 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding
Spuitgieten is een geweldige manier om dingen te maken, maar het kan ook veel verspilling veroorzaken, zoals inefficiëntie, fouten, machineschade en stilstandtijd, en hoge uitvalpercentages, enz. Dit artikel gaat over hoe je de kosten van spuitgieten kunt verlagen, waardoor je meer geld kunt verdienen met spuitgieten.
Wat zijn de belangrijkste kostenfactoren die de kosten van spuitgieten beïnvloeden?
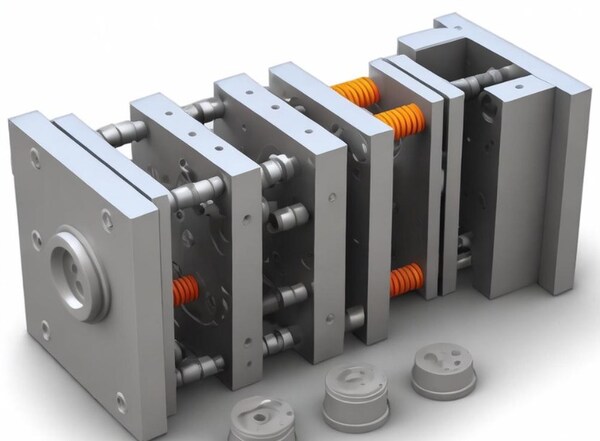
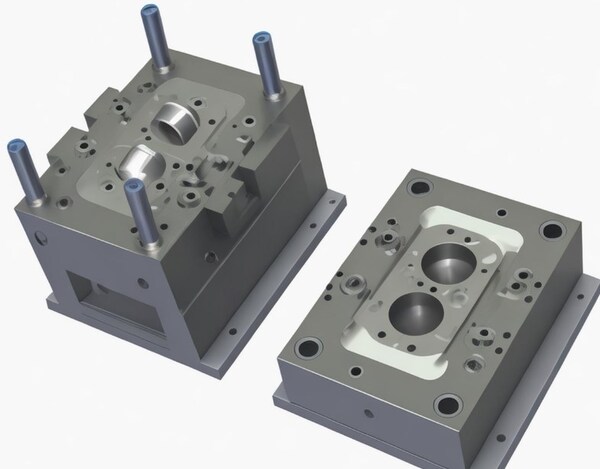
Deelontwerp
Hoe complexer je onderdeel is, hoe complexer de matrijs moet zijn. Complexe, op maat gemaakte spuitgietonderdelen zijn over het algemeen duurder omdat er meer matrijzen voor nodig zijn dan voor eenvoudige onderdelen.
Voor de bewerking van complexe onderdelen kan een elektrische ontladingsbewerking nodig zijn om ondersnijdingen te verkrijgen, wat meer productietijd kost. Grotere onderdelen vereisen ook meer materiaal, wat de kosten verhoogt.
Materialen voor gebruikte onderdelen
Het type hars dat je gebruikt heeft ook een grote invloed op hoeveel het kost om te spuitgieten. Wanneer je een hars kiest, moet je ook nadenken over hoeveel onderdelen je gaat maken, welke additieven en ingrediënten je nodig hebt, bij welke temperatuur je gaat gieten, hoe makkelijk het is om de hars te krijgen, welke kwaliteit en kleur je wilt.

De hars die je kiest kan ook invloed hebben op hoeveel je de mal moet onderhouden, wat het duurder kan maken (bijvoorbeeld als je een schurende hars gebruikt).
Verschillende thermoplasten vereisen verschillende temperaturen. Harsen met een hoge temperatuur verhogen de gereedschapskosten, zoals hieronder beschreven. Thermoplasten met lagere kosten zijn onder andere polypropyleen, polyethyleen en polystyreen, terwijl polymeren met vloeibare kristallen, polysulfonen en polyfenyleensulfide vaak gepaard gaan met hogere temperaturen en hogere kosten.

