 Overslaan naar inhoud
Overslaan naar inhoud 

Spuitgieten is een veelvoorkomend productieproces waarbij kunststof materiaal in mallen wordt gespoten en vervolgens wordt vervormd door verhitting en afkoeling om de uiteindelijke vorm te krijgen. Tijdens het spuitgietproces kan echter vervorming optreden, wat de kwaliteit van het product en de efficiëntie van de productie beïnvloedt.
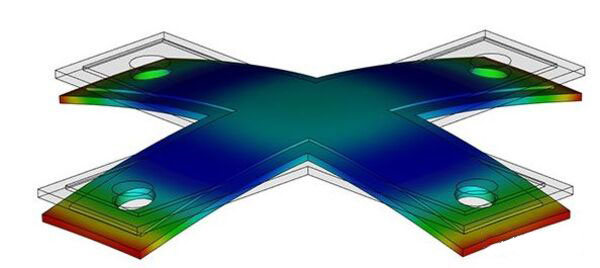
Er is sprake van vervorming door vervorming als de vorm van het spuitgietproduct afwijkt van de vorm van de matrijsholte. Het is een van de meest voorkomende defecten in kunststof producten. Er zijn veel redenen voor vervorming door vervorming en alleen procesparameters gebruiken om het op te lossen is meestal niet genoeg. Dit artikel gaat over de oorzaken van vervorming in spuitgieten en hoe ze op te lossen.

I. Oorzaken van vervorming in spuitgietproducten
1. Factoren van spuitgietmachines
1.1 Temperatuur van de vaten
Wanneer de vattemperatuur te laag is, is de smelttemperatuur laag en wanneer er gevormd wordt bij hoge snelheden, is er een aanzienlijke restschuifspanning met onvoldoende tijd om deze los te laten, wat leidt tot kromtrekken.
Het verhogen van de temperatuur vermindert kromtrekken. De temperatuurinstelling kan gebaseerd zijn op de aanbevelingen van de fabrikant van het materiaal. De temperatuur van de loop is onderverdeeld in zones aan de achterkant, in het midden, aan de voorkant en bij de spuitmond. De temperatuurinstelling van achter naar voren moet geleidelijk toenemen, met een stijging van 6°C per zone. Indien nodig kan de temperatuurinstelling van de spuitmondzone of de voorste zone soms gelijk worden gesteld aan die van de middelste zone.

1.2 Temperatuur van de spuitmond
Plastic absorbeert warmte die vrijkomt door verwarming en wrijvingswarmte die wordt gegenereerd door de relatieve beweging van plastic moleculen als gevolg van de rotatie van de schroef in het vat. De laatste verwarmingszone in het vat is de spuitmond, en de smelt moet hier de ideale temperatuur bereiken, maar moet matig worden verwarmd om de optimale toestand te behouden. Als de temperatuurinstelling van de nozzle niet hoog genoeg is, wordt er te veel warmte onttrokken door het contact tussen de nozzle en de mal, waardoor de smelttemperatuur daalt en er kromtrekking optreedt. Over het algemeen moet de temperatuurinstelling van de spuitmondzone 6°C hoger zijn dan de temperatuur van de voorste zone.
1.3 Smelttemperatuur te laag en/of inspuitdruk te hoog
De smelttemperatuur en de injectiedruk zijn twee grote factoren die vervorming tijdens het spuitgieten beïnvloeden. Als de smelttemperatuur te laag is en/of de injectiedruk te hoog, krijg je een hoge restspanning, wat vervorming veroorzaakt. Om kromtrekken te verminderen, moet je de smelttemperatuur zo hoog mogelijk instellen binnen het bereik dat je hebt en de injectiedruk zo laag mogelijk.

