 Overslaan naar inhoud
Overslaan naar inhoud 

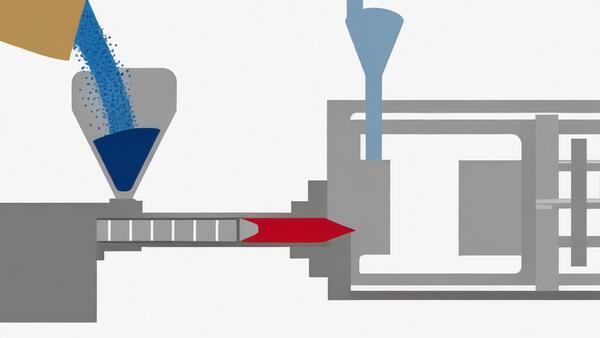
Inleiding: De meeste plastic spullen worden gemaakt door spuitgieten. Het is een geweldige manier om veel dingen snel en goedkoop te maken. Maar je moet voorzichtig zijn. Als je dat niet doet, passen je onderdelen niet in elkaar als je ze in elkaar probeert te zetten.

Dat is slecht, want de mallen kosten veel geld. Dit artikel laat zien hoe je ervoor kunt zorgen dat je onderdelen in elkaar passen en van goede kwaliteit zijn.
Wat zijn spuitgiettoleranties?
Spullen krimpen. Dat is een feit. En het is niet altijd hetzelfde. Je moet dus een acceptabel krimpbereik instellen zodat het onderdeel werkt.
Deze bereiken worden toleranties genoemd. Ze zijn erg belangrijk voor grote onderdelen en onderdelen die uit meer dan één onderdeel bestaan. Als de onderdelen niet in elkaar passen omdat ze niet binnen de toleranties vallen, werkt het onderdeel niet. En dan ben jij niet blij.

Spuitgietmatrijzen worden CNC bewerkt met toleranties van ±.005 inch. Bij spuitgieten hebben krappe toleranties betrekking op variaties van ±.002 inch. Zeer nauwe toleranties hebben betrekking op ±.001 inch. Onderdelen met normale toleranties zijn lager geprijsd dan onderdelen met nauwere toleranties.
Daarom is het belangrijk om de optimale toleranties voor spuitgietonderdelen te bepalen om onderdelen van hoge kwaliteit op een betaalbare manier te produceren.
Waarom zijn spuitgiettoleranties zo belangrijk?
Het is belangrijk om spuitgiettoleranties correct te specificeren zodat het uiteindelijke onderdeel in elkaar past wanneer het wordt geassembleerd.

Je kunt spuitgiettoleranties onder controle houden door goede ontwerp- en fabricageprincipes te gebruiken, het juiste materiaal te kiezen, het gereedschap correct te ontwerpen en het proces te controleren.
Als je onderdelen maakt, zullen ze niet allemaal precies hetzelfde zijn. Je moet bepalen hoeveel variatie acceptabel is zodat de onderdelen werken zoals jij wilt. Dit wordt nog belangrijker als je onderdelen gaat samenstellen.
Als je bijvoorbeeld twee vlakke delen hebt die aan elkaar moeten worden vastgeschroefd, moeten de gaten in elk deel op de juiste plaats zitten. De gaten in het ene onderdeel moeten op de juiste plaats zitten ten opzichte van de gaten in het andere onderdeel.

Het klinkt eenvoudig, maar als je een heleboel onderdelen gaat samenvoegen, kan één onderdeel het hele ding verpesten.
Je kunt tolerantiestapeling en statistische analyse gebruiken om uit te zoeken hoe je spuitgietonderdelen kunt maken die met elkaar samenwerken.
Wat zijn de factoren die de spuitgiettoleranties beïnvloeden?
Deelontwerp
Een van de belangrijkste manieren om kromtrekken, overmatige krimp en uitlijnfouten te beperken, is door de DFM-principes te gebruiken bij het ontwerpen van uw onderdelen.

