 Overslaan naar inhoud
Overslaan naar inhoud 

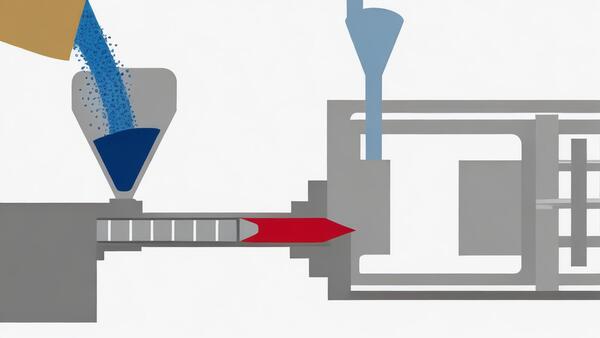
Inleiding: Tegendruk, ook wel plastificeerderdruk genoemd, is een kracht die gebruikt wordt om de injectiedruk tijdens het spuitgietproces constant te houden. Het komt voornamelijk voor wanneer gesmolten materiaal continu het vat ingaat.
De druk in spuitgieten gegenereerd duwt de schroefsnelheid naar achteren. Tegendruk is de reactiekracht op de achterwaartse beweging van de schroef. Het kan de achterwaartse snelheid van de schroef vertragen om ervoor te zorgen dat het gesmolten materiaal gelijkmatig in het vat wordt geïnjecteerd en het volledig vult.
De juiste aanpassing en het gebruik van tegendruk kunnen de smelttemperatuur uniform maken, het gesmolten materiaal verdichten en betere kunststofproducten produceren. Dus hoe de spuitgietmachine tegendruk aan te passen, wat voor soort tegendruk is geschikt, Zeatr schimmel spuitgieten zal u beantwoorden een voor een.
Hoe ontstaat tegendruk?
Wanneer gesmolten kunststof plastisch wordt, blijft het gesmolten materiaal naar de voorkant van het vat bewegen (binnenin de doseerkamer) en vormt het geleidelijk een druk om de schroef terug te duwen.

Om te voorkomen dat de schroef te snel terugloopt en ervoor te zorgen dat het gesmolten materiaal gelijkmatig wordt samengeperst, is een tegendruk nodig op de schroef. Deze tegendruk die voorkomt dat de schroef terugloopt, wordt tegendruk genoemd.
Tegendruk wordt ook weekmakerdruk genoemd. Je kunt dit regelen door de terugslagklep van de injectiecilinder af te stellen.

De tegendrukklep is geïnstalleerd aan de achterkant van de injectiecilinder van de pre-plasticizing schroef spuitgietmachine om de snelheid van de injectiecilinder olieafvoer aan te passen wanneer de schroef rotatie naar achteren.zodat de cilinder houddruk, de schroef naar achteren snelheid (weerstand) van de volledige motor wordt geregeld door de AC servoklep.
Waar bevindt zich de afstelpositie voor tegendruk?
De tegendrukklep van de spuitgietmachine bevindt zich meestal naast de smeltklep. De tegendrukklep is ook geïnstalleerd aan de achterkant van de injectiecilinder van de spuitgietmachine met voorplastificerende schroef. De tegendruk wordt geregeld door de terugslagklep van de injectiecilinder af te stellen.

Welke problemen treden op als de tegendruk te laag is?
Als de tegendruk te laag is, trekt de schroef te snel terug en is de dichtheid van het gesmolten materiaal dat in het voorste uiteinde van het vat stroomt klein (relatief los) en wordt er meer ingesloten lucht ingesloten.
Dit leidt tot slechte plastificeerkwaliteit, onstabiel injectievolume en grote veranderingen in productgewicht en productgrootte.

