 Overslaan naar inhoud
Overslaan naar inhoud 

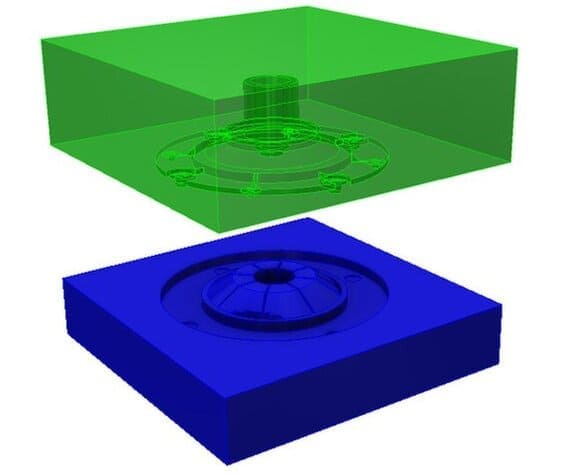
De kern en de holte zijn de twee helften van de matrijs waar het hete gesmolten kunststofmateriaal in de kern wordt geïnjecteerd en holte en de ruimte tussen de kern en de holte wordt gevuld met het hete gesmolten materiaal tijdens spuitgieten proces en vervolgens uitgehard tot de uiteindelijke vorm.
Het matrijsontwerp van de kern en de holte is cruciaal voor het goed gieten van het product. De kern is het verhoogde deel van de mal en de holte is het verzonken deel van de mal.
De holte en kern in een typische kunststof spuitgieten machine van een spuitgietmatrijs zijn de vormdelen van de matrijs en spelen een sleutelrol in de vorm van het spuitgietdeel.
Voor sommige complexe mallen worden de holtes of kernen vaak ingevoegd, d.w.z. een deel wordt uit de holte of kern verwijderd om een inlegstructuur te vormen.

Andere woorden voor kern en holte in spuitgieten
De mannelijke matrijs, d.w.z. de achterste matrijs, wordt ook wel de bovenste bolle matrijs genoemd (meestal de matrijskernplaat met een uitwerppen) en de vrouwelijke matrijs, d.w.z. de voorste matrijs, wordt ook wel de holle matrijs genoemd.
Een set van spuitgietmatrijzen Afhankelijk van hoe de mallen zijn geïnstalleerd, worden sommige mallen aan de bovenkant convex genoemd als ze convex zijn, en worden de mallen aan de onderkant concaaf genoemd als ze concaaf zijn.
Sommige worden convexe matrijzen genoemd als de bovenste matrijs concaaf is en de onderste matrijs concaaf; andere worden convexe matrijzen genoemd als de bovenste matrijs concaaf is en de onderste matrijs convex.
Dus hoe dan ook, de bolle mal wordt bolle mal genoemd, en de holle mal wordt holle mal genoemd.

Hoe maak je onderscheid tussen de kern en de holte van de mal?
Onderscheid maken op basis van vorm
Mallen worden ontworpen als mallen met twee platen of drie platen, afhankelijk van het type onderdeel dat gemaakt moet worden. De mal met twee platen heeft één dag licht nodig, terwijl de mal met drie platen twee dagen nodig heeft.
Kijk direct naar de holle en bolle vorm van de mal. Over het algemeen is de concave vorm de holte (er zijn geen uitwerppinnen), de convexe vorm is de kern (er is een uitwerpplaatpin).
De holtes en kernen in spuitgietmatrijzen worden over het algemeen concave en convexe mallen genoemd, waarbij de kernen en holtes zich in de vaste halve mal of de dynamische mal kunnen bevinden.
Met andere woorden, de holte en de kern kunnen in de vaste mal zitten, de holteplaat en de kern kunnen in de dynamische mal zitten, en de kern van de dynamische mal is de kern van het dynamische model, en de kern van de vaste mal is de kern van het vaste model.
Volgens de samenstelling van de structuur te onderscheiden
De holte is het werkende deel van het buitenoppervlak van het spuitgegoten kunststofdeel en kan op basis van zijn structuur worden onderverdeeld in twee categorieën: integraal en gecombineerd.
De holte en de kern zijn het productvormende deel van de mal, de holte en de kern worden respectievelijk op de A- en B-platen bevestigd en het deel in het midden van de kern en de holte wordt in het product gespoten nadat de mal is gesloten.

Soorten matrijsholten en -kernen
Op basis van hun structuur kunnen matrijsholten en -kernen worden onderverdeeld in twee types: integraal type en gecombineerd type.
Integraal type
Dit type holte is gemaakt van een heel stuk metaalmateriaal, zoals een rechte trekmatrijs. Het wordt gekenmerkt door een eenvoudige structuur, hoge sterkte, goede stijfheid, niet gemakkelijk te vervormen en geen spoor van stiksels in plastic onderdelen.
Type combinatie
Als de vorm van kunststof onderdelen complexer is, wordt de combinatieholte vaak gebruikt om de verwerkbaarheid te verbeteren, vervorming door warmtebehandeling te verminderen en kwaliteitsstaal te besparen. Er zijn meer structurele vormen van combinatieholtes.
Voor grote en complexe mallen worden de vier zijwanden en de bodem verwerkt, hittebehandeld, geslepen, gepolijst en in de malmantel geperst, de vier wanden worden verbonden in de vorm van grendels, om de binnenste verbindingen strak te maken.

De buitenkant van de verbinding moet worden overgelaten 0,3 ~ 0,4 mm kloof, in de vier hoeken van de ingebedde delen van de hoek radius R groter moet zijn dan de straal van de mal huls hoek.
Het gehele ingebedde wordt algemeen gebruikt in multi-holte vorm of vorm complexere plastic delen, zoals plastic toestellen, wordt het gehele tussenvoegsel algemeen gebruikt in koude uitdrijving, het elektrovormen of mechanische verwerking, en andere methodes van verwerking, en dan ingebed, is het niet alleen gemakkelijk te verwerken, en kan staal van uitstekende kwaliteit bewaren.

