 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding:Spuitgieten is geschikt voor de massaproductie van complex gevormde producten en andere vormprocessen. Hoewel spuitgieten veel gebruikt wordt in de productie. Er zijn echter nog enkele nadelen van spuitgieten, die in dit artikel worden besproken aan de hand van de volgende aspecten.
Hogere matrijskosten beperken de toegankelijkheid van de productie van kleine batches
Waarom zijn de opstartkosten zo hoog?
Er zijn veel productieprocessen voor spuitgietmatrijzen
De aanschafkosten van standaardonderdelen zijn hoog, de initiële kosten zijn hoog en de complexe processen vereisen relatief meer mankracht. Om de kwaliteit te waarborgen, moeten fabrikanten van kunststof matrijzen ook veel tests uitvoeren als de processen complex zijn.

Het aantal te vervaardigen kunststof spuitgietmatrijzen moet worden bepaald op basis van het aantal monsters
Soms zijn er voor een spuitgietproduct dat een heel eenvoudige structuur lijkt te hebben, twee of zelfs drie sets spuitgietmatrijzen nodig.
De productie van spuitgietmatrijzen neemt veel tijd in beslag
Om een hoge precisie te bereiken, zijn sommige spuitgietfabrikanten zeer nauwgezet en hebben ze toegewijd personeel om klanten op te volgen en tevreden te stellen. Daarom zal de investering dienovereenkomstig toenemen naarmate er meer tijd nodig is.
Spuitgieten kan het eenmalig spuitgieten van kunststof producten met complexe vormen realiseren. Het is een efficiënte en grootschalige productiemethode en de kwaliteit van de spuitgietmatrijs heeft direct invloed op de kwaliteit van het spuitgieten.
In de matrijzenindustrie is het voor het verwerken van spuitgietproducten met hoge precisie, hoge kwaliteit en complexe profielen nodig om geavanceerde computerondersteunde ontwerp- en productiesoftware of CNC-verspaning te gebruiken en redelijke verwerkingsprocedures te formuleren.
De productie van spuitgietmatrijzen is erg moeilijk
De ontwerpeisen voor spuitgietmatrijzen zijn erg hoog, vooral het nauwkeurige ontwerp van de stroomkanalen van de matrijs. Als het ontwerp niet goed is, is het erg moeilijk om de matrijs aan te passen als latere matrijsproeven niet succesvol zijn en moeten de meeste matrijzen opnieuw worden gemaakt.

Er zijn veel productieprocessen voor spuitgietmatrijzen, de aanschafkosten van standaardonderdelen zijn hoog, het proces is complex en er is relatief veel mankracht voor nodig. Om de kwaliteit van het proces te garanderen, moeten fabrikanten van kunststof matrijzen ook uitgebreide tests ondergaan. Dit is een effectieve manier om de verwerkingskwaliteit te garanderen, de productie-efficiëntie te verbeteren en de arbeidsintensiviteit te verminderen.
Al met al zijn de redenen voor de hoge notering van spuitgietfabrikanten dat er veel processen zijn voor het vervaardigen van spuitgietmatrijzen, dat het aantal te vervaardigen kunststof spuitgietmatrijzen moet worden bepaald op basis van het aantal monsters, dat spuitgietmatrijzen lang duren en dat het vervaardigen van spuitgietmatrijzen moeilijk is. Met de voortdurende ontwikkeling van industrialisatie heeft het zich ontwikkeld tot een belangrijk land in de wereld van spuitgegoten producten.
De spuitgegoten producten die elk jaar worden geproduceerd, worden over de hele wereld verkocht, vooral de GPS-schelpen worden in binnen- en buitenland verkocht. Het aantal mallen dat moet worden gemaakt hangt af van het monster, en soms lijkt het erop dat een plastic onderdeel met een zeer eenvoudige structuur twee sets spuitgietmatrijzen of zelfs drie sets spuitgietmatrijzen nodig heeft om te verwerken.

