 Overslaan naar inhoud
Overslaan naar inhoud 
Aangepaste Liquid Silicone Rubber (LSR) spuitgieten service
Ontdek geavanceerd spuitgieten van vloeibaar siliconenrubber voor nauwkeurige, duurzame producten. Verbeter uw productie met innovatieve oplossingen van Zetar Mold.

De complete gids voor vloeibaar siliconenrubber (LSR) spuitgieten
Wat is spuitgieten van vloeibaar siliconenrubber (LSR)?
Liquid Silicone Rubber Injection Molding, vaak afgekort als LSR Molding of LIM (Liquid Injection Molding), is een productieproces dat wordt gebruikt om duurzame, flexibele en zeer nauwkeurige onderdelen te maken van vloeibaar siliconenrubber.
In de kern is het een thermohardend proces. Dit onderscheidt het fundamenteel van thermoplastisch spuitgieten. Terwijl thermoplasten verwarmd worden tot ze gesmolten zijn, in een koele mal geïnjecteerd worden om te stollen en opnieuw gesmolten kunnen worden, werken thermoharders omgekeerd. Bij LSR spuitgieten wordt een vloeibaar mengsel uit twee delen gemengd en vervolgens in een verwarmde mal gespoten. De warmte veroorzaakt een onomkeerbare chemische reactie die uitharding of vulkanisatie wordt genoemd en die de vloeistof verandert in een vast, stabiel en elastisch rubber onderdeel.
Wat zijn de classificaties en typen van LSR?
LSR is geen pasklaar materiaal. Het is verkrijgbaar in tal van kwaliteiten en kan worden verwerkt met behulp van verschillende geavanceerde technieken, waardoor een hoge mate van maatwerk mogelijk is.
1. Indeling naar materiaalklasse:
① Grade voor algemeen gebruik: Een standaardformulering met een goede balans van fysische eigenschappen voor een breed scala aan industriële afdichtingen, pakkingen en consumentenproducten.
Medische kwaliteit: Deze kwaliteiten zijn biocompatibel en voldoen aan strenge normen zoals USP Class VI en ISO 10993. Ze worden gebruikt voor ademhalingsmaskers, chirurgische instrumenten, afdichtingen voor medische apparatuur en kortetermijnimplantaten.
Voedselkwaliteit: Voldoet aan de FDA-voorschriften (bijv. 21 CFR 177.2600) voor gebruik in artikelen die in contact komen met voedingsmiddelen, zoals bakvormen, spenen voor zuigflessen en keukengerei.
Optische graad: Deze kwaliteit wordt gekenmerkt door een hoge transparantie en lichttransmissie en is ideaal voor de productie van lenzen, lichtgeleiders en afdekkingen voor LED's en sensoren waarbij optische helderheid van het grootste belang is.

Geleidende kwaliteit: Door er geleidende vulstoffen zoals roet in te verwerken, kunnen deze LSR's worden gebruikt voor toepassingen die elektrische geleiding vereisen, zoals EMI/RFI afschermende pakkingen, geleidende pads en elektrische connectoren.
Zelfsmerende graad: Dit materiaal geeft na verloop van tijd een kleine hoeveelheid siliconenolie af aan het oppervlak, waardoor de wrijvingscoëfficiënt daalt. Het is perfect voor het maken van wrijvingsarme afdichtingen, O-ringen en verbindingsafdichtingen die gemakkelijk gemonteerd moeten kunnen worden.
Fluorsilicone (F-LSR): Biedt verbeterde weerstand tegen apolaire oplosmiddelen, brandstoffen, oliën en agressieve chemicaliën, waardoor het een keuze bij uitstek is voor afdichtingen in de auto- en luchtvaartindustrie die worden blootgesteld aan agressieve vloeistoffen.
2. Classificatie door procesvariatie:
Standaard LSR vormgeven: Het fundamentele proces voor het maken van een LSR-onderdeel van één materiaal.