Berekening van holte- en kernafmetingen voor spuitgietmatrijzen
Berekening van de grootte van de holte
Berekening van de holtegrootte van de spuitgietvormrekening houdend met het gebruik van slijtage van de grootte van de grotere tolerantie om negatieve waarden te nemen.
Bij de berekening van de grootte van de holte, de selectie van kunststof krimpsnelheid is vaak niet gemakkelijk te kiezen zeer nauwkeurig, moet de grootte worden geselecteerd kleiner, waardoor er zo veel ruimte, of een grote schimmel zal worden geschrapt.
A = (A1 + A1Q - 0,75Z) + K
A - holte (groot uiteinde)
A1 - de overeenkomstige bovenmaat van het onderdeel
Q - krimpsnelheid
Z - onderdeeltolerantie
K - gegoten onderdeel

Berekening van de kerndiameter
Berekening van de kerndiameter, rekening houdend met het feit dat de grootte kleiner wordt na gebruik en slijtage, wordt de tolerantie als een positieve waarde genomen.
Bij de berekening van de kerndiameter moet de grootte groter worden gekozen, zodat er een marge voor verkleining overblijft om te corrigeren.
B=(B1+B1Q+0,75Z)-K
B - kerndiameter (klein uiteinde)
B1 - de overeenkomstige ondergrensgrootte van het onderdeel
Q - krimpsnelheid
Z - onderdeeltolerantie
K - gegoten onderdeel
Berekening van holte- en kerndiepteafmetingen van spuitgietmatrijzen
Berekening van de afmetingen van de holtediepte
Bij de berekening van de holte-dieptemaat moet de maat kleiner worden gekozen, zodat er ruimte overblijft voor verdieping, om de diepte van de mal aan te passen.
C = (C1 + C1Q - 0,75Z) + K
C - de werkelijke grootte van de diepte van de holte
C1 - de overeenkomstige bovenmaat van het onderdeel
Q - krimpsnelheid
Z - tolerantie van het onderdeel
K - gegoten onderdeel
Berekening van kernhoogte
Bij het berekenen van de hoogte van de kern moet de maat groter worden gekozen om ruimte te laten voor het inkorten om de lengte van de kern aan te passen.
D=(D1+D1Q+0,75Z)-K
D - de werkelijke grootte van de hoogte van de kern
D1 - de overeenkomstige ondergrensgrootte van het onderdeel
Q - krimpsnelheid
Z - tolerantie van het onderdeel
K - gegoten onderdeel

Selectie van matrijsholten en kernstaal
Afhankelijk van het type kunststof spuitgieten, de vorm van het product, maatnauwkeurigheid, kwaliteit van het uiterlijk van het product en het gebruik eisen, hoeveelheid, rekening houdend met het snijden, polijsten, lassen, etsen, vervorming, slijtvastheid en andere eigenschappen van de kunststof materialen, terwijl rekening houdend met de economie en de productie-omstandigheden van de mal en verwerkingsmethoden, om verschillende soorten staal te kiezen.
Voor het vormen van transparante kunststof producten schimmel
De holte en kern zijn vereist om een hoge spiegel polijstprestaties van hoogwaardig geïmporteerd gietstaal te kiezen, zoals 718 (P20 + Ni klasse), NAK80 (P21 klasse), S136 (420 klasse), H13 klasse staal, enz., waarvan 718, NAK80 voor de voorgeharde toestand, zonder warmtebehandeling; S136 en H13 klasse staal zijn gegloeid toestand.
De hardheid is over het algemeen HB160-200. De hardheid van S136 is over het algemeen HRC40-50 en de hardheid van H13 is over het algemeen HRC45-55 (kan worden bepaald op basis van de specifieke kwaliteit).
Schil voor de kwaliteitseisen van het productuiterlijk
Lange levensduur, massaproductie van matrijzen, de matrijsholte en onderdelen met matrijzenstaal selectie als volgt.
a) Holtes moeten hoogwaardig geïmporteerd staal gebruiken met hoge spiegelpolijstprestaties, zoals 718 (P20 + Ni klasse), NAK80 (P21 klasse), etc., zijn voorgeharde toestand, geen noodzaak voor warmtebehandeling.
b) De kernen kunnen worden gemaakt van laagwaardig geïmporteerd P20 of P20+Ni-staal, zoals 618, 738, 2738, 638, 718, enz., allemaal in voorgeharde toestand; voor matrijzen met kleine productiehoeveelheden kan ook binnenlands plastic matrijzenstaal of S50C, S55C en ander geïmporteerd koolstofstaal van hoge kwaliteit worden gebruikt.

Voor het uiterlijk van het product kwaliteitseisen van de algemene mal
De matrijsholten en delen van het matrijsstaal worden als volgt geselecteerd.
a) Kleine precisievormholtes en -kernen worden gebruikt in het geïmporteerde P20 of P20 + Ni type staal van gemiddelde kwaliteit.
b) Middelgrote en grote vormen, de spuitgegoten kunststof geen speciale vereisten voor staal, de holte kan low-grade geïmporteerd P20 of P20 + Ni klasse staal kiezen; kern kan low-grade geïmporteerd P20 klasse staal of geïmporteerd hoogwaardig koolstofstaal S50C, S55C, enz. kiezen, kan ook binnenlands plastic vormstaal kiezen.
c) Voor geëtste holtes moet bij het etsen van perenpatronen worden gestreefd naar het vermijden van het gebruik van P20 + Ni klasse 2738 (738).