Spuitgietproducten hebben ook een onuitwisbare bijdrage geleverd aan de groei van de buitenlandse handel. Maar terwijl de industrie snel groeit, ondervindt ze ook veel problemen die meer aandacht vereisen.
Waarom is spuitgieten niet geschikt voor kleine series?
Verspilling van materiaal: Een complete spuitgieten model zijn bepaalde grondstoffen nodig om de vormholte te vullen. Als het model in kleine series wordt geproduceerd, wordt een grote hoeveelheid materiaal verspild. Spuitgietmodellen zijn niet geschikt voor productie in kleine series.
De productiekosten van mallen zijn hoog: de aanschafkosten van standaardonderdelen van spuitgietmatrijzen zijn hoog en het proces is ingewikkeld. Productie in kleine series verhoogt de kosten van producten per eenheid, dus is spuitgieten niet geschikt voor productie in kleine series.
Lange voorbereidingstijd: Vóór het spuitgieten is er veel tijd nodig voor testen en afstellen, en voor de productie van kleine partijen zal het de productie-efficiëntie verminderen.

Gebrek aan flexibiliteit: Spuitgieten is meer geschikt voor massaproductie van hetzelfde product. Productie in kleine series, mist flexibiliteit en moet voortdurend worden aangepast.
Hoge economische kosten: Door de kleine hoeveelheid die in kleine batches wordt geproduceerd, is het moeilijk om schaalvoordelen te behalen in termen van productiehoeveelheid. Bovendien, spuitgieten apparatuur is erg duur. Daarom zijn de kosten voor een enkel product erg hoog, waardoor de economische kosten hoog zijn. niet geschikt voor productie in kleine batches.
Samengevat is spuitgieten een proces dat geschikt is voor massaproductie en de meeste kunststofproducten worden tegenwoordig via dit proces vervaardigd. Voor het spuitgietproces moeten echter eerst matrijzen worden gemaakt en matrijzen zijn niet alleen duur om te maken, maar hebben ook een relatief lange productiecyclus. Daarom is het pas economisch voordelig om de matrijs te openen als het productievolume hoog is.
Ontwerpbeperkingen van spuitgieten
Welke productontwerpen zijn geschikt voor spuitgieten?
Behuizingen voor elektronische producten: De behuizingen van elektronische producten zoals mobiele telefoons, tv's, stereo's enz. worden spuitgegoten van duurzame kunststof met een hoge sterkte om te voldoen aan de eisen die worden gesteld aan het uiterlijk en de prestaties van het product.

Speelgoed: zoals kinderspeelgoed, educatief speelgoed, sportspeelgoed, enz. Dit speelgoed kan spuitgegoten worden uit verschillende materialen, zoals polyethyleen, polypropyleen, enz.
Huishoudelijke artikelen: zoals plastic hangers, plastic emmers, plastic stoelen, enz. Deze producten hebben een uitstekende duurzaamheid en draagbaarheid en zijn zeer geschikt voor thuisgebruik.
Auto-onderdelen: zoals autodeuren, autodashboards, lampen, enz. Deze producten moeten een hoge hittebestendigheid, corrosiebestendigheid en taaiheid hebben om te voldoen aan de vereisten van de werkomgeving in de auto-industrie.
Medische hulpmiddelen: zoals medische spuiten, medisch skimgaren, enz. Deze producten moeten een goede biocompatibiliteit en duurzaamheid hebben om te voldoen aan de strenge eisen van de medische industrie.
Wat zijn de regels voor het ontwerp van spuitgietmatrijzen?
Als je begint met het ontwerpen van een mal, moet je meer aandacht besteden aan het overwegen van verschillende opties, de voor- en nadelen van elke optie afwegen en er een kiezen. Je moet de T-vorm ook serieus nemen.

Communiceer na het overhandigen van het ontwerpplan meer met de fabriek om het verwerkingsproces en de productie- en gebruiksomstandigheden te begrijpen. Elke set matrijzen moet een vaste analyse-ervaring hebben en een proces om winsten en verliezen samen te vatten, zodat het niveau van het matrijsontwerp voortdurend kan worden verbeterd.
Verwijs bij het ontwerpen naar soortgelijke tekeningen die in het verleden zijn ontworpen en leer van hun ervaringen en lessen; De afdeling matrijsontwerp moet een geheel zijn en elk ontwerplid kan niet onafhankelijk werken. Vooral in de samenvatting van de conclusies van het matrijsontwerp moet er een teamstijl zijn.

