 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding: Bij spuitgieten zijn bramen een veelvoorkomende spuitgieten defecten die kunnen optreden. Sommige worden veroorzaakt door problemen met het ontwerp en de productie van de matrijs, terwijl andere worden veroorzaakt door problemen met het spuitgietproces.

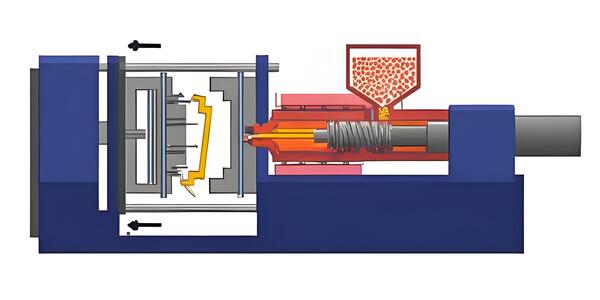
Vandaag bekijken we waarom bramen ontstaan. Bramen komen meestal voor op de scheidingslijn, dat is waar het gesmolten materiaal tussen de bewegende en stilstaande mallen stroomt, het glijdende deel van de slede, de opening tussen de inzetstukken, het gat van de uitwerppen, enzovoort.

Deze vervorming werkt als een hefboom tijdens het spuitgieten, waardoor de vervorming verder toeneemt en de matrijs plaatselijk onder druk komt te staan, wat een vicieuze cirkel vormt van meer vervorming tijdens het spuitgieten. Defecten bij het spuitgieten ontstaan meestal bij een te hoge injectiedruk, wat leidt tot bramen in de holteopening van de matrijs.

Daarom moet de mal zo snel mogelijk worden bijgesneden als er in het begin flash wordt gevonden. Dit artikel bespreekt vooral de oorzaken van flash en hoe het op te lossen.

Wat zijn de oorzaken van bramen?
Onvoldoende klemkracht
Als de klemkracht klein is in vergelijking met het geprojecteerde oppervlak van het spuitgietproduct, zal de injectiedruk een spleet veroorzaken tussen de bewegende en stilstaande matrijzen, wat resulteert in vlamvorming.

Dit is vooral waar als de side gate dicht bij het midden van het onderdeel is geplaatst, omdat dit type gate een hogere injectiedruk vereist en meer kans heeft op flash.

Je kunt dit probleem oplossen door de injectiedruk te verlagen of de klemkracht te verhogen. Soms werkt het heel goed als je een kunststof gebruikt die goed vloeit bij gieten onder lage druk.

De lokale schimmel is niet goed afgestemd
Laten we het eens hebben over het probleem van het losjes klemmen van de dynamische en statische matrijzen. Hoewel de matrijs zelf stevig vastgeklemd zit, is het vaak zo dat wanneer we een spuitgietmachine met een knevelspansysteem gebruiken om te mouleren, dit te wijten is aan een slecht parallellisme van de matrijs of een slechte afstelling van het opspansysteem.
Zoals een onevenwichtige klemming aan de linker- en rechterkant, dat wil zeggen dat slechts één kant van de linker- en rechterkant vergrendeld is en de andere kant niet stevig vastzit. Op dit moment moeten we de trekstangen (twee of vier trekstangen) aanpassen om ze in balans te brengen en uit te zetten.

Er is ook een andere losse passing die wordt veroorzaakt door een slechte afstemming op de mal. Vooral wanneer er een gietgat in het midden van het onderdeel zit, kunnen er door de ondersteunende rol van dit onderdeel bramen ontstaan wanneer de klemkracht niet voldoende is.
Een ander type is de glijdende kern. Omdat de bewegende kern een bewegend mechanisme is, ontstaan er vaak bramen, dus is de afstemming van de glijdende kern erg belangrijk. Vooral bij de linker en rechter halve mal wordt het geprojecteerde oppervlak van de zijkant ook beïnvloed door de vormdruk.

Als het ontwerp deze druk niet volledig kan weerstaan, zullen er vaak bramen ontstaan. Wat betreft de ruimte tussen de inzetstukken en de uitwerppin, zullen niet alleen de bramen toenemen in een vicieuze cirkel, maar zal ook de uitwerpweerstand toenemen.
Veroorzaakt door schimmelafbuiging
Als de mal niet origineel genoeg is, zal hij door de injectiedruk doorbuigen. Op dat moment, als er een gat in de buurt van het centrum is, zullen er bramen ontstaan rond het gat; en als de zijpoort wordt geopend met behulp van het gat in het centrum, zullen er ook bramen ontstaan rond het gat en de runner.De bramen die hierdoor ontstaan zijn het gevolg van slechte matrijsfabricage, dus het is moeilijk te repareren. Versterking van de mal kan de bramen verminderen.