LSR Overmolding (2-shot molding): Een proces in meerdere stappen waarbij LSR over een voorgevormd substraat wordt gegoten. Dit kan zijn:
- LSR op thermoplast: Een kunststof onderdeel (bijv. PBT, nylon) wordt in een tweede matrijs geplaatst en er wordt LSR omheen gespoten om een geïntegreerd onderdeel te maken met zowel harde als zachte eigenschappen (bijv. een waterdichte behuizing met een ingebouwde afdichting).
- LSR op metaal: LSR wordt over een metalen onderdeel gegoten (bv. roestvrij staal, aluminium) om handgrepen, isolatoren of trillingsdempende onderdelen te maken.
Microvormen met LSR: Een uiterst precieze versie van het proces dat wordt gebruikt om onderdelen te maken met microschalen of gewichten van minder dan een gram, vaak gebruikt in medische apparatuur en micro-elektronica.

Wat zijn de typische toepassingsscenario's voor LSR?
De unieke eigenschappen van LSR maken het het materiaal bij uitstek in toepassingen waar prestaties en betrouwbaarheid onontbeerlijk zijn.
1. Medisch en gezondheidszorg:
Door zijn superieure biocompatibiliteit, steriliseerbaarheid en inertie is LSR alomtegenwoordig in de medische sector.
Voorbeelden: Ademhalingsmaskers, flexibele afdichtingen voor apparaten voor medicijntoediening, spuitstoppen, katheters, kleponderdelen voor vloeistofbeheersystemen en zachte, buigzame onderdelen voor chirurgisch gereedschap.
2. Auto-industrie:
De auto-industrie vraagt om weerstand tegen extreme temperaturen, trillingen en vloeistoffen.
Voorbeelden: Connectorafdichtingen voor kabelbomen, pakkingen voor motor- en transmissieonderdelen, beschermhoezen voor sensoren, trillingsdempers en flexibele membranen voor drukregelsystemen.
3. Consumentengoederen en elektronica:
LSR is waterdicht, duurzaam en voelt zacht aan.
Voorbeelden: Afdichtingen en pakkingen voor smartwatches en robuuste telefoons, soft-touch knoppen op afstandsbedieningen, flexibele toetsenborden, fopspenen en spenen voor baby's en hoogwaardig keukengerei zoals spatels en bakvormen.
4. Industriële toepassingen:
In veeleisende industriële omgevingen biedt LSR langdurige stabiliteit en afdichtingsprestaties.
Voorbeelden: Pakkingen voor LED-verlichtingsarmaturen voor buiten, afdichtingen voor industriële pompen, membranen voor drukkleppen en beschermkappen voor gevoelige apparatuur.

Wat zijn de voordelen van LSR spuitgieten?
1. Hoge nauwkeurigheid en ontwerpvrijheid: Door de lage viscositeit van vloeibare siliconen kan het gemakkelijk in dunne wanden vloeien en ingewikkelde, complexe matrijsholtes vullen, waardoor zeer gedetailleerde onderdelen kunnen worden gemaakt die met andere elastomeren onmogelijk zouden zijn.
2. Superieure materiaaleigenschappen: LSR biedt een ongeëvenaarde combinatie van eigenschappen:
Biocompatibiliteit: Inherent inert en hypoallergeen.
Temperatuurbestendigheid: Stabiel over een breed temperatuurbereik, meestal van -50°C tot +200°C, met speciale kwaliteiten die nog verder gaan.

Chemische en UV-stabiliteit: Bestand tegen water, ozon, UV-straling en een breed scala aan chemicaliën.
Lage compressie set: Onderdelen nemen hun oorspronkelijke vorm weer aan na langdurige compressie, waardoor ze uitstekend geschikt zijn voor afdichtingen en pakkingen.
⑤ Elektrische isolatie: Heeft een hoge diëlektrische sterkte.
3. Automatisering met hoge volumes en snelle cyclustijden: Het proces is in hoge mate geautomatiseerd. De uithardingstijden zijn zeer snel, vaak tussen de 20 en 60 seconden, wat een efficiënte productie op grote schaal met minimale arbeid mogelijk maakt.