Beperkingen van het spuitgietmateriaal
Welke kunststofmaterialen zijn geschikt voor het spuitgietproces?
Polystyreen (PS), Polystyreen, beter bekend als harde lijm, is een kleurloos, transparant, glanzend korrelig materiaal. De eigenschappen van polystyreen zijn onder andere goede optische eigenschappen, uitstekende elektrische eigenschappen, gemakkelijk te gieten en te verwerken, en goede kleureigenschappen. De grootste nadelen van polystyreen zijn de brosheid, lage hittebestendigheid (maximale gebruikstemperatuur van 60 tot 80 graden Celsius) en slechte zuurbestendigheid.
Typische toepassingen van polystyreen: productverpakking, huishoudelijke artikelen (tafelgerei, dienbladen, enz.), elektrische producten (transparante verpakkingen, lichtverspreiders, isolatiefolies, enz.)
Polypropyleen (PP): Polypropyleen, een kleurloos, transparant of glanzend korrelig materiaal dat PP wordt genoemd, staat algemeen bekend als 100% zachte lijm. Het is een kristallijne kunststof.

De eigenschappen van polypropyleen zijn onder andere een goede vloeibaarheid, uitstekende vormprestaties, uitstekende hittebestendigheid, kan worden gekookt en gesteriliseerd bij 100 graden Celsius, hoge vloeigrens, goede elektrische eigenschappen, slechte brandveiligheid, slechte weerbestendigheid, gevoeligheid voor zuurstof en gevoeligheid voor de invloed van ultraviolette stralen. Veroudering.
Typische toepassingen van polypropyleen: auto-industrie (voornamelijk PP met metaaladditieven: spatborden, ventilatiekanalen, ventilatoren, enz.), apparatuur (deurpakkingen voor vaatwassers, ventilatiekanalen voor drogers, frames en afdekkingen voor wasmachines, voeringen voor koelkastdeuren, enz.
Nylon (PA)Nylon is een technische kunststof gemaakt van polyamidehars, PA genoemd. Er zijn PA6, PA66, PA610, PA1010, enz.
Nylon heeft de volgende eigenschappen: hoge kristalliniteit, hoge mechanische sterkte, goede taaiheid, hoge treksterkte, druksterkte, uitstekende weerstand tegen vermoeidheid, slijtvastheid, weerstand tegen corrosie, hittebestendigheid, niet-giftigheid en uitstekende elektrische eigenschappen. Prestaties: Slechte lichtbestendigheid, gemakkelijk waterabsorberend en niet zuurbestendig.
Typisch toepassingsgebied van polypropyleen: Het wordt veel gebruikt in structurele onderdelen vanwege zijn goede mechanische sterkte en stijfheid. Door zijn goede slijtvastheid wordt het ook gebruikt bij de productie van lagers.

Polyoxymethyleen (POM)Polyoxymethyleen, ook bekend als Saigang-materiaal, is een technische kunststof. Polyoxymethyleen heeft een kristalstructuur met uitstekende mechanische eigenschappen, hoge elasticiteitsmodulus, hoge stijfheid en oppervlaktehardheid, en staat bekend als een "metaalconcurrent".
De kenmerken van polyformaldehyde zijn onder andere een kleine wrijvingscoëfficiënt, uitstekende slijtvastheid en zelfsmering, op de tweede plaats na nylon, maar goedkoper dan nylon, goede bestendigheid tegen oplosmiddelen, vooral organische oplosmiddelen, maar niet bestand tegen sterke zuren, sterke alkaliën en oxidatiemiddelen. Grootte Goede stabiliteit en kan precisiedelen maken. De vormkrimp is groot, de thermische stabiliteit is slecht en het is gemakkelijk te ontbinden bij verhitting.
Typisch toepassingsgebied van polyoxymethyleen: POM heeft een zeer lage wrijvingscoëfficiënt en goede geometrische stabiliteit, en is vooral geschikt voor het maken van tandwielen en lagers. Omdat het ook bestand is tegen hoge temperaturen en zeer goede fysische eigenschappen heeft, wordt het ook gebruikt in onderdelen van pijpleidingen (kleppen van pijpleidingen, behuizingen van pompen), gazonapparatuur, enz.

