 Overslaan naar inhoud
Overslaan naar inhoud 
Selectieve SLS (Selective Laser Sintering) 3D Printing Service
Ontdek de allerbeste SLS-oplossingen (Selective Laser Sintering) voor ingewikkeld 3D printen.

De complete gids voor Selective Laser Sintering (SLS) 3D printen
Wat is selectief lasersinteren (SLS)?
Selective Laser Sintering (SLS) is een geavanceerde technologie voor additive manufacturing (AM) die behoort tot de poederbedfusie (PBF) familie. Het maakt gebruik van een krachtige laser om kleine deeltjes polymeerpoeder laag voor laag selectief te versmelten, of sinteren, tot een massief, driedimensionaal object.
1. Een technische definitie:
Bij SLS worden onderdelen gemaakt van een digitaal 3D-model (bijvoorbeeld een CAD-bestand). Het proces vindt plaats in een kamer met een bed van thermoplastisch poeder dat wordt verhit tot een temperatuur net onder het smeltpunt van het materiaal. Een precieze CO₂-laser scant vervolgens de doorsnede van het 3D-model op het oppervlak van het poederbed, waardoor de temperatuur van de specifieke deeltjes wordt verhoogd tot hun smeltpunt en ze samensmelten. Nadat een laag is voltooid, zakt het bouwplatform naar beneden, wordt een nieuwe laag poeder aangebracht en herhaalt het proces zich totdat het volledige object is gevormd.

2. Het kernprincipe (sinteren, niet alleen smelten):
De term "sinteren" is belangrijk. In tegenstelling tot processen waarbij het materiaal volledig smelt (zoals Selective Laser Melting voor metalen), is sinteren een thermisch proces waarbij deeltjes op moleculair niveau met elkaar versmelten zonder volledig vloeibaar te worden. Hierdoor ontstaan onderdelen die niet alleen sterk zijn, maar ook een licht poreuze microstructuur hebben. Het omringende, ongesinterde poeder in de bouwkamer fungeert als een natuurlijke, ingebouwde ondersteunende structuur voor het onderdeel dat wordt geprint. Dit zelfdragende karakter is een van de belangrijkste voordelen van SLS technologie.
3. Belangrijkste kenmerken in een oogopslag:
Om snel te begrijpen wat SLS uniek maakt, kun je de volgende kenmerken bekijken:
- Technologiefamilie: Poederbedfusie (PBF)
- Primaire materialen: Thermoplastische polymeren, meestal Nylons (PA 11, PA 12).
- Ondersteunende structuren: Niet nodig; het ongebruikte poeder ondersteunt het onderdeel.
- Onderdeel Eigenschappen: Uitstekende mechanische sterkte, duurzaamheid en temperatuurbestendigheid. Geschikt voor functionele toepassingen.
- Afwerking oppervlak: Mat, met een licht korrelige of zanderige textuur.
- Primaire gebruikssituaties: Functionele prototypes, complexe onderdelen voor eindgebruik, productie van kleine tot middelgrote volumes en onderdelen met ingewikkelde geometrieën zoals levende scharnieren en snap-fits.
Hoe werkt SLS 3D printen?
Om het SLS proces te begrijpen moet je zowel naar de digitale workflow kijken als naar de ingewikkelde mechanische bewerkingen in de printer.
1. De digitaal-naar-fysieke workflow:
De reis van een concept naar een fysiek onderdeel volgt een standaard digitaal productietraject:
3D-modellen maken: Het begint allemaal met een 3D CAD-bestand (Computer-Aided Design). Dit model wordt vervolgens geëxporteerd in een 3D-printbaar formaat, meestal STL (Standard Tessellation Language) of 3MF (3D Manufacturing Format).
② Snijden en bouwvoorbereiding: Het 3D model wordt geïmporteerd in gespecialiseerde "slicer" software. Deze software "snijdt" het model digitaal in honderden of duizenden dunne, horizontale lagen. De operator kan ook meerdere onderdelen oriënteren en "nesten" binnen het bouwvolume om de efficiëntie te maximaliseren.
③ Bediening van de machine: Het voorbereide bestand wordt naar de SLS machine gestuurd, die het geautomatiseerde afdrukproces uitvoert.
Nabewerking: Zodra het printen en koelen voltooid zijn, worden de onderdelen uit de machine gehaald en ondergaan ze de nodige schoonmaak- en nabewerkingsstappen.

2. Het mechanische proces: Een opsplitsing per laag:
De magie gebeurt in de bouwkamer van de SLS-printer. Het proces kan worden onderverdeeld in vijf belangrijke mechanische stappen die voor elke laag worden herhaald.
Stap 1: Het bed voorbereiden en verwarmen: Voordat het printen begint, wordt de hele bouwkamer, inclusief het poederbed en de omgeving, verwarmd tot een precieze temperatuur net onder het sinterpunt van het polymeer. Deze voorverwarming is cruciaal; het minimaliseert thermische vervorming (kromtrekken) door de temperatuurgradiënt tussen de gesinterde en niet gesinterde delen te verkleinen. Dit zorgt voor maatvastheid en nauwkeurigheid van het product.
Stap 2: Poederafzetting: Een overspuitmechanisme, dat een mes of een roller kan zijn, beweegt over het bouwplatform en deponeert een dunne, uniforme laag poeder (meestal 100-150 micron dik) uit een poederreservoir. Het is essentieel voor de kwaliteit van het uiteindelijke onderdeel dat deze laag perfect vlak en consistent is.
Stap 3: lasersinteren: Dit is de kern van het SLS-proces. Een krachtige CO₂-laser, geleid door een set dynamische spiegels (galvanometers), wordt op het poederbed gericht. De laser volgt de doorsnedegeometrie van de huidige laag, zoals gedefinieerd door het gesneden bestand. De energie van de laser verhit de poederdeeltjes snel tot hun smeltpunt, waardoor ze samensmelten tot een vaste laag. De gebieden die niet door de laser zijn aangeraakt, blijven als los poeder achter.
Stap 4: Platform laten zakken: Zodra de laag volledig gesinterd is, zakt het bouwplatform, waarop het onderdeel rust, met een afstand die gelijk is aan de dikte van een enkele laag. Dit maakt ruimte voor de volgende laag poeder.
Stap 5: Herhaling en voltooiing opbouwen: De overspoeler brengt een nieuwe laag poeder aan over de eerder gesinterde laag (stap 2) en de laser sintert de volgende doorsnede (stap 3). Deze cyclus van poederafzetting, sinteren en platform verlagen wordt herhaald tot elke laag van het onderdeel is opgebouwd. De afgewerkte onderdelen zitten nu in een massief blok ongesinterd poeder, vaak de "cake" genoemd.