Onredelijke schimmelstructuur
De structuur van de mal heeft een grote invloed op de kwaliteit van de gegoten onderdelen. Als de structuur van de mal niet goed is, zullen de spuitgietproducten bramen vertonen. Als er bijvoorbeeld scherpe hoeken in de mal zitten, wordt het materiaal samengedrukt en uitgerekt en ontstaan er bramen.
Vormontwerp is een van de belangrijke factoren die de productkwaliteit beïnvloeden. Bij het ontwerp van de matrijsstructuur wordt onvoldoende rekening gehouden met de structuur en de nauwkeurigheid van de verwerking van de matrijs, wat leidt tot ongelijke verwerking van het matrijsoppervlak, onvoldoende starthoek en andere problemen, die bramen veroorzaken.

Slechte oppervlaktebehandeling van de mal
Als je het maloppervlak gebruikt, zal het slijten en scheurtjes krijgen door de hitte. Als je het maloppervlak niet goed behandelt, krijg je ook bramen.
Vreemde deeltjes op het oppervlak van de mal
Als er vreemde stoffen op het matrijsoppervlak zitten, ontstaan er onvermijdelijk bramen. Daarom moeten we het oppervlak van de matrijs controleren voordat de matrijs begint te produceren. Nadat de matrijs is geproduceerd, moeten we ook aandacht besteden aan het op tijd schoonmaken en dagelijks onderhoud, waardoor niet alleen het optreden van problemen met de matrijs wordt verminderd, maar ook de levensduur van de matrijs wordt verlengd.

Te veel smeltinjectie
Normaal gesproken gebeurt dat niet. Meestal, als je de machineparameters aanpast omdat je plaatselijk te weinig materiaal hebt of te veel smelt injecteert om krimp te voorkomen, zal de mal uitpuilen en krijg je flash. Dat is de verkeerde manier. Je moet de injectietijd of de wachttijd verlengen om de mal te vormen.
Plastic vloeibaarheid is te goed
Het is niet omdat de smelt goed vloeit dat je ook flash krijgt. Als de smelt echter te goed vloeit, kan het in de kleinste spleten terechtkomen en flash veroorzaken. Om flash te voorkomen, kun je de smelttemperatuur of de injectiedruk verlagen, of de matrijstemperatuur of injectiesnelheid verlagen.
Problemen met de grondstofkwaliteit
Braam van spuitgegoten onderdelen kan worden veroorzaakt door het probleem van de grondstoffen. Bijvoorbeeld, de plastic deeltjes van verschillende grootte en te veel onzuiverheden zullen de spuitgietkwaliteit van spuitgegoten onderdelen beïnvloeden. Op dit moment is het noodzakelijk om te beginnen met de selectie en screening van grondstoffen en het drogen van de behandeling.
Onjuiste materiaalselectie
De materialen die je kiest zijn ook belangrijk voor spuitgieten succes. Als het plastic dat je kiest bij een te hoge temperatuur smelt, kan dit leiden tot een slechte vloei van het plastic en bramen veroorzaken. Onzuiverheden in het materiaal kunnen ook bramen veroorzaken.

Onjuiste regeling van spuitgiettemperatuur en -druk
Voordat je begint met spuitgieten, moet je de spuitgiettemperatuur en -druk controleren. Als de temperatuur en druk te hoog of te laag zijn, heeft dat invloed op de kwaliteit van het spuitgietproduct. Als de temperatuur bijvoorbeeld te hoog is, vloeit de kunststof niet goed en als de temperatuur te laag is, heeft het product een slechte oppervlakteafwerking en veel bramen.
De injectiedruk is een zeer belangrijke factor in het spuitgietproces. Als de injectiedruk onstabiel is, zal de gesmolten kunststof niet vloeiend stromen, waardoor de kunststof in de matrijs wordt samengedrukt en afgeschuind, wat leidt tot bramen.
Onredelijke procesparameters voor spuitgieten
Het ontstaan van bramen in spuitgietproducten is ook gerelateerd aan de parameters van het spuitgietproces. Zo zullen onredelijke instellingen van parameters zoals injectietemperatuur, druk en snelheid bramen in spuitgietproducten veroorzaken. De oplossing is om elke parameter één voor één aan te passen aan de specifieke situatie om de kwaliteit van het spuitgieten te garanderen.
Als het spuitgietproces niet gestandaardiseerd is of niet correct verloopt, zal dit ook leiden tot bramen in spuitgietproducten. Een onstabiele temperatuur tijdens het spuitgieten, een te lange injectietijd enz. hebben bijvoorbeeld een negatieve invloed op spuitgegoten onderdelen.
Problemen bij het ontwerp van de matrijsstructuur
Het ontstaan van bramen op spuitgietproducten kan ook te maken hebben met het ontwerp van de matrijsstructuur. Het deel van de matrijs waar bramen verschijnen, kan te wijten zijn aan restgas in de matrijs of er kunnen gaten in de matrijs zitten. De matrijs moet gecontroleerd en verbeterd worden om ervoor te zorgen dat de matrijsstructuur voldoet aan de vereisten van het spuitgietproces.
Problemen met spuitgietmachines
Het ontstaan van bramen op spuitgietproducten kan ook te maken hebben met problemen met de apparatuur van de spuitgietmachine zelf. Als de spuitgietmachine problemen heeft zoals een onstabiele druk en ongelijke temperatuur, zal dit bramen veroorzaken op de spuitgietproducten. Op dat moment moet de spuitgietmachine worden geïnspecteerd en gerepareerd.