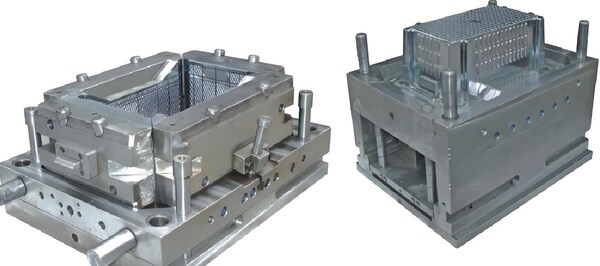
Gebruikte matrijsmaterialen
Er zijn veel verschillende soorten staal die gebruikt kunnen worden voor het maken van mallen, maar het soort staal dat je nodig hebt hangt af van het soort materiaal dat je gebruikt voor spuitgieten. Als je een thermoplastische kunststof met een hoge temperatuur gebruikt, heb je een hardere staalsoort of een stalen mal nodig.
Als je een materiaal voor je mal kiest, moet je ook nadenken over hoeveel onderhoud de mal nodig heeft en hoe vaak je hem moet vervangen.
Mallen hebben een verschillende levensduur. Mallen met een langere levensduur zijn waardevoller, maar ze zijn gemaakt van duurzamer staal, wat de kosten van de mal verhoogt. Houd bij het kiezen van een matrijsmateriaal rekening met cyclustijd, oppervlakteafwerking en productievolume, want al deze factoren hebben invloed op de levensduur van de matrijs.
Gereedschapsstaal wordt vaak gekozen vanwege de taaiheid en duurzaamheid, hoewel minder dure materialen zoals aluminium geschikt kunnen zijn voor de matrijs, vooral als er lagere productievolumes nodig zijn.
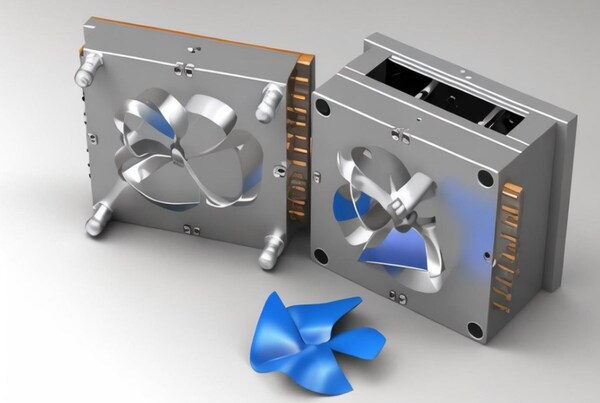
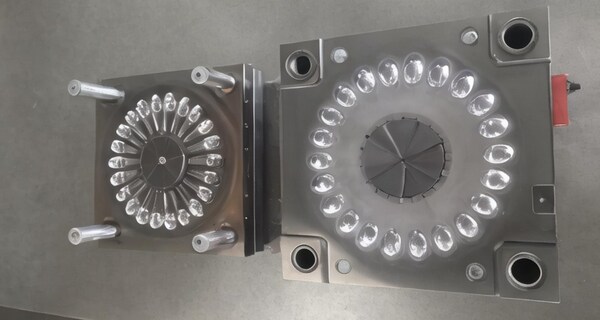
Volume en aantal holtes
Hoe meer caviteiten je nodig hebt om een onderdeel te maken, hoe langer het duurt om te persen. Langere perstijden betekenen dat je onderdelen minder snel kunt maken, wat geld kost. Als je grote onderdelen maakt die veel caviteiten nodig hebben, kost het meer materiaal en productie om ze te maken.

Locatie matrijzenmaker
Waar de matrijzenmaker zich bevindt, heeft invloed op de totale kosten van het spuitgieten, afhankelijk van de verzend- en verwerkingskosten die nodig zijn om de matrijs op de verwerkingslocatie te krijgen. Als je bijvoorbeeld een matrijzenmaker in China gebruikt, moet je rekening houden met het minimumloon in elke provincie. Als je in de buurt van een zeehaven bent, heeft dat ook invloed op je verzendkosten.