3. De afkoelingsfase: Een kritieke, ongeziene stap:
Dit is een van de meest cruciale maar vaak over het hoofd geziene fasen van het SLS proces. Nadat de laatste laag gesinterd is, moet de hele poederkoek - die de afgewerkte onderdelen bevat - langzaam en gelijkmatig afkoelen in de printer of in een apart koelstation. Dit gecontroleerde koelproces kan vele uren duren (soms tot 40-50% van de totale procestijd). Als je deze stap overhaast uitvoert, veroorzaakt dat ongelijkmatige krimp en aanzienlijke kromtrekking, waardoor de onderdelen beschadigd raken.
Welke materialen worden gebruikt bij SLS printen?
De veelzijdigheid van SLS is grotendeels te danken aan de reeks robuuste thermoplastische materialen die het kan verwerken. Hoewel nylon het meest gangbaar is, zijn er ook andere gespecialiseerde polymeren beschikbaar.
1. Polyamiden (Nylons):
Nylons zijn de meest gebruikte materialen in SLS vanwege hun uitstekende balans tussen sterkte, flexibiliteit en thermische/chemische weerstand.
PA 12 (Nylon 12):
PA 12 is de gouden standaard en het populairste materiaal voor SLS.
- Eigenschappen: Hoge sterkte, stijfheid en uitstekende weerstand tegen chemicaliën, vetten, oliën en alkaliën. Het vertoont een goede stabiliteit op lange termijn en weerstand tegen spanningsscheuren.
- Toepassingen: Ideaal voor functionele prototypes, onderdelen voor eindgebruik met klikverbindingen, complexe assemblages en duurzame behuizingen.
PA 11 (Nylon 11):
PA 11 is een polymeer van biologische oorsprong (gemaakt van ricinusolie) en staat bekend om zijn superieure elasticiteit en slagvastheid in vergelijking met PA 12.
- Eigenschappen: Uitstekende vervormbaarheid, hoge slagvastheid en betere thermische weerstand. Het is flexibeler dan PA 12, waardoor het geschikt is voor onderdelen die moeten buigen of bestand zijn tegen herhaalde schokken.
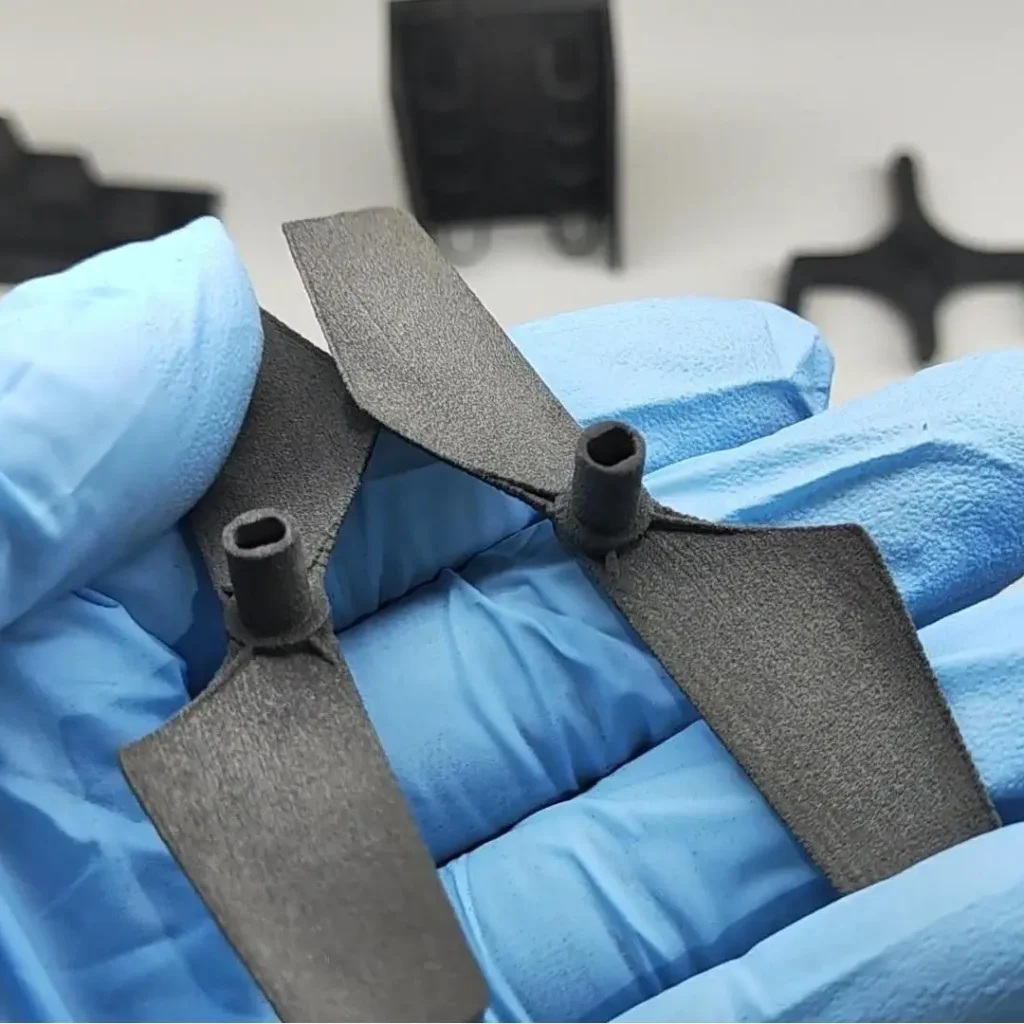
- Toepassingen: Levende scharnieren, prothesen, sportuitrusting, droneonderdelen en andere toepassingen die een hoge taaiheid vereisen.
③ Gevulde polyamiden (composietmaterialen):
Om specifieke eigenschappen te verbeteren, kunnen basisnylons gemengd worden met vulstoffen.
- Glasgevuld Nylon (PA-GF): Nylonpoeder wordt gemengd met glasparels. Dit composiet biedt een aanzienlijk hogere stijfheid en thermische weerstand dan standaard nylon, maar ten koste van het brosser zijn. Het wordt gebruikt voor onderdelen die werken onder hoge temperaturen of ladingen, zoals auto-onderdelen, gereedschap en behuizingen.
- Koolstofgevuld nylon (PA-CF / Carbonmide): Doordrenkt met koolstofvezels is dit materiaal extreem stijf, sterk en licht. Het heeft ook elektrostatische dissipatieve (ESD) eigenschappen. Toepassingen zijn onder andere hoogwaardige mallen, armaturen, motorsportonderdelen en robotachtige eindeffectoren.
- Aluminium Gevuld Nylon (Alumide): Een mengsel van PA 12 en fijne aluminiumdeeltjes. Het resulteert in onderdelen met een metallic uiterlijk en een verhoogde stijfheid en thermische geleidbaarheid. Het wordt vaak gebruikt voor visuele prototypes die er metallic uit moeten zien en voor op maat gemaakte gereedschappen en opspansystemen.
2. Thermoplastisch polyurethaan (TPU):
TPU is een flexibel, rubberachtig elastomeer. Hiermee kunnen met SLS sterke, duurzame onderdelen worden gemaakt die kunnen buigen en rekken.
- Eigenschappen: Hoge slijtvastheid, scheurvastheid en elasticiteit. De shorehardheid kan variëren afhankelijk van de specifieke kwaliteit.
- Toepassingen: Pakkingen, afdichtingen, flexibele slangen, schoeiselcomponenten, beschermende omhulsels en trillingsdempende elementen.
3. Polypropyleen (PP):
Polypropyleen is een lichtgewicht en zeer chemisch resistent polymeer.
- Eigenschappen: Uitstekende chemische weerstand (vooral tegen zuren en basen), lage vochtabsorptie, goede weerstand tegen vermoeiing en lasbaarheid. Het is ook biocompatibel en kan worden gesteriliseerd.
- Toepassingen: Vloeistofsystemen, auto-onderdelen, medische apparatuur en containers die bestand moeten zijn tegen chemicaliën.
4 Hoogwaardige Polymeren (PEEK & PEKK):
Deze materialen bevinden zich op het snijvlak van de SLS-technologie en vereisen machines met hoge temperaturen.
- Polyether Ether Ketone (PEEK) & Polyether Ketone Ketone (PEKK): Leden van de PAEK-familie zijn hoogwaardige polymeren met uitzonderlijke mechanische sterkte, biocompatibiliteit en weerstand tegen extreme temperaturen en agressieve chemicaliën. Ze worden vaak gebruikt als lichtgewicht alternatief voor metaal.
- Toepassingen: Onderdelen voor de ruimtevaart, medische implantaten en industriële onderdelen voor hoge temperaturen.

