminderen, moet je je productieproces optimaliseren.
8. Malstructuur aanpassen
Als flash wordt veroorzaakt door een slecht matrijsontwerp, moet je de matrijs misschien herontwerpen om smalle stromingskanalen of hoeken te vermijden.
9. Schimmeltemperatuur aanpassen
Als je flash krijgt omdat de maltemperatuur ongelijk is, moet je misschien de maltemperatuur aanpassen om deze gelijkmatig te maken.
10. De procesparameters van het spuitgieten aanpassen
Als je flash ziet, kun je dit oplossen door het spuitgietproces te veranderen. Je kunt de injectiesnelheid en -druk veranderen.
11. Regelmatig onderhoud van schimmels
Om uitlopen en andere defecten te voorkomen, moet u uw mallen onderhouden. Dit betekent dat u uw mallen moet schoonmaken en onderdelen van mallen moet vervangen.
12. Gebruik hoogwaardige grondstoffen
Als je grondstoffen van slechte kwaliteit gebruikt, krijg je flash. Gebruik dus grondstoffen van hoge kwaliteit om dat te voorkomen.
13. Smelttemperatuur aanpassen
Als je merkt dat de smelttemperatuur te hoog of te laag is, moet je deze aanpassen.
14. Controleer de klemkracht van de mal en verhoog de klemkracht indien nodig.
Als de mal niet goed sluit, kun je de klemkracht verhogen als dat nodig is.
15. Controleer de installatie en plaatsing van de mal
Zorg ervoor dat de mal correct wordt geïnstalleerd en nauwkeurig wordt geplaatst om te voorkomen dat de mal verkeerd wordt uitgelijnd.
16. Temperatuurregeling aanpassen tijdens spuitgietproces
Zorg ervoor dat de temperatuur overal hetzelfde is als je spuitgiet. Als dat niet zo is, smelt het plastic ongelijkmatig en krijg je flash.
17. Injectiesnelheid van spuitgietmachine aanpassen
Pas de injectiesnelheid van de spuitgietmachine aan de vorm en grootte van het spuitgietproduct aan om ervoor te zorgen dat de matrijsholte volledig gevuld is en om vlamvorming te voorkomen.

18. Schimmelventilatiesysteem controleren
Zorg ervoor dat de ontluchtingskanalen van de mal vrij zijn, zodat het gas snel uit de malholte kan en flash wordt voorkomen. Een betere ontluchting van de mal zorgt ervoor dat ingesloten lucht en extra materiaal beter weg kunnen, zodat de kans op flash kleiner is.
19. Schimmelvrijmakende middelen gebruiken
Spuit losmiddelen of coatings op het oppervlak van de mal om de onderdelen er gemakkelijker uit te laten komen en de wrijving te verminderen, zodat er geen flash ontstaat.
20. Procesbewaking implementeren
Gebruik geavanceerde procesbewakingssystemen om belangrijke zaken als temperatuur, druk en cyclustijd in de gaten te houden. Op die manier kun je meteen veranderingen aanbrengen en voorkomen dat er bramen ontstaan.
21. Nabewerkingen
Om bramen te verwijderen en het onderdeel er goed uit te laten zien, moet je het oppervlak bijsnijden, ontvetten en afwerken.
Kortom, je moet een aantal dingen doen om flash te herstellen in spuitgieten. Je moet de injectietijd en -druk aanpassen, zorgen dat de matrijs goed ontworpen is, goede materialen gebruiken, je apparatuur controleren, afbraamgereedschap gebruiken en zorgen dat je proces goed is. Als je dat allemaal doet, is de kans groter dat je goede onderdelen maakt en geen flash hebt.
Als je te maken krijgt met knipproblemen bij spuitgieten, moet je detailgericht en geduldig zijn. Je moet verschillende dingen blijven proberen en aanpassingen maken tot je de beste manier vindt om het probleem op te lossen. Je moet ook in contact blijven met je productieteam en je klanten, zodat je problemen snel kunt oplossen en de hele operatie beter kunt laten verlopen.

IV. Conclusie
Flashvorming is een veelvoorkomend probleem bij spuitgieten, maar met de juiste strategieën en technieken kunt u de impact op de productkwaliteit en productie-efficiëntie minimaliseren. Door het matrijsontwerp te optimaliseren, injectieparameters nauwkeurig af te stellen en geavanceerde procesbewaking te implementeren, kunt u geweldige resultaten behalen en de concurrentie voorblijven.
Concluderend kan worden gesteld dat het verminderen van flitsen in spuitgieten vereist een combinatie van technische expertise, strategische planning en voortdurende verbetering. Door van flashreductie een prioriteit te maken, kunt u de productkwaliteit verbeteren, kosten verlagen en zakelijk succes behalen in de huidige concurrerende productieomgeving.







