 Overslaan naar inhoud
Overslaan naar inhoud 

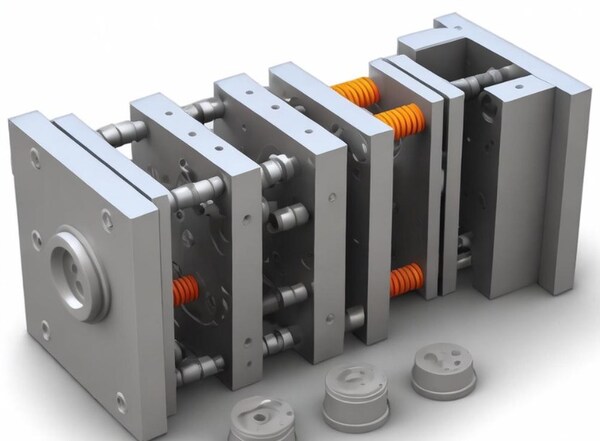
Inleiding: De kunststof matrijs bestaat uit twee delen: de beweegbare matrijs en de vaste matrijs. De beweegbare mal ligt op de beweegbare mal van de spuitgietmachine en de vaste mal ligt op de vaste mal van de spuitgietmachine. Bij het spuitgieten sluit je de beweegbare mal en de vaste mal om een gietsysteem en een holte te maken.

De structuur van de mal kan variëren afhankelijk van het type en de eigenschappen van de kunststof, de vorm en structuur van het kunststof product en het type injectiemachine, maar de basisstructuur is hetzelfde.

De matrijs bestaat voornamelijk uit een gating systeem, een temperatuurregeling, een gieten deel, en een structureel deel.Dit artikel introduceert voornamelijk de componenten van spuitgietmatrijzen.Matrijs productieproces verbetert de kwaliteit van het product. Dit artikel analyseert de samenstelling van de matrijs.

De structuur van de spuitgietmatrijs is onderverdeeld volgens functie
Bestaat uit: gietsysteem, temperatuurregelsysteem, systeem voor vormdelen, uitlaatsysteem, geleidingssysteem, uitwerpsysteem, enz. Het gietsysteem en de vormdelen zijn de delen die in direct contact staan met de kunststof en veranderen met de kunststof en het product. Het zijn de meest complexe en variabele onderdelen in de matrijs, die de hoogste verwerkingsgraad en precisie vereisen.
Gatesysteem
Verwijst naar het deel van het stromingskanaal voordat de kunststof de holte binnenkomt vanaf de spuitmond, inclusief het hoofdkanaal, de opening voor koud materiaal, het omleidingskanaal en de poort, enz. Het poortsysteem is het stromingskanaal van kunststof materiaal in de spuitgietmatrijs, dat rechtstreeks van invloed is op het vuleffect en de kwaliteit van kunststof onderdelen. Het poortsysteem omvat de hoofdrunner, de vertakkingsrunner, de poort en de koudeput.
De hoofdrunner en de zijrunner worden gebruikt om het gesmolten kunststofmateriaal naar het vulgedeelte van de matrijs te leiden. De poort is de ingang van het kunststofmateriaal van de spuitgietmachine in de matrijs. De koudeput wordt gebruikt om overtollig kunststofmateriaal op te vangen om defecten in spuitgietproducten te voorkomen.

Hoofdrunner
Het is een deel van de matrijs dat de spuitmond van de spuitgietmachine verbindt met de hoofdrunner of holte. De bovenkant van de hoofdrunner is hol om aan te sluiten op de spuitmond. De invoerdiameter van de hoofdrunner moet iets groter zijn dan de diameter van de nozzle (0,8 mm) om overlopen te voorkomen en te voorkomen dat de twee worden geblokkeerd door een onnauwkeurige verbinding.
De diameter van de inloopbuis hangt af van de grootte van het product, meestal 4-8 mm. De diameter van de hoofdrunner moet naar binnen worden verbreed onder een hoek van 3° tot 5° om het verwijderen van runnerafval te vergemakkelijken.

