 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding: Tweekleurig spuitgieten is een klassiek spuitgietproces. Het maakt gebruik van twee materialen voor het spuitgieten van één product, wat verschillende verschijningseffecten van kleur en aanraking oplevert.
Vandaag introduceren en bespreken we in detail de vijf belangrijkste secties: Wat is tweekleurig spuitgieten? Wat zijn de voordelen van tweekleurig spuitgieten? Werkingsprincipe van tweekleurig spuitgieten . Materiaal, proces en matrijsvereisten voor tweekleurig spuitgieten . Hoofdtoepassingen.
Wat is tweekleurig spuitgieten?
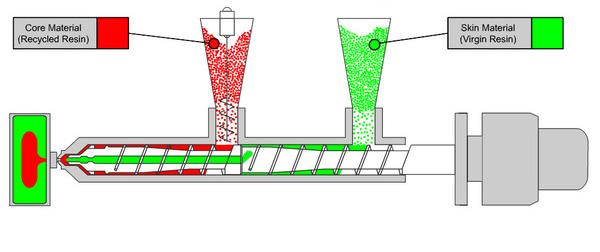
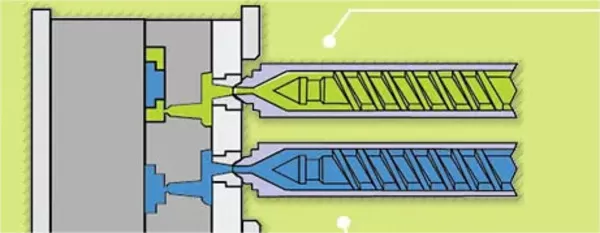
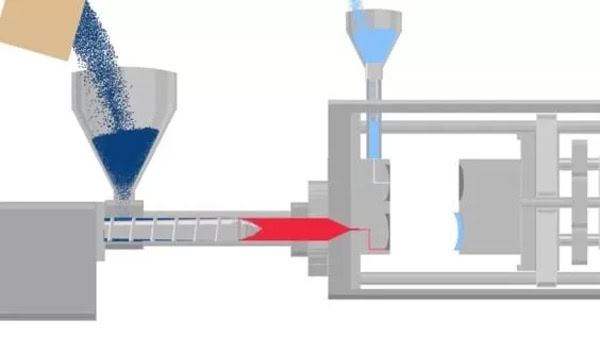
Double-shot molding is een proces waarbij twee verschillend gekleurde kunststoffen in twee vaten worden gesmolten en dan tegelijkertijd of na elkaar door dezelfde spuitmond worden geïnjecteerd. Je kunt twee spuitgietmachines of een tweekleuren spuitgietmachine gebruiken om producten te maken met verschillende gemengde kleurpatronen of producten met een duidelijke kleurafscheiding.

Wat zijn de kenmerken van tweekleurig spuitgieten?
Sterke prestaties en hoge energiebesparing
Na de energiebesparende transformatie van de spuitgietmachine kan het systeem snel reageren, kan de spuitgietmachine de toevoer snel aanpassen aan de eigen behoeften en kan de benuttingsgraad van de elektrische energie van de spuitgietmachine effectief worden verbeterd om een hoge efficiëntie en energiebesparing te bereiken.

Snel antwoord
Een snelle respons is een van de belangrijke tekenen van de dynamische kwaliteit van het servosysteem. Aangezien de tijd voor het productieovergangsproces kort is, over het algemeen binnen 200 ms, moet de voorkant van het overgangsproces steiler zijn om te voldoen aan de overshootvereisten en is de stijging na de energiebesparende transformatie groter. De tijd die de spuitgietmachine nodig heeft om 1500 tpm te bereiken is minder dan 0,03 seconde.

Goede stabiliteit
Het systeem gebruikt een dubbele gesloten regelkring van druk en debiet om te bepalen hoeveel de spuitgietmachine nodig heeft. Als je iets verandert of als er buiten iets verandert, kan het systeem vrij snel weer normaal functioneren.

