 Przejdź do treści
Przejdź do treści 

Wprowadzenie
Injection molding is a great way to make stuff, but it can also make a lot of waste, like inefficiency, screw-ups, machine damage and downtime, and high scrap rates, etc. This article is about how to cut injection molding costs, which can help you make more money from injection molding.
Jakie są główne czynniki wpływające na koszt formowania wtryskowego?
Projekt części
Im bardziej złożona jest część, tym bardziej złożona musi być jej forma. Złożone, niestandardowe części formowane wtryskowo są generalnie droższe, ponieważ wymagają więcej form niż proste części.
Obróbka skomplikowanych części może wymagać obróbki elektroerozyjnej w celu uzyskania podcięć, co zajmuje więcej czasu. Ponadto, większe części wymagają więcej materiału, co zwiększa koszty.
Używane materiały części
Rodzaj używanej żywicy ma również duży wpływ na koszt formowania wtryskowego. Wybierając żywicę, powinieneś również zastanowić się, ile części zamierzasz wykonać, jakich dodatków i składników potrzebujesz, w jakiej temperaturze zamierzasz formować, jak łatwo jest uzyskać żywicę, jaki gatunek i kolor chcesz uzyskać.

Wybrana żywica może również wpływać na to, ile trzeba konserwować formę, co może sprawić, że będzie ona droższa (np. jeśli używasz żywicy ściernej).
Różne tworzywa termoplastyczne wymagają różnych temperatur. Żywice wysokotemperaturowe zwiększają koszty oprzyrządowania, jak opisano poniżej. Tworzywa termoplastyczne, które oferują niższe koszty, obejmują polipropylen, polietylen i polistyren, podczas gdy polimery ciekłokrystaliczne, polisulfony i siarczek polifenylenu często wiążą się z wyższymi temperaturami i wyższymi kosztami.

Zastosowane materiały formy
Istnieje wiele różnych rodzajów stali, które mogą być używane do produkcji form, ale rodzaj stali, której potrzebujesz, zależy od rodzaju materiału używanego do formowania wtryskowego. Jeśli używasz wysokotemperaturowego tworzywa termoplastycznego, będziesz potrzebować twardszej stali lub formy pokrytej stalą.
Wybierając materiał na formę, należy również zastanowić się, ile konserwacji będzie wymagała forma i jak często trzeba będzie ją wymieniać.
Formy mają różną żywotność. Formy o dłuższej żywotności są bardziej wartościowe, ale są wykonane z bardziej wytrzymałej stali, co zwiększa ich koszt. Wybierając materiał formy, należy wziąć pod uwagę czas cyklu, wykończenie powierzchni i wielkość produkcji, ponieważ wszystkie te czynniki wpływają na żywotność formy.
Stale narzędziowe są często wybierane ze względu na ich wytrzymałość i trwałość, chociaż tańsze materiały, takie jak aluminium, mogą być odpowiednie dla formy, zwłaszcza jeśli wymagane są mniejsze ilości produkcji.
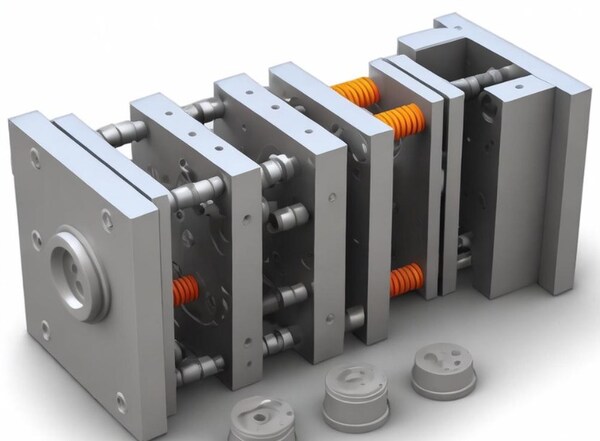
Objętość i liczba wnęk
Im więcej wgłębień potrzeba do wykonania części, tym dłużej trwa tłoczenie. Dłuższy czas prasowania oznacza, że nie można produkować części tak szybko, co kosztuje. Jeśli produkujesz duże części, które wymagają wielu wgłębień, ich wykonanie będzie wymagało większych nakładów materiałowych i produkcyjnych.