Het is een gat aan het einde van de hoofdrunner om het koude materiaal op te vangen dat wordt gegenereerd tussen twee shots aan het einde van de spuitmond, waardoor verstopping van de aftakrunner of gate wordt voorkomen. Als het koude materiaal zich in de holte mengt, ontstaat er gemakkelijk interne spanning in het spuitgietproduct. De diameter van het koude gat is ongeveer 8-10 mm en de diepte is 6 mm.
Om het ontvormen te vergemakkelijken, wordt de onderkant vaak ondersteund door de ontvormstaaf. De bovenkant van de ontvormstaaf moet ontworpen zijn als een zigzaghaak of een verdiepte groef zodat het uitsteeksel van het hoofdkanaal soepel uitgetrokken kan worden tijdens het ontvormen.

Koud slakkengat
Het is een gat aan het einde van het hoofdkanaal om de koude slak op te vangen die ontstaat tussen twee schoten aan het einde van de spuitmond, zodat het aftakkanaal of de poort niet verstopt raakt. Als de koude slak in de holte terechtkomt, ontstaat er gemakkelijk interne spanning in het spuitgietproduct. De diameter van het gat van de koude slak is ongeveer 8-10 mm en de diepte is 6 mm.
Om de mal gemakkelijker te kunnen verwijderen, wordt de bodem van de mal vaak ondersteund door een staaf om de mal los te maken. De bovenkant van de staaf voor het losmaken van de mal moet ontworpen zijn met een zigzaghaak of een verdiepte groef zodat het uitsteeksel van het hoofdkanaal er gemakkelijk uitgetrokken kan worden wanneer de mal verwijderd wordt.

Tak Kanaal
Het is een kanaal dat het hoofdkanaal en elke holte in een mal met meerdere holtes verbindt. Om ervoor te zorgen dat het gesmolten materiaal elke holte met dezelfde snelheid vult, moeten de aftakkanalen op de mal symmetrisch en gelijkmatig worden gerangschikt. De vorm en grootte van de dwarsdoorsnede van de runner hebben invloed op de stroming van de plastic smelt, het ontvormen van het product en de moeilijkheidsgraad van het maken van de mal.
Als we uitgaan van een stroming met een gelijk materiaalvolume, heeft de runner met een cirkelvormige dwarsdoorsnede de kleinste weerstand. Omdat de cilindrische runner echter een klein specifiek oppervlak heeft, is hij niet goed voor het koelen van de runnerprojecties. Deze loper moet worden geopend op beide helften van de mal, wat arbeidsintensief is en gemakkelijk uit te lijnen.

Daarom worden vaak trapeziumvormige of halfronde runners gebruikt, die op één helft van de matrijs geopend worden met een ontvormstaaf. Het oppervlak van de runners moet gepolijst worden om de stromingsweerstand te verminderen en voor een hogere vulsnelheid te zorgen.
De grootte van de loopwagen hangt af van het type kunststof, de grootte en de dikte van het product. Voor de meeste thermoplasten is de breedte van de dwarsdoorsnede van de runner niet groter dan 8 mm, de grootste kan 10-12 mm bedragen en de kleinste 2-3 mm. De dwarsdoorsnede moet zoveel mogelijk worden geminimaliseerd om te voorkomen dat de runner uitsteekt en de koeltijd verlengt.

Poort
Het is een kanaal dat het hoofdkanaal (of runner) en de holte verbindt. De dwarsdoorsnede van het kanaal kan dezelfde zijn als die van het hoofdkanaal (of vertakkingskanaal), maar is meestal kleiner. Het is dus het kleinste onderdeel van het hele runnersysteem. De vorm en grootte van de poort hebben een grote invloed op de kwaliteit van het product.
De functie van de poort is om de stroomsnelheid te regelen, te voorkomen dat de smelt die in dit deel is opgeslagen te vroeg stolt en terugstroomt, en de temperatuur van de smelt die passeert te verhogen door sterke afschuiving, om zo de schijnbare viscositeit te verlagen, de vloeibaarheid te verbeteren en de scheiding van het product uit het runnersysteem te vergemakkelijken.

