 コンテンツへスキップ
コンテンツへスキップ 

はじめに 射出成形公差の紹介と | ZetarMold

金型には莫大な費用がかかるからだ。この記事では、パーツがうまく組み合わされ、品質が良いことを確認する方法を紹介する。
射出成形の公差とは?
物は縮む。それは人生の事実だ。しかも、いつも同じとは限らない。だから、部品が機能するように収縮の許容範囲を設定しなければならない。
これらの範囲は公差と呼ばれる。公差は、大きな部品や複数の部品で構成される部品にとって本当に重要です。公差の範囲内でないために部品が合わなければ、その部品は機能しません。そして、あなたは満足できないでしょう。

射出成形金型は±.005インチの公差でCNC加工されます。射出成形の厳しい公差とは、±.002インチのばらつきを指します。非常に厳しい公差は±.001インチを指します。通常の公差を持つ部品は、より厳しい公差を持つ部品よりも低価格です。
したがって、射出成形部品の最適公差を決定することは、高品質の部品を安価に生産するために重要である。
射出成形の公差はなぜ重要か?
射出成形の公差を正しく指定することは、最終的な部品が組み合わされたときにぴったり合うようにするために重要です。

射出成形の公差は、適切な設計と製造の原則を用い、適切な材料を選択し、金型を正しく設計し、工程を管理することによって制御することができます。
部品を作るとき、すべてがまったく同じになるわけではありません。部品が思い通りに動くように、どの程度のばらつきを許容できるかを定義しなければなりません。これは、パーツを組み合わせ始めるとより重要になる。
例えば、2つの平らな部品をボルトで固定する場合、それぞれの部品の穴は正しい位置になければなりません。一方の部品の穴は、もう一方の部品の穴に対して正しい位置になければならない。

簡単なことのように聞こえるが、たくさんのパーツを組み合わせ始めると、ひとつのパーツが全体を台無しにしてしまうことがある。
公差の積み重ねと統計的分析を使って、一緒に機能する射出成形部品を作る方法を考えることができます。
射出成形の公差に影響を与える要因とは?
パーツデザイン
反り、過度の収縮、部品のミスアライメントを抑える最も重要な方法のひとつは、部品を設計する際にDFMの原則を用いることです。

これは、設計プロセスの早い段階で射出成形プロジェクトと協力することで、設計段階でのコストのかかる再設計を防ぐことができます。
壁厚
肉厚が変化する部品は、収縮が不均一になる可能性がある。厚い部分を避けられない場合は、コアリングを使用して肉厚を均一に保つ必要があります。
不均一な肉厚は部品の変形を引き起こし、公差や組み立てに影響を与える可能性がある。

可能であれば、リブやガセットを使って部品の強度を向上させた方がよい。
ドラフト角度
抜き勾配の角度は、部品が金型から簡単に出てくるようにするために非常に重要です。
この角度が適切でないと、パーツを取り出そうとしたときに引っかかったり、パーツが削れたり歪んだりします。抜き勾配の角度は、パーツのデザインや表面仕上げによって、0.5°から3°の範囲で設定できます。
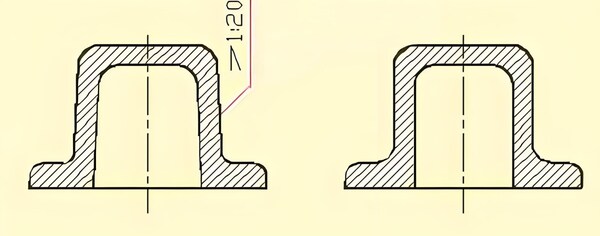
ボスの特徴
ボスは、複数のプラスチック部品を組み立てる際に、ファスナーを入れるためによく使われる。ボスが厚すぎると、部品にくぼみが残ることがある。
リブでサイドウォールに接続されていない場合、大きく変形する可能性がある。こうなると、これらの部品の組み立てはほとんど不可能になる。
素材の選択
射出成形プラスチックは、さまざまな樹脂から作ることができる。どの樹脂を選ぶかは、何を作るかによります。

