 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding
Het maken van spuitgietmatrijzen is een lang en ingewikkeld proces. Er zijn veel stappen betrokken bij wat een eenvoudige handeling lijkt. Weet je wat het proces van spuitgieten inhoudt?
Nu zal ik het je in detail vertellen. Het plastic spuitgieten Het proces van het maken van spuitgietmatrijzen omvat voornamelijk: het accepteren van op maat gemaakte behoeften van klanten, het ontwerp van de matrijs van het engineeringsteam, de productie van gesmolten plastic spuitgietmatrijzen, de inspectie van de matrijs en het uitproberen van de matrijs, het aanpassen van de matrijs en het repareren van de matrijs, en het onderhoud van de matrijs. Hieronder zal ik u een voor een te begrijpen.

Aangepaste behoeften van klanten accepteren
Als je een kunststof mal wilt maken, geef je de matrijzenmaker een tekening of een monster van het product dat je wilt maken. De matrijzenmaker moet weten hoe je het onderdeel gaat gebruiken, hoe je het gaat verwerken en hoe nauwkeurig het moet zijn.

Om te voldoen aan de eisen van kunststof spuitgietproductie, moeten we productgegevens verzamelen, analyseren en verwerken om te voldoen aan de aangepaste behoeften van klanten.
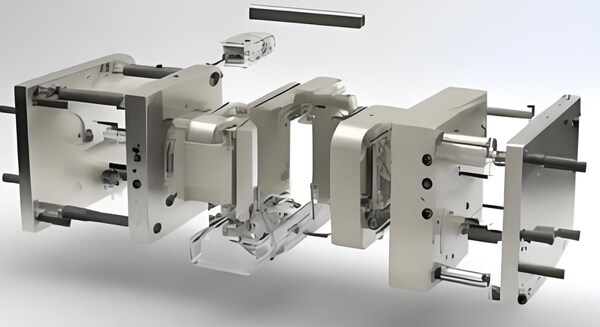
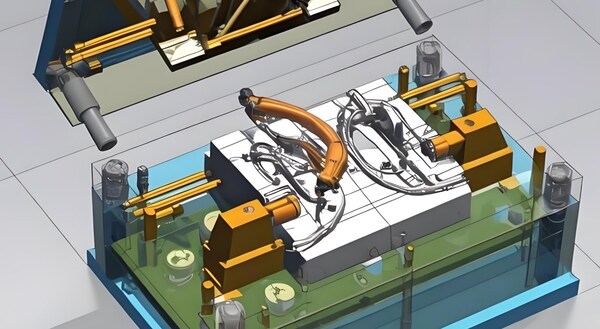
Vormontwerp
Het ontwerpen van de spuitgietmatrijs is het belangrijkste onderdeel van het hele matrijzenproductieproces. De structuur en grootte van de matrijs moeten worden bepaald aan de hand van de vereisten en kenmerken van het product. Hieronder volgen de stappen voor het ontwerpen van een spuitgietmatrijs.
Voorbereidend werk vóór het ontwerp
Ontwerp taakboek; vertrouwd met kunststof onderdelen, met inbegrip van hun geometrische vorm, gebruik eisen van kunststof onderdelen en grondstoffen van kunststof onderdelen; controleer het spuitgieten verwerkbaarheid van kunststof onderdelen; verduidelijk het model en de specificaties van de spuitgietmachine.
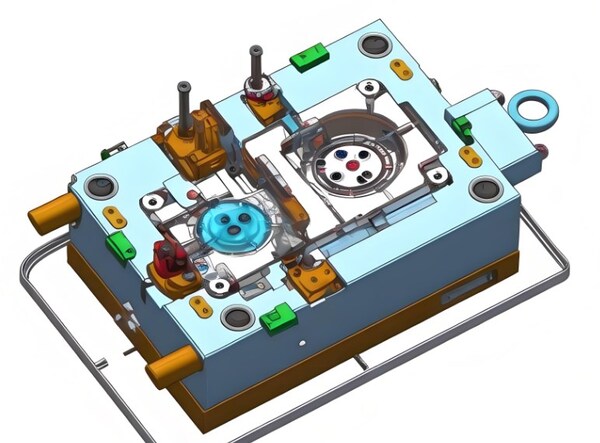
De Ontwerpstappen van de Structuur van de Injectievorm
Tel het aantal gaten. Voorwaarden: maximaal injectievolume, klemkracht, eisen aan de nauwkeurigheid van het product, zuinigheid; kies waar te splitsen. Het principe moet een eenvoudige matrijsstructuur zijn, gemakkelijk te splitsen en geen invloed op het uiterlijk en het gebruik van kunststof onderdelen; beslis waar de gaten moeten komen.