4. Schoon en afvalvrij proces: Het gesloten lussysteem, van materiaalemmers tot de afgesloten matrijs, minimaliseert de blootstelling aan verontreinigingen. Dit is essentieel voor medische en food-grade toepassingen. Bovendien zorgen de precieze "flashless" giettechnieken voor aanzienlijk minder materiaalafval en nabewerkingsstappen.
Wat zijn de nadelen van LSR spuitgieten?
1. Hoge initiële investering: LSR-mallen vereisen extreem nauwe toleranties en speciale functies (zoals cold runnersystemen) om het materiaal met lage viscositeit te kunnen verwerken. Zowel het gereedschap als de gespecialiseerde spuitgietmachines vertegenwoordigen een aanzienlijke initiële kapitaaluitgave.
2. Hogere materiaalkosten: Per kilogram is LSR over het algemeen duurder dan veel gangbare thermoplasten en sommige synthetische rubbers. Dit kan echter worden gecompenseerd door snellere cyclustijden en lagere arbeidskosten bij de productie van grote volumes.
3. Thermohardende aard: Als thermohardend materiaal kan LSR niet worden omgesmolten en gerecycled op dezelfde manier als thermoplasten. Hoewel schroot kan worden vermalen en gebruikt als vulmiddel in sommige toepassingen, is het geen gesloten recyclingproces.
4. Complexiteit van de tooling: Het ontwerpen en maken van LSR-mallen is complexer dan voor thermoplasten. Ze moeten bestand zijn tegen hoge temperaturen terwijl het materiaaltoevoersysteem koel moet blijven en ze moeten uitzonderlijk goed afdichten om flash te voorkomen.
Hoe verhoudt LSR spuitgieten zich tot andere processen?
versus thermoplastisch spuitgieten:
Het belangrijkste verschil is dat tussen thermoharders en thermoplasten. LSR heeft te maken met een chemische uithardingsreactie in een hete mal, terwijl thermoplasten smelten en stollen in een koele mal. LSR-onderdelen zijn flexibel en temperatuurbestendig, terwijl thermoplasten stijf en sterk zijn.
versus persen (met HCR):
Bij persgieten wordt meestal High Consistency Rubber (HCR) gebruikt, een kleiachtige vaste stof. Het is een langzamer, arbeidsintensiever proces met minder nauwkeurige materiaalcontrole, wat leidt tot meer materiaalverspilling en meer flash. LSR molding is geautomatiseerd, sneller, schoner en beter geschikt voor complexe geometrieën en productie in grote volumes.
Vloeibaar Siliconenrubber (LSR) Spuitgieten
Ontdek onze uitgebreide gids over spuitgieten van vloeibaar siliconenrubber (LSR). Leer meer over het kernproces, de materialen, de voordelen, de belangrijkste toepassingen in de medische sector en de auto-industrie, en de best practices van experts op het gebied van ontwerp.

De complete gids voor vloeibaar siliconenrubber (LSR) spuitgieten
Wat zijn de belangrijkste kenmerken en eigenschappen van LSR?
Inzicht in deze eigenschappen is de sleutel tot het kiezen van de juiste LSR-kwaliteit voor jouw toepassing.