ABS kunststof (acrylonitril-butadieen-styreen)ABS-kunststof is een soort gemodificeerd polystyreen met hoge sterkte, dat is samengesteld uit drie verbindingen: acrylonitril, butadieen en styreen in een bepaalde verhouding, met licht ivoorkleurig, ondoorzichtig, niet giftig en geurloos.
Kenmerken van ABS kunststof: hoge mechanische sterkte, sterke slagvastheid, goede kruipweerstand, hard, taai, stijf en andere kenmerken. Het oppervlak van ABS kunststof onderdelen kan gegalvaniseerd worden. ABS kan worden gemengd en gesmolten met andere kunststoffen en rubber om de prestaties te verbeteren. Typisch ABS toepassingsgebied: auto's, tv's, koelkasten, wasmachines, airconditioners en andere behuizingen van elektrische apparaten.
Polycarbonaat (PC), beter bekend als kogelvrij glas, is een niet-giftig, smaakloos, geurloos, transparant materiaal dat brandbaar is maar zichzelf kan doven nadat het uit het vuur is gehaald.

Kenmerken van polycarbonaat: Het heeft een bijzondere taaiheid en hardheid. Het heeft de beste slagvastheid van alle thermoplastische materialen. Uitstekende kruipweerstand, goede maatvastheid, hoge vormnauwkeurigheid en goede hittebestendigheid (120 graden). Nadelen van polycarbonaat Het heeft een lage vermoeiingssterkte, grote inwendige spanning en een slechte slijtvastheid van gemakkelijk gebarsten kunststof onderdelen.
Typische toepassingsgebieden van polycarbonaat: elektrische en commerciële apparatuur (computeronderdelen, connectoren, enz.), apparaten (keukenmachines, koelkastladen, enz.), transportindustrie (voor- en achterlichten van voertuigen, dashboard, enz.).
PC+ABS (PC+ABS legering)combineert de voordelen van PC (technische kunststof) en ABS (algemene kunststof) en verbetert de prestaties van beide. Het bevat ABS en PC chemische componenten en heeft een goede vloeibaarheid en vormverwerking van ABS. Prestaties, slagvastheid van PC en weerstand tegen veranderingen in koude en warmtecycli.

De eigenschappen van de PC+ABS-legering kunnen worden gebruikt voor het ontwerp van doseermondstukken/grote spuitmonden en het oppervlak kan worden bespoten met olie, gegalvaniseerd en met metaal bespoten.
Wat zijn de vereisten voor matrijsmaterialen voor gewone spuitgietmaterialen?
Polyvinylchloride (PVC)PVC is corrosief (gemakkelijk afbreekbaar) en heeft een slechte vloeibaarheid. Over het algemeen wordt roestvrij staal gebruikt als materiaal voor spuitgietmatrijzen.
Polystyreen (PS): Kies een materiaal voor spuitgietholtes met een goede polijstbaarheid. polystyreen (PS) geniet hier de voorkeur vanwege zijn uitstekende slagvastheid en goede elektrische isolatie.
Polyethyleen (PE): lage flitswaarde, wees voorzichtig om bramen (bramen) te voorkomen.

Polypropyleen (PP): Geen speciale vereisten voor mallen. en Polypropyleen (PP) heeft uitstekende chemische weerstand en geschikt is om in contact te komen met voedingsmiddelen
Nylon (PA): Lage flashwaarde, waardoor bramen (bramen) worden voorkomen.
Polyoxymethyleen (POM): Het is corrosief, dus kies corrosiebestendige materialen.
Polycarbonaat (PC): transparant materiaal, kies een holte materiaal met goede polijstbaarheid; en slechte vloeibaarheid, de spuitgietmatrijs moet worden verwarmd, en de matrijs stijfheid en schimmel vergrendeling moet goed zijn.ABS kunststof: geen speciale eisen voor spuitgietmatrijzen
Polyfenyleenether (PPO): slechte vloeibaarheid, moet de mal worden verwarmd tot 100 graden
Organisch glas (PMMA): transparant, kies gepolijst materiaal.