Probeer het gelijkmatig te maken; beslis waar te gieten.Beslis hoe je het onderdeel uit de mal haalt, inclusief de hoofdrunner, vertakkingsrunner, gate, cold slug well, enz. Ontwerp verschillende manieren om het onderdeel uit de mal te halen, afhankelijk van waar het kunststof onderdeel in de mal achterblijft.

Bepaal hoe je de temperatuur regelt. Het temperatuurregelsysteem wordt voornamelijk bepaald door het type kunststof. Als je besluit om een inzetstuk in de mal of de kern te gebruiken, verdeel de inzetstukken dan in secties en maak de inzetstukken en bevestig ze tegelijkertijd.

Zoek de uitlaatmethode uit. Over het algemeen kan de uitlaat worden bereikt door de opening tussen het scheidingsoppervlak van de matrijs en het uitwerpmechanisme en de matrijs. Voor grote en snelle spuitgietmatrijzen moet de overeenkomstige uitlaatmethode worden ontworpen; bepaal de hoofdafmetingen van de spuitgietmatrijs.

Gebruik de formule om de werkafmetingen van de spuitgietproducten te berekenen. Bepaal de zijwanddikte van de matrijsholte, de dikte van de holtebodemplaat, het kernkussen, de dikte van de beweegbare plaat, de dikte van de holteplaat van de blokvormholte en de sluithoogte van de spuitgietmatrijs.

Kies een standaard matrijsframe.gebaseerd op de ontworpen en berekende afmetingen van de spuitgietmatrijs, kies een standaard matrijsbasis voor de spuitgietmatrijs en probeer standaard matrijsonderdelen te kiezen; schets de matrijsstructuur.
Bij het ontwerpen van een matrijs is het heel belangrijk om een volledige constructieschets van de matrijs te maken en een diagram van de matrijsstructuur te tekenen. Controleer de relevante afmetingen van de matrijs en de injectiemachine.

Controleer de parameters van de gebruikte spuitgietmachine: inclusief het maximale injectievolume, de injectiedruk, de klemkracht en de grootte van het installatiedeel van de matrijs, de openingsslag van de matrijs en het uitwerpmechanisme.
Beoordeling van spuitgegoten onderdelen ontwerp. Voer een voorlopig onderzoek uit en verkrijg toestemming van de gebruiker. Tegelijkertijd is het noodzakelijk om te bevestigen en wijzigen van de eisen van de gebruiker; teken de assemblage tekening van de mal.

Geef duidelijk de assemblagerelatie, noodzakelijke afmetingen, serienummers, gedetailleerde lijsten, titelbalken en technische vereisten van elk onderdeel van het spuitgieten aan (de technische vereisten omvatten de volgende items.

prestatievereisten voor de matrijsstructuur, zoals assemblagevereisten voor het uitwerpmechanisme en het trekmechanisme voor de kern; vereisten voor het assemblageproces van de matrijs, zoals de pasopening van het scheidingsoppervlak en het parallellisme van het boven- en onderoppervlak van de matrijs.

Vereisten voor het gebruik van mallen; antioxydatiebehandeling, nummering van mallen, belettering, olieafdichtingen en opslagvereisten; vereisten voor proefmallen en inspecties).
Maak tekeningen van de gietvormonderdelen. De volgorde voor het maken van de onderdeeltekeningen is: eerst de binnenkant, dan de buitenkant, eerst complexe onderdelen, dan eenvoudige, en eerst gietonderdelen, dan structurele onderdelen. Ontwerptekeningen controleren.