| Eigendom | Beschrijving en betekenis | Typisch bereik/waarde |
|---|---|---|
| Hardheid (Durometer) | Meet de weerstand van het materiaal tegen indrukken, wat de zachtheid of stevigheid aangeeft. Kust A is de standaardschaal voor flexibele rubbers. | 5 tot 80 Shore A |
| Treksterkte | De maximale spanning die een materiaal kan weerstaan wanneer er aan getrokken of uitgerekt wordt voordat het breekt. Gemeten in megapascal (MPa). | 5 - 11 MPa |
| Rek bij breuk | De procentuele toename in lengte die een materiaal kan bereiken voordat het breekt. Het geeft de flexibiliteit en rekbaarheid van het materiaal aan. | 200% – 900% |
| Scheursterkte | Meet de weerstand van het materiaal tegen de voortplanting van een scheur. Cruciaal voor onderdelen die tijdens het gebruik kunnen worden gekerfd of gesneden. | 20 - 50 kN/m |
| Compressieset | Het percentage permanente vervorming dat overblijft nadat een materiaal gedurende een bepaalde tijd bij een specifieke temperatuur is samengedrukt. Een lage waarde is essentieel voor afdichtingen. | 10% - 25% (bij 150°C gedurende 22 uur) |
| Bedrijfstemperatuur | Het temperatuurbereik waarbinnen het materiaal zijn belangrijkste eigenschappen behoudt zonder te degraderen. | -50°C tot 200°C (-60°F tot 390°F) |
| Diëlektrische sterkte | Het vermogen van het materiaal om op te treden als een elektrische isolator, gemeten als de maximale spanning die het kan weerstaan voordat het defect raakt. | ~20 kV/mm |
Wat is het kernproces van LSR-spuitgieten?
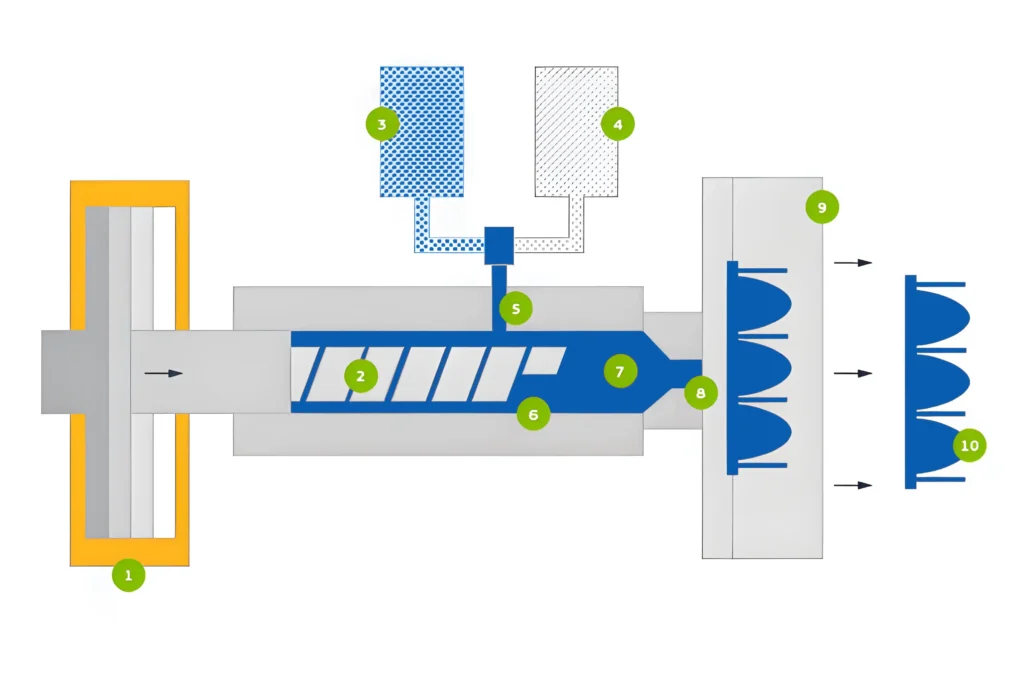
Het LSR spuitgietproces is een symfonie van precisie en controle. Hier volgt een stapsgewijs overzicht van de workflow:
1. Materiaallevering: Het proces begint met twee aparte containers, meestal 20-liter emmers of 200-liter vaten, met daarin deel A en deel B van de vloeibare siliconen.
2. Doseren en doseren: Een gespecialiseerde doseerunit op de spuitgietmachine gebruikt pompen om de A- en B-componenten in een nauwkeurige volumeverhouding van 1:1 uit hun houders te halen. Als er kleur nodig is, wordt een derde stroom kleurpasta nauwkeurig in het systeem gedoseerd.