Lokalizacja producenta form
Miejsce, w którym znajduje się producent form, wpłynie na całkowity koszt formowania wtryskowego, w zależności od kosztów wysyłki i obsługi wymaganych do dostarczenia formy do miejsca przetwarzania. Na przykład, jeśli korzystasz z usług producenta form w Chinach, musisz wziąć pod uwagę płacę minimalną w każdej prowincji. Ponadto, jeśli jesteś blisko portu morskiego, wpłynie to na koszty wysyłki.

Jeśli wybierzesz zagranicznego producenta do formowania wtryskowego, będziesz musiał zapłacić więcej za wysyłkę i obsługę. Jeśli części są produkowane całkowicie za granicą, koszt dostarczenia produktu do klienta może zniwelować wszelkie oszczędności wynikające z niskiej ceny produkcji.
Jak obniżyć koszty formowania wtryskowego?
Zmniejszenie ryzyka i kosztów jakości
Reducing risk and quality costs is often reactive rather than proactive. This happens because the Proces formowania wtryskowego is accompanied by unforeseen abnormal changes, making it difficult to predict. This exposes us to unexpected risks and expenses due to substandard products delivered.
There’s actually a better way. Start by using scientific molding principles to develop a repeatable and stable process. After the process is developed using sensors and molding technology, you can monitor various common injection molding defects in injection molding to ensure 100% quality assurance for your customers.
Często spotykamy się z taką sytuacją: wtryskarka działa od tygodni, a technicy procesu wciąż muszą wprowadzać poprawki. W tym momencie jakość produktu zawsze spada, więc musimy dostosować proces w celu poprawy, wyizolować podejrzanych, posortować złe, zmiażdżyć je i ponownie uformować.

Najgorszym scenariuszem jest sytuacja, w której wysłaliśmy już niektóre z tych produktów do klientów i musimy poinformować ich o problemie.
Kiedy tak się dzieje, jest to naprawdę kosztowne. Bez opracowania i udokumentowania niezawodnego procesu opartego na naukowych zasadach formowania, nasi technicy mogą jedynie tracić cenny czas na dostosowywanie procesu w nadziei na stworzenie dobrej części.

Gdy wystąpi wada produktu, technik jest proszony o ponowne dostosowanie wtryskarki w celu rozwiązania problemu i nie ma gwarancji, że problem się powtórzy. W tym czasie musimy zdecydować, co zrobić z produktem, a sortowanie lub przeróbka może zająć dni lub nawet tygodnie i rzadko jest skuteczna. Nie wspominając o tym, że jest to zadanie bez wartości dodanej.
Jeśli te produkty zostały już wysłane do klientów, oznacza to utratę biznesu. Możemy uniknąć tej sytuacji, poświęcając czas na stworzenie i udokumentowanie procesu, który może wielokrotnie wytwarzać produkty wysokiej jakości od samego początku.

Wykorzystanie czujników ciśnienia we wnęce do monitorowania procesu produkcji może zapewnić wyższy poziom kontroli jakości. Wyobraź sobie, że wiesz, czy produkt jest dobry przed otwarciem formy i możesz automatycznie sortować produkt.
Zwiększanie wydajności dzięki automatyzacji
Dzięki technologii formowania i szkoleniom można zautomatyzować kilka obszarów produkcji, aby poprawić wydajność pracy. Kompletacja produktów, układanie produktów w stosy i paletyzacja to trzy przydatne metody automatyzacji.
Technologia kontroli procesu może automatycznie sortować produkty i alarmować, gdy proces jest poza tolerancją. Dostarczając dane, można szybciej określić przyczynę źródłową bez wskazywania palcem, co dodatkowo poprawia wydajność i dokładność. Można przestać rozwiązywać problemy i zacząć je rozwiązywać.
Pomyślmy o procesie w fabryce bez automatyzacji. W procesie produkcji formowania krok po kroku musimy usunąć produkt i prowadnice z formy, umieścić produkt w uporządkowany sposób, zapakować go, a następnie paletyzować produkt końcowy.