Bij de eindcontrole van het spuitgietmatrijsontwerp moet meer aandacht worden besteed aan de verwerkingsprestaties van de onderdelen.
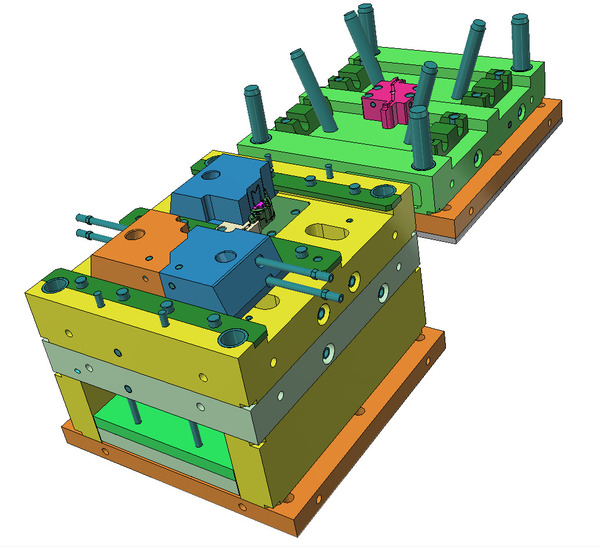
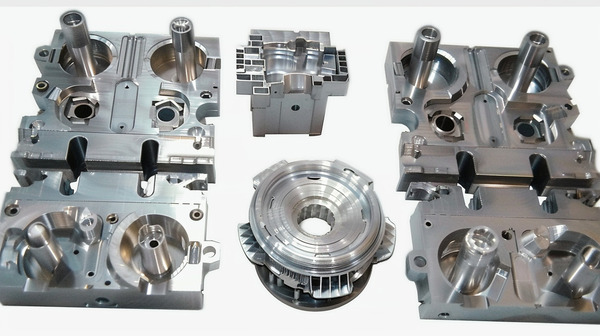
Productie van gietvormen
Programmeren, elektrode verwijderen
Als het matrijsontwerp klaar is, moet je het CNC-programma maken op basis van de verwerkingsomstandigheden van elk onderdeel en of de elektrode moet worden verwijderd voor EDM.

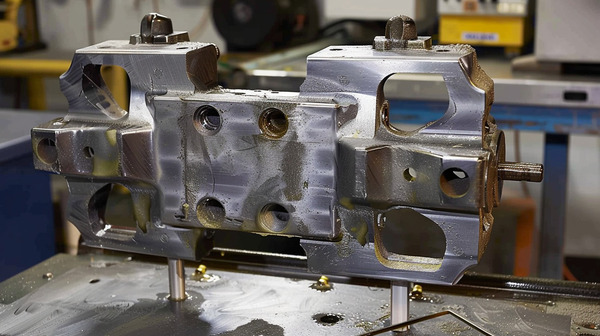
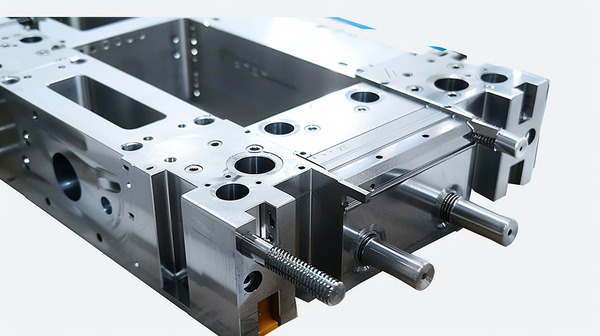
Bewerking
De mechanische verwerking van de mal omvat CNC-verwerking, EDM-verwerking, draadsnijden, diepgatboren, enz. Nadat de malbasis en materialen zijn besteld, bevindt de mal zich alleen nog in een ruwe verwerkingstoestand of alleen nog in staalmateriaal.
Op dit moment moet een reeks van mechanische verwerking worden uitgevoerd volgens het ontwerp bedoeling van de mal om verschillende onderdelen te maken

CNC-verspaning, of computergestuurde bewerking, is een bewerkingscentrum dat gebruikmaakt van numerieke besturing. Het vereist verschillende bewerkingsprocessen, gereedschapsselectie, bewerkingsparameters en andere vereisten.

Vonkverspaning, of elektrisch ontladen, is een bewerkingsproces dat gebruikmaakt van elektrische ontlading om het materiaal tot de vereiste grootte uit te hollen, dus het kan alleen geleidende materialen bewerken. De gebruikte elektroden zijn meestal gemaakt van koper en grafiet.
Bevestigingsmateriaal
Een fitter is een zeer belangrijke rol in het proces van het maken van mallen, en het werk moet het hele proces van het maken van mallen doorlopen. Het werk van een monteur bestaat uit het monteren, draaien, frezen, slijpen en boren van matrijzen.
Schimmels sparen en polijsten
Mal sparen en polijsten is het proces waarbij schuurpapier, oliesteen, diamantpasta en andere gereedschappen worden gebruikt om de malonderdelen te bewerken nadat de mal is bewerkt door CNC, EDM en fitter voordat de mal wordt geassembleerd.

Inspectie van spuitgietmatrijzen
Vormverschijning
Het naamplaatje van de mal heeft een volledige inhoud, duidelijke tekens en een nette indeling. Het naamplaatje moet worden bevestigd op de malvoet in de buurt van de mal en de referentiehoek. Het naamplaatje is betrouwbaar bevestigd en kan niet gemakkelijk losraken.