Als je een offshore fabrikant kiest voor spuitgieten, zul je meer moeten betalen voor verzending en handling. Als je onderdelen helemaal in het buitenland worden gemaakt, kunnen de kosten om het product bij je te krijgen de besparingen van de lage productieprijs tenietdoen.
Hoe de kosten van spuitgieten verlagen?
Risico's en kwaliteitskosten verlagen
Het verminderen van risico's en kwaliteitskosten is vaak eerder reactief dan proactief. Dit gebeurt omdat het spuitgietproces gepaard gaat met onvoorziene abnormale veranderingen, waardoor het moeilijk te voorspellen is. Dit stelt ons bloot aan onverwachte risico's en kosten als gevolg van ondermaats geleverde producten.
Er is eigenlijk een betere manier. Begin met het gebruik van wetenschappelijke spuitgietprincipes om een herhaalbaar en stabiel proces te ontwikkelen. Nadat het proces is ontwikkeld met behulp van sensoren en spuitgiettechnologie, kun je verschillende veelvoorkomende spuitgietfouten controleren in spuitgieten om de 100% kwaliteitsgarantie voor uw klanten te garanderen.
We zien deze situatie vaak: de spuitgietmachine draait al weken en de procestechnici moeten nog steeds aanpassingen doen. Op dit punt laat de productkwaliteit het altijd afweten, dus moeten we het proces aanpassen om het te verbeteren, de verdachten isoleren, de slechte exemplaren sorteren, ze pletten en opnieuw gieten.

In het ergste geval hebben we een aantal van deze producten al naar klanten verzonden en moeten we ze vertellen over het probleem.
Als dit gebeurt, is het echt duur. Zonder een betrouwbaar proces te ontwikkelen en te documenteren dat gebaseerd is op wetenschappelijke spuitgietprincipes, kunnen onze technici alleen maar kostbare tijd verspillen aan het aanpassen van het proces in de hoop een goed onderdeel te maken.

Als er een productdefect optreedt, wordt de technicus gevraagd om de spuitgietmachine opnieuw af te stellen om het probleem op te lossen, en er is geen garantie dat het probleem zich opnieuw voordoet. Op dat moment moeten we beslissen wat we met het product gaan doen, en sorteren of herwerken kan dagen of zelfs weken duren en is zelden 100% effectief. Om nog maar te zwijgen van het feit dat het een taak zonder toegevoegde waarde is.
Als deze producten al naar klanten zijn verzonden, is dat verloren business. We kunnen deze situatie voorkomen door de tijd te nemen om een proces te creëren en te documenteren dat vanaf het begin herhaaldelijk producten van hoge kwaliteit kan produceren.

Door holtedruksensoren te gebruiken om het productieproces te bewaken, kan een hoger niveau van kwaliteitscontrole worden bereikt. Stel je voor dat je weet of het product goed is voordat de matrijs wordt geopend en dat je het product automatisch kunt sorteren.
Efficiëntie verhogen door automatisering
Met spuitgiettechnologie en -training kunt u verschillende onderdelen van de productie automatiseren om de arbeidsefficiëntie te verbeteren. Producten verzamelen, producten stapelen en palletiseren zijn drie nuttige automatiseringsmethodes.
Procesbesturingstechnologie kan automatisch producten sorteren en alarm slaan om u te laten weten wanneer het proces buiten de tolerantie valt. Door gegevens te verstrekken, kunt u de hoofdoorzaak sneller vaststellen zonder met de vinger te hoeven wijzen, wat de efficiëntie en nauwkeurigheid verder verbetert. U kunt stoppen met het oplossen van problemen en beginnen met het oplossen ervan.
Denk aan het proces in een fabriek zonder automatisering. In het stapsgewijze spuitgietproductieproces moeten we het product en de runners uit de matrijs halen, het product op een ordelijke manier plaatsen, verpakken en het eindproduct palletiseren.