W pewnym momencie tego procesu może być również konieczne dodanie etapu montażu, co zwiększy nakład pracy, przestrzeni i czasu.
Jeśli wszystkie te procesy wykonywane są ręcznie, wydajność procesu zawsze będzie inna. Jeśli spojrzymy tylko na etap wyjmowania produktu z formy, nawet najlepszy operator będzie miał wahania czasu, co spowoduje wahania czasu cyklu, co spowoduje niestabilną jakość produktu. Wahania te będą się sumować na każdym etapie procesu.

Kiedy zaczynamy automatyzować procesy, zaczynamy eliminować te wzloty i upadki, zwiększając wydajność, poprawiając jakość i zwiększając dostępną przestrzeń. Automatyzacja jakości - poprzez monitorowanie procesu, systemy wizyjne lub weryfikację wymiarów na linii produkcyjnej - może sprawić, że nasi klienci już nigdy nie otrzymają złego produktu.
Większa świadomość wahań procesu (redukcja odpadów)
Dzięki szybkiej informacji o zmianie procesu, można szybciej naprawić problem. Oznacza to mniej odpadów, co zwiększa wykorzystanie wtryskarki i zmniejsza koszty złomu. Można to osiągnąć dzięki oprogramowaniu do kontroli procesu, monitorowaniu ciśnienia w gnieździe i szkoleniom.

Produkcja zawsze wiąże się z kosztami jakości. Można za nie zapłacić na zapleczu, wykorzystując cenne zasoby i czas na sprawdzenie produktu przed wysłaniem go do klienta. Problem polega na tym, że koszt jakości nigdy nie jest stały. Wraz ze zmianami w produkcji zmienia się czas sortowania produktu i liczba potrzebnych pracowników.

W przypadku rotacji pracowników konieczne jest przeszkolenie nowych osób w zakresie sortowania wadliwych części. Szkoląc wszystkich techników zgodnie z tym samym standardem, można proaktywnie zmniejszać lub eliminować odrzuty, zamiast reagować lub zapobiegać wysokim wskaźnikom odpadów z powodu niskiego poziomu umiejętności, konfigurując proces formowania ze zbyt małym oknem procesowym lub bez okna procesowego.

Innym sposobem myślenia o kosztach jakości jest myślenie od samego początku. Wbudowując jakość w proces i monitorując ją w całym cyklu, możemy wykryć wahania procesu.
Na przykład, jeśli wiemy, że szeroki zakres zmian lepkości materiału spowoduje problemy z jakością, możemy użyć narzędzi do monitorowania procesu w celu wykrycia zmian lepkości. W tym momencie proces może zostać ponownie wyśrodkowany w celu ponownego wyprodukowania części o wysokiej jakości.

Kup żywice o szerokim spektrum zastosowań
Tańsze żywice mają szeroki zakres właściwości, ale trudno jest utrzymać wymiary części w wąskich tolerancjach. To zdecydowanie zwiększa zmienność, co prowadzi do wyższych wskaźników odpadów. Ale jeśli użyjemy technologii DECOUPLED MOLDING® i czujników wnękowych, możemy sprawić, że to zadziała.
Czy często się to zdarza? Tworzysz dobre części przez kilka dni, a potem nagle zaczynasz błyskać. Zmniejszasz więc prędkość wypełniania, by naprawić problem. Kilka godzin później otrzymujesz krótkie ujęcie. Dlaczego wszystko działało dobrze, a potem nagle pojawił się błysk? Odpowiedzią jest prawdopodobnie lepkość.

