 Overslaan naar inhoud
Overslaan naar inhoud 

Spuitgieten is een van de belangrijkste productieprocessen voor kunststof producten en wordt veel gebruikt in de auto-industrie, elektronica, huishoudelijke apparaten, speelgoed en andere industrieën. Hoewel de technologie zeer volwassen is, treden er soms kwaliteitsproblemen op tijdens het productieproces, zoals het wit worden van het productoppervlak. Het witter worden van het oppervlak heeft niet alleen invloed op het uiterlijk, maar ook op de productprestaties en vermindert de productiecapaciteit. Daarom is het belangrijk om dit probleem op te lossen, omdat het de productkwaliteit en de productie-efficiëntie belemmert.

Oorzaken van wit worden in spuitgietproducten
De mate van witheid hangt af van het materiaal dat gebruikt wordt bij het spuitgieten, de structuur van specifieke matrijzen, de parameters van het proces, specifieke behandelingen voor de gemaakte producten en de omstandigheden in de productieruimte. Voor deze aspecten geven we hieronder een aparte analyse.
Materiaalkeuze
De keuze van het spuitgietmateriaal heeft een grote invloed op de oppervlaktekwaliteit van spuitgegoten producten. Daarom vertonen verschillende soorten kunststof unieke fysische en chemische eigenschappen tijdens het spuitgietproces, die op hun beurt de oppervlakteafwerking van het eindproduct beïnvloeden.
1. Materiaaleigenschappen

Sommige kunststoffen, zoals polystyreen (PS), polypropyleen (PP) en polyvinylchloride (PVC), produceren bij verhitting gassen of resten die na stolling op het oppervlak van het product achterblijven en witte vlekken vormen. Daarnaast kunnen bepaalde vulstoffen en witmakers die bij de productie worden gebruikt ook witmakers veroorzaken. Het gebruik van titaniumdioxide kan bijvoorbeeld de witheid van het product vergroten, maar door verkeerd gebruik kan er witte aanslag op het oppervlak ontstaan.
2. Materiaal mengen
Het is ook belangrijk op te merken dat wanneer er verschillende materialen gemengd worden voor het spuitgieten, de incompatibiliteit tussen deze materialen fasescheiding kan veroorzaken, wat kan leiden tot het wit worden van het oppervlak. Als er bijvoorbeeld verschillende soorten kunststof worden gebruikt, hebben de verschillende materialen verschillende smeltpunten en vloei-eigenschappen, waardoor ze van elkaar scheiden tijdens het afkoelen en er witte vlekken ontstaan. De oplossing is om compatibele materialen te gebruiken of geschikte compatibilisatoren aan het mengsel toe te voegen om de kans op dergelijke gebeurtenissen te verkleinen.

3. Gebruik van gerecycled materiaal
Gerecycled materiaal gebruiken in spuitgietproductie kan op inkoopkosten besparen. Bij gebruik van gerecyclede materialen kunnen de materialen echter onzuiverheden of andere afbraakproducten bevatten, waardoor de oppervlaktekwaliteit kan veranderen en het oppervlak witter kan worden. Daarom moet het aandeel gerecyclede materialen strikt worden beperkt en moeten ze grondig worden gereinigd en gescreend voor gebruik.