Het koelwaterpijpje moet een insteekbaar plastic blokpijpje zijn en de klant heeft andere eisen. De koelwaterpijp mag niet buiten het oppervlak van het matrijsframe uitsteken. De koelwaterpijp moet worden voorzien van verzonken gaten.

De verzonken gatdiameter is 25 mm, 30 mm en 35 mm. De afschuining van het gat moet consistent zijn. Het koelwaterpijpje moet in- en uitwendige markeringen hebben.

De gemarkeerde Engelse karakters en cijfers moeten groter zijn dan 5/6 en de positie moet 10 mm direct onder het waterpijpje zijn. Het handschrift moet duidelijk, mooi, netjes en gelijkmatig verdeeld zijn.

Matrijsaccessoires mogen geen invloed hebben op het hijsen en opslaan van de matrijs. Tijdens de installatie zijn er blootliggende oliecilinders, watersproeiers, voorinstelmechanismen enz. aan de onderkant, die moeten worden beschermd door steunpoten.

De installatie van de steunpoten moet worden bevestigd aan het frame van de mal met schroeven door de steunpoten. De te lange steunpoten kunnen aan het frame van de mal worden bevestigd door kolommen met externe schroefdraad te bewerken. De grootte van het uitwerpgat van de mal moet voldoen aan de vereisten van de gespecificeerde spuitgieten machine.

Je kunt niet maar één centrale uitwerping gebruiken, tenzij het een kleine mal is. De positioneerring moet betrouwbaar worden bevestigd, met een ringdiameter van 100 mm en 250 mm. De positioneerring is 10~20mm hoger dan de bodemplaat tenzij de klant andere eisen heeft.

De buitenafmetingen van de mal moeten voldoen aan de vereisten van de gespecificeerde spuitgietmachine. Mallen met richtinggebonden installatievereisten moeten gemarkeerd worden met pijlen op de voor- of achterkant van de mal om de installatierichting aan te geven.

Er moet "UP" naast de pijl staan. De pijl en de tekst zijn allebei geel en de hoogte is 50 mm. Er mogen geen putjes, roest, extra hijsringen, waterdamp in en uit, oliegaten enz. op het oppervlak van het frame van de mal zitten, evenals gebreken die het uiterlijk beïnvloeden.

De mal moet gemakkelijk te tillen en te vervoeren zijn. De onderdelen van de mal mogen niet gedemonteerd worden tijdens het hijsen en de hijsringen mogen niet in de weg zitten van de tapkraan, de oliecilinder, de pre-reset stang enz.

Vormmateriaal en hardheid
Het frame van de mal moet een standaard frame van de mal gebruiken dat voldoet aan de normen. De materialen van de vormdelen en het gietsysteem (kern, beweegbaar schimmelinzetstuk, beweegbaar inzetstuk, richtkegel, duwstang, poortbus) zijn gemaakt van materialen met een hoger prestatievermogen dan 40Cr.

Bij het vormen van kunststoffen die gemakkelijk door de mal worden aangetast, moeten de gevormde onderdelen worden gemaakt van corrosiebestendige materialen of moeten corrosiewerende maatregelen worden genomen op hun vormoppervlakken. De hardheid van vormdelen moet niet minder zijn dan 50HRC, of de hardheid van de oppervlakteharding moet hoger zijn dan 600HV.

Proeven met spuitgietmatrijzen
Voorzorgsmaatregelen vóór de proef
Het frame van de mal moet een standaard frame van de mal gebruiken dat voldoet aan de normen. De materialen van de vormdelen en het gietsysteem (kern, beweegbaar schimmelinzetstuk, beweegbaar inzetstuk, richtkegel, duwstang, poortbus) zijn gemaakt van materialen met een hoger prestatievermogen dan 40Cr.

Bij het vormen van kunststoffen die gemakkelijk door de mal worden aangetast, moeten de gevormde onderdelen worden gemaakt van corrosiebestendige materialen of moeten corrosiewerende maatregelen worden genomen op hun vormoppervlakken. De hardheid van vormdelen moet niet minder zijn dan 50HRC, of de hardheid van de oppervlakteharding moet hoger zijn dan 600HV.

Na de bevestiging dat de verschillende onderdelen van de matrijs goed bewegen, is het noodzakelijk om een geschikte spuitgietmachine voor proefmallen te selecteren. Bij het selecteren moet je letten op: wat is het maximale injectievolume van de spuitgietmachine?

of de binnenafstand van de trekstang geschikt is voor de mal; of de maximale bewegende slag van de beweegbare mal voldoet aan de eisen; of andere gerelateerde gereedschappen en accessoires voor proefmallen volledig zijn voorbereid.