Dit wordt het best bereikt door vroeg in het ontwerpproces met je spuitgietproject samen te werken om kostbare herontwerpen later in de ontwerpfase te voorkomen.
Wanddikte
Onderdelen met een variabele wanddikte kunnen ongelijkmatig krimpen. Als dikke gedeelten niet kunnen worden vermeden, moeten boorgaten worden gebruikt om de wanddikte uniform te houden.
Ongelijke wanddikte kan vervorming van onderdelen veroorzaken, wat invloed kan hebben op toleranties en assemblage.

Dikkere wanden zijn niet altijd de beste keuze voor extra sterkte; waar mogelijk is het beter om ribben en spanten te gebruiken om de sterkte van het onderdeel te verbeteren.
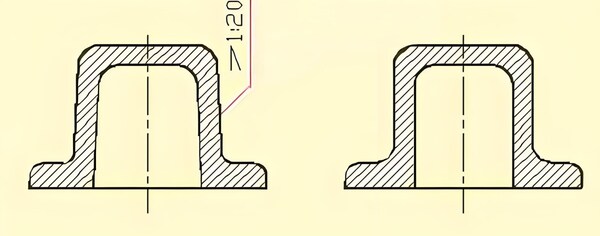
Trekhoek
De trekhoek is superbelangrijk om ervoor te zorgen dat je onderdeel gemakkelijk uit de mal komt.
Als het niet goed is, kan je werkstuk vast komen te zitten als je het eruit probeert te halen, en het kan je werkstuk beschadigen en vervormen. De trekhoek kan variëren van 0,5° tot 3°, afhankelijk van het productontwerp en de oppervlakteafwerking.
Boss Kenmerken
Nokken worden vaak gebruikt om bevestigingsmiddelen te bevestigen bij het assembleren van meerdere kunststof onderdelen. Als de nokken te dik zijn, kunnen ze inkepingen achterlaten op het onderdeel.
Als ze niet door ribben met de zijwanden verbonden zijn, kunnen ze sterk vervormen. Dit maakt de montage van deze onderdelen bijna onmogelijk.
Materiaalkeuze
Je kunt spuitgegoten kunststoffen maken van een heleboel verschillende harsen. Welke je kiest, hangt af van wat je gaat maken.

Elke hars krimpt een andere hoeveelheid. Wanneer je de mal ontwerpt, moet je rekening houden met deze krimp. Meestal maak je de mal groter met het percentage dat het materiaal krimpt.
Als je een samenstelling van meerdere materialen maakt, moet je ontwerpen voor verschillende krimpsnelheden.
Als je de toleranties niet goed ontwerpt, kun je onderdelen krijgen die niet in elkaar passen. Dat is een grote fout bij spuitgieten.

Toleranties voor spuitgieten worden voornamelijk bepaald door materiaalkrimp en onderdeelgeometrie. Je moet de materiaalkeuze afronden voordat je het gereedschap ontwerpt en bouwt. Het gereedschapontwerp hangt sterk af van het materiaal dat je kiest.
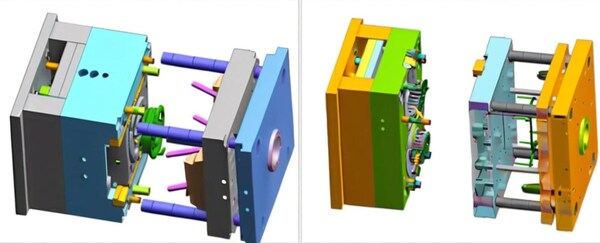
Gereedschapsontwerp
Als je eenmaal je materiaal hebt geselecteerd, overmaat je meestal je gereedschap om rekening te houden met de krimp die dat materiaal zal ondergaan.
Maar krimp gebeurt niet consequent in alle dimensies. Dikkere onderdelen koelen bijvoorbeeld anders af dan dunnere onderdelen.