Hoge nauwkeurigheid
Nauwkeurigheid is hoe goed de uitvoer de invoer volgt. De servomotor maakt gebruik van permanente-magneettechnologie, die nauwkeurig en snel is. De servomotor maakt gebruik van PLC-technologie, die nog nauwkeuriger is. De fout ligt meestal tussen 0,01~0,00LMM.
Efficiëntie verbeteren en kosten verlagen
Krijg een snelle reactie, herhaal hetzelfde steeds weer en houd de snelheid hetzelfde; gebruik twee verschillende materialen of twee verschillende kleuren tegelijk, wat veel tijd en geld bespaart; het is heel eenvoudig om de instellingen in te stellen en te veranderen.

Wat is het principe van tweekleurig spuitgieten?
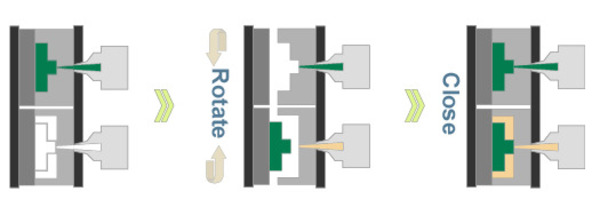
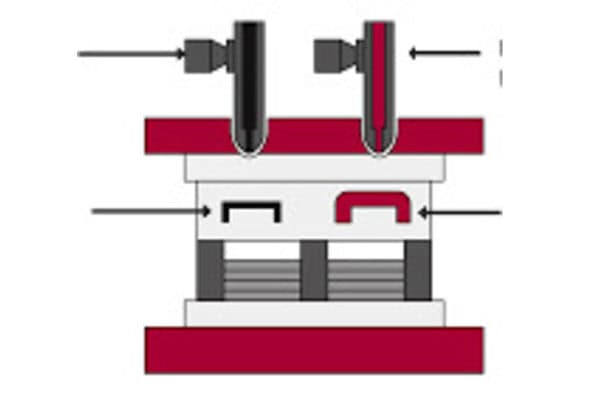
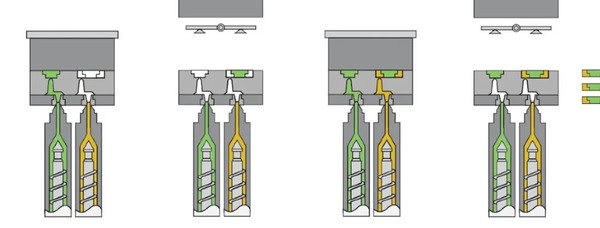
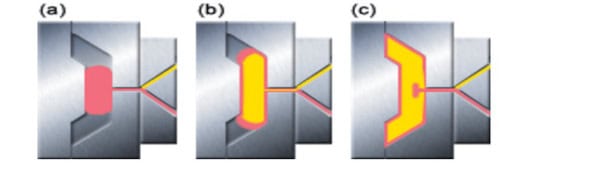
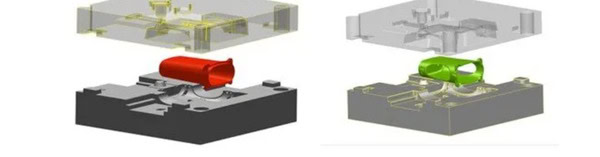
Tweekleurig spuitgietproducten een mannelijke matrijs en twee vrouwelijke matrijzen nodig. De eerste spuitgieting gebeurt in de mannelijke matrijs en de eerste vrouwelijke matrijs. Na het vormen opent u de matrijs en schakelt u direct over naar de tweede vrouwelijke matrijs zonder te ontvormen. Na het tweede spuitgieten kan het tweekleurige spuitgietproduct worden verkregen na het ontvormen.
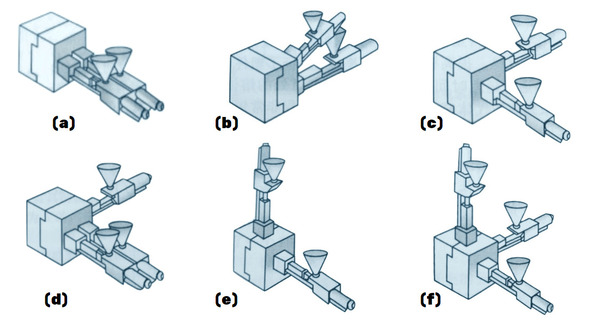
Principe van tweekleurig spuitgieten
a. De voorste matrijs heeft twee verschillende vormen en vormt twee producten, terwijl de achterste matrijs dezelfde vorm heeft.
b. Het mondstuk van de mal met drie platen is ontworpen om de mal automatisch los te laten, wat het werk gemakkelijker maakt. Let erop of de ontvormactie van het zachte lijmpijpje betrouwbaar is.