3. Mengen: De A- en B-componenten (en eventuele kleurstoffen) worden in een statische mixer. Dit apparaat bevat een reeks spiraalvormige elementen die de materiaalstromen herhaaldelijk verdelen en weer samenvoegen, waardoor een perfect homogeen mengsel ontstaat zonder warmte of lucht toe te voeren.
4. Injectie: De gemengde, nog niet uitgeharde LSR wordt in het injectievat gevoerd, dat watergekoeld is om voortijdige uitharding te voorkomen. Een schroef of plunjer spuit dan een precieze hoeveelheid van het materiaal door een gekoeld mondstuk en runnersysteem in de verwarmde matrijsholtes.
5. Uitharden (vulkaniseren): De mal wordt verwarmd tot een temperatuur tussen 150°C en 200°C (300°F - 390°F). Deze intense hitte zet de platinakatalyse van de vernettingsreactie in gang. De vloeibare silicone verandert snel in een massief, elastisch rubber onderdeel in slechts 20-60 seconden.
6. Ontvouwen en uitwerpen: Na uitharding gaat de mal open. Door de flexibiliteit van LSR kunnen onderdelen vaak zelfs met ondersnijdingen worden verwijderd, soms met behulp van uitwerppennen of robotautomatisering. De volgende cyclus begint onmiddellijk.

Wat zijn de belangrijkste overwegingen bij het spuitgieten van LSR?
Succesvol LSR spuitgieten hangt af van zorgvuldige aandacht voor drie belangrijke aspecten: onderdeelontwerp, matrijsontwerp en materiaalselectie.
1. Ontwerpoverwegingen voor onderdelen:
Wanddikte: Streef naar een uniforme wanddikte voor een consistente uitharding en om zinkvlekken te voorkomen. Overgangen tussen verschillende diktes moeten geleidelijk verlopen.
Afscheidslijn: De plaats waar de twee helften van de mal samenkomen. De plaatsing is cruciaal voor de esthetiek, de werking van de mal en het voorkomen van uitvloeiing.
Ontluchting: Door de extreem lage viscositeit van LSR en de snelle injectiesnelheid kan lucht gemakkelijk worden ingesloten. Ventilatiegaatjes zijn kleine kanaaltjes (0,005 mm - 0,02 mm diep) die precies in de deellijn moeten worden gefreesd om lucht te laten ontsnappen, maar niet de siliconen.
Ontwerphoeken: Een lichte taps toelopende vorm (1-2 graden) op de verticale wanden wordt aanbevolen om het uitwerpen van onderdelen uit de mal te vergemakkelijken.
2. Overwegingen bij het vormontwerp:
Koudlopersysteem: In tegenstelling tot hotrunnersystemen voor thermoplasten, gebruiken LSR-mallen vaak een coldrunnersysteem. De kanalen die het materiaal naar de holtes brengen, worden koel gehouden om te voorkomen dat de LSR uithardt voordat het het onderdeel bereikt. Dit minimaliseert materiaalverspilling.
Gating: Het punt waar materiaal de caviteit binnenkomt. De locatie en grootte van de poort moeten geoptimaliseerd worden om een soepele, gelijkmatige vulling te garanderen en cosmetische onvolkomenheden op het uiteindelijke onderdeel te voorkomen.
Schimmelafdichting: De matrijshelften moeten perfect afdichten om te voorkomen dat de LSR met lage viscositeit ontsnapt, wat flash veroorzaakt. Dit vereist een uitzonderlijk nauwkeurige bewerking van de matrijsonderdelen.
3. Overwegingen bij de materiaalselectie:
Hardheid: Stem de durometer af op de behoefte aan flexibiliteit of stijfheid van de toepassing.
Milieu: Zal het deel aan chemische producten, UVlicht, of extreme temperaturen worden blootgesteld? Selecteer een standaard, fluorsilicone, of andere specialiteitrang dienovereenkomstig.
③ Regelgevende vereisten: Vereist de toepassing naleving van medische (USP klasse VI) of voedingsmiddelen (FDA) normen?

Wat zijn de best practices voor het ontwerpen van LSR-onderdelen?