1.4 Verpakkingsdruk of verpakkingstijd onjuist
Als je te hard verpakt, krijg je extra schuifspanning door de extra stroom en extra drukspanning van het plastic, waardoor het onderdeel krom zal trekken.
Als je te zacht verpakt, krijg je terugstroming bij de gate, waardoor je schuifspanning krijgt van de stroming en grote verschillen in trekspanning en drukspanning door het grote verschil in krimpsnelheid tussen het midden van het onderdeel (lage druk) en de buitenkant van het onderdeel (hoge druk). Nadat de schroef is uitgezakt, moet je hem daar minstens 2 seconden vasthouden om de verpakking vast te houden.
Als de pakkingtijd te kort is, treedt terugstroming op in de buurt van de pakkingpoort als de schroef zich terugtrekt, wat leidt tot aanzienlijke restspanning en vervorming. De pakkingdruk moet gematigd zijn en de pakkingtijd moet verlengd worden tot de Gate stolt.
1,5 Stilstandtijd onjuist
Als de verblijftijd te kort is, is de smelttemperatuur laag en zelfs als de matrijsholte nauwelijks gevuld is, kan de kunststof niet worden samengeperst tijdens het verpakken. Er is te veel ruimte voor rotatie tijdens het afkoelen, wat leidt tot kromtrekken.
De verhouding tussen het gewicht van het schot en het materiaal van de loop moet tussen 1/1,5 en 1/4 liggen.
1.6 Inspuitdruk te hoog
Als je te hard injecteert, gaan de moleculen door elkaar lopen. Ze staan niet goed op een rij en niet overal in het plastic op dezelfde manier. Hierdoor wordt het plastic gespannen en vervormd.
1.7 Smelttemperatuur te hoog
Als de smelttemperatuur te hoog is, daalt de temperatuur aanzienlijk tijdens het gieten en stollen, waardoor veel interne spanning wordt opgebouwd tijdens het snelle afkoelen, waardoor het product kromtrekt.

1.8 Onvoldoende uitwerphoek
Als de mal niet genoeg uitwerphoek heeft, heb je veel kracht nodig om het onderdeel eruit te krijgen. Dit kan te veel spanning in het onderdeel veroorzaken, waardoor het krom kan trekken.
1.9 Onjuiste cyclustijd
Als de afkoeltijd te kort is, is het plastic nog zacht en kan het kromtrekken als je het uitwerpt en ongeremd laat krimpen. Verleng de afkoeltijd tot het plastic sterk genoeg is.
1.10 Onvoldoende verpakking
Als je niet genoeg inpakt, heb je niet genoeg plastic in de vormholte. Als het plastic afkoelt met te veel bewegingsruimte, zal het kromtrekken. Nadat de schroef naar de bodem is geduwd, moet hij daar minstens 2 seconden blijven om er zeker van te zijn dat hij goed is ingepakt, en je moet hem minstens 3 mm inpakken.
1.11 Ongelijke verdeling van kernspelden
Als je niet genoeg kernpennen hebt, zal het product kromtrekken omdat de spanning niet gelijkmatig wordt verdeeld wanneer je het uitwerpt.

2. Schimmelfactoren
2.1 Groot temperatuurverschil tussen de holte en de kern
Wanneer de holte en de kern een groot temperatuurverschil hebben, is de restschuifspanning asymmetrisch tijdens het afkoelen, wat een groot buigmoment en kromtrekken veroorzaakt.
Als je het koelontwerp verandert om het temperatuurverschil tussen de holte en de kern te verkleinen, kun je kromtrekken verminderen.
2.2 Lage schimmeltemperatuur
Als de matrijstemperatuur te laag is, is de restschuifspanning groot en is er niet genoeg tijd om deze los te laten, waardoor kromtrekken ontstaat. Het verhogen van de matrijstemperatuur kan kromtrekken verminderen.
De initiële matrijstemperatuur kan ingesteld worden volgens de aanbevelingen van de fabrikant van het materiaal. Elke keer dat de matrijstemperatuur aangepast wordt, moet deze met 6°C verhoogd worden en moeten er 10 shots genomen worden. Nadat de vormomstandigheden stabiel zijn, kan de aanpassing gemaakt worden op basis van de resultaten.