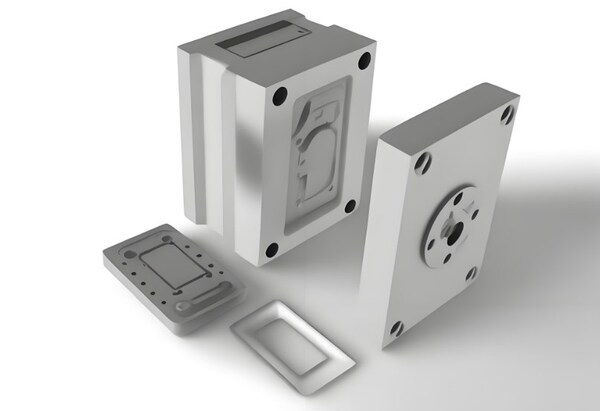
Vormontwerp
Het matrijsontwerp is een onmisbare stap die een directe invloed heeft op de oppervlaktekwaliteit van spuitgietproducten. Het wit worden van het oppervlak van het onderdeel wordt ook veroorzaakt door een onredelijk matrijsontwerp.
1. Oppervlaktebehandeling van de mal
De afwerking en oppervlaktebehandeling van het matrijsoppervlak beïnvloeden de afwerking van het eindproduct. Als er krassen, deuken, vuil enz. op het matrijsoppervlak zitten, zal het product de impact van deze defecten voelen tijdens het spuitgieten, wat resulteert in een oneffen oppervlak en wittere plekken. Het wordt aanbevolen om de matrijs goed schoon te maken en te polijsten.
2. Poortontwerp
De poort is de ingang voor kunststof om de matrijs binnen te gaan en bepaalt in grote mate de vormkwaliteit. Een onredelijk poortontwerp beïnvloedt ook de verdeling van de kunststofstroom, veroorzaakt spanningsconcentratie en kan oppervlaktewittering veroorzaken. Door het poortontwerp te optimaliseren zodat de kunststof gelijkmatig stroomt, kan het fenomeen wit worden verminderd worden.
3. Ontwerp koelsysteem
Het ontwerp van het koelsysteem beïnvloedt de temperatuurregeling van de matrijs. Als de matrijs niet gelijkmatig wordt gekoeld, zal het kunststof op verschillende snelheden afkoelen, inwendige spanning veroorzaken en het oppervlak wit doen uitslaan. Ongelijkmatige koeling kan geminimaliseerd worden door een redelijk ontwerp van het koelsysteem.

4. Ventilatie Ontwerp
Lucht en andere gassen moeten worden afgevoerd tijdens het spuitgieten, anders vormt zich tijdens het productieproces sediment of witte vlekken op het oppervlak van het product. Een onredelijk ontwerp van de uitlaatpoort en onvoldoende uitlaatgaten veroorzaken gasretentie en beïnvloeden de oppervlaktekwaliteit. Door het ontwerp van de uitlaatpoort te optimaliseren om een soepele uitlaat te garanderen, kunnen witte vlekken worden verminderd.

Procesparameters
Alle besturingsfactoren die gebruikt worden bij het spuitgieten, zoals temperatuur, injectiesnelheid, druk en tijd, bepalen mede de kwaliteit van het product. Onjuist ingestelde parameters beïnvloeden het systeem en zorgen ervoor dat het oppervlak wit wordt.
1. Temperatuurregeling
Temperatuurbeheer is erg belangrijk tijdens de spuitgietproces. Als de temperatuur te hoog is, zal het gebruikte plastic ontleden en gas of resten produceren, waardoor het oppervlak witter wordt. Aan de andere kant kan een te lage temperatuur de stroomsnelheid van het plastic verminderen en afkoelsporen veroorzaken. Nauwkeurige regeling van de vat- en matrijstemperatuur kan het wit worden verminderen.
2. Drukregeling
Defecten aan het oppervlak van het spuitgietproduct hangen ook af van de injectiedruk en de houddruk. Een zeer hoge injectiedruk kan leiden tot overvulling van de matrijs, ontwikkeling van interne spanningen en daardoor wit worden. Door de injectiedruk op een geschikt niveau te brengen en te houden, kan de oppervlaktekwaliteit worden verbeterd.
3. Tijdscontrole
De injectietijd, wachttijd en koeltijd moeten optimaal worden gehouden. Een korte injectietijd leidt tot onvoldoende vulling van het kunststofmateriaal in de matrijsholte, met verschillende vormen van defecten tot gevolg. Een korte wachttijd leidt tot krimp en wit worden van het product. Daarom helpt een nauwkeurige regeling van de injectietijd, wachttijd en afkoeltijd de oppervlaktekwaliteit te verbeteren.