Dus als je een complex onderdeel hebt met een mix van dunne en dikke wanden, krijg je te maken met variabele koelsnelheden.
En die vervorming of verzakking kan je spuitgiettoleranties en passing ernstig beïnvloeden. Om deze effecten te beperken, houden gereedschapfabrikanten rekening met het volgende wanneer ze matrijskenmerken ontwerpen.
Koeling gereedschap: Koeling is belangrijk. Slechte koeling maakt het onderdeel slecht. Goede koeling maakt het onderdeel goed. Zet de koeling op de juiste plaats.

Gereedschapstolerantie
Als een gereedschap buiten tolerantie is, komt die fout bij elk onderdeel dat met dat gereedschap wordt gegoten, bovenop de fout die door krimp wordt veroorzaakt.
Bij CNC-verspaning worden gereedschapstoleranties echter meestal streng gecontroleerd en bewaakt, dus een gereedschap buiten tolerantie is zelden de reden dat een onderdeel buiten tolerantie is.
Bovendien zijn deze gereedschappen meestal "staalveilig". Dit betekent dat wanneer een gereedschap is gemaakt, kritieke afmetingen of eigenschappen kunnen worden aangepast met extra freesbewerkingen.

Als de uiteindelijke afmetingen van bepaalde onderdelen buiten tolerantie zijn, kan het gereedschap met het extra materiaal fijner worden afgesteld tijdens de bewerking.
Voor een boring met nauwe tolerantie op een onderdeel kan bijvoorbeeld een gereedschap ontworpen zijn met een kernpen die aan de bredere kant van de tolerantie ligt.
Als het gat moet worden aangepast, wordt het dunner bewerkt om het gat dunner te maken.

Positie uitwerper
De uitwerper duwt de matrijs uit de matrijs als deze opengaat. Dit moet zo snel mogelijk gebeuren om de cyclustijd te minimaliseren.

Als de uitwerper in een niet-ideale positie wordt geplaatst, kan het onderdeel beschadigd raken. Sommige materialen zijn niet helemaal stijf als ze het gereedschap verlaten. Ongelijkmatige uitwerping kan ernstige vervorming en inconsistenties in afmetingen veroorzaken.
Locatie poort
De poort is waar de hars het gereedschap ingaat. Als je het op de verkeerde plaats aanbrengt, ziet het er niet goed uit.

Als je de mal niet gelijkmatig vult, krijg je ook kromtrekken en krimp. Soms heb je meer dan één poort nodig om de mal gelijkmatig te vullen en deze problemen te vermijden.
Procesbeheersing
Zelfs als je al het ontwerpwerk vooraf doet en materiaaloverwegingen maakt om een onderdeel te optimaliseren voor spuitgieten toleranties, is het mogelijk dat het onderdeel buiten tolerantie is wanneer de eerste monsters worden geleverd.
Als je alle bovenstaande methoden hebt gecombineerd, is de volgende stap om de naleving van toleranties te verbeteren het proces aanpassen.
Temperatuur, druk en verblijftijd regelen zijn enkele van de meest voorkomende manieren om de kwaliteit van werkstukken te verbeteren.
Als je eenmaal de ideale omstandigheden hebt bepaald, kan de matrijs consistente onderdelen maken met zeer weinig dimensionale variatie van onderdeel tot onderdeel.
Als je te maken hebt met complexe onderdelen met meerdere functies, kan het een goed idee zijn om druk- en temperatuursensoren in het gereedschap te plaatsen om deze parameters tijdens het fabricageproces te meten voor real-time feedback en procesbesturing.

Door voortdurend druk en temperatuur in het gereedschap te houden, kun je consistente toleranties aanhouden.
Als je te maken hebt met complexe onderdelen met meerdere functies, kan het een goed idee zijn om druk- en temperatuursensoren in het gereedschap te plaatsen om deze parameters tijdens het fabricageproces te meten voor real-time feedback en procesbesturing.
Door voortdurend druk en temperatuur in het gereedschap te houden, kun je consistente toleranties aanhouden.