De vorm, grootte en locatie van de gate hangen af van de eigenschappen van de kunststof, de grootte en de structuur van het onderdeel. Over het algemeen heeft de gate een rechthoekige of cirkelvormige doorsnede, met een kleine dwarsdoorsnede en een korte lengte.
Dit is niet alleen vanwege de bovenstaande functies, maar ook omdat het gemakkelijker is voor een kleine poort om groter te worden, terwijl het moeilijk is voor een grote poort om kleiner te worden. De plaats van de poort moet over het algemeen gekozen worden waar het onderdeel het dikst is zonder het uiterlijk te beïnvloeden. Bij het ontwerp van de poortgrootte moet rekening worden gehouden met de eigenschappen van de plastic smelt.

Het is de ruimte in de matrijs voor het gieten van kunststof producten. De onderdelen die worden gebruikt om de holte te vormen, worden gezamenlijk spuitgietonderdelen genoemd. Elk spuitgietonderdeel heeft vaak een speciale naam. De vormdelen die het uiterlijk van het product vormen, worden concave mallen genoemd (ook wel vrouwelijke mallen genoemd) en de delen die de interne vorm van het product vormen (zoals gaten, groeven, etc.) worden kernen of ponsen genoemd (ook wel mannelijke mallen genoemd).
Bij het ontwerpen van spuitgietonderdelen moet de algemene structuur van de holte eerst worden bepaald op basis van de prestaties van de kunststof, de geometrische vorm van het product, de maattolerantie en de gebruiksvereisten.

Vervolgens moet je beslissen waar je de deellijn, poort en ontluchting plaatst en hoe je het onderdeel eruit haalt. Daarna moet je beslissen hoe je elk onderdeel ontwerpt en hoe je ze samenvoegt op basis van de grootte van het onderdeel dat je gaat maken. Het plastic staat onder grote druk als het de mal ingaat, dus je moet de juiste onderdelen kiezen en ervoor zorgen dat ze sterk en stijf genoeg zijn.
Om ervoor te zorgen dat het kunststof product glad en mooi is, en gemakkelijk te ontvormen, moet de ruwheid Ra van het oppervlak dat in contact komt met het kunststof groter zijn dan 0,32um, en moet het corrosiebestendig zijn. De gegoten onderdelen hebben meestal een warmtebehandeling ondergaan om de hardheid te verhogen en zijn gemaakt van corrosiebestendig staal.

Uitlaatpoort
Het is een gleufvormige luchtuitlaat die in de mal wordt geopend om het oorspronkelijke gas en het gas dat door het gesmolten materiaal wordt aangevoerd, af te voeren. Wanneer het gesmolten materiaal in de holte wordt geïnjecteerd, moet de lucht die oorspronkelijk in de holte was opgeslagen en het gas dat door de smelt wordt aangevoerd, via de uitlaatpoort aan het einde van de materiaalstroom naar buiten de matrijs worden afgevoerd.
Anders zal het product poriën, slechte lassen, onvolledige mal vulling, en zelfs de geaccumuleerde lucht zal het product te verbranden als gevolg van hoge temperatuur gegenereerd door compressie.Meestal kan de ventilatie worden geplaatst aan het einde van de stroom van gesmolten materiaal in de holte of op het scheidingsvlak van de mal. Dit laatste is het openen van een ondiepe groef met een diepte van 0,03-0,2 mm en een breedte van 1,5-6 mm aan één kant van de matrijs.