Volg deze richtlijnen om onderdelen te maken die geoptimaliseerd zijn voor maakbaarheid en prestaties.
1. Handhaaf een uniforme wanddikte: De ideale wanddikte voor LSR-onderdelen ligt meestal tussen 0,5 mm en 3 mm. Uniformiteit voorkomt ongelijkmatige krimp en interne spanningen.
2. Gebruik royale stralen: Vermijd scherpe interne hoeken. Het toevoegen van een radius (minstens 0,5x de wanddikte) verbetert de materiaalstroom, vermindert spanningsconcentratie en verhoogt de scheursterkte van het onderdeel.
3. Plaats strategisch scheidingslijnen: Werk samen met je spuiter om de deellijn op een niet-kritisch of verborgen oppervlak te plaatsen om de esthetische impact te minimaliseren.
4. De flexibiliteit van LSR benutten voor ondersnijdingen: Eenvoudige ondersnijdingen kunnen vaak zonder complexe zijwaartse handelingen worden gevormd omdat het flexibele onderdeel uit de matrijs kan worden "gepeld". Bespreek complexe ontwerpen voor ondersnijdingen met uw spuitgieter om zeker te zijn van de haalbaarheid.
5. Ontwerp voor goede ventilatie: Bedenk bij het ontwerpen van het onderdeel waar de laatste vulpunten komen. Dit zijn natuurlijke locaties voor ventilatieopeningen.
6. Concept opnemen: Hoewel LSR flexibel is, vereenvoudigt een trekhoek van minstens 1 graad het uitwerpen, verkort het de cyclustijd en minimaliseert het de spanning op het onderdeel tijdens het verwijderen.
Wat zijn veelvoorkomende problemen bij het spuitgieten van LSR en wat zijn de oplossingen?
| Probleem | Beschrijving | Veel voorkomende oorzaken | Oplossingen |
|---|---|---|---|
| Flash | Een dunne, ongewenste LSR-film op het onderdeel langs de deellijn. | 1. Slechte afdichting van de matrijs. 2. Te hoge inspuitdruk/snelheid. 3. Onvoldoende klemkracht. | 1. De precisie van het matrijsgereedschap verbeteren. 2. Verlaag de inspuitdruk. 3. Het tonnage van de machineklem verhogen. |
| Luchtvallen | Luchtbellen of lege zakken in het onderdeel. | 1. Onvoldoende schimmelontluchting. 2. Turbulente materiaalstroming. 3. Opgesloten vocht. | 1. Voeg ventilatieopeningen toe of vergroot deze op de laatste vulpunten. 2. Optimaliseer de poortlocatie en de injectiesnelheid. 3. Zorg ervoor dat het materiaal droog is. |
| Kort schot | De matrijsholte is niet volledig gevuld, wat resulteert in een incompleet onderdeel. | 1. Onvoldoende materiaal geïnjecteerd. 2. Voortijdige uitharding. 3. Slechte ontluchting (tegendruk). | 1. Vergroot de schotgrootte. 2. Verlaag de matrijstemperatuur iets of verhoog de injectiesnelheid. 3. Verbeter de ontluchting. |
| Gootsteentekens | Depressies op het oppervlak, meestal tegenover dikke delen zoals ribben. | 1. Materiaalkrimp in dikke gebieden. 2. Onvoldoende pakkingdruk. | 1. Ontwerp uniforme wanddikte. 2. De verpakkingsfase optimaliseren. 3. Snijd dikke secties uit. |
| Falen van verlijming (overspuiten) | De LSR-laag komt los van het plastic of metalen substraat. | 1. 1. Chemisch op elkaar inwerkende materialen. 2. Oppervlaktevervuiling (oliën, schimmelafgifte). 3. Onvoldoende substraattemperatuur. | 1. Gebruik primers of oppervlaktebehandelingen (plasma/corona). 2. Zorg ervoor dat het substraat schoon is. 3. Gebruik compatibele materialen (bijv. PBT). |
Wat zijn de gerelateerde technologieën en concepten?