c. De voorste en achterste mal van de mal worden 180 graden vanuit het midden gedraaid. Bij het draaien moeten de voor- en achterkant consistent zijn. Deze inspectie moet tijdens het werk worden uitgevoerd, omdat dit een hoge positionering van de bekisting vereist. De totale dikte van de voorbekisting plus plaat A mag niet minder zijn dan 170 mm. Dit moet worden gedaan door het model van de spuitgietmachine en andere referentiegegevens zorgvuldig te controleren.
d. Bij het ontwerpen van de tweede spuitgietmaster kan een onderdeel worden ontworpen om holtes te voorkomen, om te voorkomen dat de secundaire master de lijmpositie van het eerste spuitgietproduct bekrast. De sterkte van elk afdichtingsmiddel moet echter zorgvuldig worden overwogen, d.w.z. of de kunststof zal vervormen onder grote injectiedruk tijdens het spuitgieten, wat kan leiden tot de mogelijkheid van een tweede spuitgietvoorkant.
e. Bij het spuitgieten kan het eerste spuitgietdeel een beetje groter zijn, omdat het in de tweede spuitgietvorm stevig kan worden samengedrukt met een andere mannelijke spuitgietvorm om de afdichtende functie te bereiken. En let op de tweede injectie. Heeft de kunststofstroom invloed op het eerste spuitgietdeel? Is de plastic positie vervormd? Indien mogelijk moeten we manieren vinden om te verbeteren.
f. Voordat je de platen A en B vastklemt, moet je opletten of de voorste moduleglijder of de schuine bovenkant eerst terugspringt en het product platdrukt. We moesten dus een manier vinden om eerst de platen A en B te klemmen en dan de voorste moduleglijder. Of de bovenkant te kantelen om te resetten. De watertoevoer van de twee voorste en achterste mallen is zo goed mogelijk geregeld en de balans is hetzelfde.