Tijdens het injecteren zal er niet veel gesmolten materiaal uit de ontluchtingsopening sijpelen, omdat het gesmolten materiaal daar zal afkoelen en stollen om het kanaal te blokkeren.Open de uitlaatpoort niet naar jezelf toe, anders kun je besproeid worden met gesmolten materiaal en je bezeren. Je kunt ook de speling tussen de uitwerpstaaf en het uitwerpgat, de speling tussen het uitwerpblok en de stripplaat en de kern gebruiken om uit te zuigen.
Onderdelen spuitgieten Systeem
Het verwijst naar de combinatie van verschillende onderdelen die de vorm van het product vormen, waaronder de beweegbare mal, de vaste mal, en de holte (matrijs), de kern (bolle mal), de gietstaaf, etc. De kern vormt het binnenoppervlak van het product en de holte (matrijs) vormt de vorm van het buitenoppervlak van het product. Nadat de matrijs gesloten is, vormen de kern en de holte de matrijsholte.

Soms, afhankelijk van het proces en de productievereisten, bestaan de kern en de matrijs uit verschillende stukken, soms worden ze in hun geheel gemaakt en worden inzetstukken alleen gebruikt in onderdelen die gemakkelijk te beschadigen en moeilijk te bewerken zijn.
Inserts worden gebruikt voor speciale vormen en verwerkingsvereisten van vormdelen, zoals gaten met schroefdraad en groeven, terwijl inclined tops en sliders worden gebruikt om de inclinatie en complexe vormen van vormdelen te bereiken.

Het vormdeel heeft een kern en een matrijs. De kern maakt de binnenkant van het product en de matrijs maakt de buitenkant van het product. Nadat de mal gesloten is, vormen de kern en de matrijs de holte van de mal. Soms bestaan de kern en matrijs uit verschillende stukken, soms worden ze uit één stuk gemaakt en inzetstukken worden alleen gebruikt in onderdelen die gemakkelijk te breken en moeilijk te maken zijn.
De uitlaatpoort is een gleufvormige uitlaat die in de mal wordt geopend om het oorspronkelijke gas en het gas dat door het gesmolten materiaal wordt aangevoerd, naar buiten te laten.

Wanneer het gesmolten materiaal in de holte wordt geïnjecteerd, moeten de lucht die oorspronkelijk in de holte was opgeslagen en het gas dat door het gesmolten materiaal wordt aangevoerd, via de uitlaatpoort aan het einde van de materiaalstroom naar de buitenkant van de matrijs worden afgevoerd, anders vertoont het product gaten, een slechte verbinding, onvolledige vulling van de matrijs en wordt zelfs de geaccumuleerde lucht samengeperst om een hoge temperatuur te genereren en het product te verbranden.
Meestal kan de uitlaatpoort worden geplaatst aan het einde van de stroom gesmolten materiaal in de holte of op het scheidingsoppervlak van de mal. Dit laatste is een ondiepe groef met een diepte van 0,03-0,2 mm en een breedte van 1,5-6 mm die aan één kant van de matrijs is geopend. Tijdens het injecteren zal er niet veel gesmolten materiaal uit de uitlaatpoort sijpelen, omdat het gesmolten materiaal daar zal afkoelen en stollen en het kanaal zal blokkeren.

De uitlaatpoort mag niet worden geopend met het gezicht naar de operator toe om te voorkomen dat het gesmolten materiaal per ongeluk naar buiten spuit en mensen verwondt. Bovendien kan de speling tussen de uitwerpstaaf en het uitwerpgat, de speling tussen het uitwerpblok en de stripplaat en de kern, enz. ook worden gebruikt om af te zuigen.
Temperatuurregeling
Om aan de temperatuurvereisten van het injectieproces te voldoen, heb je een temperatuurregelsysteem nodig om de matrijstemperatuur aan te passen. Voor thermoplastische spuitgietmatrijzen moet je vooral een koelsysteem ontwerpen om de matrijs te koelen (de matrijs kan ook worden verwarmd).

De gebruikelijke methode om matrijzen te koelen is om een koelwaterkanaal in de matrijs te openen en circulerend koelwater te gebruiken om de warmte van de matrijs af te voeren; naast het gebruik van koelwater om heet water of hete olie door te voeren, kan de matrijs ook verwarmd worden door elektrische verwarmingselementen in en rond de matrijs te installeren.
Het temperatuurregelsysteem wordt gebruikt om de werktemperatuur van de matrijs te regelen om de kwaliteit en productie-efficiëntie van de spuitgietproducten te garanderen. Het temperatuurregelsysteem bestaat uit onderdelen zoals waterwegen, waterputten, waterwegmondstukken, spiraalvormige waterwegen, verwarmingsstaven en koelstaven.