1. Upstream technologieën:
① Siliconechemie (additie uitharding vs. peroxide uitharding): LSR maakt gebruik van een platinakatalyse additie cure systeem. Dit proces is zeer schoon, snel en produceert geen bijproducten. Dit is superieur aan de peroxide-uithardingssystemen die gebruikt worden voor sommige HCR's, die residu's kunnen achterlaten en een grondiger na-uithardingsproces vereisen.
CAD/CAM: CAD-software (Computer-Aided Design) wordt gebruikt om het 3D-model van het onderdeel te ontwerpen. Computer-Aided Manufacturing (CAM) software vertaalt dit ontwerp vervolgens in instructies voor de machines die de matrijs gaan bouwen.
Mouldmaking (CNC & EDM): De zeer nauwkeurige stalen mallen voor LSR worden gemaakt met CNC (Computer Numerical Control) voor algemene vormgeving en EDM (Electrical Discharge Machining) voor het maken van fijne details, scherpe hoeken en complexe texturen die moeilijk te frezen zijn.
2. Downstreamprocessen:
Na uitharding: Hoewel LSR volledig uithardt in de matrijs, ondergaan sommige onderdelen, vooral voor medische toepassingen en toepassingen die in contact komen met voedsel, een stap na uitharding. Hierbij worden de onderdelen enkele uren in een oven verwarmd om eventuele resterende vluchtige organische stoffen (VOC's) te verdrijven en voor maximale stabiliteit en inertie te zorgen.
Cryogeen Ontvlammen: Voor toepassingen die perfecte, vliesvrije randen vereisen, kunnen onderdelen in vloeibare stikstof worden getrommeld. De extreme kou maakt de dunne uitsteeksels broos, waardoor ze netjes afbreken terwijl de behuizing van het onderdeel flexibel en onbeschadigd blijft.
Montage en automatisering: Afgewerkte LSR-onderdelen worden vaak geïntegreerd in grotere assemblages. Door de consistentie en precisie van spuitgieten zijn ze ideaal voor geautomatiseerde assemblagelijnen.
3. Alternatieve en aanverwante processen:
① Siliconen persen en spuitgieten: Deze processen maken gebruik van rubber met een hoge consistentie (HCR) en zijn beter geschikt voor de productie van kleinere volumes, eenvoudigere geometrieën of zeer grote onderdelen. Ze zijn over het algemeen langzamer en minder nauwkeurig dan LSR spuitgieten.
3D-printen met siliconen: Een opkomende technologie die het mogelijk maakt om snel prototypes te maken en zeer complexe, op maat gemaakte onderdelen te maken zonder gereedschap. Hoewel het op dit moment langzamer en duurder is voor massaproductie, is het een uitstekend hulpmiddel voor ontwerpvalidatie en productie in kleine aantallen.


Wat zijn de soorten spuitgietmatrijzen?
Belangrijkste punten – Spuitgietmatrijzen zijn er in verschillende hoofdtypen: enkelvoudige holte, meervoudige holte, familiegietvorm, stapelgietvorm en overmolding, elk geoptimaliseerd voor verschillende productievolumes en onderdeelvereisten. – Enkelvoudige holte matrijzen bieden de

Twee zwarte banden met blauwe velgen, één rechtop en één op zijn zij, op een grijze ondergrond.
Belangrijkste punten – 3D-printen maakt snelle productie van gietvormen en patronen voor metaalgieten mogelijk in dagen in plaats van weken, waardoor de doorlooptijd voor prototypes met 50–80% wordt verkort. – Veelgebruikte 3D-printmethoden

What Causes Injection Molding Warpage and How Can You Fix It?
Key Takeaways – Warpage occurs when differential shrinkage creates internal stresses that bend or twist a molded part after ejection. – The top causes include uneven cooling, inconsistent wall thickness,
Oplossingen voor optimalisatie Gratis
- Feedback over het ontwerp en optimalisatieoplossingen bieden
- Structuur optimaliseren en matrijskosten verlagen
- Eén-op-één praten met ingenieurs