Beperkingen van het productieproces bij spuitgieten
Welke apparatuur is nodig voor het spuitgietproces?
Spuitgietmachines
Het werkingsprincipe van de spuitgieteng machine is vergelijkbaar met die van een injectiespuit. Het gebruikt de stuwkracht van de schroef (of plunjer) om de week gemaakte kunststof in gesmolten toestand (d.w.z. viskeuze vloeistoestand) in de gesloten vormholte te injecteren.
Spuitgieten is een cyclisch proces en de typische cyclus van het spuitgieten bestaat voornamelijk uit kwantitatieve voeding - smelten en plastificeren - injecteren onder druk - vullen en koelen van de matrijs - openen en verwijderen van de matrijs. Na het uitnemen van het kunststofdeel wordt de matrijs weer gesloten en wordt de volgende cyclus uitgevoerd.

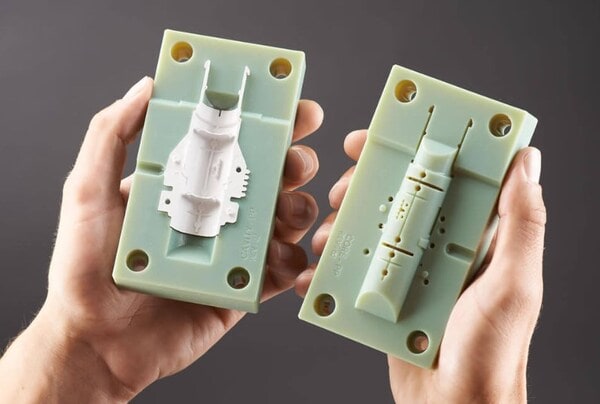
Schimmel
Mold (mú jù), verschillende mallen en gereedschappen die worden gebruikt bij industriële productie om de vereiste producten te verkrijgen door middel van spuitgieten, blazen, extruderen, spuitgieten of smeden, smelten, stempelen en andere methoden.
Kort gezegd is een mal een gereedschap dat wordt gebruikt om gevormde voorwerpen te maken. Dit gereedschap is samengesteld uit verschillende onderdelen, en verschillende mallen zijn samengesteld uit verschillende onderdelen. Het bewerkt voornamelijk de vorm van het voorwerp door veranderingen in de fysieke toestand van het gegoten materiaal. Bekend als de "Moeder van de Industrie".

Automatiseringsapparatuur
Automatiseringsapparatuur omvat robots, transportbanden, blowers, koelapparatuur, enz. om het spuitgieten te automatiseren.
Zo worden handlingrobots vooral gebruikt om gevormde producten van de spuitgietmachinetafel te halen, worden transportbanden gebruikt om plastic deeltjes automatisch naar de spuitgietmachine te transporteren en kunnen blowers worden gebruikt om plastic producten te helpen koelen.

Offline apparatuur: Offline uitrusting omvat weegtoestellen, opslaguitrusting, pneumatische gereedschappen, slijpmachines, enz., die vooral gebruikt worden om de specifieke bewerkingen van het spuitgietproces te ondersteunen en de productie-efficiëntie te verbeteren.
Waarom zijn de investeringskosten van spuitgietapparatuur zo hoog?
De apparatuur zelf heeft relatief hoge initiële kosten
Spuitgietapparatuur bestaat meestal uit spuitgietmachines, matrijzen, automatiseringsapparatuur, offlineapparatuur, enz.
De spuitgietmachine is een van de duurste onderdelen en een hoge initiële investering. Het werkingsprincipe van de spuitgietmachine is vergelijkbaar met dat van een injectiespuit. Het gebruikt de stuwkracht van de schroef (of plunjer) om de geplastificeerde gesmolten toestand (d.w.z. viskeuze vloeistoestand) over te brengen. Een proces waarbij kunststof in een gesloten vormholte wordt geïnjecteerd en het product wordt verkregen na stolling en vormgeving.