De waterweg en waterput worden gebruikt om koelwater te laten circuleren om de matrijstemperatuur te regelen. De waterwegmondstukken en spiraalvormige waterwegen worden gebruikt om het koelingseffect te versterken. De verwarmingsstaven en koelstaven worden gebruikt om de verwarmings- en koelsnelheid van de matrijs aan te passen.
Structurele onderdelen
Het verwijst naar de verschillende onderdelen die de matrijsstructuur vormen, waaronder: geleidepalen, uitwerppennen, kerntrekken en verschillende onderdelen van de deellijn. Zoals voorste en achterste klemplaten, voorste en achterste knikplaten, drukplaten, drukkolommen, geleidekolommen, ontkistingsplaten, ontkistingsstangen en retourstangen.

Gids Onderdelen
Om ervoor te zorgen dat de beweegbare mal en de vaste mal nauwkeurig kunnen worden uitgelijnd wanneer de mal wordt gesloten, moeten er geleidingscomponenten in de mal worden geplaatst. In de spuitgietmatrijs worden meestal vier sets geleidekolommen en geleidingsbussen gebruikt om de geleiding te vormen. Soms worden binnenste en buitenste conische oppervlakken die bij elkaar passen op de beweegbare matrijs en de vaste matrijs geplaatst om te helpen bij het positioneren.

Uitwerpmechanisme
Als je de mal opent, heb je iets nodig om het kunststofdeel en het water uit de loper te duwen of te trekken. De duwplaat en de uitwerpplaat worden gebruikt om de uitwerpstaaf vast te houden. De resetstang zit meestal vast in de uitwerpstang en de resetstang reset de duwplaat wanneer de beweegbare en vaste mallen worden gesloten.

Zijkerntrekmechanisme
Sommige kunststof producten met zijuitsparingen of zijgaten moeten zijdelings worden uitgesneden voordat ze naar buiten worden geduwd. Nadat de zijkern eruit is getrokken, kunnen ze soepel worden ontvormd. Op dat moment moet er een trekmechanisme voor de zijkern in de matrijs worden geplaatst.
Standaard matrijsframe
Om de zware werklast van matrijsontwerp en -productie te verminderen, gebruiken de meeste spuitgietmatrijzen standaard matrijsframes.

Het uitlaatsysteem
Het doel van het uitlaatsysteem is om de lucht uit de holte te verwijderen en het gas dat ontstaat door het gesmolten plastic tijdens het spuitgietproces. Het uitlaatsysteem van de spuitgietmatrijs is meestal een groefvormige uitlaat die in de matrijs wordt geopend om de lucht in de oorspronkelijke holte en het gas dat door het gesmolten materiaal wordt aangevoerd, af te voeren.
Als het hete spul in het gat gaat, moet de lucht die al in het gat zat en de lucht die met het hete spul mee naar binnen kwam uit het gat komen aan het einde van het gat waar het hete spul in gaat, anders zal het ding dat je maakt gaten hebben, niet goed aan elkaar plakken, niet helemaal vullen en misschien zal de lucht die vastzit geplet worden en heet worden en het ding dat je maakt verbranden.

Meestal kun je het gat plaatsen op de plek waar het hete spul het gat in gaat of op de plek waar de twee delen van het gat uit elkaar komen.De tweede is het openen van een ondiepe groef met een diepte van 0,03-0,2 mm en een breedte van 1,5-6 mm aan één kant van de holle mal. Tijdens het injecteren zal er niet veel gesmolten materiaal uit het uitlaatgat sijpelen, omdat het gesmolten materiaal daar zal afkoelen en stollen en het kanaal zal blokkeren.
De uitlaatpoort mag niet worden geopend met het gezicht naar de operator toe om te voorkomen dat het gesmolten materiaal per ongeluk naar buiten spuit en mensen verwondt. Bovendien kan de speling tussen de uitwerpstaaf en het uitwerpgat, de speling tussen het uitwerpblok en de stripplaat en de kern ook worden gebruikt om af te zuigen.