Wat zijn de soorten tweekleurig spuitgieten?
Twee-kleuren spuitgietmachine spuitgieten
Voor dit type zijn twee voormallen en één achtermal nodig. Het product is in één keer klaar. Het hoeft niet halverwege uit de biermachine gehaald te worden. Het product ziet er goed en mooi uit. De materiaaldikte van de tweede spuitgietvorm is meestal 0,5-2MM. De kosten zijn hoger en worden meestal ter vergelijking gebruikt. Klein product.
Gewone spuitgietmachine Spuitgieten
Voor dit type zijn twee voorvormen en twee achtervormen nodig. Na de eerste spuitgieting moet het halffabrikaat eruit worden gehaald en in de tweede matrijs worden geplaatst voor de tweede spuitgieting. Het uiterlijk van het product is niet erg goed. Er worden hoge eisen gesteld aan de spuitgiettechnologie. Over het algemeen kan het tweede spuitgietmateriaal tot 3 mm zijn om grotere producten te maken.
Wat zijn de materiaal-, proces- en matrijsvereisten voor tweekleurig spuitgieten?
a. Materiaalvereisten
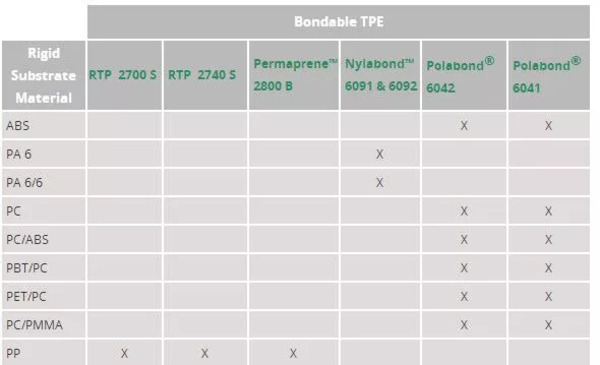
De tweekleurige spuitgiettechnologie maakt gebruik van twee verschillende materialen voor het spuitgieten, dus de selectie van twee verschillende materialen is ook een belangrijk proces. Over het algemeen worden twee kunststoffen met verschillende kleuren gebruikt, wat de sterkte en duurzaamheid van het spuitgietproduct enorm kan verbeteren. Het is ook gemakkelijker te versmelten en te vormen.
Voor producten met speciale toepassingen kan het echter nodig zijn om gebruik te maken van de situatie waarin de eigenschappen van twee materialen zeer verschillend zijn, waardoor het probleem van de moeilijkheid om twee materialen met grote verschillen samen te smelten moet worden opgelost.
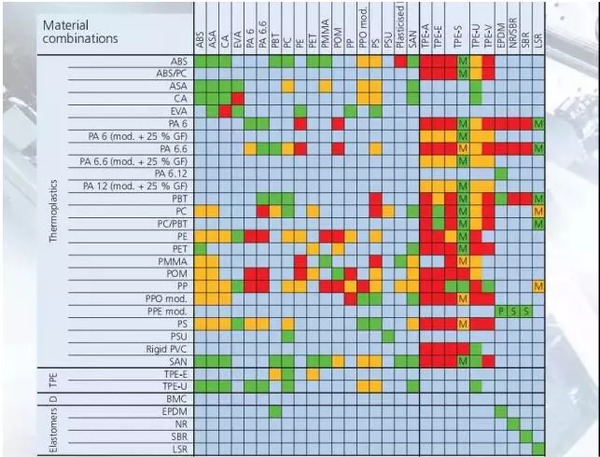
De belangrijkste problemen zijn delaminatie en afwerpen, wat fatale klappen zijn voor spuitgegoten producten. Daarom moet er zorgvuldig rekening worden gehouden met de krimpsnelheid en verschillende interfacetoestanden en moet de verhouding van materialen worden aangepast.
Voor tweeschots spuitgieten moeten de twee materialen voldoen aan twee basisvoorwaarden voor compatibiliteit: adhesiecompatibiliteit en verwerkingscompatibiliteit.
Bovendien moet aan de volgende eisen worden voldaan: injectie-eenheid, parallel en in dezelfde richting, parallel en tegengesteld, horizontaal en verticaal L-vormig, Y-vormig met één cilinder injectiestructuren; mengen van spuitmond, patronen, golven, stromingstekens, hellingen, tussenlagen, enz. Speciaal mondstuk;
Het vastklemmen van vorm, standaardtype, verticaal draaischijftype, horizontaal draaischijftype, roterend schachttype, robot roterend type en andere mechanismen; het voeden, naast standaard hydraulische motoraandrijving, is er ook ESD (ElectricScrewDrive) elektrische het voeden structuur; de oliekring, daar is ACC drukaccumulatie Hoge snelheidsinjectie en closed-loop ontwerp.
b. Procesvereisten
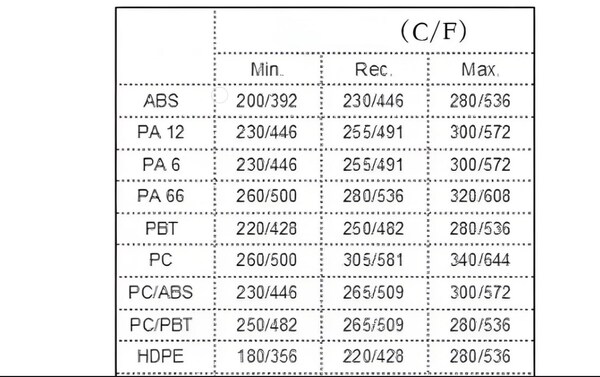
Bij het dubbelschotsontwerp van zachte en harde lijm moeten de twee materialen een bepaald temperatuurverschil in hun smeltpunten hebben. Over het algemeen wordt een temperatuurverschil van 60°C aanbevolen, en ten minste 30°C. De smeltpunttemperatuur van het first shot materiaal is hoog. Over het algemeen is het eerste schot PC of PC/ABS, en het tweede schot is over het algemeen PC of PC/ABS. Het tweede schot is TPU of TPE, PC is 0,6-0,7 mm dik, software is 0,4 mm of meer.
Probeer het contactoppervlak zo groot mogelijk te maken, maak groeven enz. om de kleefkracht te vergroten, of gebruik kerntrekken voor het eerste schot en injecteer een deel van het materiaal van het tweede schot in het eerste schot en maak het oppervlak van de mal van het eerste schot zo ruw mogelijk.
Transparant en niet-transparant dubbelschotsontwerp. Double-shot ontwerp van kleine lenzen: het eerste deel is ondoorzichtig en het tweede deel bestaat uit lenzen. Het eerste deel moet gemaakt zijn van PC met een hoog smeltpunt en het tweede deel van PMMA. Transparant en niet-transparant dubbelschotsontwerp voor decoratie: het eerste deel is ondoorzichtig materiaal, het tweede deel is transparant.