Hoe optimaliseer je de spuitgiettoleranties?
Onderdelen ontwerpen voor maakbaarheid
Om dure en tijdrovende herontwerpen later te voorkomen, is het belangrijk om tolerantieproblemen vroeg in het ontwerpproces te voorspellen.
Om het risico op kromtrekken en verkeerd uitlijnen te minimaliseren, moeten ontwerpers de richtlijnen voor maakbaarheid (DFM) volgen. DFM betekent dat je onderdelen ontwerpt met een specifiek productieproces in gedachten.
Als je een onderdeel ontwerpt voor fabricage, moet je nadenken over hoe het gemaakt gaat worden. Dat betekent dat je dingen moet overwegen als hoe dik de wanden moeten zijn, hoeveel hoek je de zijkanten moet maken en welke ontwerpkenmerken je moet opnemen, zoals nokken.
Een van de belangrijkste dingen om over na te denken is hoe dik de wanden moeten zijn. Als de wanden niet overal even dik zijn, zal het onderdeel ongelijkmatig krimpen als het afkoelt.

Daardoor kan het onderdeel kromtrekken en als het krom trekt, kan het geen strakke toleranties houden. Soms is het beter om steunribben toe te voegen om het onderdeel sterker te maken in plaats van de wanden dikker te maken.
De trekhoek is belangrijk om ervoor te zorgen dat de onderdelen zonder kromtrekken of krassen uit de matrijs komen. De juiste hoek hangt af van het onderdeel en de afwerking die je wilt, maar voor de meeste spuitgietproducten is een trekhoek van 1,5-2 graden meestal het minste.

Nokken zijn verhoogde onderdelen die vaak worden gebruikt om meerdere kunststof onderdelen bij elkaar te houden tijdens de assemblage. Als de nok te dik is, kan dit leiden tot verzakkingen op het oppervlak van het onderdeel.
Bovendien, als de nokken niet verbonden zijn met de zijwanden van het onderdeel (meestal gedaan door middel van steunribben), kunnen ze gemakkelijk vervormen of kromtrekken, wat de mogelijkheid om het onderdeel aan elkaar te bevestigen ernstig kan belemmeren.

Grootte is belangrijk
Hoe groter het onderdeel of product dat je maakt, hoe belangrijker toleranties worden. Bij kunststof spuitgieten kan een groter onderdeel kromtrekken of krimpen. De grootte is dus belangrijk.

Baas
Eindstukken zijn belangrijk bij het ontwerpen van producten. Ze worden gebruikt om onderdelen bij elkaar te houden als je ze in elkaar zet. Er zijn een aantal dingen waar je aan moet denken als je eindstukken ontwerpt. Een daarvan is dat de wanden van de nok niet te dik mogen zijn.
Als je de nok te dik maakt, krijg je holtes en verzakkingen. Daardoor duurt het langer om het onderdeel te maken en zal het barsten wanneer je het in elkaar zet. Je moet de nokken ook in de kern plaatsen (d.w.z. ze verbinden met de dichtstbijzijnde zijwand). Als je dat doet, krijg je een betere verdeling van de belasting op het onderdeel en wordt het onderdeel koeler en stroomt het materiaal beter.
Het ideale materiaal voor uw toepassing kiezen
Materiaalselectie is net zo belangrijk als onderdeelontwerp als het gaat om spuitgiettoleranties. Er zijn veel verschillende kunststoffen die gebruikt kunnen worden in het wetenschappelijke spuitgietproces. Verschillende materialen hebben verschillende krimpsnelheden.

Hiermee moet rekening worden gehouden bij het kiezen van spuitgietmateriaal en het ontwerpen van matrijzen. Als een onderdeel uit meer dan één materiaal bestaat, moet er rekening worden gehouden met de verschillende krimpsnelheden om ervoor te zorgen dat de onderdelen in elkaar passen zoals bedoeld.