Het oppervlak van het product zal krimp, gasbloemen, koud materiaal lijnen, ongelijke glans en andere slechte verschijnselen hebben.Het product is gevoelig voor bellen, en de periferie en bot positie van het product zijn gevoelig voor onvoldoende lijm.De smelttemperatuur is laag, de viscositeit is hoog, en de smeltstroom is slecht.
Welke problemen treden op als de tegendruk te hoog is?
De smeltdruk aan de voorkant van het vat is te hoog, de materiaaltemperatuur is hoog en de viscositeit daalt. De terugvloei van de smelt in de schroefgroef en de lekstroom tussen het vat en de schroef nemen toe, waardoor het plastificeerrendement (de hoeveelheid materiaal die per tijdseenheid wordt geplastificeerd) afneemt.

Voor kunststoffen die niet van warmte houden (zoals PVC, POM, enz.) of kleurstoffen, gaat de temperatuur van de smelt omhoog en de tijd die het kost om op te warmen in het vat omhoog, en het begint af te breken door de warmte, of de kleurstof begint van kleur te veranderen, en de oppervlaktekleur/glans van het product begint er slecht uit te zien.
Als de tegendruk te hoog is, zal de schroef zich langzaam terugtrekken en zal de retourtijd van het voorplastic lang zijn, wat de cyclustijd zal verlengen en de productie-efficiëntie zal verlagen.

Als de tegendruk te hoog is, zal de smeltdruk hoog zijn en zal de spuitmond na injectie gaan kwijlen. Bij de volgende injectie zal het koude materiaal in het stroomkanaal van de sprue de sprue blokkeren of zullen er koude materiaalvlekken in het product verschijnen.
Bij het gieten van het bier lekt de spuitmond vaak lijm door een te hoge tegendruk, waardoor grondstoffen worden verspild en de verwarmingsring bij de spuitmond doorbrandt.

De mechanische slijtage van het voorvormmechanisme en de schroeftrommel neemt toe.
Wat zijn de methoden voor het aanpassen van de tegendruk?
Bij het produceren van een spuitgietmachine ligt de waarde voor het aanpassen van de tegendruk niet vast, meestal 3-15kg/cm. Naast de aard van de grondstoffen en de structurele kwaliteit van het product, moet ook de tegendruk tijdens het hele productieproces worden aangepast.

Als tijdens de productie de spuitmond lijm lekt, kwijlt, de smelt overmatig ontleedt, het product van kleur verandert en het retourmateriaal te langzaam is, overweeg dan de juiste verlaging van de tegendruk.
Als je weinig gasbloemen, kleurmenging, krimp en grote veranderingen in productgrootte en -gewicht op het oppervlak van het product ziet, moet je de tegendruk verhogen. Je moet de tegendruk dus aanpassen aan de productiestatus en je eigen productie-ervaring. Hier ziet u hoe u de spuitgieten tegendruk.
Stel de minimale tegendrukwaarde in
Stel de tegendruk in op de minimumwaarde voordat u begint met het aanpassen van de tegendruk. Stel de tegendruk van de spuitgietmachine in op de minimumwaarde en open de matrijs voor injectie. Als het product geen duidelijke defecten vertoont, betekent dit dat de minimale tegendruk voldoende is.
Verhoog geleidelijk de tegendruk
Blijf de tegendruk verhogen vanaf de minimale tegendruk en het aantal geïnjecteerde producten zal blijven toenemen. Let goed op of er gebreken zoals deuken en bramen op het productoppervlak zitten en pas de tegendruk aan tot het productoppervlak glad en onberispelijk is.

Productprestaties testen
Als je klaar bent met het aanpassen van de tegendruk, wil je de prestaties van het product dat je maakt testen. Je wilt dingen testen zoals treksterkte, slijtvastheid, drukbestendigheid enzovoort. Als het product presteert zoals je wilt, ben je klaar met het aanpassen van de tegendruk.
De instelwaarde voor de tegendruk wijzigen
Begin bij het aanpassen van de tegendruk met een lage waarde en verhoog deze geleidelijk. Observeer de kwaliteitsveranderingen van het product na elke aanpassing totdat het de beste toestand heeft bereikt. Wanneer u de tegendruk instelt, moet u deze niet te hoog instellen om te voorkomen dat de kwaliteit van het product wordt beïnvloed.