Lepkość może często wahać się w górę lub w dół o 30%, co utrudnia wyprodukowanie dobrej części nawet przy formowaniu Decoupled II. Aby zapewnić, że ta sama część jest wytwarzana w każdym cyklu (lub przynajmniej tak blisko, jak to możliwe), należy użyć czujników ciśnienia wnęki, aby kontrolować proces i zminimalizować wpływ zmian lepkości materiału.
Skrócenie czasu cyklu
Dzięki naukowym technikom formowania i DECOUPLED MOLDING® można zoptymalizować siłę zacisku/wyrzutu, czas napełniania, czas pakowania, czas utrzymywania i chłodzenie. Możesz uformować dobrą część z mniejszą poduszką.
Odpowiednio dobrana jednostka kontroli temperatury formy lub regulator temperatury może również pomóc w skróceniu czasu cyklu. 80% czasu cyklu formowania jest poświęcane na chłodzenie części od temperatury topnienia do temperatury rozformowania, dzięki czemu część jest wystarczająco mocna, aby wytrzymać siły wyrzutu i utrzymać stabilność wymiarową części.
Bez odpowiedniego przepływu wody chłodzącej, zdolność chłodzenia części do właściwej temperatury jest zagrożona. Wszystko, co musisz zrobić, to trzymać część w formie dłużej i wydać więcej pieniędzy.

Rozpoczynając projekt, należy przyjrzeć się grubości części. Należy zadać sobie pytanie: "Jak grubość części wpływa na czas cyklu i wydajność produktu?". Często projektujemy części w taki sposób, ponieważ "zawsze robiliśmy to w ten sposób". Jak można sobie wyobrazić, może to być bardzo kosztowne.
Nauka i symulacja mogą pomóc nam przewidzieć, czy projekt będzie działał, więc nie musimy formować części, aby ją przetestować i uzyskać wyniki. Upewnienie się, że masz odpowiedni projekt części, to tylko jeden z przykładów tego, jak można skrócić czas cyklu.

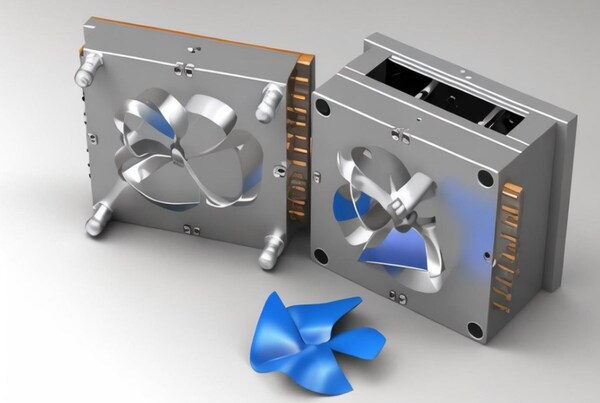
Tworzenie bardziej wydajnych form
Mówiąc prościej, forma jest zarówno zbiornikiem ciśnieniowym, jak i wymiennikiem ciepła - zawsze będą występować straty ciśnienia we wnęce. Jednak w większości przypadków, im niższa strata ciśnienia od bramy do końca wnęki, tym mniejsze prawdopodobieństwo, że część będzie miała problemy z jakością, takie jak wypaczenie, skurcz, ślady zapadania się, krótkie strzały lub wahania wymiarów.
Aby tworzywo sztuczne mogło płynąć, musimy je podgrzać, ale aby wyrzucić część, musimy usunąć część tego ciepła. Aby stworzyć wydajną formę, musimy upewnić się, że obwody chłodzenia są prawidłowo zaprojektowane.