Als alles in orde is, is de volgende stap het ophangen van de mal. Bij het ophangen moet worden opgemerkt dat voordat alle klemplaten worden vergrendeld en de mal wordt geopend, de haak niet mag worden verwijderd om te voorkomen dat de klemplaat losraakt of breekt waardoor de mal valt.

Zodra de mal op zijn plaats zit, controleer je of alle mechanische onderdelen goed werken. Controleer of de glijplaat, de uitwerppen, de terugtrekstructuur en de eindschakelaar allemaal goed werken. Controleer ook of het injectiepistool en de toevoerpoort op één lijn liggen.

Laten we het nu hebben over de volgende stap, het sluiten van de matrijs. Op dit moment moet de druk voor het sluiten van de mal worden verlaagd. Tijdens het handmatig en op lage snelheid sluiten van de matrijs moet u opletten of er geen onregelmatige beweging of abnormaal geluid is.

Het hijsen van de mal is eigenlijk heel eenvoudig. Het belangrijkste dat zorgvuldig moet gebeuren is dat het moeilijk is om het middelpunt van de malpoort en de spuitmond aan te passen. Meestal kan het middelpunt worden afgesteld met behulp van een testpapier.

De matrijstemperatuur verhogen: Afhankelijk van het materiaal dat je gebruikt en de grootte van je mal, kies je een matrijstemperatuurregelaar die je mal op de temperatuur brengt die je nodig hebt om onderdelen te maken.

Nadat de matrijstemperatuur is verhoogd, moet de beweging van elk onderdeel opnieuw worden gecontroleerd, omdat het staal na thermische expansie kan leiden tot vastlopen van de matrijs, dus let op het glijden van elk onderdeel om spanning en trillingen te voorkomen.

Als de fabriek de regel van het proefplan niet toepast, wordt aanbevolen om bij het aanpassen van de proefvormcondities slechts één conditie tegelijk aan te passen, zodat de impact van één enkele conditieverandering op het product kan worden onderscheiden.

Probeer dezelfde grondstoffen te gebruiken voor de proefmal en de toekomstige massaproductie. Probeer de mal niet helemaal uit met inferieure materialen. Als er een kleurvereiste is, kun je tegelijkertijd een kleurentest regelen.
Secundaire verwerking wordt vaak beïnvloed door problemen zoals interne spanning. Na de proefmal moet de mal worden verwerkt voor secundaire verwerking als het product stabiel is. Pas na het langzaam sluiten de klemdruk aan en beweeg deze meerdere keren om te controleren of er sprake is van ongelijke klemdruk om bramen en vervorming van de mal van het product te voorkomen.

Als je dat allemaal gedaan hebt, kun je de sluitsnelheid en druk van de matrijs verlagen, de veiligheidsvangstang en uitwerpslag instellen en dan de normale sluitsnelheid en sluitsnelheid van de matrijs aanpassen. Als de eindschakelaar voor de maximale slag is ingeschakeld, moet je de openingsslag van de matrijs iets korter instellen en de hoge openingssnelheid van de matrijs onderbreken voordat de matrijs zijn maximale slag bereikt.

De reden hiervoor is dat tijdens het laden van de matrijs de hoge-snelheidsslag langer is dan de lage-snelheidsslag in de volledige openingsslag van de matrijs. Op de kunststofmachine moet de mechanische uitwerperstang ook worden afgesteld om te werken na het openen van de matrijs op volle snelheid om vervorming van de uitwerperplaat of stripplaat door kracht te voorkomen.

Controleer het volgende voordat u gaat gieten: Is de voedingsslag te lang of te kort? Is de druk te hoog of te laag? Is de vulsnelheid te snel of te langzaam? Is de verwerkingscyclus te lang of te kort?

Om korte shots, breuk, vervorming, bramen en zelfs schade aan de matrijs te voorkomen. Als de cyclustijd te kort is, zal de uitwerper door het onderdeel duwen of zal de stripperring het onderdeel samendrukken. Het kan twee of drie uur duren om het onderdeel te verwijderen. Als de cyclustijd te lang is, kunnen de dunne en zwakke delen van de kern breken door het krimpen van het rubber.

Je kunt niet elk probleem voorspellen dat zich kan voordoen tijdens een schimmelzaak, maar door vooruit te denken en actie te ondernemen kun je grote, dure problemen voorkomen.