Daarom is het belangrijk om de verschillende spuitgietmaterialen goed te kennen om consistente spuitgiettoleranties te garanderen.
Spuitgieten werkt met veel verschillende soorten plastic - en je kunt ze nog beter maken door er dingen aan toe te voegen. Je kunt ze ook sterker of stabieler maken.
De mogelijkheid om uit zoveel verschillende materialen te kiezen is geweldig voor productteams omdat ze de materialen en prestatiekwaliteiten die ze voor hun product willen nog beter kunnen maken.

Verschillende harsen krimpen met verschillende snelheden, dus je moet hier rekening mee houden bij het kiezen van een materiaal en het ontwerpen van de mal.
Als je onderdelen van verschillende materialen in elkaar zet, moet je rekening houden met de verschillende krimpsnelheden om ervoor te zorgen dat de onderdelen in elkaar passen zoals het hoort.
Kennis van de eigenschappen van de hars die je gebruikt is de sleutel tot consistente toleranties in kunststof. spuitgieten.
Wanneer je materialen kiest, gebruik dan deze factoren om je te helpen kiezen:

Samenstelling plastic
Amorfe kunststoffen (zoals ABS) krimpen minder dan semikristallijne kunststoffen (zoals polyethyleen) omdat ze minder dicht op elkaar zitten.
Molecuulgewicht
Harsen met een hoog moleculair gewicht hebben een hoge viscositeit en een hoge drukval, waardoor krimp kan toenemen.
Toevoegingen
Verschillende harsen hebben verschillende krimpsnelheden. Daarom moet je hiermee rekening houden bij de materiaalkeuze en het ontwerp van de spuitgietmatrijs om cosmetische defecten zoals kromtrekken, doorhangen, scheuren en vervorming te verminderen, die de toleranties van het spuitgietproduct kunnen beïnvloeden.
Houd rekening met gereedschap
Omdat matrijsgereedschap meestal iets groter wordt gemaakt om materiaalkrimp toe te laten, is het eerste wat je moet weten welk materiaal je gaat gebruiken. Een goed ontwerp van het gereedschap is cruciaal om ervoor te zorgen dat onderdelen goed koelen en voldoen aan de krappe spuitgiettoleranties.

Matrijsgereedschappen moeten consistent en herhaalbaar verwarmen en koelen tussen shots, anders wordt het moeilijk om strakke toleranties te handhaven, wat vooral belangrijk is naarmate de complexiteit van onderdelen (en gereedschappen) toeneemt.
Slechte of inconsistente koeling kan leiden tot aanzienlijke afwijkingen van de tolerantievereisten. Door de injectiedruk, harsviscositeit en vultijd te bewaken, kunnen technici productievariabelen volgen en aanpassen om de juiste druk, verwarming en koeling tijdens het injectieproces te garanderen.
Om ervoor te zorgen dat de hars gelijkmatig in de mal vloeit en om krimpen en kromtrekken te voorkomen, moet je uitzoeken waar je de poort (het gat waar de hars in gaat) moet plaatsen.

Als je een ingewikkeld spuitgietproduct maakt, heb je misschien meer dan één poort nodig om ervoor te zorgen dat de hars de mal gelijkmatig vult en goed afkoelt. Je moet ook nadenken over waar je de uitwerppennen plaatst.
Ze kunnen de grootte van het onderdeel verknoeien omdat sommige materialen niet helemaal stijf zijn als je ze uit de mal haalt (meestal om de cyclustijd korter te maken).
Je moet de pinnen op de juiste plaats zetten zodat het onderdeel niet krom trekt en het oppervlak niet wordt beschadigd.

Hoewel de toleranties op het gereedschap zelf meestal zeer streng worden gecontroleerd (als een CNC-bewerkte matrijs een onderdeel produceert dat niet binnen de aanvaardbare toleranties valt, kan dit tot op zekere hoogte worden verfijnd), is dit een andere belangrijke overweging die het productteam zorgvuldig moet onderzoeken.
Als je het juiste materiaal kiest, zullen matrijsontwerpers aanbieden om de matrijs te oversizen om rekening te houden met materiaalkrimp.
Verschillende materialen hebben verschillende krimpsnelheden door ongelijke dikte. Om dit te verminderen, moet je rekening houden met de volgende punten bij het ontwerpen van de mal.