樹脂はそれぞれ収縮する量が違います。金型を設計する際には、この収縮を考慮する必要があります。通常は、材料が収縮する割合分だけ金型を大きくします。
複数の材料からなるアセンブリを作る場合、収縮率が異なることを想定して設計しなければならない。
公差を正しく設計しないと、合わない部品ができてしまいます。これは射出成形における大きな間違いです。

射出成形の公差は、主に材料の収縮と部品の形状によって決まります。金型を設計・製作する前に、材料の選択を最終決定する必要があります。金型設計は、選択した材料に大きく左右されます。
ツールデザイン
材料を選択したら、その材料に起こる収縮を考慮して、通常、工具のサイズをオーバーします。
しかし、収縮はすべての寸法で一貫して起こるわけではない。例えば、厚い部品と薄い部品では冷却速度が異なります。

つまり、薄肉と厚肉が混在する複雑な部品の場合、冷却速度が変化することになる。
そして、その反りや沈み込みは、射出成形の公差や適合性に深刻な影響を及ぼします。そこで、これらの影響を抑えるために、金型メーカーは金型形状を設計する際に以下のことを考慮します。
ツールの冷却: 冷却は重要だ。冷却が悪いと部品は悪くなる。良い冷却は良い部品を作る。冷却を適切な場所に行う。

工具公差
金型が公差から外れると、その金型で成形されたすべての部品に、収縮による誤差に加えてその誤差が加わることになる。
しかし、CNC加工では、一般的に工具の公差は厳しく管理・監視されているため、公差外の工具が原因で部品が公差外になることはほとんどありません。
さらに、これらの工具は通常、"スチール・セーフ "である。つまり、工具を製作する際に、重要な寸法や特徴を追加のフライス加工で調整することができる。

ある部品の仕上がり寸法が公差から外れている場合、材料を追加することで、機械加工によって工具を微調整することができる。
例えば、公差に近い穴の部品には、公差の広い側のコアピンで設計された工具があります。
穴の調整が必要な場合は、穴を細くするために薄く加工する。

イジェクターポジション
エジェクターは、金型が開くと同時に金型を押し出します。これは、サイクルタイムを最短にするために、できるだけ早く行う必要があります。

エジェクターが理想的でない位置に置かれると、部品に損傷を与える可能性があります。材料によっては、工具から離れるときに完全な剛性が得 られないものもあります。不均一な突き出しは、深刻なそりや寸法の不一致を引き起こす可能性があります。
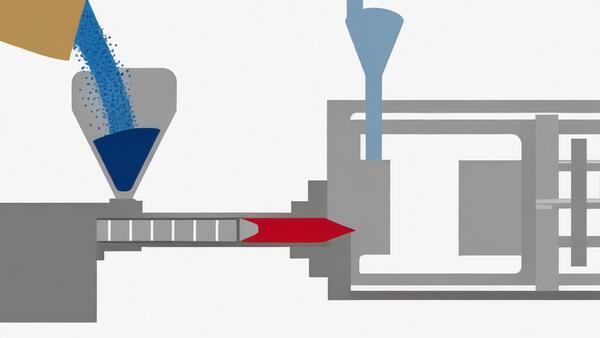
ゲート位置
ゲートは樹脂が工具に入るところ。入れる場所を間違えると、見た目が悪くなります。

また、金型に均等に充填しないと、反りや収縮が生じます。金型を均等に充填し、これらの問題を避けるためには、複数のゲートが必要なこともあります。
プロセス制御
Even if you do all the upfront design work and material considerations to optimize a part for injection molding tolerances, it’s possible that the part will be out of tolerance when the first samples are delivered.
上記の方法をすべて組み合わせたら、公差遵守を向上させるための次のステップは、プロセスを調整することである。
温度、圧力、滞留時間を制御することは、部品の品質を向上させる最も一般的な方法である。
理想的な条件が決まれば、金型は部品ごとに寸法のばらつきがほとんどない一貫した部品を作ることができる。
複雑で多機能な部品を扱っている場合、製造プロセス中にこれらのパラメータを測定し、リアルタイムのフィードバックとプロセス制御を行うために、工具に圧力と温度のセンサーを設置するのは良い考えです。