Wat zijn de stappen in het SLS printproces?
Dit deel beschrijft de operationele workflow van begin tot eind en biedt een praktische kijk vanuit het perspectief van een operator of serviceprovider.
Stap 1: Voorbereiding van het digitale model:
Het proces begint met een afgerond 3D CAD-model. Dit model moet "waterdicht" zijn (een gesloten manifold solid) en vrij van geometrische fouten. Vervolgens wordt het geëxporteerd als STL- of 3MF-bestand.
Stap 2: Build Setup en Nesting:
Het bestand wordt geladen in de software voor de voorbereiding van de bouw van de printer. Hier worden twee kritieke acties uitgevoerd:
- Oriëntatie: Het onderdeel wordt georiënteerd om de sterkte, oppervlakteafwerking en nauwkeurigheid te optimaliseren. Door bijvoorbeeld een vlak oppervlak parallel aan de bouwplaat te oriënteren, voorkom je "traptreden".
- Nestelen: Omdat SLS geen ondersteunende structuren nodig heeft, kunnen meerdere onderdelen dicht op elkaar worden geplaatst in drie dimensies binnen het bouwvolume. Dit "nesten" verhoogt de doorvoer enorm en verlaagt de kosten per onderdeel, waardoor SLS zeer efficiënt is voor serieproductie.
Stap 3: Machine instellen en poeder laden:
De operator bereidt de SLS machine voor. Dit houdt in dat de bouwkamer van de vorige run wordt gereinigd en gevuld met polymeerpoeder. Een belangrijk concept hierbij is de verversingssnelheid - een mengsel van vers (nieuw) poeder en gerecycled poeder van de vorige printopdracht. Een typische verversingssnelheid is 50%, wat betekent dat de build wordt gemaakt van 50% nieuw en 50% gerecycled poeder. Dit is cruciaal voor zowel de kosteneffectiviteit als het behoud van materiaaleigenschappen.
Stap 4: De geautomatiseerde afdruk- en koelcyclus:
Zodra het bouwen is gestart, is het proces volledig geautomatiseerd. De machine warmt op, deponeert en sintert poeder laag voor laag en start ten slotte de lange, gecontroleerde koelcyclus. Deze hele fase kan 12 uur tot meer dan twee dagen duren, afhankelijk van de grootte en dichtheid van de constructie.
Stap 5: Uitbreken en afbreken:
Nadat de koelcyclus is voltooid, wordt de bouwkamer geopend en wordt het vaste blok poeder (de "cake") naar een uitbreekstation gebracht. De operator graaft de afgewerkte onderdelen voorzichtig uit het losse, ongesinterde poeder. Dit kan een slordig, handmatig proces zijn. Het omringende poeder wordt verzameld voor recyclage.
Stap 6: Media Stralen:
De pas vrijgemaakte onderdelen zijn nog bedekt met een laagje restpoeder. Ze worden in een parelstraal- of zandstraalkast geplaatst, waar een hogedrukstroom van fijne media (zoals glasparels of plastic korrels) wordt gebruikt om het resterende poeder te verwijderen en een gladde, uniforme, matte oppervlakteafwerking te creëren.
Stap 7: Geavanceerde nabewerking (optioneel):
Afhankelijk van de toepassing kunnen onderdelen extra nabewerkingsstappen ondergaan, zoals verven, gladmaken met damp, verven of coaten om de esthetiek, oppervlaktekwaliteit of specifieke functionele eigenschappen te verbeteren.