Op een bepaald punt in dit proces moet je misschien ook een montagestap toevoegen, wat extra arbeid, ruimte en tijd kost.
Als je al deze processen handmatig uitvoert, zal de efficiëntie van het proces altijd anders zijn. Als we alleen al kijken naar de stap om het product uit de mal te halen, zal zelfs de beste operator tijdfluctuaties hebben, waardoor de cyclustijd varieert en de kwaliteit van het product instabiel wordt. Deze schommelingen zullen bij elke stap in het proces toenemen.

Als we beginnen met het automatiseren van processen, verwijderen we deze ups en downs, verhogen we de efficiëntie, verbeteren we de kwaliteit en vergroten we de beschikbare ruimte. Kwaliteitsautomatisering - via procesbewaking, vision systemen of in-line dimensionale verificatie - kan ervoor zorgen dat onze klanten nooit meer een slecht product krijgen.
Meer bewustwording van procesfluctuaties (minder uitval)
Door snel te weten wanneer een proces veranderd is, kunt u het probleem sneller oplossen. Dit betekent minder uitval, waardoor de spuitgietmachine beter wordt benut en de uitvalkosten dalen. U kunt dit bereiken met procescontrolesoftware, holtedrukbewaking en training.

Er zijn altijd kwaliteitskosten bij productie. Je kunt er aan de achterkant voor betalen, door kostbare middelen en tijd te gebruiken om het product te controleren voordat je het naar de klant verzendt. Het probleem is dat je nooit een vaste prijs krijgt voor kwaliteit. Als de productie verandert, verandert ook de tijd om het product te sorteren en het aantal werknemers dat je nodig hebt.

Als je verloop hebt, moet je nieuwe mensen opleiden om de slechte onderdelen te sorteren. Door alle technici volgens dezelfde standaard te trainen, kunt u afkeur proactief verminderen of elimineren in plaats van reactief, of hoge uitvalpercentages voorkomen die te wijten zijn aan lage vaardigheidsniveaus, het opzetten van een spuitgietproces met een te klein procesvenster, of geen procesvenster.

Een andere manier om na te denken over de kosten van kwaliteit is aan de voorkant. Door kwaliteit in het proces in te bouwen en de kwaliteit tijdens de hele cyclus te bewaken, kunnen we ontdekken wanneer zich procesfluctuaties voordoen.
Als we bijvoorbeeld weten dat een breed scala aan variaties in materiaalviscositeit kwaliteitsproblemen zal veroorzaken, kunnen we tools voor procesbewaking gebruiken om veranderingen in viscositeit te detecteren. Op dat moment kan het proces opnieuw worden gecentreerd om een onderdeel van hoge kwaliteit te maken.

Brede harsen kopen
Goedkopere harsen hebben een breed scala aan eigenschappen, maar het is moeilijk om de afmetingen van een onderdeel vast te houden voor strakke toleranties. Hierdoor neemt de variatie zeker toe, wat leidt tot hogere uitvalpercentages. Maar als we DECOUPLED MOLDING® technologie en holtesensoren gebruiken, kunnen we het laten werken.
Zie je dit wel eens gebeuren? Je maakt een paar dagen goede foto's en dan ineens krijg je flitslicht. Dus vertraag je de vulsnelheid om het probleem op te lossen. Een paar uur later krijg je een korte opname. Waarom liep alles goed en krijg je ineens flash? Het antwoord is waarschijnlijk viscositeit.