c. Vereisten voor schimmel
De twee vrouwelijke mallen moeten verschillend zijn om twee verschillende producten te vormen, terwijl de twee mannelijke mallen hetzelfde moeten zijn; de voorste en achterste mallen van de mal moeten consistent zijn nadat ze 180° uit het midden zijn gedraaid; de maximale capaciteit moet zorgvuldig worden gecontroleerd. De dikte van de mal, de minimale dikte van de mal, de KO-gatafstand, enz.; de spuitmond van de mal met drie platen is het best ontworpen om automatisch ontvormen mogelijk te maken.
Bij het ontwerpen van de moedermatrijs voor het tweede spuitgieten, om te voorkomen dat de tweede moedermatrijs krassen maakt op de eerste De lijmpositie van het gevormde product kan gedeeltelijk worden ontworpen om leegtes te voorkomen. De sterkte van elke afdichtingspositie moet echter zorgvuldig worden overwogen; tijdens het spuitgieten kan de grootte van het eerste spuitgietproduct iets groter zijn zodat het tijdens het tweede spuitgieten strakker tegen de andere mannelijke vorm kan worden aangedrukt om afdichting te bereiken. De functie van lijm.
Wees voorzichtig dat de stroom van plastic niet het deel raakt dat de eerste keer werd gemaakt tijdens het tweede schot, waardoor de lijmlijn vervormt; voordat u de mal sluit met platen A en B, moet u ervoor zorgen dat de voorste malslede of de hoekpen niet eerst het deel raakt en het beschadigt wanneer het terugzet; probeer de waterstroom in de twee holtes en de kern zo gelijkmatig en evenwichtig mogelijk te krijgen; in 99% van de gevallen schiet u eerst op het harde rubberen deel van het onderdeel en daarna op het zachte rubberen deel van het onderdeel omdat het zachte rubberen deel gemakkelijk vervormt.
Wat zijn de belangrijkste punten van tweekleurige spuitgietproducten en matrijsontwerp?
De structuur van tweekleurige spuitgietproducten verschilt sterk van gewone kunststofproducten. Omdat er twee verschillende materialen worden gebruikt voor het spuitgieten, hebben de producten twee verschillende eigenschappen en kenmerken, die fundamenteel verschillen van gewone spuitgegoten producten; tegelijkertijd is vóór het spuitgieten een zorgvuldig structureel ontwerp van tweekleurige spuitgegoten producten vereist en moet er volledig rekening worden gehouden met de compatibiliteitskenmerken van de twee materialen.