Het uitlaatsysteem wordt gebruikt om het gas te verwijderen dat ontstaat tijdens het spuitgietproces om bellen en defecten te voorkomen. Het uitlaatsysteem omvat de uitlaat van de uitwerppen, de uitlaat van het scheidingsoppervlak, de uitlaat van de uitlaatnaald en de uitlaat van het uitlaatgat. Een redelijk ontwerp en lay-out van het uitlaatsysteem kunnen de kwaliteit en het uiterlijk van spuitgietproducten effectief verbeteren. Kies Zetar Mold voor productie en verwerking, de technologie is gegarandeerd en de leveringscyclus voldoet aan de behoeften van de klant.
Het geleidingssysteem
Het geleidesysteem is ingesteld om ervoor te zorgen dat de beweegbare matrijs en de vaste matrijs nauwkeurig kunnen worden uitgelijnd wanneer de matrijs wordt gesloten, en er moet een geleidecomponent in de matrijs worden geplaatst.In de spuitgietmatrijs worden meestal vier sets geleidepennen en geleidehulzen gebruikt om de geleidecomponent te vormen. Soms worden binnenste en buitenste kegels die bij elkaar passen op de beweegbare mal en de vaste mal gezet om te helpen bij het positioneren.

Het positioneersysteem voor geleiders wordt gebruikt om ervoor te zorgen dat de mal op de juiste plaats staat en in de juiste richting beweegt tijdens het werken. Het heeft geleidepennen en geleidehulzen, conische positioneerblokken en positioneerblokken met nul graden.
Geleidepennen en geleidehulzen zijn de belangrijkste onderdelen van het positioneringssysteem van de mal. Ze zorgen ervoor dat de mal op de juiste plaats staat door goed in elkaar te passen. Conische positioneerblokken en nulgraden positioneerblokken worden gebruikt om ervoor te zorgen dat de mal zelf uitlijnt en om ervoor te zorgen dat hij echt goed uitlijnt.

Uitwerpsysteem
Bevat meestal: uitwerppennen, voorste en achterste uitwerppinplaten, geleidestangen voor uitwerppennen, terugloopveren voor uitwerppennen, borgschroeven voor uitwerppinplaten en andere onderdelen. Wanneer het product gevormd en afgekoeld is in de matrijs, worden de voorste en achterste matrijzen van de matrijs gescheiden en geopend, en worden de uitwerppennen uitgeworpen in de spuitgietmatrijs.
De uitwerper van de spuitgietmachine duwt of trekt het kunststof product en het condensaat in het stromingskanaal uit de matrijsholte en de positie van het stromingskanaal voor de volgende spuitgietcyclus.

Het uitwerpsysteem is een systeem dat wordt gebruikt om de spuitgietproducten uit de matrijs te werpen, zoals het uitwerpen van de uitwerppen, het uitwerpen van de duwplaat en andere methoden. Het ontwerp en de selectie van het uitwerpsysteem worden bepaald op basis van de vorm, het materiaal en de grootte van de gegoten onderdelen om de integriteit van de gegoten onderdelen en het uitwerpeffect te garanderen.
Spuitgietmatrijzen zijn onderverdeeld volgens structuur
Matrijsframes, matrijskernen, hulponderdelen, hulpsystemen, hulpinstellingen, mechanismen voor het verwerken van dode hoeken en andere onderdelen vormen over het algemeen de spuitgietmatrijzen.