工具内の圧力と温度を常に一定に保つことで、公差を一定に保つことができる。
複雑で多機能な部品を扱っている場合、製造プロセス中にこれらのパラメータを測定し、リアルタイムのフィードバックとプロセス制御を行うために、工具に圧力と温度のセンサーを設置するのは良い考えです。
工具内の圧力と温度を常に一定に保つことで、公差を一定に保つことができる。

射出成形の公差を最適化するには?
製造可能な部品の設計
後に高額で時間のかかる再設計を避けるためには、設計プロセスの早い段階で公差問題を予測することが重要です。
反りやミスアライメントのリスクを最小限に抑えるために、設計者は製造可能性のための設計(DFM)ガイドラインに従うべきである。DFMとは、特定の製造工程を念頭に置いて部品を設計することを意味します。
製造のために部品を設計する場合、それがどのように作られるかを考える必要があります。つまり、壁の厚さ、側面の角度、ボスのようなデザインの特徴などを検討する必要があります。
最も重要なことのひとつは、壁の厚さです。壁の厚さが同じでないと、部品が冷えたときに不均一に収縮してしまいます。

そうすると部品が反ってしまう可能性があり、反ってしまうと厳しい公差を保てなくなります。時には、壁を厚くする代わりにサポート・リブを追加して部品をより強くした方がいいこともある。
抜き勾配の角度は、部品が反りや傷をつけずに金型から出てくるようにするために重要です。適切な角度は部品や求める仕上がりによって異なりますが、ほとんどの射出成形部品では、通常1.5~2度の抜き勾配が最低限必要です。

ボスは盛り上がった部品の特徴で、組み立て時に複数のプラスチック部品をつなぎ合わせるために使われることが多い。ボスが厚く設計されていると、部品の表面にヒケが発生することがあります。
さらに、ボスが部品の側壁に接続されていない場合(通常はサポートリブで接続される)、簡単に変形したり反ったりする可能性があり、部品の締結に重大な支障をきたす可能性がある。

サイズが重要
作る部品や製品が大きくなればなるほど、公差が重要になります。プラスチック射出成形では、部品が大きいと反ったり縮んだりします。つまり、サイズが重要なのです。

ボス
ボスは製品デザインにおいて重要な役割を果たします。ボスを設計する際に考えなければならないことがいくつかある。ひとつは、ボスの壁が厚すぎてはいけないということ。
ボスを厚くしすぎると、ボイドやヒケができる。また、ボスに芯を入れる(最も近い側壁に接続する)べきです。そうすることで、パーツにかかる荷重がより分散され、パーツが冷えやすくなり、材料の流れもよくなります。
用途に最適な素材の選択
Material selection is just as important as part design when it comes to injection molding tolerances. There are many different plastics that can be used in the scientific 射出成形プロセス. Different materials have different shrinkage rates.

射出成形の材料を選択し、金型を設計する際には、このことを考慮に入れなければなりません。部品が複数の材料で構成されている場合は、部品が意図したとおりに組み合わされるように、収縮率の違いを考慮しなければなりません。

そのため、射出成形の公差を一定にするためには、さまざまな射出成形材料をよく理解することが重要です。
射出成形は、さまざまな種類のプラスチックに対応し、それに何かを加えることで、より良いものにすることができます。また、より強くしたり、より安定させることもできます。
多くの異なる素材から選択できるということは、製品チームにとって素晴らしいことだ。

樹脂によって収縮率が異なるので、材料を選ぶときや金型を設計するときには、この点を考慮する必要がある。
異なる材料で作られた部品を組み立てる場合、収縮率の違いを考慮し、部品が想定通りに収まるようにする必要があります。
使用する樹脂の特性を知ることは、プラスチックの公差を一定にする鍵である。 射出成形.
素材を選ぶ際には、これらの要素を参考にしてください:

プラスチック組成
非結晶性プラスチック(ABSなど)は半結晶性プラスチック(ポリエチレンなど)よりも収縮率が低い。
分子量
高分子量樹脂は粘度が高く、圧力損失が高いため、収縮が大きくなる可能性がある。
添加物
樹脂によって収縮率は異なります。そのため、成形品の公差に影響するそり、たるみ、ひび割れ、歪みなどの外観不良を減らすためには、材料の選択と射出成形金型の設計において、この点を考慮する必要があります。
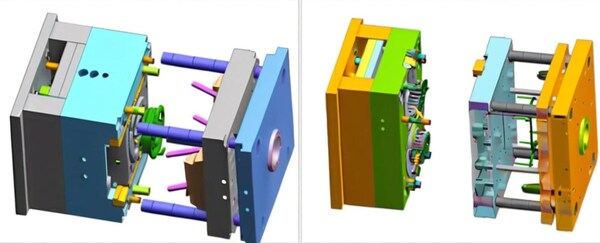
金型を念頭に置く
金型用工具は通常、材料の収縮を考慮して少し大きめに作られているため、最初に知っておく必要があるのは、どのような材料を使用するかということです。部品が適切に冷却され、射出成形の厳しい公差を満たすためには、優れた工具設計が不可欠です。

金型工具は、ショット間で一貫した再現性のある加熱と冷却を行う必要があります。そうでなければ、部品(および工具)の複雑さが増すにつれて、特に重要な厳しい公差を維持することが難しくなります。
冷却が不十分であったり、一貫性がなかったりすると、公差要件から大きく逸脱する可能性があります。射出圧力、樹脂粘度、充填時間を監視することで、エンジニアは射出プロセス中に適切な圧力、加熱、冷却が行われるように生産変数を追跡し、調整することができます。
樹脂が金型に均等に流れ込むようにし、収縮や反りを防ぐには、ゲート(樹脂が入る穴)をどこに設けるかを考える必要がある。

複雑な射出成形品を作る場合は、樹脂が金型に均等に充填され、正しく冷却されるように、複数のゲートが必要になるかもしれません。また、エジェクターピンをどこに置くかも考えなければなりません。
素材によっては、金型から取り出すときに完全に硬くならないため(通常はサイクルタイムを短くするため)、パーツのサイズが狂ってしまうことがある。
部品がゆがんだり、表面が汚れたりしないように、正しい位置にピンを置かなければならない。

通常、金型自体の公差は非常に厳しく管理されているが(CNC加工金型が許容公差内にない部品を製造する場合、ある程度の改良は可能である)、これも製品チームが慎重に検討すべき重要な検討事項である。
適切な材料を選ぶ際、金型設計者は材料の収縮を考慮して金型のオーバーサイズを提案する。
素材によって厚みが不均一なため、収縮率が異なります。これを抑えるためには、金型を設計する際に以下の点を考慮する必要があります。

工具冷却
科学的成形において冷却は大きな問題である。それは良い部品と悪い部品の違いを作るものです。冷却とは、プラスチックが加熱された後、射出される前に冷却するプロセスである。
冷却は均一でなければならない。均等でないと、収縮、ヒケ、排出の問題、反り、その他あらゆる種類の問題が生じます。これらの問題は、パーツの外観、フィット感、動作に影響します。
冷却を適切に行うには、金型の適切な場所に冷却溝を設置する必要があります。また、射出圧力や樹脂の厚み、金型への充填時間などにも気を配る必要があります。

工具公差
射出成形金型は通常、CNC機械加工で作られ、厳しい公差を達成することができるため、加熱と冷却のサイクルを通じて精度を維持することができる。

公差は、精度を乱すことなく、部品が正しく冷却されるようにします。CNC加工のため一般的ではありませんが、金型を作るときに公差を管理しないと、反り、収縮、陥没などの重大な欠陥が発生する可能性があります。
エジェクターピンの位置
エジェクターピンは、射出成形金型にある機能で、最終製品を金型から押し出す。ピンは、製品を押し出すために一定の力を加えるさまざまな形状(好ましくは平らな)を持っています。
そのため、誤った位置に設置すると、完成品に不要な凹みが生じることがある。
さらに、剛性のない素材や不均一に冷却される素材では、エジェクターピンが未完成の製品にひび割れを引き起こし、外観上の欠陥や物理的な異常が生じることがある。
ゲート位置
ゲートはプラスチックが金型に入る場所です。ゲートをどこに置くかを決めるとき、次のことを考える必要がある:プラスチックが最も厚いところにゲートを置く:そうすることで、部品の強度が増し、見た目もよくなります。