Methoden voor nabehandeling
Een andere factor die de oppervlaktekwaliteit van spuitgietproducten bepaalt, zijn de nabehandelingsmethoden van spuitgietproducten. Een van de nadelen die kan worden waargenomen als de juiste nabehandeling niet wordt gevolgd, is het witter worden van het oppervlak.
1. Oppervlaktebehandeling
Sommige spuitgegoten producten kunnen verkocht worden door ze gewoon uit de mal te halen, terwijl andere na het gieten geverfd of gegalvaniseerd moeten worden. Als de oppervlaktebehandeling niet goed is, wordt het oppervlak wit. Teveel of ongelijkmatig verven veroorzaakt bijvoorbeeld wit worden. Het optimaliseren van het oppervlaktebehandelingsproces kan de oppervlaktekwaliteit verbeteren.
2. Reiniging en verpakking
Sommige spuitgietproducten moeten na het gieten gereinigd en verpakt worden. Als het oppervlak niet grondig wordt gereinigd, zal achtergebleven reinigingsvloeistof of vocht ervoor zorgen dat het oppervlak wit wordt; een onjuiste verpakking kan ervoor zorgen dat de oppervlakken tegen elkaar wrijven, waardoor het oppervlak wit wordt. Het verbeteren van het reinigings- en verpakkingsproces kan het wit worden verminderen.
Omgevingsfactoren
De componenten die van invloed zijn op de spuitgietcomponent zijn onder andere omgevingsfactoren, die ook het oppervlaktetype van spuitgegoten producten kunnen beïnvloeden. Als de luchtvochtigheid in de productiewerkplaats bijvoorbeeld relatief hoog is, kan vocht condenseren op het oppervlak van het product, waardoor witte vlekken ontstaan en het product witter wordt, en stof en verontreinigende stoffen in de lucht kunnen zich hechten aan het oppervlak van het product, waardoor het product wit wordt. Door de productieomgeving te verbeteren en de vochtigheid en netheid van de werkplaats te controleren, kan het probleem van witte vlekken worden verminderd.

Oplossingen voor het bleken van spuitgegoten producten
Nu we de oorzaken van het wit worden van spuitgietproducten hebben begrepen, bespreken we enkele oplossingen voor dit probleem.
Kies geschikte materialen
Het kiezen van de juiste materialen kan helpen om het probleem van wit worden van spuitgegoten producten aan te pakken. Kies materialen die bestand zijn tegen hitte en een hoog ontledingspunt hebben voor de kunststoffen. Gebruik daarnaast geen materialen die fasescheiding vertonen; als het gecombineerde materiaal wordt gebruikt, gebruik dan compatibele vulstoffen.

1. Selecteer materialen van hoge kwaliteit
Voor het spuitgieten worden de grondstoffen geïnspecteerd en worden hoogwaardige grondstoffen geselecteerd om ze vrij van vervuiling, uniform en consistent te maken. Hoogwaardige materialen zijn niet gemakkelijk af te breken of resten achter te laten tijdens de verwerking, wat het optreden van whitening tot op zekere hoogte kan voorkomen.
2. Controle aandeel gerecycled materiaal
Zorg ervoor dat het gebruik van gerecycled materiaal beperkt blijft tot een bepaald percentage en dat de materialen voor gebruik worden gereinigd en gescreend om onzuiverheden en afbraakproducten te minimaliseren. Dit kan ook helpen om de effecten van het gerecyclede materiaal op de oppervlakteafwerking van het te produceren product te minimaliseren.

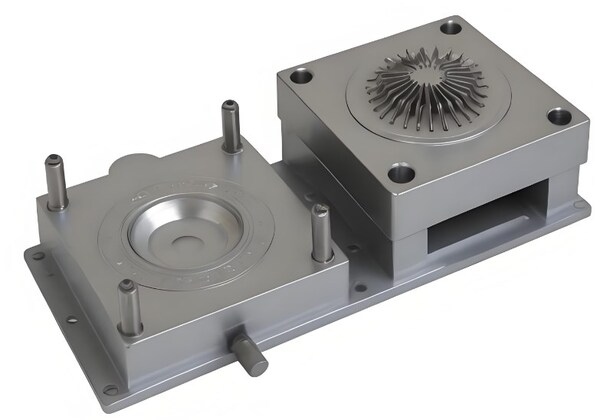
Vormontwerp verbeteren
Het verbeteren van de kwaliteit van het matrijsontwerp kan ook witte vlekken verminderen. Om het matrijsoppervlak glad te houden, moet het regelmatig worden schoongemaakt en gepolijst, moet ervoor worden gezorgd dat het poortontwerp redelijk is en dat het plastic gelijkmatig wordt verdeeld. Het koelsysteem moet ook zo worden ontworpen dat het gelijkmatig kan koelen.
1. Oppervlaktebehandeling van de mal
Reinig en polijst de mal regelmatig voor een glad oppervlak en om spuitgieten defecten die wit worden veroorzaken. Ervoor zorgen dat matrijsmaterialen en oppervlaktecoatings aan hoge normen voldoen om de duurzaamheid van de matrijs en de afwerking van het productoppervlak te verbeteren.
2. Gate-ontwerp optimaliseren
Het poortontwerp moet ervoor zorgen dat de kunststof gelijkmatig wordt verdeeld zonder spanningsconcentratie. De positie en het aantal openingen moeten redelijk bepaald worden op basis van de vorm, wanddikte en grootte van het product om wit worden door overvulling te voorkomen.
3. Koelsysteem verbeteren
Zorg voor een goed ontwerp van het koelsysteem van de mal om een goede stolling te krijgen en interne spanningen te minimaliseren. Gebruik meertraps koelcircuits of systemen met variabele temperatuurregeling om het effect van het koelproces te verbeteren en het wit worden te verminderen.
4. Ventilatiesysteem verbeteren
Verminder de bellen en witte vlekken door het ontwerp van de matrijsventilatie te verbeteren voor een betere gasventilatie. Het aantal afzuiggaten vergroten is een haalbare methode, of er kan gebruik worden gemaakt van micro-afzuigtechnologie om de efficiëntie van de afzuiging te verbeteren.