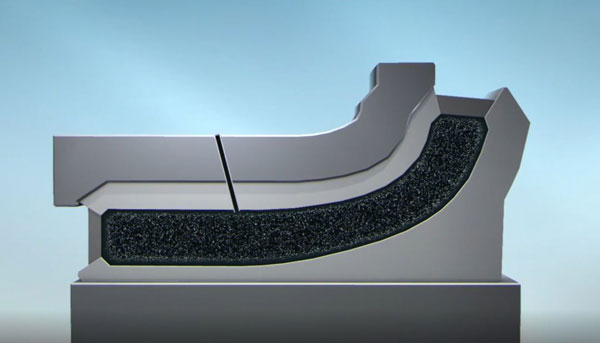
2.3 Groot verschil in holtedikte
Dit gaat over productontwerp, waarbij dunne delen eerst afkoelen, gevolgd door dikke delen. Een groot verschil in dikte betekent een groot verschil in volumekrimp en restspanning. Als de restspanning sterker is dan de sterkte van het onderdeel, trekt het krom. Als het product aan hoge temperaturen of andere slechte omgevingen wordt blootgesteld, kan de restspanning vrijkomen en trekt het product krom. De basisoplossing is om het product zo te ontwerpen dat het dezelfde dikte heeft, met het kleinste verschil in volumekrimp tijdens het koelen, zodat er de kleinste restspanning en kromtrekking ontstaat.
2.4 Onredelijk poortontwerp
De spuitgietkwaliteit van onderdelen wordt sterk beïnvloed door de positie en het type van de gate voor onderdelen met verschillende vormen en afmetingen. Zo zal het gebruik van een side gate of pin gate voor ringvormige onderdelen een ongelijkmatige smeltstroom veroorzaken, met kromtrekken als gevolg.

2.5 Onvoldoende matrijssterkte
Als de mal niet sterk genoeg is, zal hij vervormen onder de hoge druk van het plastic tijdens het gieten en krijg je kromgetrokken onderdelen.
2.6 Onjuist aantal of onjuiste positie van poorten
Als je de poorten op de verkeerde plaats zet of als er niet genoeg zijn, moet het plastic te ver stromen en is het moeilijk om het erdoor te duwen. Dat rekt en perst de kunststofmoleculen samen, waardoor er spanning op het onderdeel komt te staan. Die spanning verdwijnt niet als het plastic afkoelt, dus trekt het onderdeel krom. Als de druk bij de poort hoog is, krimpt het plastic niet veel. Bij een lage druk aan het einde van de vulling krimpt de kunststof veel. Als er een groot verschil in krimp is tussen de voor- en achterkant van het onderdeel, trekt het onderdeel krom. Je moet de juiste verhouding tussen vloeilengte en dikte gebruiken voor het materiaal dat je gebruikt.
Bij het bepalen van de positie van de poort moet het principe van gebalanceerd vullen worden gevolgd. Dat wil zeggen dat de aankomsttijd van elk smeltgolffront aan het einde van de holte en de vorming van de smeltlijn in principe consistent moeten zijn. Het vullen moet dik beginnen en dun eindigen, en het vullen moet gestopt worden als er onmiddellijk weerstand ontstaat om jetting te voorkomen. Dit kan restspanning en kromtrekken verminderen.

2.7 Poorten, lopers en/of spijlen te klein en/of te lang
Als je poorten, runners of sprues te klein of te lang zijn, verhoog je de stromingsweerstand, waardoor je de injectiedruk moet verhogen. Dat rekt en perst kunststofmoleculen uit en voegt mechanische spanning toe, wat leidt tot aanzienlijke restspanning en vervorming.
2.8 Ongelijke uitwerping
Als je je hete onderdelen niet gelijkmatig uitwerpt, zullen ze kromtrekken. Controleer dus je uitwerpsysteem en pas het indien nodig aan. Houd alle bewegende delen goed gesmeerd. Gebruik geleidepennen op grote mallen om te voorkomen dat ze in het midden doorzakken door hun eigen gewicht.
2.9 Ongelijkmatige koeling
Als de mal niet goed koelt, koelen de plastic onderdelen ook niet goed. Dat betekent dat ze krom zullen trekken. Als de kern bijvoorbeeld heter is dan de wand van de mal, zal het onderdeel naar de kern toe buigen nadat je het uit de mal hebt gehaald.
3. Grondstoffactoren
Vloeibaarheid is een probleem. Voor dunwandig gieten is het normaal om een kunststof te kiezen die gemakkelijk vloeit. Kunststoffen die gemakkelijk vloeien zijn echter vaak niet sterk genoeg en zelfs als je niet veel restspanning hebt, kun je last krijgen van kromtrekken. Je wilt een kunststof kiezen die gemakkelijk vloeit, maar niet te veel vloeit.
4. Factoren voor de operator
Slechte gewoontes. Operators die uitgeworpen stukken op de verkeerde plaats leggen, kunnen ertoe leiden dat stukken kromtrekken. Operators moeten voortdurend leren hoe belangrijk het is om goede omvormgewoonten te hebben en hoe slecht het is om inconsistente omvormcycli te hebben.
Operators moeten redelijke pauzes hebben tussen shifts zodat ze niet moe worden en fouten maken.
Het gebruik van robots en andere automatisering is een manier om consistente vormcycli te hebben.