Wat zijn de belangrijkste parameters die de kwaliteit van SLS beïnvloeden?
De kwaliteit van een SLS onderdeel is geen toeval, maar het resultaat van een zorgvuldige controle van een groot aantal procesparameters.
1. Materiaalgerelateerde parameters:
- Deeltjesgrootte en -verdeling: De grootte en vorm van de poederdeeltjes beïnvloeden de vloeibaarheid van het poeder en de pakkingsdichtheid, die op hun beurt de dichtheid en de oppervlakteafwerking van het uiteindelijke onderdeel beïnvloeden.
- Poeder Verversingssnelheid: De verhouding tussen nieuw en gerecycled poeder. Het gebruik van te veel gerecycled poeder kan leiden tot verminderde mechanische eigenschappen en een slechte oppervlaktekwaliteit, omdat het poeder bij elke printcyclus thermische degradatie ondergaat.
2. Procesgerelateerde parameters (in de printer):
Thermische parameters:
- Temperatuur van het bed: De temperatuur van het poederbed, die net onder het sinterpunt wordt gehouden. Als de temperatuur te laag is, kan deze kromtrekken ("krullen") veroorzaken. Als de temperatuur te hoog is, kan dit leiden tot ongewenste sintering van het omringende poeder ("groei").
- Kamertemperatuur: De omgevingstemperatuur binnen de bouwomgeving. Een stabiele en gelijkmatige temperatuur is essentieel voor de consistentie van het product.
Laserparameters:
- Energiedichtheid: Dit is de meest kritische parameter, gedefinieerd als de hoeveelheid laserenergie die per oppervlakte-eenheid wordt afgegeven. Het is een functie van het laservermogen, de scansnelheid en de scanafstand.
- Laservermogen (watt): Een hoger vermogen maakt sneller sinteren mogelijk, maar moet worden gebalanceerd om oververhitting of verbranding van het materiaal te voorkomen.
- Scansnelheid (mm/s): De snelheid waarmee de laserstraal over het poeder beweegt.
- Scanafstand (arceringafstand): De afstand tussen aangrenzende laserscanlijnen. Een kleinere afstand resulteert in een dichter werkstuk maar een langere bouwtijd.
- Een optimale energiedichtheid zorgt voor een volledige fusie tussen de deeltjes en lagen zonder het polymeer aan te tasten.
③ Laagparameters:
- Laagdikte: De hoogte van elke individuele laag, meestal ongeveer 0,1 mm (100 micron). Dunnere lagen zorgen voor een betere oppervlakteafwerking en fijnere details, vooral op gebogen of schuine oppervlakken, maar verhogen de printtijd aanzienlijk.
3. Lay-outparameters bouwen:
- Deeloriëntatie: Hoe een onderdeel gepositioneerd is in de bouwkamer. Dit beïnvloedt de oppervlaktekwaliteit (trapsgewijs effect op schuine oppervlakken), mechanische eigenschappen (onderdelen zijn het sterkst langs het X-Y vlak) en het risico op kromtrekken.