Schimmelframe
Meestal hoeven we het niet te ontwerpen en kunnen we het direct kopen bij de fabrikant van de standaard matrijsbasis, wat veel tijd bespaart bij het ontwerpen van de matrijs, dus wordt het de standaard matrijsbasis voor spuitgietmatrijzen genoemd. Het is het meest fundamentele onderdeel van de spuitgietmatrijs.
Schimmelkern
De matrijskern is het belangrijkste deel van de matrijs. Het is waar het kunststof product wordt gevormd en waar de meeste verwerkingstijd wordt doorgebracht. Sommige mallen hebben echter geen kern, in tegenstelling tot meer eenvoudige mallen. Het product wordt direct op de mal gevormd. De meeste vroege spuitgietmatrijzen waren zo, wat relatief achterlijk was.

Onderdelen
De hulpstukken die vaak in spuitgietmatrijzen worden gebruikt, zijn positioneerringen, spruisbussen, uitwerpers, trekpennen, steunkolommen, uitwerpplaatgeleidekolommen en geleidehulzen, afvalnagels, enz. Sommige van deze onderdelen zijn standaard en kunnen direct besteld worden bij het bestellen van het frame van de matrijs, andere moeten zelf ontworpen worden.
Hulpsysteem
De hulpsystemen van spuitgietmatrijzen zijn als volgt: gietsysteem, uitwerpsysteem, koelsysteem en uitlaatsysteem. Soms, omdat de temperatuur van het gebruikte kunststofmateriaal tot een zeer hoge temperatuur moet worden opgewarmd, hebben sommige matrijzen ook een verwarmingssysteem.

Hulpinstellingen
De hulpinstellingen van spuitgietmatrijzen zijn onder andere ooggaten, KO-gaten (uitwerpstaafgaten), enz.
Dode hoek verwerkingsstructuur
Als het kunststof product een dode hoek heeft, heeft de matrijs ook een of meer structuren om de dode hoek op te vangen. Zoals schuivers, schuine uitwerpers, hydraulische cilinders, enz. In de meeste huishoudelijke boeken wordt dit mechanisme voor het hanteren van dode hoeken "kerntrekmechanisme" genoemd.

Onderdelen voor spuitgietmatrijzen
Mondstuksysteem
Het spuitstuksysteem wordt gebruikt om gesmolten kunststof in de matrijs te injecteren om het product te vormen. Het bestaat uit onderdelen zoals spuitmonden en spuittips. Het regelt het openen en sluiten van de spuitmond en de stroom van gesmolten kunststof voor het spuitgieten van producten. Het spuitmondsysteem moet goed afdichten en slijtvast zijn om een normale injectie van kunststof en de kwaliteit van het product te garanderen.

Schimmel zitting
De matrijszitting is het basisonderdeel van de spuitgietmatrijs, die de hele matrijsstructuur ondersteunt en vastzet. Het is meestal gemaakt van hoogwaardig gelegeerd staal en heeft voldoende sterkte en stijfheid om de druk en extrusie te weerstaan tijdens het spuitgietproces.

Uitwerpsysteem
Het uitwerpsysteem wordt gebruikt om het gevormde product uit de matrijs te werpen. Het bestaat uit onderdelen zoals uitwerpstaven en uitwerpplaten, en het uitwerpen van het product gebeurt door de beweging van de uitwerpstaaf. Het uitwerpsysteem moet sterk en stabiel genoeg zijn om het uitwerpeffect en de productie-efficiëntie van het product te garanderen.

Vaste plaat
De vaste plaat bevindt zich boven de malbasis en wordt gebruikt om de verschillende onderdelen van de mal te bevestigen. Hij is meestal gemaakt van hoogwaardig gelegeerd staal en heeft voldoende sterkte en stijfheid om ervoor te zorgen dat de mal stabiel en stijf is tijdens het spuitgietproces.