プラスチックが最も厚いところにゲートを置く:そうすることで、パーツの強度が増し、見栄えもよくなる。プラスチックが最も厚いところにゲートを置く:そうすることで、パーツの強度が増し、見た目もよくなります。ピンや他の部品など、邪魔なものがあるところにゲートを置かないでください。
ランナーの見栄えを悪くしたり、パーツの見栄えを悪くするような場所にゲートを置いてはいけない。ゲートは適切な場所に設置しなければならない。間違った場所に設置すると、パーツの見栄えが悪くなり、正しく機能しなくなるからだ。
反復可能なプロセス制御の導入
工程管理は、製造業者が部品の品質に影響を与える可能性のある変数を校正する方法です。これらの変数はすべての製造工程に不可欠な部分であり、その校正は偏差を減らすのに役立ちます。一般的な変数は、温度、圧力、保持時間です。これを実現するいくつかの方法があります:

金型に温度と圧力のセンサーを埋め込んで金型環境を測定し、リアルタイムのフィードバックと再現性のあるプロセス制御を提供することができます。
樹脂は熱膨張係数が高く、温度変化による寸法変化を起こす。
従って、部品が一定の温度で処理される場合。製造工程には、部品の実行可能性と品質に影響する多くの変数が含まれ、工程管理は、偏差を最小限に抑えるためにこれらの変数を校正する手段である。

金型工具の圧力と温度センサーは、これらのパラメータをリアルタイムでフィードバックするため、優れたプロセス制御にとって重要です。
これにより、何か問題が発生したときに素早く調整することができます。これらの変数をコントロールし、それを繰り返すことができれば、金型ツールは公差が厳しく、ばらつきの少ない部品を作ることができます。
プラスチック樹脂は通常、熱膨張係数が高く、温度が変わると寸法が変化しやすい。

そのため、公差の厳しい部品は、しばしば同じ温度で測定し、同じサイズを保ち、正しく機能することを確認する必要がある。
達成可能な射出成形公差
本物の射出成形公差を得るには、プラスチック射出成形公差をプラスチック金型設計に入れることができます。ここでは、プラスチック射出成形で通常使用される主なプラスチックを示します:
寸法公差 +/- Mm
精度を維持するのは難しい。そのため、設計者は(+/-)の記号を使って測定範囲を示している。

どの材料も、サイズが大きくなるにつれて許容範囲が異なってきます。上の表は、射出成形用の主なプラスチックの寸法公差を示しています。
真直度/平坦度公差
反りは、プラスチックが流れ方向と流れ方向を横切る方向で収縮率が異なるために起こる。肉厚が異なると収縮速度も異なるため、反りが生じることがあります。金型の設計を調整し、より良いゲートの位置を見つけ、工程をコントロールすることで、反りを最小限に抑えることができます。

ただし、100%の反りを取るのは難しいので、プラスチック側には実用的な許容範囲が必要かもしれない。
穴径公差 +/- Mm
穴が大きければ大きいほど、公差について考える必要があります。上の図は、穴の大きさ別の公差を示しています。
ブラインドホール深さ公差 +/- Mm
ブラインドホールは、インサートコアを使用して、ワークピースに貫通せずに開けられる穴である。穴の一端が固定されているため、強いメルトフローの力が加わると変形しやすくなります。上図は、使用できるさまざまな公差を示しています。

同心度/楕円度公差 +/- Mm
ここで肉厚(外径と内径の差)が決まります。上の表は、さまざまな公差と、その公差を達成するためのコスト差を示しています。
結論
には常に何らかのバリエーションがある。 射出成形そのため、組み立て後に部品が適切に機能するためには、許容される偏差の範囲が必要である。

複数の射出成形部品で製品を組み立てる場合、射出成形の公差が非常に重要になるのはそのためです。さらに、射出成形の設計では、製造可能性の原則に従って、肉厚、抜き勾配、ボスの特徴を最適化し、生産と組み立ての間、部品が厳しい公差を維持するようにします。
射出成形の公差を管理し、最適化することで、製品が最高の機能を発揮するための許容誤差範囲を把握することができます。

これには多くの方法があるが、いずれもDfM、材料選択、工程管理に依存する。この記事は、あなたのプロジェクトに最も有用な方法を簡素化するのに役立ちます。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Mold Complete Guide for a comprehensive overview.