- Deel nestdichtheid: Hoewel het nesten de efficiëntie verhoogt, kan het te dicht op elkaar plaatsen van onderdelen plaatselijke warmtevlekken veroorzaken, wat de nauwkeurigheid van nabijgelegen onderdelen kan beïnvloeden.
Wat zijn de voordelen van SLS 3D printen?
SLS is een voorkeurstechnologie voor veel toepassingen vanwege een unieke combinatie van voordelen.
1. Ontwerpvrijheid: Geen ondersteunende structuren nodig:
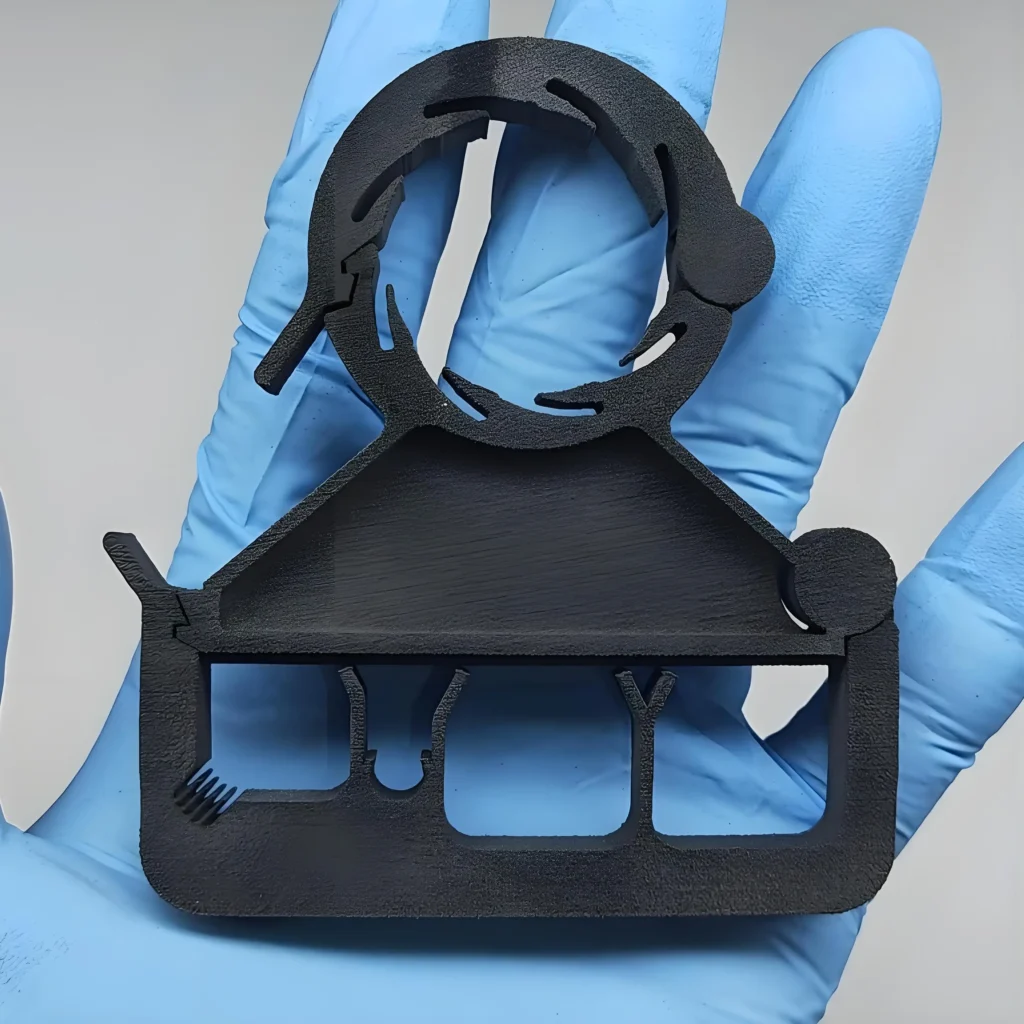
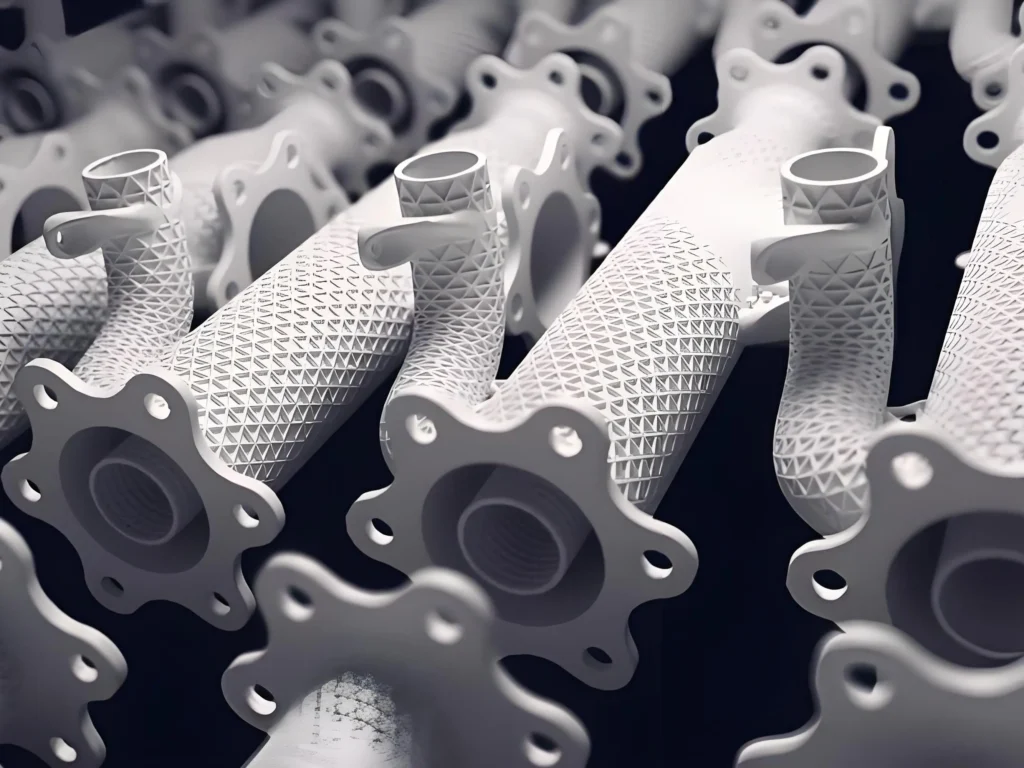
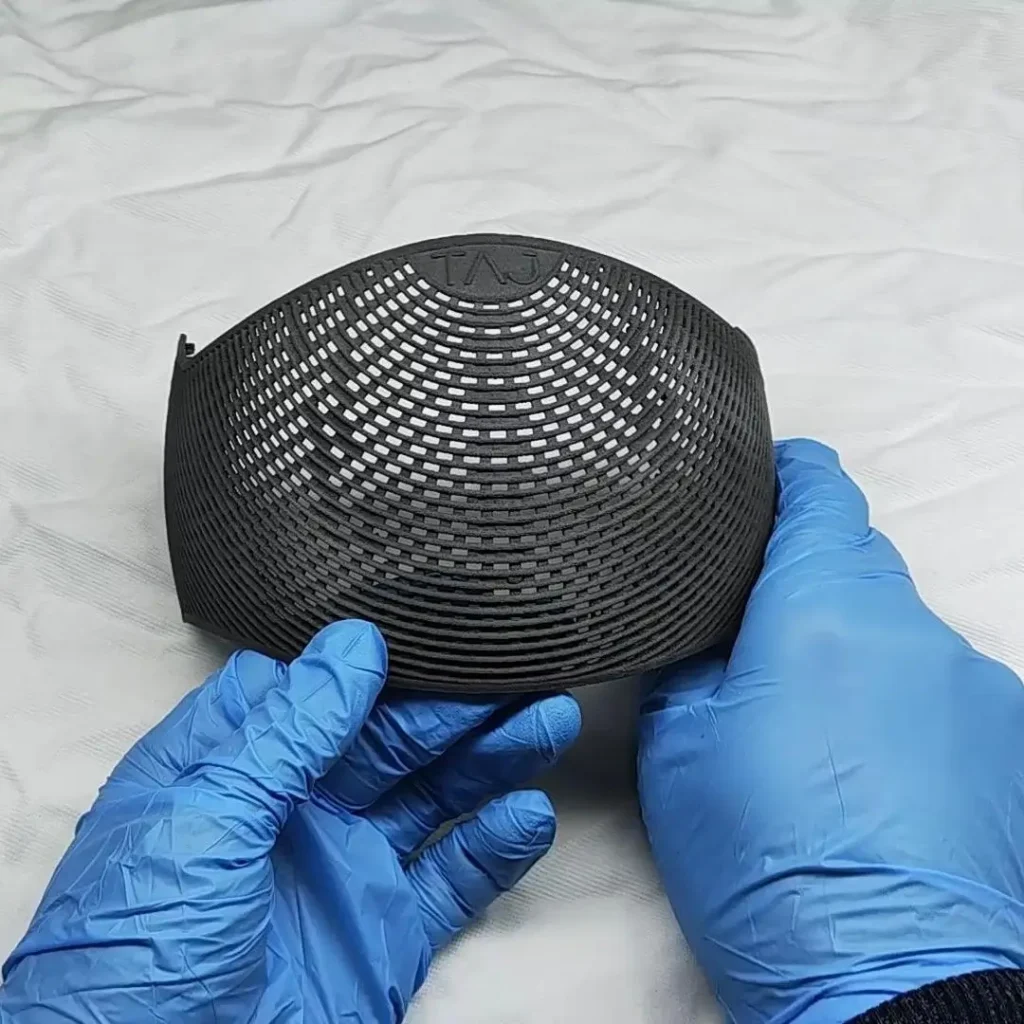
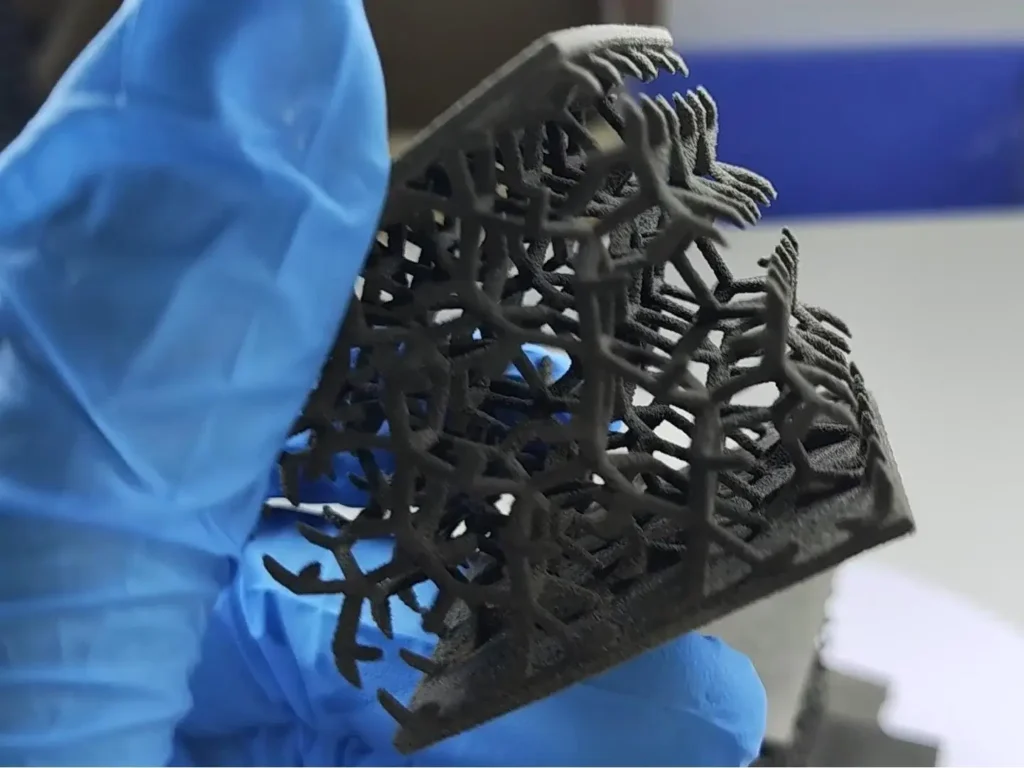
Dit is misschien wel het belangrijkste voordeel van SLS. Het ongesinterde poeder in het bouwvolume biedt volledige ondersteuning aan het onderdeel tijdens het printen. Hierdoor kunnen zeer complexe geometrieën worden gemaakt, zoals interne kanalen, ondersnijdingen en ingewikkelde rasterstructuren, die met andere methoden niet of zeer moeilijk te maken zijn. Het elimineert ook de post-processing stap van ondersteuning verwijderen, wat tijd en arbeid bespaart.
2. Uitstekende mechanische eigenschappen:
SLS-onderdelen, vooral die van nylon, staan bekend om hun hoge sterkte, stijfheid en duurzaamheid. Ze gedragen zich op dezelfde manier als spuitgegoten onderdelen, waardoor ze geschikt zijn voor strenge functionele tests en als productiedelen voor eindgebruik. Ze zijn bestand tegen schokken, hitte en chemische blootstelling.
3. Hoge productiviteit en schaalbaarheid:
De mogelijkheid om tientallen of zelfs honderden onderdelen in één keer te bouwen maakt SLS zeer efficiënt voor productieruns van lage tot gemiddelde volumes. Dit maximaliseert het gebruik van het productievolume van de machine en verlaagt de kosten per onderdeel aanzienlijk in vergelijking met het één voor één printen van onderdelen.
4. Complexe geometrieën en ingewikkelde details:
Omdat er geen steunen zijn om het ontwerp te beperken, kunnen ingenieurs onderdelen maken die geoptimaliseerd zijn voor prestaties in plaats van voor maakbaarheid. Dit omvat functies zoals levende scharnieren, snap-fit verbindingen en geconsolideerde samenstellingen waarbij meerdere onderdelen als één complex onderdeel worden geprint.
5. Goede materiaalvariëteit:
SLS biedt een reeks thermoplasten van technische kwaliteit, van flexibele TPU's tot stijve, met koolstof gevulde nylons en hoogwaardige PEEK. Hierdoor is de technologie geschikt voor een breed scala aan toepassingen in verschillende industrieën.