Viscositeit kan vaak op en neer schommelen met 30%, waardoor het moeilijk is om een goed product te maken, zelfs met ontkoppeld II spuitgieten. Om ervoor te zorgen dat er elke cyclus hetzelfde werkstuk wordt gemaakt (of in ieder geval zo goed mogelijk), moet u holtedruksensoren gebruiken om het proces te regelen en de effecten van materiaalviscositeitsschommelingen te minimaliseren.
Cyclustijd verkorten
U kunt klemkracht/uitwerping, vultijd, verpakkingstijd, wachttijd en koeling optimaliseren met wetenschappelijke spuitgiettechnieken en DECOUPLED MOLDING®. U kunt een goed onderdeel gieten met een kleiner kussen.
Een matrijstemperatuurregelaar of temperatuurregelaar met de juiste afmetingen kan ook helpen om de cyclustijd te verkorten. 80% van de gietcyclustijd wordt besteed aan het koelen van het onderdeel van smelttemperatuur tot ontvormingstemperatuur, waardoor het onderdeel sterk genoeg wordt om de uitwerpkrachten te weerstaan en de dimensionale stabiliteit van het onderdeel behouden blijft.
Zonder voldoende koelwaterstroom komt het vermogen om het onderdeel tot de juiste temperatuur te koelen in het gedrang. Je hoeft het onderdeel dan alleen maar langer in de matrijs te houden en meer geld uit te geven.

Als je aan een project begint, moet je kijken naar de dikte van het onderdeel. Je moet jezelf afvragen: "Welke invloed heeft de dikte van het onderdeel op de cyclustijd en de prestaties van het product? Vaak ontwerpen we onderdelen op deze manier omdat "we het altijd zo hebben gedaan". Dit kan erg duur zijn, zoals je je kunt voorstellen.
Wetenschap en simulatie kunnen ons helpen voorspellen of een ontwerp zal werken, zodat we geen onderdeel hoeven te gieten om het te testen en resultaten te krijgen. Ervoor zorgen dat je het juiste onderdeelontwerp hebt, is slechts één voorbeeld van hoe je de cyclustijd kunt verkorten.

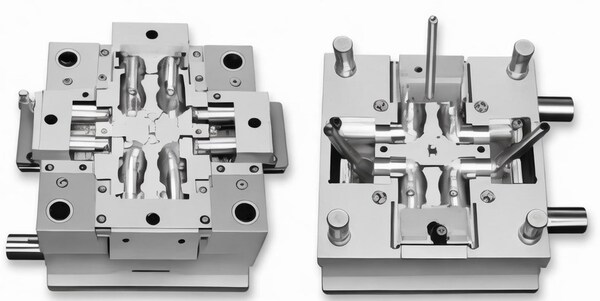
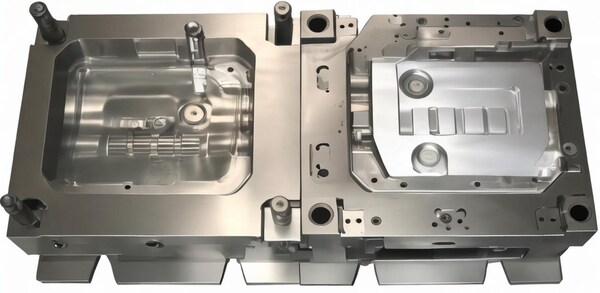
Efficiëntere mallen maken
Eenvoudig gezegd is een matrijs zowel een drukvat als een warmtewisselaar - er zullen altijd drukverliezen optreden in de holte. In de meeste gevallen is het echter zo dat hoe lager het drukverlies van de gate tot het einde van de caviteit, hoe kleiner de kans op kwaliteitsproblemen zoals kromtrekken, krimpen, verzakkingen, korte shots of dimensionale schommelingen.
Om plastic te laten vloeien, moeten we het verhitten, maar om het onderdeel uit te werpen, moeten we een deel van die warmte afvoeren. Om een efficiënte matrijs te maken, moeten we ervoor zorgen dat de koelcircuits correct zijn ontworpen.