Musimy również wybrać metal, który dobrze przenosi ciepło, ale także musi być odporny na zużycie (szczególnie w przypadku wypełniaczy z włókna szklanego lub węglowego). Wreszcie, musimy ustawić turbulencje w procesie, aby upewnić się, że forma może szybko osiągnąć stabilność termiczną i utrzymać tę stabilność podczas długich serii produkcyjnych.
Można również zwiększyć wydajność formy poprzez dodanie większej liczby gniazd. Formy jednogniazdowe mają najmniejszą fluktuację, ale koszty produkcji przyćmiewają normalne koszty. Jeśli wybierzesz większą liczbę gniazd, możesz wyprodukować więcej części w tym samym czasie.
Istnieją pewne ograniczenia dotyczące liczby wnęk, które można pomieścić, w tym jakość produktu, odstępy między formami i maszynami oraz wymagania dotyczące walidacji.
Innym sposobem na zwiększenie wydajności form jest tworzenie form rodzinnych, zawierających różne geometrie części w tej samej formie. Może to być trudne, ponieważ cztery zmienne tworzywa sztucznego są różne w każdej wnęce. Jednak dzięki oprogramowaniu do sterowania procesem i czujnikom wnęki można kontrolować każdą wnękę indywidualnie za pomocą zaworów iglicowych.
Zmniejszenie kosztów transferu formy
The Process Development Application (PDA) allows you to quickly and easily transfer molds from one injection molding machine to another. When you transfer the mold, the PDA automatically creates the injection molding machine setup condition table so you can make good parts from the first shot.

Krzywe te mogą być używane na dowolnej wtryskarce, o ile wtryskarka może zapewnić wystarczający przepływ, ciśnienie, temperaturę i objętość. Jeśli nie korzystasz z symulacji, możemy również stworzyć szablony i przenieść je na dowolną wtryskarkę.
Redukcja niepotrzebnych funkcji części
Takie podejście sprawia, że projekt formy jest prostszy, co pozwala zaoszczędzić pieniądze, ponieważ skomplikowane formy z góry kosztują więcej. Ponadto prostsze części zużywają mniej materiału, co pozwala zaoszczędzić pieniądze.

Prostsze konstrukcje mogą również skrócić cykl formowania wtryskowego, co pozwala wyprodukować więcej części w krótszym czasie i zaoszczędzić pieniądze na robociźnie i energii. Oznacza to również mniej konserwacji formy. Co najważniejsze, prostsze konstrukcje często wytwarzają części, które są mocniejsze i lepszej jakości, co oznacza mniej wadliwych części.

Aby pozbyć się niepotrzebnych rzeczy, musisz przyjrzeć się projektowi i dowiedzieć się, jak sprawić, by działał lepiej i był łatwiejszy do wykonania. Być może będziesz musiał pozbyć się niektórych ładnych rzeczy, połączyć części lub zmienić rozmiar rzeczy, aby nie miały na sobie dodatkowych rzeczy. Musisz sprawić, by część działała prawidłowo i była łatwa do wykonania. Musisz sprawić, by działała prawidłowo i była łatwa do wykonania.
Zmniejszanie rozmiaru części
Większe części nie zawsze są lepsze. Większe części wymagają większych form. Większe formy kosztują więcej materiałów. Jeśli możesz zmniejszyć tę samą część, powinieneś to zrobić.
Wnioski
Krótko mówiąc, obniżenie kosztów formowania wtryskowego tworzyw sztucznych to poważna sprawa. Trzeba zrobić wiele rzeczy dobrze. Trzeba dobrze zaprojektować część. Trzeba wybrać odpowiedni materiał. Trzeba prawidłowo wykonać formę. Trzeba prawidłowo przeprowadzić proces. Aby formowanie wtryskowe było tańsze, trzeba zrobić wszystkie te rzeczy prawidłowo.
Wszystkie te rzeczy można zrobić dobrze, korzystając z nauki i technologii. Możesz użyć naukowych zasad formowania i technologii automatyzacji, aby wykonać formowanie wtryskowe taniej. Można produkować mniej złomu. Można produkować mniej wariacji. Szybsze wytwarzanie części. Można zarobić więcej pieniędzy. Można ulepszyć formowanie wtryskowe. Możesz uczynić świat lepszym.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Supplier Sourcing Guide for a comprehensive overview.