Aangepast SLS 3D printen voor sterke en complexe onderdelen
Verkrijg duurzame, gedetailleerde onderdelen met onze Selective Laser Sintering (SLS) 3D printservices.

De complete gids voor Selective Laser Sintering (SLS) 3D printen
Wat zijn de beperkingen van SLS vergeleken met andere 3D Printing methoden?
Ondanks de vele sterke punten is SLS niet de perfecte oplossing voor elke toepassing. Er zijn verschillende beperkingen waarmee rekening moet worden gehouden.
1. Oppervlakteafwerking en porositeit:
SLS onderdelen hebben van nature een mat, korrelig oppervlak door de aard van de poederdeeltjes. Het oppervlak is ook enigszins poreus. Dit is acceptabel voor veel functionele onderdelen, maar toepassingen die een perfect glad, cosmetisch oppervlak vereisen, hebben uitgebreide nabewerking nodig (zoals het gladmaken met damp). Technologieën zoals SLA of Material Jetting bieden een veel gladdere afwerking.
2. Hogere initiële kosten:
SLS-machines vormen een aanzienlijke kapitaalinvestering en kosten vaak meer dan $100.000 voor industriële systemen. De materiaalkosten zijn ook hoger dan voor FDM filamenten of SLA harsen. Dit maakt de toetredingsdrempel hoger voor kleinere bedrijven.
3. Langere doorlooptijden:
De totale procestijd voor SLS kan lang zijn. Dit komt niet alleen door de printtijd zelf, maar vooral door de verplichte, lange afkoelperiode, die wel 12-24 uur kan duren. Dit maakt SLS minder geschikt voor snelle, eenmalige prototypes dan FDM of SLA.
4. Complexiteit van materiaalverwerking en recycling:
Werken met fijne polymeerpoeders vereist een gecontroleerde omgeving en persoonlijke beschermingsmiddelen. Bovendien maakt het beheren van de levenscyclus van het poeder - het bijhouden van het gebruik, het berekenen van verversingspercentages en het zeven van gerecycled poeder - de bedrijfsvoering complexer.
5. Beperkte kleuropties:
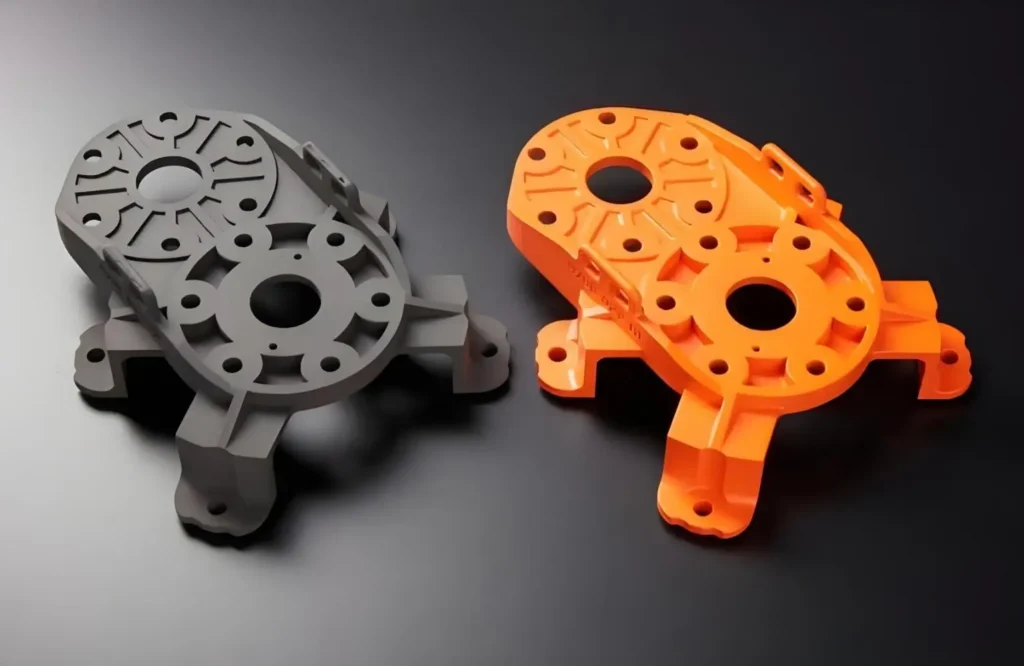
SLS onderdelen worden meestal in één kleur geprint, meestal wit, grijs of zwart, afhankelijk van het materiaal. Om kleur te krijgen is een secundaire post-processing stap nodig zoals verven, wat tijd en kosten toevoegt. Technologieën zoals Material Jetting of Binder Jetting bieden mogelijkheden om in full-color te printen.