Structurele kenmerken van tweekleurige spuitgietproducten
Kies twee materialen
Tweekleurig spuitgieten De technologie gebruikt twee verschillende materialen voor spuitgieten, dus de selectie van twee verschillende materialen is ook een belangrijk proces. Over het algemeen worden twee kunststoffen met verschillende kleuren gebruikt, wat de sterkte en duurzaamheid van het spuitgietproduct aanzienlijk kan verbeteren. Het is ook gemakkelijker te versmelten en te vormen. Voor producten met speciale toepassingen kan het echter nodig zijn om twee materialen met extreem verschillende eigenschappen te gebruiken.

Dit is een moeilijk op te lossen probleem omdat de twee materialen relatief verschillend zijn. De belangrijkste problemen zijn delaminatie en vervelling, die fataal zijn voor spuitgietproducten. Daarom moeten we zorgvuldig rekening houden met de krimpsnelheid en verschillende interfacetoestanden en het materiaalaandeel aanpassen.

Ontwerp van interne structuur en vorm van producten
Bij het ontwerpen van de structuur en vorm van het product moeten we eerst het doel en het gebruik van het product in overweging nemen en gedetailleerd onderzoek doen naar de grootte en de interne structuur. Over het algemeen moeten we het contactoppervlak van de twee grondstoffen vergroten om de stevigheid te verbeteren.
Hier kunnen we veel kleine groeven en bolle groeven in het product maken voor inlegwerk en stiksels. Dit kan het contactoppervlak van de twee materialen vergroten, zodat we bij het spuitgieten de sterkte en levensduur van het product kunnen verbeteren en de bruikbaarheid vergroten.
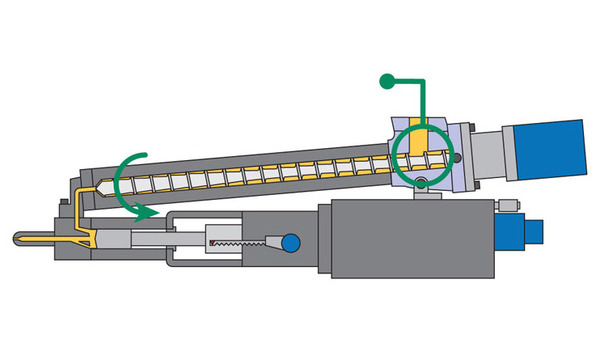
Roterende mal Injectievorm met twee snelheden
Dit soort matrijs vereist verschillende overwegingen bij het spuitgieten. Ten eerste moeten de concave en convexe groeven van de twee spuitgietmatrijzen zorgvuldig worden ontworpen om een goede passing te garanderen tijdens het koppelen. Tegelijkertijd is er bij het ontwerpen van het ontvormmechanisme een tweede injectie nodig voordat er ontvormd kan worden.
Verschillende spuitgietmethodes moeten in verschillende details worden onderscheiden. Nadat de verticale rotatie spuitgietmachine is ontvormd, wordt het product uitgeworpen om de relevante bewerkingen te voltooien. Als de afgietsituatie echter niet kan worden uitgeworpen door de injectiemachine, moet een hydraulisch apparaat worden gebruikt voor het ontvormen van de matrijs.
Wat zijn de voordelen van tweekleurig spuitgieten?
Vormen met één schot
De tweekleuren spuitgietmachine kan het spuitgieten van twee kleuren of materialen in één spuitgietproces voltooien, waardoor meerdere spuitgiet- en montagestappen vermeden worden en de productie efficiënter verloopt.

Kosten besparen
Bespaar smelt- en drukkosten, verhoog het mooie visuele effect van het product en verbeter de kwaliteit en toegevoegde waarde van het product. Vergeleken met de traditionele enkelkleurige spuitgiettechnologie, de tweekleurige spuitgieten machine kan handmatige bewerkingen en productiekoppelingen verminderen, productiekosten en arbeidskosten verlagen.