De belangrijkste stappen van een schimmelproces
Om te voorkomen dat je tijdens de massaproductie tijd en moeite verspilt, moet je geduldig zijn en verschillende verwerkingsomstandigheden aanpassen en controleren, de beste temperatuur en drukomstandigheden vinden en standaardprocedures voor matrijsproeven opstellen die je elke dag kunt gebruiken.

Controleer of het plastic hars in het vat juist is en of het gebakken is volgens de voorschriften (als er verschillende plastic materialen worden gebruikt voor het uitproberen van de mal en de productie, kunnen er verschillende resultaten worden verkregen).

Zorg ervoor dat je de materiaalbuis goed schoonmaakt zodat je geen slecht rubber of vreemd materiaal in de mal spuit. Slecht rubber en vreemd materiaal kunnen de mal verstoppen. Controleer of de temperatuur van de materiaalbuis en de temperatuur van de mal goed zijn voor het materiaal dat je gebruikt.

Verander de druk en het injectievolume om het product er goed uit te laten zien. Maar laat het niet flitsen, vooral niet als sommige onderdelen nog niet volledig gestold zijn. Denk erover na voordat je alle regelinstellingen verandert, want een kleine verandering in de vulsnelheid kan een groot verschil maken in de vulling.

Wees geduldig en wacht tot de machine en de schimmel zich stabiliseren. Zelfs bij een middelgrote machine kan het zijn dat je meer dan 30 minuten moet wachten. Deze tijd kan gebruikt worden om mogelijke problemen met het product te controleren.

De schroefvoorlooptijd mag niet korter zijn dan de tijd die nodig is om de kunststof aan de poort te laten stollen, anders neemt het gewicht van het product af, wat de prestaties van het product schaadt. En als de mal wordt verwarmd, moet de schroefvervroegingstijd ook worden verlengd om het product compacter te maken.

Een redelijke aanpassing vermindert de totale verwerkingscyclus. Voer de nieuwe aangepaste condities minstens 30 minuten uit tot ze stabiel zijn en produceer dan continu minstens een dozijn volledige vormmonsters, markeer de datum en hoeveelheid op de verpakking en plaats ze apart volgens de vormholte om de werkelijke werkingsstabiliteit te testen en redelijke controletoleranties af te leiden (vooral waardevol voor mallen met meerdere caviteiten).
Meet en noteer de belangrijke afmetingen van de doorlopende monsters (wacht met meten tot de monsters afgekoeld zijn tot kamertemperatuur).
Controleer de afmetingen van elk matrijsmonster en kijk of: de productgrootte stabiel is; of sommige afmetingen omhoog of omlaag gaan, wat betekent dat de verwerkingsomstandigheden van de machine nog steeds veranderen, zoals een slechte temperatuurregeling of oliedrukregeling; of de verandering van de grootte binnen het tolerantiebereik ligt.

Als de productgrootte niet verandert en de verwerkingsomstandigheden normaal zijn, moet je kijken of de kwaliteit van het product in elke caviteit acceptabel is en of de grootte binnen de toegestane tolerantie valt. Noteer de aantallen caviteiten die consistent groter of kleiner zijn dan het gemiddelde om te controleren of de matrijsgrootte juist is.

Noteer de verkregen parameters tijdens de gietvormtest
Registreer en analyseer de gegevens indien nodig om de matrijs en productieomstandigheden aan te passen en als referentie voor toekomstige massaproductie.

Maak de verwerkingstijd langer om de smelttemperatuur en de temperatuur van de hydraulische olie te stabiliseren.
Pas de machinecondities aan op basis van de grootte van alle producten die te groot of te klein zijn. Als de krimpsnelheid te groot is en het product te weinig schot lijkt te hebben, kun je ook de poortgrootte vergroten.

Als de caviteitsgrootte te groot of te klein is, repareer dit dan. Als de holte- en poortgrootte nog steeds goed zijn, probeer dan de machinecondities te veranderen, zoals vulsnelheid, matrijstemperatuur en druk van elk onderdeel, en controleer of sommige holtes langzaam vullen.
Breng correcties aan op basis van de overeenstemmende condities van elk caviteitsproduct of de kernverplaatsing en probeer misschien de vulsnelheid en matrijstemperatuur opnieuw aan te passen om het geheel uniformer te maken.