Wat zijn de manieren om bramen op spuitgegoten onderdelen te voorkomen en op te lossen?
Schimmelstructuur verbeteren
Om bramen te voorkomen, is het belangrijk om de matrijsstructuur te verbeteren. Om de nauwkeurigheid van het matrijsoppervlak en de verwerkingskwaliteit te verbeteren en het ontstaan van bramen te verminderen, kunt u de matrijs verbeteren en ontwerpen op basis van de tekortkomingen in de matrijsstructuur en verwerkingsnauwkeurigheid.
Schimmel ontbramen
Voordat je begint met spuitgieten, moet je het matrijsoppervlak voorbereiden om het glad en vlak te houden en de vorming van bramen te voorkomen. Het vereist een bepaalde matrijs (ruwe matrijs + fijne matrijs) productiekosten, en kan ook een plastic matrijs vereisen. Het is geschikt voor producten met eenvoudige scheidingsoppervlakken en de efficiëntie en het ontbramende effect zijn beter dan handmatig.

Correcte selectie van kunststof materialen
De sleutel tot het oplossen van het braamprobleem is het kiezen van het juiste kunststofmateriaal. Kies het materiaal op basis van de kenmerken en vereisten van het spuitgietproduct en let op de zuiverheid en het smeltpunt van het materiaal.
Gebruik het juiste materiaal
De materiaalkeuze heeft ook invloed op de kwaliteit van het productoppervlak. Daarom moet je bij het kiezen van spuitgietmaterialen rekening houden met de eigenschappen en toepasbaarheid van het materiaal en kiezen voor materialen die minder snel bramen zullen produceren.

Bij de productie van matrijzen is het kiezen van het juiste materiaal ook de sleutel tot het verminderen van bramen. Door een aantal goede materialen te kiezen, zoals slijtvaste materialen, kan de slijtage van het matrijsoppervlak effectief worden verminderd en kunnen bramen worden voorkomen.
De injectiedruk redelijk instellen
Om bramen te voorkomen, moet je de injectiedruk tijdens het spuitgietproces stabiliseren. Tijdens het spuitgietproces moet de injectiedruk redelijk worden ingesteld op basis van de eigenschappen van het kunststofmateriaal en de structuur van de matrijs om ervoor te zorgen dat de kunststof soepel vloeit.
Een gestandaardiseerd spuitgietproces implementeren
Voor het spuitgieten kun je de injectietemperatuur en -druk controleren om bramen te voorkomen. Om bramen te voorkomen, heb je een gestandaardiseerd spuitgietproces nodig. Als je spuitgiet, moet je zaken als temperatuur, injectietijd en injectiesnelheid controleren. Je wilt geen verkeerde dingen doen of rare dingen laten gebeuren.
Maak het matrijsontwerp en de productie beter: Door het ontwerp en de productie van de mal beter te maken, kun je minder bramen maken. Zorg er ten eerste voor dat het ontwerp van de matrijsuitloop goed is, zodat je geen bramen hebt. Ten tweede moet je de matrijs nauwkeuriger bewerken, het oppervlak van de matrijs beter maken en minder bramen maken.
Procesparameters voor spuitgieten aanpassen
Om bramen te verminderen is het belangrijk om redelijke parameters voor het spuitgietproces in te stellen. Je kunt de spuitgiettemperatuur, de spuitgietdruk, de spuitgietsnelheid en andere parameters aanpassen om de bramen op het productoppervlak te verminderen. spuitgietprocessenzoals meertraps spuitgieten, omgekeerd spuitgieten enz. om het ontstaan van bramen te verminderen.
Nabewerkingsproces
Als er bramen op het product zitten, kun je een aantal nabewerkingsmethoden gebruiken om de bramen te verwijderen. Met deze methoden kunnen de bramen op het oppervlak van het product effectief worden verwijderd en kan de kwaliteit van het product worden verbeterd.