Koelsysteem
Het koelsysteem wordt gebruikt om de temperatuur van de matrijs te regelen om de kwaliteit van het product en de efficiëntie van de productie te garanderen. Het bestaat uit onderdelen zoals koelwaterkanalen en koelapparaten die de warmte van de mal absorberen door koelwater te laten circuleren. Het koelsysteem moet redelijk worden ontworpen om te zorgen voor een gelijkmatige koeling van alle delen van de mal om stress en vervorming te voorkomen.
Kern en holte
De kern en de holte zijn de belangrijkste onderdelen van de spuitgietmatrijs. Ze bepalen de vorm en grootte van het eindproduct. De kern is de binnenkant van het product en de holte is de buitenkant van het product. De kern en de holte zijn meestal gemaakt van hoogwaardig gereedschapsstaal of hogesnelheidsstaal. Ze worden machinaal bewerkt en hebben een warmtebehandeling ondergaan om ze hard en slijtvast te maken.

Schuifsysteem
Het schuifsysteem wordt gebruikt om complexe productstructuren en interne holtes te maken. Het heeft onderdelen zoals glijders, geleidepennen, geleidehulzen, enz. die ervoor zorgen dat de matrijs open en dicht gaat en beweegt door te schuiven of te draaien. Het glijdersysteem moet zeer nauwkeurig en stabiel zijn om ervoor te zorgen dat het product de juiste vorm en grootte heeft.
Structurele samenstelling van spuitgietmachines
Een algemene spuitgietmachine heeft een injectieapparaat, een matrijskleminrichting, een hydraulisch overbrengingssysteem en een elektrisch regelsysteem. De belangrijkste taak van het injectieapparaat is om de kunststof te smelten en een bepaalde hoeveelheid gesmolten materiaal met voldoende druk en snelheid in de matrijsholte te injecteren. Het injectieapparaat bestaat uit plastificeercomponenten (schroef, vat en spuitstuk), trechter, transmissieapparaat, doseerapparaat, injectie- en bewegende cilinders enzovoort.

Vormkleminrichting
De matrijskleminrichting is verantwoordelijk voor het openen en sluiten van de matrijs, zorgt ervoor dat de matrijs goed gesloten is tijdens het inspuiten en werpt het product uit. De kleminrichting van de matrijs bestaat voornamelijk uit voorste en achterste vaste mallen, beweegbare mallen, trekstangen die de voorste en achterste mallen verbinden, klemcilinders voor de matrijs, verbindingsstangmechanismen, verstelinrichtingen voor de matrijs en uitwerpinrichtingen voor het product.
Hydraulisch systeem en elektrisch regelsysteem
Het is zijn taak om ervoor te zorgen dat de spuitgietmachine goed werkt zoals het hoort (druk, snelheid, temperatuur, tijd) en de stappen van het proces in de juiste volgorde uitvoert.

Het hydraulische systeem van de kunststof spuitgietmachine bestaat uit verschillende hydraulische onderdelen en leidingen en andere dingen die de machine helpen werken, en het elektrische besturingssysteem bestaat uit verschillende elektrische dingen en gereedschappen. Het hydraulische systeem en het elektrische systeem werken samen om de spuitgietmachine kracht en controle te geven.
Conclusie
IDe basis van de mal ondersteunt de hele structuur, het uitwerpsysteem duwt het afgewerkte product naar buiten, de vaste plaat stabiliseert de onderdelen, het schuifsysteem verwerkt complexe vormen, de kern en holte bepalen de vorm van het product, het koelsysteem regelt de temperatuur en het spuitsysteem spuit het plastic in.

Daarnaast omvat het ook het temperatuurregelsysteem, het uitlaatsysteem, het geleidingssysteem en het uitwerpsysteem, die worden gebruikt om de matrijstemperatuur en het uitlaatgas te regelen, de matrijs nauwkeurig te positioneren en het product uit te werpen.
In de spuitgietmatrijs injecteert de injectie-eenheid het gesmolten plastic in de matrijs via de spuitgietschroef en komt het de holte binnen via de doorvoer van de schroefdraad, waardoor het product nauwkeurig wordt gevormd en van hoge kwaliteit is.

De samenwerking van deze onderdelen zorgt voor een vlot verloop van het kunststof spuitgietproces en een hoge kwaliteit van het eindproduct.