5. Overige
5.1 Invloed van de weekmakerfase op vervorming van producten
De plastificatiefase is wanneer de glasachtige korrels veranderen in een kleverige vloeistoestand, wat je nodig hebt om de mal te vullen. Wanneer dit gebeurt, kan het plastic onder druk komen te staan omdat de temperatuur in het midden van het plastic anders is dan aan de buitenkant. Ook kan de druk en de snelheid waarmee je het plastic in de mal schiet ervoor zorgen dat de moleculen op een lijn komen te liggen waardoor het plastic kromtrekt.
5.2 Invloed van vul- en afkoelfasen op vervorming van producten door vervorming
Als je plastic onderdelen maakt met spuitgietenJe moet de mal vullen met gesmolten plastic. Daarna koelt het plastic af en wordt het vast in de mal. Dit is een heel belangrijk onderdeel van spuitgieten. De temperatuur, de druk en hoe snel het plastic stroomt, hebben allemaal invloed op hoe goed de onderdelen zijn en hoe snel je ze kunt maken. Als de druk hoog is en het plastic snel vloeit, wordt het plastic uitgerekt in de richting waarin het plastic vloeit. Het wordt ook uitgerekt in de richting die niet de vloeirichting is. Dit wordt het "bevroren effect" genoemd. Het "bevriezingseffect" zorgt ervoor dat er spanning op de plastic onderdelen komt te staan. De temperatuur zorgt er ook voor dat de plastic onderdelen buigen.

(1) Het temperatuurverschil tussen de boven- en onderkant van het onderdeel kan thermische spanning en vervorming veroorzaken.
(2) Temperatuurverschillen tussen verschillende delen van het onderdeel veroorzaken ongelijke krimp tussen deze delen.
(3) Verschillende temperatuuromstandigheden beïnvloeden de krimpsnelheid van kunststof onderdelen.
5.3 Invloed van de ontvormfase op vervorming van producten
Wanneer de kunststofonderdelen worden ontvormd en afgekoeld tot kamertemperatuur, zijn ze meestal glasachtig. Als de ontvormkracht ongelijk is, de beweging van het uitwerpmechanisme onstabiel is of het ontvormoppervlak ongeschikt is, kan het product gemakkelijk vervormen. Bovendien zal de spanning die tijdens het vullen en afkoelen in het onderdeel is bevroren, vrijkomen in de vorm van vervorming door het verlies van externe beperkingen, wat resulteert in vervorming door kromtrekken.
5.4 Invloed van krimp van spuitgietproducten op vervorming door vervorming
De belangrijkste reden waarom spuitgegoten producten kromtrekken, is omdat de onderdelen ongelijk krimpen. Als je geen rekening houdt met de krimp die optreedt tijdens het vullen van de matrijs, zal de vorm van de onderdelen ver afwijken van wat je wilt en kunnen ze zo kromgetrokken zijn dat je ze niet kunt gebruiken. Naast de krimp die optreedt tijdens het vullen van de mal, zorgen temperatuurverschillen tussen de boven- en onderkant van de mal er ook voor dat de boven- en onderkant van de onderdelen anders krimpen, waardoor ze kromtrekken.
Bij het analyseren van kromtrekken gaat het niet om de krimp zelf, maar om het verschil in krimp. Tijdens de spuitgietprocesDe rangschikking van polymeermoleculen langs de vloeirichting resulteert in een grotere krimpsnelheid in de vloeirichting dan in de loodrechte richting, wat leidt tot vervorming door kromtrekken van spuitgietproducten. Uniforme krimp veroorzaakt alleen veranderingen in het volume van de kunststofonderdelen, terwijl niet-uniforme krimp vervorming door kromtrekken veroorzaakt. Kristallijne kunststoffen hebben een veel groter verschil in krimpsnelheid tussen de vloeirichting en de loodrechte richting in vergelijking met niet-kristallijne kunststoffen en hun hogere krimpsnelheid, gecombineerd met hun anisotrope krimp, resulteert in een veel grotere neiging tot vervorming door kromtrekken in kristallijne kunststofonderdelen.
5.5 Invloed van thermische restspanning op vervorming van producten
Als je dingen spuitgiet, kan de hitte dingen verpesten. Daardoor kunnen je onderdelen kromtrekken en er slecht uitzien.
II. Oplossingen voor vervorming van spuitgegoten producten
Om de bovenstaande problemen op te lossen, kun je deze methoden proberen om het probleem van vervorming door kromtrekken van spuitgietproducten op te lossen:
1. Injectietemperatuur aanpassen
De injectietemperatuur veranderen is een goede manier om het probleem van kromtrekken van spuitgietproducten op te lossen. Door de injectietemperatuur te wijzigen, kan de warmte gelijkmatig over alle onderdelen worden verdeeld, wat de vervorming van spuitgietproducten kan verminderen.
2. Ontwerp rationele spuitgiet structuur
Wanneer we spuitgegoten producten ontwerpen, moeten we aandacht besteden aan het ontwerp van structuren zoals wanddikte en oppervlak. Een goede structuur voor een spuitgegoten product kan de vervorming door kromtrekken van het spuitgegoten product verminderen.