Wat zijn veelvoorkomende toepassingen van SLS?
De unieke eigenschappen van SLS onderdelen hebben ertoe geleid dat ze in een groot aantal industrieën worden gebruikt voor veeleisende toepassingen.
1. Prototypen:
Functionele prototypes:
Dit is de toepassing bij uitstek voor SLS. Bedrijven gebruiken SLS om natuurgetrouwe prototypes te maken die in de praktijk kunnen worden getest. Omdat de mechanische eigenschappen zo dicht bij de uiteindelijke productieonderdelen liggen, kunnen ingenieurs betrouwbaar testen op vorm, pasvorm en functie.
- Voorbeelden: Behuizingen voor elektronica, snap-fit assemblages, ergonomische onderzoeken en luchtstromingstesten in kanalen.
② Levende scharnieren en snap-fits:
De duurzaamheid en flexibiliteit van materialen als PA 11 en PA 12 maken ze perfect voor prototypeontwerpen met levende scharnieren of snap-fit sluitingen die herhaaldelijk gebruikt kunnen worden.
2. Onderdelen voor eindgebruik en productie in kleine series:
SLS is volwassener geworden dan prototyping en is nu een levensvatbare productiemethode. Voorbeelden:
- Ruimtevaart en auto-industrie: Luchtkanalen, beugels, aangepaste interieuronderdelen en UAV-carrosserieën (drone). De lichtgewicht en sterke eigenschappen zijn ideaal.
- Medische hulpmiddelen: Aangepaste prothesen, orthesen, chirurgische geleiders en behuizingen voor medische apparatuur. Veel SLS-materialen zijn biocompatibel.
- Robotica en automatisering: Op maat gemaakte grijpers (end-of-arm tooling), mallen, opspansystemen en behuizingen voor robotsystemen.
- Gereedschap: Op maat gemaakte mallen en klemmen maken voor productielijnen om de efficiëntie en nauwkeurigheid te verbeteren.
3. Consumptiegoederen:
- Voorbeelden: Hoogwaardige brilmonturen op maat, beschermhoezen voor elektronica, onderdelen voor sportartikelen en gepersonaliseerde producten.

Wat zijn de nabewerkingsstappen voor SLS-geprinte onderdelen?
Nabewerking is een verplichte fase in de SLS-workflow om van een ruwe print een bruikbaar onderdeel te maken.
1. Primaire nabewerking (standaard):
Deze stappen worden uitgevoerd op bijna alle SLS onderdelen.
- Opbreken en afbreken van onderdelen: De eerste stap na het koelen is het handmatig uitgraven van de onderdelen uit de koek van ongesinterd poeder. Vaak wordt perslucht gebruikt om het grootste deel van het losse poeder weg te blazen.
- Media stralen: De onderdelen worden vervolgens in een straalcabine geplaatst. Er wordt een stroom straalmiddel (bijv. glasparels, plastic parels of aluminiumoxide) op de onderdelen afgevuurd om eventueel achtergebleven gesmolten poeder te verwijderen en een gelijkmatige, schone, matte oppervlakteafwerking te creëren.
2. Secundaire en esthetische nabewerking (optioneel):
Deze stappen worden gebruikt om het uiterlijk of de functie van de onderdelen te verbeteren.
- Verven: De meest gebruikte methode om kleur toe te voegen. Door de poreuze aard van SLS-onderdelen kunnen ze heel goed kleurstof absorberen. De onderdelen worden ondergedompeld in een heet verfbad, wat resulteert in een rijke, diepe kleur die het oppervlak binnendringt.
- Chemische dampafvlakking: Een proces waarbij onderdelen worden blootgesteld aan een verdampt oplosmiddel dat het buitenoppervlak lichtjes smelt en opnieuw doorstroomt. Hierdoor wordt de poreusheid van het onderdeel afgedicht, waardoor het waterdicht en luchtdicht wordt en een gladde, halfglanzende afwerking krijgt die vergelijkbaar is met spuitgieten.
- Tuimelen/vibrerende afwerking: Voor partijen kleinere onderdelen kunnen ze in een trommel met keramische of kunststof media geplaatst worden. De trillende actie maakt het oppervlak glad en rondt scherpe randen af.
- Schilderen en coaten: Voor specifieke kleuren of beschermende afwerkingen kunnen SLS-onderdelen worden gegrond en geverfd. Coatings zoals Cerakote kunnen worden aangebracht voor verbeterde duurzaamheid en chemische weerstand.

Hoe verbeter je de oppervlakteafwerking en maatnauwkeurigheid in SLS?
Om met SLS de hoogste kwaliteit te bereiken, is een combinatie nodig van optimalisatie vóór het proces, een juiste bediening van de machine en nabewerking.
1. Optimaliseren voor oppervlakteafwerking:
① Optimalisatie voorbewerking:
- Oriëntatie van het werkstuk: Vermijd het "traptrede"-effect door gebogen of schuine oppervlakken niet in een directe hoek van 45 graden ten opzichte van de bouwplaat te plaatsen. Kritische oppervlakken naar boven of beneden richten levert vaak de beste resultaten op.
- Kleinere laagdikte: Door een dunnere laag te gebruiken (bijvoorbeeld 0,08 mm in plaats van 0,12 mm) worden de laaglijnen minder zichtbaar, maar neemt de printtijd toe.
② Oplossingen voor nabewerking:
- Stralen met media: De standaardmethode voor een uniforme matte afwerking.
- Vapor Smoothing: De meest effectieve methode om een glad, spuitgietachtig oppervlak te verkrijgen. Het is de beste keuze voor toepassingen die verzegelde, gemakkelijk te reinigen oppervlakken vereisen.
2. Dimensionale nauwkeurigheid verbeteren:
① Machinekalibratie: Het is essentieel om de belangrijkste machineparameters regelmatig te kalibreren. Dit omvat het afstellen van de X-Y schaalfactoren van de laser om eventuele systematische onnauwkeurigheden te compenseren en de offset van de laserstraal aan te passen.
② Rekening houden met krimp en vervorming:
- Thermisch beheer: Zorg ervoor dat de verwarmingssystemen van de machine correct werken om een stabiel en gelijkmatig temperatuurprofiel te handhaven. Dit is de eerste verdedigingslinie tegen kromtrekken.
- Oriëntatie van onderdelen: Lange, vlakke werkstukken verticaal oriënteren in plaats van horizontaal kan soms het risico op kromtrekken verminderen.
- Softwarecompensatie: Geavanceerde software kan schaalfactoren toepassen op het model om de natuurlijke krimpsnelheid van het materiaal tijdens het koelen tegen te gaan.
③ Ontwerp voor Additive Manufacturing (DfAM):
- Wanddikte: Houd u aan de richtlijnen voor minimale wanddikte (meestal 0,8-1,0 mm) om ervoor te zorgen dat het onderdeel robuust is en succesvol afdrukt.
- Gaten: Kleine gaatjes hebben de neiging om te krimpen tijdens het sinteren. Het is gebruikelijk om ze iets te groot te ontwerpen of te plannen om ze na het printen op de uiteindelijke maat te boren.
- Details in reliëf/de reliëf: Zorg ervoor dat tekst en fijne details groot genoeg zijn om duidelijk te worden opgelost door de laser en niet verloren gaan tijdens het media stralen.