Nauwkeurige positionering
De tweekleuren spuitgietmachine is uitgerust met een speciale matrijs en een controlesysteem, waarmee kleuren met hoge precisie kunnen worden gepositioneerd en uitgelijnd, zodat de consistentie en schoonheid van het product er goed uitzien.

Ontwerpinnovatie
Het flexibele harsmateriaal heeft niet alleen een antislipfunctie en verhoogt de wrijving, het is ook ergonomischer en voelt erg goed aan. De tweekleurige spuitgiettechnologie biedt meer mogelijkheden voor productontwerp en kan meer kleurrijke en unieke uitstralingseffecten creëren om aan de persoonlijke behoeften van consumenten te voldoen.

Schroot verminderen
Tweekleurige matrijzen kunnen twee harsen en kleuren met verschillende eigenschappen combineren tot één tweekleurig product, wat de assemblage- en nabewerkingstaken van spuitgietproducten kan verminderen. Bovendien kan de tweekleurige spuitgiettechnologie fouten door meervoudige assemblage verminderen, waardoor er minder uitval is en de productkwaliteit en -consistentie verbeteren.

Hoge stabiliteit productkwaliteit
Tweekleurige spuitgietproducten hebben een hoge kwaliteitsstabiliteit, eenvoudige controle over productvervorming, een korte vormcyclus en een hoge productiewaarde. Het verlies kan 7% lager zijn dan dat van rubber-gecoate spuitgieten, en de productiekosten kunnen 20%-30% lager zijn dan die van rubber-gecoate spuitgieten.

Wat zijn de belangrijkste toepassingen van tweekleurig spuitgieten?
Gebruikt in vermogensschakelaars, knoppen voor mobiele telefoons, autoschakelaars, enz. om te voldoen aan bepaalde vereisten voor lichtgeleiding of lichttransmissie.
Gebruikt in handproducten, zoals portofoonhulzen, handgrepen van tandenborstels, handgrepen van elektrisch gereedschap, moersleutels en thermosbekers, enz. om het gevoel te verbeteren.

Gebruikt in producten met meerdere kleuren verschijning eisen, zoals toetsenborden, met behulp van twee-kleuren spuitgieten, dat is mooi en maakt zich geen zorgen over wordt afgewreven tijdens het gebruik.
Wordt gebruikt in producten die waterdicht moeten worden gemaakt om aan de waterdichtheidseisen te voldoen.

Het tweekleurige spuitgietproces wordt nu op grote schaal gebruikt in bijna alle kunststofgebieden, zoals auto's, elektronische producten, elektrisch gereedschap, medische producten, huishoudelijke apparaten, speelgoed, enz.
Gebruikt in producten die lokaal gegalvaniseerd moeten worden, zoals functietelefoonknoppen enz.

In de kunststoffamilie kunnen alleen oppervlakken van ABS en polysulfon (PSU) worden gegalvaniseerd. Als een lokale zone of één zijde van het product gegalvaniseerd moet worden, moet de gegalvaniseerde zone geïnjecteerd worden met ABS en de zone die niet gegalvaniseerd moet worden, moet geïnjecteerd worden met andere materialen zoals PC enz.

Conclusie
Samengevat, tweekleurig spuitgieten technologie bestaat al heel lang, maar wordt pas de laatste jaren herkend en gebruikt omdat de producten die ermee worden gemaakt zich kunnen aanpassen aan de omgeving waarin ze worden gebruikt.

Tegelijkertijd kan het in één stap worden gegoten, wat geld bespaart, een nauwkeurige positionering mogelijk maakt, ontwerpinnovatie aanmoedigt, afval vermindert en ervoor zorgt dat de kwaliteit van de producten stabiel is. Het kan aan verschillende eisen voldoen, dus het wordt steeds meer gebruikt en heeft een grote invloed op de auto-industrie en andere industrieën. Het heeft goede economische voordelen en is een technologie met veel potentieel.