Wanneer we spuitgieten, moeten we de veranderingen in de tegendrukwaarde in realtime observeren om deze op tijd aan te passen. Onder normale omstandigheden moet de tegendrukwaarde iets lager zijn dan de vooraf ingestelde waarde, zodat het uitlaatprincipe kan worden gevolgd. Als de tegendrukwaarde te hoog is, kan dit rimpels, schade en andere defecten aan het oppervlak van het onderdeel veroorzaken.
Als je dingen maakt, moet je de tegendruk steeds aanpassen omdat de temperatuur van het plastic, de mal en de kamertemperatuur steeds veranderen. Voordat je dingen gaat maken, moet je een tabel maken waarop staat wat de beste tegendruk is voor elk ding dat je gaat maken. Dan kun je naar de grafiek kijken en weten wat de beste tegendruk is.

Eerst moet je de relevante instellingsinterface voor tegendrukregeling vinden op de mens-machine interface van de spuitgietmachine en deze dan instellen. Bij het instellen moet je eerst begrijpen hoeveel tegendruk je nodig hebt, en je kunt het uitgebreid overwegen op basis van de vorm van het onderdeel en de kenmerken van het materiaal.
Pas de reactiesnelheid van de spuitgietmachine aan
Een andere belangrijke stap is het aanpassen van de reactiesnelheid. Wanneer je de tegendrukinstelling verandert, zal de machine enige vertraging hebben in hoe hij feitelijk werkt, wat direct van invloed is op hoe stabiel en nauwkeurig de tegendruk is. We moeten deze vertraging dus beperken door de reactiesnelheid van de besturing aan te passen.

Pas de tegendruk aan volgens het spuitgegoten onderdeel
Pas de tegendruk aan op basis van productdefecten: Als het product gebreken vertoont zoals bramen, poriën, kromtrekken en onvoldoende oppervlakteafwerking, kunnen deze worden verholpen door de tegendruk aan te passen. Over het algemeen kan het verhogen van de tegendrukwaarde oppervlaktedefecten oplossen, terwijl het verlagen van de tegendrukwaarde interne defecten kan oplossen.
Pas de tegendrukgrootte aan volgens de eigenschappen en vereisten van het spuitgietproduct: Over het algemeen, hoe groter de tegendruk van de spuitgietmachine, hoe beter de kwaliteit van het spuitgegoten product.

Maar een te hoge tegendruk leidt tot verminderde productie-efficiëntie en verspilling van grondstoffen. Daarom moet de tegendrukgrootte worden aangepast aan de specifieke situatie van het spuitgietproduct.
De tegendruk van de spuitgietmachine aanpassen
Hoe hoger de tegendruk van de spuitgietmachine, hoe hoger de tegendruk. Door de tegendruk van de spuitgietmachine aan te passen, kun je dus de tegendruk van de spuitgietmachine aanpassen.

Verander de tegendruksnelheid van de spuitgietmachine. Hoe hoger de tegendruksnelheid van de spuitgietmachine, hoe hoger de tegendruk. Dus door de tegendruksnelheid van de spuitgietmachine te veranderen, kun je de tegendruk van de spuitgietmachine aanpassen.
Bepaal de tegendrukgrootte volgens de kunststof
Kies de tegendrukgrootte op basis van het type kunststof: Verschillende kunststoffen hebben verschillende tegendrukvereisten. Over het algemeen hebben kunststoffen met een laag smeltpunt minder tegendruk nodig, terwijl kunststoffen met een hoog smeltpunt meer tegendruk nodig hebben.