Periodiek verwijderen van grote kunststof bramen
Om te voorkomen dat grote bramen, veroorzaakt door krassen, eraf vallen, is het nodig om ze regelmatig bij te snijden met een mes. Tegelijkertijd is het aan te raden om de bron van de bramen te controleren, bijvoorbeeld of de bramen worden veroorzaakt door werknemers die te scherp gereedschap gebruiken om te krassen, of dat de bramen worden veroorzaakt door onjuiste bediening.
De voordelen van deze methode zijn dat ze eenvoudig te bedienen is en geen speciale investering vereist, maar de afbraammethode is inefficiënt en niet geschikt voor kleine bramen.

Handmatig ontbramen
Algemene ondernemingen gebruiken deze methode ook, met vijlen, schuurpapier en slijpkoppen als hulpgereedschap. De arbeidskosten zijn relatief hoog, de efficiëntie is niet erg hoog en het is moeilijk om complexe kruisgaten te verwijderen. De technische vereisten voor arbeiders zijn niet erg hoog en het is geschikt voor producten met kleine bramen en eenvoudige productstructuren.

Slijpen en ontbramen
Dit type ontbramen omvat trillen, zandstralen, rollen en andere methoden. De methoden die momenteel door bedrijven worden gebruikt, zijn: het probleem is dat de bramen niet schoon worden verwijderd, en de resterende bramen moeten mogelijk handmatig worden bewerkt of met andere methoden worden afgebraamd. Geschikt voor kleine en grote partijen producten.

Ontbramen door bevriezing
De bramen worden snel bros gemaakt door afkoeling en dan wordt het projectiel afgeschoten om de bramen te verwijderen. De prijs van de apparatuur is ongeveer 200.000 tot 300.000 yuan. Het is geschikt voor producten met dunne wanden en kleine volumes.

Thermisch ontbramen
Ook bekend als thermisch ontbramen en explosie ontbramen. Door wat brandbaar gas in de oven te laten stromen en dan bepaalde media en omstandigheden te gebruiken om het gas onmiddellijk te laten exploderen, wordt de energie die door de explosie wordt gegenereerd gebruikt om de bramen op te lossen en te verwijderen.

De apparatuur is duur (miljoenen dollars), stelt hoge eisen aan de bedieningstechnologie, heeft een laag rendement en grote neveneffecten (roest, vervorming). Het wordt voornamelijk gebruikt in sommige onderdelen met hoge precisie, zoals precisieonderdelen voor auto's en ruimtevaart.
Chemisch ontbramen
Door gebruik te maken van het principe van elektrochemische reactie worden metalen onderdelen automatisch en selectief ontbraamd. Geschikt voor interne bramen die moeilijk te verwijderen zijn en kleine bramen (dikte minder dan 7 draad) van producten zoals pompen en kleppen.

Elektrolytisch ontbramen
Een elektrolytische bewerkingsmethode waarbij gebruik wordt gemaakt van elektrolyse om bramen van metalen onderdelen te verwijderen. De elektrolyt is corrosief en de onderdelen die dicht bij de bramen zitten worden ook geëlektrolyseerd. Het oppervlak zal zijn oorspronkelijke glans verliezen en zelfs de maatnauwkeurigheid beïnvloeden.
Na het ontbramen moet het werkstuk worden gereinigd en ontroest. Elektrolytisch ontbramen is geschikt voor het verwijderen van bramen uit verborgen gaten of complex gevormde onderdelen. Het heeft een hoge productie-efficiëntie en de ontbramingstijd duurt over het algemeen slechts enkele seconden tot tientallen seconden. Het is geschikt voor het ontbramen van tandwielen, drijfstangen, klephuizen, oliekanaalopeningen van de krukas en het afronden van scherpe hoeken.

Hogedruk waterstraal ontbramen
Door water als medium te gebruiken, gebruikt het de ogenblikkelijke impactkracht van water om bramen en vlekken te verwijderen die na de verwerking zijn ontstaan, en tegelijkertijd het doel van reiniging te bereiken.
Samenvatting
Dit artikel gaat over de oorzaken van bramen in spuitgietproducten en hun oplossingen. Bramen worden voornamelijk veroorzaakt door onvoldoende klemkracht, losse passing in de matrijs, doorbuiging van de matrijs, onredelijke structuur, slechte oppervlaktebehandeling, problemen met grondstoffen en onjuiste controle van spuitgietparameters.

Om deze problemen op te lossen, is het aan te raden om de structuur en het ontwerp van de matrijs te verbeteren, geschikte materialen te selecteren, de injectiedruk redelijk in te stellen en gestandaardiseerde matrijzen te implementeren. spuitgietprocesen passen nabewerkingsprocessen toe zoals slijpen en polijsten.
Door de procesparameters te optimaliseren en regelmatig bij te werken, kunnen bramen bovendien effectief worden verminderd en kan de algehele kwaliteit van spuitgietproducten worden verbeterd.