Los de problemen op van de spuitgieten machine, zoals de oliepomp, het olieventiel, de temperatuurregelaar, enz. Als je deze problemen niet verhelpt, zullen de verwerkingsomstandigheden veranderen. Zelfs als je de beste matrijs hebt, zal deze niet goed werken op een machine die je niet onderhoudt.
Bewaar na het controleren van alle geregistreerde waarden een set monsters om te controleren en te vergelijken of de gecorrigeerde monsters verbeterd zijn. Sla alle gegevens van de steekproefinspectie tijdens de matrijsproef goed op, inclusief de verschillende drukken in de verwerkingsspuitgietcyclus, de smelttemperatuur en de matrijstemperatuur.

temperatuur van de materiaalbuis, injectietijd, periode van schroefvoeding, enz. Kortom, sla alle gegevens op die helpen om in de toekomst met succes dezelfde verwerkingsomstandigheden te creëren om producten te verkrijgen die aan de kwaliteitsnormen voldoen.
Momenteel wordt de matrijstemperatuur vaak genegeerd tijdens matrijsproeven in fabrieken. Bij kortdurende matrijsproeven en toekomstige massaproductie is de matrijstemperatuur het moeilijkst te controleren. Een onjuiste matrijstemperatuur kan de grootte, helderheid, krimp, vloeilijnen en materiaalgebrek van het monster beïnvloeden. Als de regelaar voor de matrijstemperatuur niet wordt gebruikt om de temperatuur te regelen, kunnen er problemen ontstaan bij toekomstige massaproductie.

Modificatie van spuitgietmatrijzen
Voorbereiding vóór het modificeren van de mal
Begrijpen wat de klant wil en wat de vereisten zijn voor het maken van het nieuwe product; het geheel bekijken om te zien welke onderdelen moeten worden veranderd en testen en opschrijven van welk soort staal de mal is gemaakt, hoe hard het is, enzovoort.

Teken de originele matrijsstructuur, zoek de onderdelen die veranderd moeten worden en markeer de grootte, positie, afschuining, enz.
Ontwerp voor vormmodificatie
Op basis van de productvereisten, doen de schimmel modificatie ontwerp; wijzigen van de schimmel structuur, en volledig rekening houden met de verwerking moeilijkheid en de kosten in het ontwerp; maken nieuwe schimmel structuur tekeningen, en bepaal parameters zoals grootte, materiaal, hardheid, enz.

Verwerking en productie van vormmodificaties
Zoek het verwerkings- en productieplan voor matrijsmodificatie uit, inclusief materiaalinkoop, productie, foutopsporing en andere processen.Voer verwerking en productie uit op basis van de ontwerptekeningen voor matrijsmodificatie, inclusief frezen, EDM, draadsnijden en andere processen.

Voer ook fijne bewerkingen uit met bankwerk en slijpmachines. Voer na het modificeren van de matrijs een grondige dimensionale inspectie en tests uit om te controleren of de matrijsstructuur voldoet aan de productievereisten voor nieuwe producten.
Vormmodificatie en foutopsporing
Zodra de verwerking van de matrijs klaar is, wordt de matrijs gedebugged. Dit omvat het aanpassen van de spuitgiettemperatuur, druk, snelheid en andere parameters van de matrijs. De matrijs wordt gedroogd en afgestoft om ervoor te zorgen dat er geen vervuiling optreedt tijdens het spuitgietproces. De matrijs wordt getest en gedebugged op de spuitgieten machines om de grootte, defecten, lekkage en andere condities van de mal te controleren.

Onderhoud na schimmelmodificatie
Na gebruik moet de mal worden gereinigd en onderhouden om roest en schade te voorkomen. De mal moet regelmatig worden onderhouden en gerepareerd, inclusief het vervangen van versleten onderdelen en het reinigen van de verwarmingsleiding.

Als de schimmel niet meer wordt gebruikt, moet hij goed worden opgeborgen en regelmatig worden geïnspecteerd.
Spuitgietmatrijzen repareren
Voorbereiding
Voordat we beginnen met de reparatie van de spuitgietmatrijs, moeten we een reeks inspecties uitvoeren om de specifieke omstandigheden van de te repareren matrijs te begrijpen, zodat het reparatiewerk soepel kan verlopen.

Controleer de structurele onderdelen van de mal om de specifieke locatie en mate van reparatie te begrijpen. Het proces en de productieomstandigheden begrijpen wanneer de mal wordt gebruikt om te zien of er wijzigingen nodig zijn. De benodigde reparatiegereedschappen en -materialen voorbereiden.
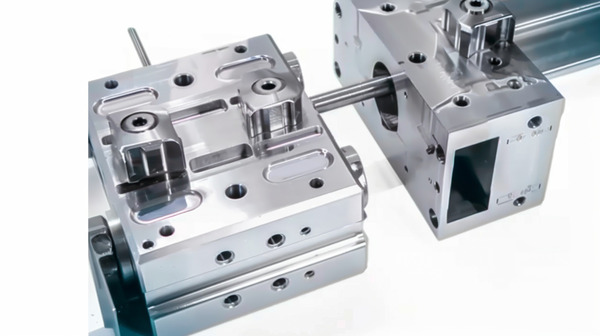
Demontage van de mal
Als je schimmelreparaties uitvoert, moet je de schimmel eerst demonteren. Dit proces omvat voornamelijk het verwijderen van de bewegende plaat en de vaste plaat van de mal. Verdeel de mal in twee delen, links en rechts, en maak ze los van de trekstang. Verwijder de accessoires, kern, holte, spuitmond, uitwerper en andere onderdelen van de mal.