Koeling gereedschap
Koelen is belangrijk bij wetenschappelijk gieten. Het maakt het verschil tussen een goed en een slecht onderdeel. Koelen is het proces waarbij het plastic wordt afgekoeld nadat het is verhit en voordat het wordt uitgeworpen.
De koeling moet gelijkmatig zijn. Als dat niet het geval is, krijg je krimp, zinksporen, uitwerpproblemen, vervorming en allerlei andere problemen. Deze problemen kunnen invloed hebben op hoe het onderdeel eruitziet, hoe het past en hoe het werkt.
Om de koeling goed te krijgen, moet je de koelkanalen op de juiste plaatsen in de mal plaatsen. Je moet ook letten op zaken als injectiedruk, harsdikte en hoe lang het duurt om de mal te vullen.

Gereedschapstoleranties
Spuitgietmatrijzen worden meestal gemaakt met behulp van CNC-verspaning, waardoor krappe toleranties mogelijk zijn en de nauwkeurigheid behouden blijft tijdens de verwarmings- en koelcycli van het proces.

Toleranties zorgen ervoor dat het onderdeel goed afkoelt zonder de nauwkeurigheid te verknoeien. Het is niet gebruikelijk vanwege CNC-verspaning, maar als je de toleranties niet onder controle houdt bij het maken van mallen, kun je ernstige defecten krijgen zoals kromtrekken, krimpen en zinken.
Locatie uitwerppen
De uitwerppen is een voorziening in de spuitgietmatrijs die het eindproduct uit de matrijs duwt. De pin heeft verschillende vormen (bij voorkeur plat) waardoor een bepaalde kracht wordt uitgeoefend om het product eruit te duwen.
Als het dus in de verkeerde positie wordt geplaatst, kan het onnodige inkepingen veroorzaken op het eindproduct.
Bovendien kunnen uitwerppinnen in niet-stijve materialen of materialen die ongelijkmatig afkoelen, ervoor zorgen dat onafgewerkte producten barsten, wat kan leiden tot sommige cosmetische defecten en fysieke afwijkingen.
Locatie poort
De poort is waar het plastic de mal ingaat. Wanneer je beslist waar je het hekje plaatst, moet je nadenken over: Plaats de poort waar het plastic het dikst is: Hierdoor wordt het onderdeel sterker en ziet het er beter uit.

Plaats de poort waar het plastic het dikst is: Hierdoor wordt het onderdeel sterker en ziet het er beter uit. Plaats het hek waar het plastic het dikst is: Hierdoor wordt het onderdeel sterker en ziet het er beter uit. Plaats het hekje niet op plaatsen waar dingen in de weg zitten, zoals pennen en andere onderdelen.
Plaats het hek niet op een plek waar de loper er slecht uitziet of waar het onderdeel er slecht uitziet. Het hek moet op de juiste plaats zitten, want als het op de verkeerde plaats zit, ziet het onderdeel er slecht uit en werkt het niet goed.
Herhaalbare procesbeheersing implementeren
Procescontrole is de manier waarop fabrikanten variabelen kalibreren die de kwaliteit van onderdelen kunnen beïnvloeden. Deze variabelen zijn een integraal onderdeel van elk productieproces en hun kalibratie helpt afwijkingen te verminderen. Veel voorkomende variabelen zijn temperatuur, druk en wachttijd. Enkele manieren om dit te bereiken zijn:

Je kunt temperatuur- en druksensoren in de matrijs inbouwen om de omgeving van de matrijs te meten en realtime feedback en herhaalbare procesbesturing te bieden.
Harsen hebben een hoge thermische uitzettingscoëfficiënt en zullen dimensionale veranderingen veroorzaken als gevolg van temperatuurveranderingen.
Daarom wordt het onderdeel verwerkt bij een constante temperatuur. Het productieproces omvat een groot aantal variabelen die de levensvatbaarheid en kwaliteit van een onderdeel beïnvloeden en procescontrole is een manier om deze variabelen te kalibreren om afwijkingen te minimaliseren.