We moeten ook een metaal kiezen dat goed warmte overdraagt, maar dat ook bestand moet zijn tegen slijtage (vooral met glas- of koolstofvezelvullers). Tot slot moeten we zorgen voor turbulentie in het proces om ervoor te zorgen dat de mal snel thermische stabiliteit kan bereiken en die stabiliteit kan behouden tijdens lange productieruns.
U kunt de efficiëntie van de matrijs ook verhogen door meer caviteiten toe te voegen. Matrijzen met één caviteit hebben de minste fluctuatie, maar de productiekosten overschaduwen de normale kosten. Met meer caviteiten kunt u meer onderdelen maken in dezelfde tijd.
Er zijn enkele beperkingen op het aantal caviteiten dat u kunt maken, zoals productkwaliteit, matrijs en machineafstand en validatievereisten.
Een andere manier om de matrijsefficiëntie te verhogen is om familiematrijzen te maken, met verschillende onderdeelgeometrieën in dezelfde matrijs. Dit kan moeilijk zijn omdat de vier kunststofvariabelen in elke caviteit anders zijn. Met procesbesturingssoftware en caviteitssensoren kunt u echter elke caviteit afzonderlijk besturen via naaldklepafsluiters.
Verlaag de kosten van schimmeloverdracht
Met de Process Development Application (PDA) kunt u snel en eenvoudig matrijzen overzetten van de ene naar de andere matrijs. spuitgieten machine naar een andere. Als je de matrijs overzet, maakt de PDA automatisch de instelconditietabel voor de spuitgietmachine aan, zodat je vanaf het eerste schot goede onderdelen kunt maken.

Deze krommen kunnen op elke spuitgietmachine gebruikt worden zolang de spuitgietmachine voldoende flow, druk, temperatuur en volume kan leveren. Als je geen simulatie gebruikt, kunnen we ook mallen maken en die overbrengen naar elke geschikte spuitgietmachine.
Onnodige onderdelen verminderen
Deze benadering maakt het matrijsontwerp eenvoudiger, wat geld bespaart omdat complexe matrijzen vooraf meer kosten om te maken. Bovendien gebruiken eenvoudigere onderdelen minder materiaal, wat geld bespaart.

Eenvoudiger ontwerpen kunnen ook de spuitgietcyclus korter maken, waardoor er meer onderdelen in minder tijd worden gemaakt en er geld wordt bespaard op arbeid en energie. Het betekent ook minder onderhoud voor de matrijs. Het belangrijkste is dat eenvoudiger ontwerpen vaak onderdelen maken die sterker en van betere kwaliteit zijn, wat minder slechte onderdelen betekent.

Om dingen weg te doen die je niet nodig hebt, moet je naar het ontwerp kijken en uitzoeken hoe je het beter en gemakkelijker kunt maken. Misschien moet je wat mooie dingen wegdoen, onderdelen combineren of de grootte van dingen veranderen zodat er geen extra dingen op zitten. Je moet ervoor zorgen dat het onderdeel goed werkt en gemakkelijk te maken is. Je moet ervoor zorgen dat het goed werkt en gemakkelijk te maken is.
Onderdeelgrootte verkleinen
Grotere onderdelen zijn niet altijd beter. Als je onderdelen groter maakt, moet je grotere mallen maken. Grotere mallen kosten meer materiaal. Als je hetzelfde onderdeel kleiner kunt maken, moet je dat doen.
Conclusie
Kortom, plastic spuitgieten goedkoper maken is een hele klus. Je moet veel dingen goed doen. Je moet het onderdeel goed ontwerpen. Je moet het juiste materiaal kiezen. Je moet de matrijs goed maken. Je moet het proces goed laten verlopen. Je moet al deze dingen goed doen om spuitgieten goedkoper te maken.
Je kunt al deze dingen goed doen door wetenschap en technologie te gebruiken. Je kunt wetenschappelijke gietprincipes en automatiseringstechnologie gebruiken om spuitgieten goedkoper. Je kunt minder afval maken. Je kunt minder variatie maken. Je kunt sneller onderdelen maken. Je kunt meer geld verdienen. Je kunt spuitgieten beter maken. Je kunt de wereld beter maken.