De schimmel repareren
Als de mal is verwijderd, kan hij worden gerepareerd. De reparatie omvat voornamelijk reiniging en warmtebehandeling: de mal zandstralen om roest te verwijderen en vervolgens warmtebehandelen. Renovatie van doorvoergaten: Renoveer en repareer de doorvoergaten van de mal en dicht de oude doorvoergaten.

Gietvorm: Repareer de beschadigde delen van de mal, gebruik een slijpschijf om het glad te maken en te polijsten. Spuiten: Spuit het oppervlak van de mal om een beschermende film op het oppervlak van de mal te vormen om de levensduur van de mal te verlengen.
Zet de mal in elkaar
Als de reparatie klaar is, kun je hem weer in elkaar zetten. De montagestappen zijn voornamelijk om te controleren of de verschillende onderdelen van de mal gerepareerd zijn. Voer een maltest uit op de mal om de betrouwbaarheid te controleren. Controleer de installatie en afstelling van de mal.

Test Aanpassing
Nadat de assemblage klaar is, moeten we het test- en aanpassingsproces uitvoeren. Dit proces test voornamelijk de machines en apparatuur die samen met de mal worden gebruikt om ervoor te zorgen dat de twee samenwerken en betere productieresultaten opleveren.
Schimmel Onderhoud
Kunststof spuitgietmatrijzen moeten regelmatig worden onderhouden om ervoor te zorgen dat ze goed functioneren en een lange levensduur hebben.

Correcte onderhoudsmethoden voor schimmels
Houd de mal schoon: Wanneer je de mal gebruikt, blijven er wat resten gesmolten plastic of onzuiverheden aan het oppervlak van de mal plakken. Als je die niet op tijd schoonmaakt, heeft dat invloed op de kwaliteit van het product. Daarom is het regelmatig schoonmaken van de mal een zeer belangrijk onderhoudswerk.

Repareer schade op tijd: De mal kan tijdens het gebruik beschadigd of versleten raken, zoals scheuren, bramen en andere problemen. Als je deze problemen snel vindt en repareert, kan de mal langer meegaan en voorkom je dat er ergere dingen gebeuren door de schade.
Houd de mal gesmeerd: De onderdelen van de mal moeten tijdens het werk worden gesmeerd om wrijving en slijtage te verminderen. Regelmatige smering en onderhoud van de mal kunnen de levensduur van de mal verlengen.

Belangrijkste vaardigheden voor schimmelonderhoud
Gebruik de mal op de juiste manier: Wanneer je de mal gebruikt, volg dan de ontwerp- en bedieningsinstructies zodat je hem niet overbelast of verkeerd gebruikt en verknoeit.
Sla de schimmel goed op: Schimmels die je niet gebruikt, moet je goed opbergen zodat ze niet nat worden, niet in de zon staan en geen andere slechte dingen in de lucht bevatten. Zorg er ook voor dat ze niet tegen elkaar stoten en breken.

Houd de schimmel in de gaten: Houd de schimmel in de gaten, los problemen op als ze zich voordoen, voorkom toekomstige problemen en zorg ervoor dat de schimmel blijft werken.
Conclusie
Kunststof mallen zijn gereedschappen die in de kunststofverwerkende industrie worden gebruikt om kunststof spuitgietmachines aan te passen en kunststof producten volledige configuraties en precieze afmetingen te geven. Omdat er veel soorten en structuren van kunststoffen, verwerkingsmethoden, kunststof vormmachines en kunststof producten zijn, zijn er ook veel soorten en structuren van kunststof mallen.

Het belangrijkste proces van de productie van spuitgietmatrijzen bestaat voornamelijk uit het accepteren van klantspecifieke wensen, het ontwerpen van matrijzen, het maken van matrijzen, het inspecteren van spuitgietmatrijzen, het testen van plastic matrijzen, het aanpassen van spuitgietmatrijzen, het repareren van spuitgietmatrijzen en het onderhouden van matrijzen.