Je moet dus de tegendruk aanpassen op basis van het specifieke type kunststof dat je gebruikt bij het spuitgieten.
Zo kom je erachter welke tegendruk je moet gebruiken op basis van het type en de kleur kunststof die je gebruikt: Verschillende soorten en kleuren kunststof hebben verschillende tegendrukinstellingen nodig.

Als je de tegendrukwaarde niet goed instelt, zal dit krimp, kromtrekken en andere problemen in je onderdeel veroorzaken. Als algemene regel geldt dat transparante of glanzende materialen hogere tegendrukwaarden hebben, terwijl niet-transparante of matte materialen lagere tegendrukwaarden nodig hebben.
Schimmeltemperatuur aanpassen
De matrijstemperatuur is een van de belangrijke factoren die de grootte van de tegendruk beïnvloeden. Wanneer je de tegendruk aanpast, kun je eerst de matrijstemperatuur aanpassen en vervolgens overeenkomstige wijzigingen aanbrengen op basis van het effect van de aangepaste tegendruk.

De drukinstelling van de spuitgietmachine aanpassen
De drukinstelling van de spuitgietmachine heeft ook invloed op de grootte van de tegendruk. In het algemeen geldt dat een hogere drukinstelling een hogere tegendruk vereist en een lagere drukinstelling een lagere tegendruk.

Bij het aanpassen van de tegendruk kunt u eerst de drukinstelling van de spuitgieten machine op de juiste manier en breng dan de nodige wijzigingen aan op basis van het effect van de aangepaste tegendruk. Bovendien beginnen spuitgietdrukinstellingen meestal met de injectie-eenheid en de drukinstellingen.
Wat zijn de voordelen van het goed afstellen van de tegendruk?
Het kan het gesmolten materiaal in het vat samenpersen, de dichtheid verhogen en de stabiliteit van het injectievolume, het productgewicht en de grootte verbeteren.

Het kan het gas in het gesmolten materiaal "uitpersen", de gasbloemen en interne bellen op het oppervlak van het product verminderen en de uniformiteit van glans verbeteren. Vertraag de terugtreksnelheid van de schroef om het gesmolten materiaal in het vat volledig te plastificeren, de uniformiteit van het mengen van kleurpoeder, masterbatch en gesmolten materiaal te verhogen en het fenomeen van "gemengde kleur" in het product te voorkomen.
Vertraag de terugtreksnelheid van de schroef om het gesmolten materiaal in het vat volledig te plastificeren, de uniformiteit van het mengen van het kleurpoeder, de masterbatch en het gesmolten materiaal te verhogen en het fenomeen van "gemengde kleur" in het product te voorkomen.

Door de tegendruk goed te verhogen kan de krimp van het productoppervlak en de lijmstroom rond het product worden verbeterd.
Het kan de temperatuur van het gesmolten materiaal verhogen, de plastificeerkwaliteit van het gesmolten materiaal verbeteren, de vloeibaarheid van het gesmolten materiaal verbeteren bij het vullen van de mal en er is geen koudelijmspoor op het oppervlak van het product.

Het is goed om het gas uit het vat te halen en de gasbloemen en bellen op het oppervlak van het product te verminderen; vertraag de terugtreksnelheid van de schroef om het gesmolten materiaal in het vat volledig te plastificeren;
Verhoog de tegendruk om de krimp van het productoppervlak te verbeteren (van toepassing op mallen en producten zonder sequentiële klepafsluiters) .

Het kan het gesmolten materiaal opwarmen, het gesmolten materiaal smeltender maken en het gesmolten materiaal beter laten vloeien wanneer het in de mal gaat.
Conclusie
Kortom, het correct aanpassen van de tegendruk van de spuitgietmachines kan de spuitgietkwaliteit en de productie-efficiëntie verbeteren en het uitvalpercentage en de productiekosten verlagen.

Tijdens de spuitgieten productieproces, moeten we ons aanpassen aan de specifieke situatie en de beste methode voor het aanpassen van de tegendruk vinden om het beste spuitgieteffect te bereiken.