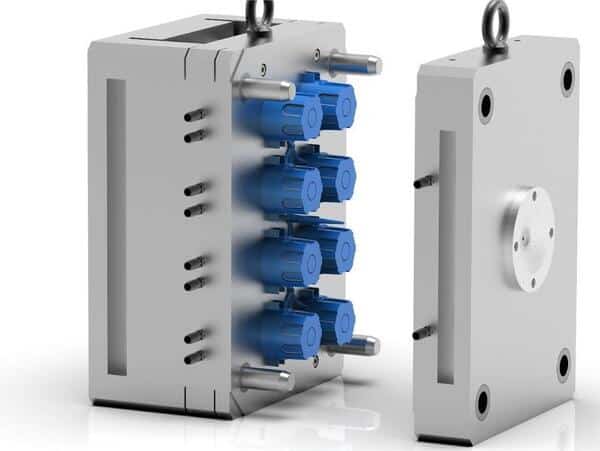
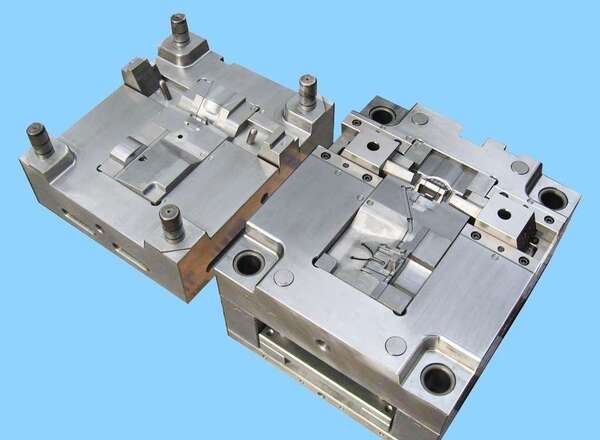
3. De mal optimaliseren
De matrijs is een van de belangrijkste factoren die de nauwkeurigheid en vervorming van spuitgietproducten bepalen. Daarom is het noodzakelijk om de matrijs te optimaliseren. Kies geschikte materialen en productieprocessen om de nauwkeurigheid van de matrijs te garanderen. Daarnaast moet aandacht worden besteed aan het onderhoud en de instandhouding van de matrijs tijdens het gebruik.
4. Spuitgietapparatuur gebruiken
Met efficiënte spuitgietapparatuur kan het probleem van vervorming door kromtrekken van spuitgietproducten effectief worden opgelost. Efficiënte spuitgietapparatuur kan de uniformiteit van de injectietemperatuur verbeteren en de vervorming tijdens het spuitgieten verminderen.

Ⅲ. Conclusie
Er zijn veel factoren die de vervorming door kromtrekken van spuitgietproducten beïnvloeden, zoals de structuur van de matrijs, de thermische en fysische eigenschappen van kunststof materialen en de condities en parameters van het spuitgieten. spuitgietproces. Daarom moet het onderzoek naar het vervormingsmechanisme van spuitgietproducten rekening houden met verschillende factoren zoals het volledige vormproces en de materiaaleigenschappen.