Druk- en temperatuursensoren in matrijsgereedschap zijn belangrijk voor een goede procesbesturing omdat ze je real-time feedback geven over deze parameters.
Zo kun je snel bijsturen als je ziet dat er iets fout gaat. Zodra je deze variabelen onder controle hebt en kunt herhalen, maakt het matrijstuig onderdelen met nauwe toleranties en weinig variatie.
Kunststof harsen hebben meestal een hogere thermische uitzettingscoëfficiënt, wat betekent dat ze eerder van afmeting veranderen als de temperatuur verandert.

Onderdelen met nauwere toleranties moeten dus vaak bij dezelfde temperatuur gemeten worden om er zeker van te zijn dat ze even groot blijven en goed werken.
Bereikbare spuitgiettoleranties
Om echte spuitgiettoleranties te krijgen, kun je enkele haalbare plastic spuitgiettoleranties in het ontwerp van je plastic matrijs opnemen. Dit zijn de belangrijkste kunststoffen die meestal gebruikt worden bij kunststof spuitgieten:
Maattoleranties +/- Mm
Nauwkeurigheid is moeilijk te handhaven. Daarom gebruiken ontwerpers het (+/-) symbool om het meetbereik aan te geven.

Elk materiaal heeft een ander tolerantiebereik naarmate de afmetingen groter worden. De tabel hierboven toont de maattoleranties van de belangrijkste kunststoffen voor spuitgieten.
Tolerantie rechtheid/vlakheid
Vervorming ontstaat doordat de kunststof met verschillende snelheden krimpt in de stroomrichting en dwars op de stroomrichting. Dit kan gebeuren door verschillende wanddiktes, die met verschillende snelheden krimpen. Je kunt vervorming minimaliseren door het matrijsontwerp aan te passen, een betere poortlocatie te vinden en het proces te controleren.

Het kan echter zijn dat je een praktische tolerantie moet hebben aan de plastic kant omdat het moeilijk is om 100% van de kromming eruit te krijgen.
Tolerantie gatdiameter +/- Mm
Hoe groter het gat, hoe meer tolerantie je moet aanhouden. De afbeelding hierboven toont de toleranties voor verschillende gatmaten.
Tolerantie blinde gatdiepte +/- Mm
Blinde gaten zijn gaten die in het werkstuk worden geboord met een inzetkern zonder er helemaal doorheen te gaan. Ze zijn aan één uiteinde gepend en gefixeerd, waardoor de kans groter is dat ze vervormen onder sterke smeltstroomkrachten. De bovenstaande figuur toont de verschillende toleranties die je kunt gebruiken.

Concentriciteit/valiteitstolerantie +/- Mm
Hier bepaal je de wanddikte (het verschil tussen de OD en de ID). De bovenstaande tabel toont de verschillende toleranties en het kostenverschil om die tolerantie te bereiken.
Conclusie
Er is altijd wat variatie in spuitgietenEr moet dus een toelaatbaar bereik van afwijkingen zijn om het onderdeel na assemblage goed te laten functioneren.

Daarom zijn spuitgiettoleranties zo belangrijk als je producten assembleert met meerdere spuitgegoten onderdelen. Bovendien volgt het spuitgieten van spuitgietproducten de principes van maakbaarheid om de wanddikte, ontwerphoeken en boss-kenmerken te optimaliseren zodat de onderdelen tijdens de productie en assemblage nauwe toleranties behouden.
Als je spuitgiettoleranties controleert en optimaliseert, kun je het toelaatbare bereik van afwijkingen bepalen zodat je product optimaal functioneert.

Er zijn veel manieren om dit te doen, maar ze zijn allemaal afhankelijk van DfM, materiaalselectie en procesbeheersing. Dit artikel helpt je enkele van de nuttigste manieren te vereenvoudigen voor jouw project.