Procesparameters optimaliseren
Wit worden kan ook worden voorkomen door procesfactoren en controlestrategieën nauwkeurig aan te passen. Regel de vat- en matrijstemperatuur van de spuitgietmachine nauwkeurig om ervoor te zorgen dat de kunststof bij de juiste temperatuur wordt gevormd, pas de injectie- en houddruk aan om inwendige spanning te voorkomen en regel de injectie-, houd- en koeltijd aan de hand van het vormproces.

1. Temperatuurregeling
Regel de temperatuur van het vat, de matrijs en het materiaal nauwkeurig om ervoor te zorgen dat het plastic op de ideale temperatuur wordt gegoten. Om de temperatuur beter te regelen, kan een complex temperatuurregelsysteem worden gebruikt, zoals een PID-regelaar.
2. Drukregeling
Stel de injectiedruk in op een geschikte waarde en pas de houddruk aan om inwendige spanning te voorkomen. Om de oppervlaktekwaliteit van het product te verbeteren, moet je druksensoren en regelaars gebruiken om de injectiedruk in realtime te regelen en de injectiedruk effectief te controleren.
3. Tijdscontrole
De injectie-, wacht- en koeltijden goed regelen om uniform gieten te garanderen. Gebruik geautomatiseerde regelsystemen om elke tijdparameter nauwkeurig te regelen, wat de productie-efficiëntie en productkwaliteit verbetert.

Methoden voor nabehandeling verbeteren
Het verhogen van de efficiëntie van nabehandelingsmethoden kan blijven bijdragen tot een verdere afname van de witheid. Verbeter de verf- of galvanisatiesystemen om alle spuitgietonderdelen even goed te bedekken; verbeter de reinigings- en verpakkingsmethoden om het wrijvingseffect en externe agressie te verminderen.

1. Oppervlaktebehandelingsprocessen optimaliseren
Tijdens de oppervlaktebehandeling moeten de procesparameters gematigd worden gewijzigd. Zorg er bij het verven bijvoorbeeld voor dat de hoeveelheid product en de toepassing ervan goed in de gaten worden gehouden, zodat er geen wittere plekken ontstaan, want te veel of ongelijk aangebrachte verf kan hiertoe leiden.
2. Reinigings- en verpakkingsprocessen verbeteren
Reinig de producten grondig na het gieten om resten van reinigingsmiddelen en vocht te verwijderen. Gebruik geschikte verpakkingsmaterialen en -methoden om wrijving en verontreiniging tijdens transport en opslag te voorkomen.
Productieomgeving verbeteren
Verbeter de productieomgeving en controleer de relatieve vochtigheid en de sanitaire omstandigheden in de werkplaats. Gebruik stofzuigers en ontvochtigers om ervoor te zorgen dat de werkplaats schoon en droog is om de invloed van vocht en verontreinigingen op contactoppervlakken te beperken.

Conclusie
Dit artikel is bedoeld om vakmensen uit de industrie te helpen het probleem van het wit worden van spuitgietproducten op te lossen en bij te dragen aan de ontwikkeling van de industrie. Het bleken van spuitgietproducten is een complex probleem dat wordt beïnvloed door materialen, matrijsontwerp, procesomstandigheden, nabewerking en het milieu. Door de oorzaken te begrijpen en passende oplossingen te implementeren, kan de kunststof spuitgieten proces kan worden geanalyseerd en geoptimaliseerd om de kwaliteit van het eindproduct en de productiesnelheid te verbeteren.