Hoe verhoudt SLS zich tot SLA, MJF en FDM?
Het kiezen van de juiste 3D printtechnologie hangt af van de specifieke eisen van uw project. Hier ziet u hoe SLS het doet in vergelijking met andere populaire methoden.
1. Vergelijkende tabel:
| Functie | Selectief lasersinteren (SLS) | Stereolithografie (SLA) | Multi Jet Fusie (MJF) | Fused Deposition Modeling (FDM) |
|---|---|---|---|---|
| Technologie | Poederbedfusie (laser) | Fotopolymerisatie in vat (laser/projector) | Poederbedfusie (Thermisch + Agenten) | Materiaal Extrusie (Filament) |
| Primaire materialen | Nylons (PA11, PA12), TPU, PP | Fotopolymeerharsen (standaard, taai, flexibel, gietbaar) | Nylons (PA12, PA11), TPU, PP | Thermoplasten (PLA, ABS, PETG, PC, Nylon) |
| Dimensionale nauwkeurigheid | Hoog (±0,25 mm) | Zeer hoog (±0,1 mm) | Hoog (±0,25 mm) | Gemiddeld tot laag (±0,5 mm) |
| Afwerking oppervlak | Mat, korrelig, poreus | Zeer glad, laagjes nauwelijks zichtbaar | Soepel, iets minder korrelig dan SLS | Zichtbare laaglijnen, ruw |
| Productiviteit/Snelheid | Hoog (nestbare onderdelen), maar lange koelcycli. | Gemiddeld (afhankelijk van onderdeelhoogte en doorsnede). | Zeer hoog (snel printen, kortere afkoelcycli dan SLS). | Langzaam (onderdelen één voor één afdrukken). |
| Kosten | Hoge machinekosten, gemiddelde werkstukkosten door nesten. | Middelmatige machinekosten, lage tot gemiddelde onderdeelkosten. | Hoge machinekosten, lage stukkosten dankzij snelheid en nesting. | Lage machine- en materiaalkosten. |
| Sterke punten | Geen steunen, duurzame functionele onderdelen, complexe geometrieën. | Uitstekende detaillering en oppervlakteafwerking, ideaal voor visuele modellen. | Hoge snelheid, lage productiekosten, goede mechanische eigenschappen. | Lage kosten, grote verscheidenheid aan materialen, gebruiksvriendelijk. |
| Belangrijkste zwakke punten | Korrelig oppervlak, lange doorlooptijden, poederbehandeling. | Vereist ondersteunende structuren, onderdelen kunnen broos zijn, UV-gevoelig. | Beperkte materialen, korrelig oppervlak (maar beter dan SLS). | Lage nauwkeurigheid en resolutie, zichtbare laaglijnen, zwakkere Z-as. |
2. SLS vs. SLA:
Kies SLS voor duurzame, functionele prototypes en onderdelen voor eindgebruik die mechanische spanning moeten weerstaan. Kies SLA wanneer je een uitzonderlijke oppervlakteafwerking, fijne details en nauwkeurigheid nodig hebt voor visuele modellen, mallen of patronen.
3. SLS vs. MJF:
SLS en MJF zijn directe concurrenten. Beide zijn poederbedfusietechnologieën die ideaal zijn voor de productie van functionele nylon onderdelen.
- MJF is over het algemeen sneller en kan een lagere kosten per onderdeel in productiescenario's, dankzij het thermische printproces en het efficiëntere warmtebeheer.
- SLS zorgt vaak voor een iets "witter" of helderder onbewerkt deel en heeft een langere staat van dienst met een potentieel bredere reeks speciale materialen die beschikbaar zijn op bepaalde platforms. De oppervlakteafwerking van MJF-onderdelen is over het algemeen fijner dan bij SLS.
4. SLS vs. FDM:
Kies SLS wanneer u sterke onderdelen van productiekwaliteit nodig hebt met complexe geometrie die FDM niet kan produceren zonder uitgebreide ondersteuningsstructuren. Kies FDM voor goedkope conceptmodellen in een vroeg stadium, eenvoudige mallen of als er snel en betaalbaar een grote verscheidenheid aan kleuren en materialen (zoals PLA of PETG) nodig is.

Veelgestelde vragen over SLS 3D printen
Ja. SLS onderdelen, vooral die van nylon, hebben uitstekende mechanische eigenschappen, waaronder een hoge treksterkte en slagvastheid. Ze zijn een van de sterkste polymeer 3D printopties en geschikt voor veeleisende functionele toepassingen en onderdelen voor eindgebruik.
In hun ruwe, gestraalde staat zijn SLS onderdelen licht poreus en zullen ze na verloop van tijd vocht absorberen. Ze worden niet als waterdicht beschouwd. Ze kunnen echter wel waterdicht en luchtdicht worden gemaakt met nabewerkingsstappen zoals chemische dampafvlakking of het aanbrengen van een epoxycoating.
De kosten worden beïnvloed door verschillende factoren: het volume van het werkstuk, het aantal geneste werkstukken in een constructie, het gebruikte materiaal en eventueel vereiste nabewerking. Hoewel de initiële investering in de machine hoog is, kunnen de kosten per onderdeel concurrerend zijn voor kleine tot middelgrote productieruns dankzij efficiënt nesten en minimale arbeid.
De verversingsgraad is het percentage vers, nieuw poeder dat moet worden gemengd met gerecycled, ongesinterd poeder van een eerdere productie om een nieuwe batch te maken. Een gebruikelijke verhouding is 50/50. Dit is belangrijk omdat het poeder dat in de verwarmde kamer zit licht degradeert en hergebruik zonder toevoeging van vers poeder zou resulteren in een slechte productkwaliteit. Het beheren van de verversingssnelheid is de sleutel tot het beheersen van de kosten en het behouden van consistente materiaaleigenschappen.
De term "SLS" wordt bijna uitsluitend gebruikt voor het bedrukken van polymeren (kunststoffen). Het equivalente proces voor metalen heet Directe metaallasersintering (DMLS) of Selectief lasersmelten (SLM). Hoewel het onderliggende principe van het gebruik van een laser om poeder te smelten vergelijkbaar is, gebruiken DMLS/SLM-machines veel krachtigere lasers en werken ze bij veel hogere temperaturen in een volledig inerte atmosfeer om metaalpoeders zoals aluminium, titanium en roestvrij staal te verwerken.


Close-up van kleurrijke plastic bouwblokken in verschillende kleuren, waaronder paars, blauw, groen en geel, op elkaar gestapeld.
Lees meer over Wat is een hoogwaardige spuitgietmachine?

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Key Takeaways – Family molds produce multiple different parts in one shot, but a single compromised process window affects all cavities simultaneously. – MUD (Master Unit Die) systems use interchangeable

Wat is een hogesnelheidsspuitgietmachine?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Oplossingen voor optimalisatie Gratis
- Feedback over het ontwerp en optimalisatieoplossingen bieden
- Structuur optimaliseren en matrijskosten verlagen
- Eén-op-één praten met ingenieurs