Spuitgieten is een cyclisch proces en elke cyclus bestaat voornamelijk uit kwantitatieve voeding - smelten en plastificeren - injecteren onder druk - vullen en koelen van de matrijs - openen en verwijderen van de matrijs. Na het uitnemen van het kunststofdeel wordt de matrijs weer gesloten en wordt de volgende cyclus uitgevoerd.
Afschrijvingen en onderhoudskosten van apparatuur
verwijst naar de afschrijvingskosten en onderhoudskosten die nodig zijn voor de aankoop en het gebruik van apparatuur. Deze omvatten de aanschafkosten van apparatuur, onderhoudskosten en hoge initiële kosten.
Kosten voor de aankoop van apparatuur: Bij de aankoop van apparatuur moeten bedrijven rekening houden met factoren zoals prestaties van de apparatuur, prijs en onderhoud, en apparatuur kiezen met een hoge kosteneffectiviteit, zodat de aankoopkosten van apparatuur worden verlaagd.
Onderhoudskosten van apparatuur: Regelmatig onderhoud van apparatuur om ervoor te zorgen dat de apparatuur in goede staat verkeert, kan de levensduur van de apparatuur verlengen en de onderhoudskosten van de apparatuur verlagen, waardoor lage kosten worden gerealiseerd.

Arbeidskosten
Arbeidskosten omvatten directe arbeidskosten en indirecte arbeidskosten. Directe arbeidskosten verwijzen naar de directe arbeidskosten die nodig zijn om producten te produceren, die voornamelijk de lonen, uitkeringen en gerelateerde human resources managementkosten van operationele werknemers omvatten.
Indirecte loonkosten verwijzen naar de loonkosten die gebruikt worden voor indirecte ondersteuning in het productieproces, zoals personeel voor productiebeheer, onderhoudspersoneel, enz. Hoewel dit personeel niet direct betrokken is bij de productie van het product, speelt hun gevestigde productietechnologie een belangrijke rol bij het garanderen van de normale werking van het productieproces.
Wat zijn de moeilijkheden bij het spuitgietproces?
Spuitgieten is een veelgebruikte kunststofverwerkingstechnologie, maar er zijn ook enkele moeilijkheden en problemen, met inbegrip van maar niet beperkt tot de volgende aspecten.
De positie van de mal aan de poort en de juistheid van de mal
Poort: De poort is een korte groef met een kleine dwarsdoorsnede die gebruikt wordt om de runner en de matrijsholte met elkaar te verbinden. Door de gate op het dikste deel van het product te plaatsen en vanuit het dikste deel te gieten, kan het product beter gevuld worden en de druk beter vasthouden. Als de houddruk onvoldoende is, zullen dunnere delen sneller stollen dan dikkere delen. Plaats de gate niet op een plek waar de dikte plotseling verandert om hysterese of korte stoten te voorkomen.
Regeling van de schimmeltemperatuur
Verschillende rubberen materialen vereisen verschillende matrijstemperaturen; matrijzen met verschillende oppervlaktekwaliteiten en verschillende structuren vereisen verschillende matrijstemperaturen, wat een gericht ontwerp van het temperatuurregelsysteem vereist; de temperatuur van de voorvorm is hoger dan het temperatuurverschil van de achtervorm is over het algemeen ongeveer 20~30o; de temperatuur van de voorvorm die vereist is voor fonkelingen is hoger dan de temperatuur van de voorvorm die vereist is voor gladde oppervlakken.
Wanneer de voorvorm heet water of hete olie moet doorlaten, is het algemene temperatuurverschil ongeveer 40o; wanneer de werkelijke matrijstemperatuur de vereiste matrijstemperatuur niet kan bereiken, moet de matrijs worden verwarmd. Daarom moet bij het ontwerp van de matrijs volledig worden overwogen of de warmte die door het rubbermateriaal in de matrijs wordt gebracht, kan voldoen aan de vereisten voor de matrijstemperatuur.
De warmte die door het rubberen materiaal in de matrijs wordt gebracht, wordt niet alleen verbruikt door warmtestraling en warmtegeleiding, maar moet ook grotendeels worden verbruikt door het circulatiecircuit. Het warmteoverdrachtsmedium wordt uit de mal gebracht. De warmte in gemakkelijk warmteoverdragende onderdelen zoals berylliumkoper is geen uitzondering; de matrijstemperatuur moet in evenwicht zijn en er mag geen plaatselijke oververhitting of onderkoeling zijn.
Eisen aan de zuiveringsomgeving voor het transport van kunststof grondstoffen
Tijdens het transport van plastic deeltjes moet aandacht worden besteed aan het kiezen van de juiste transporttemperatuur om vervorming of ontbinding van de deeltjes bij hoge of lage temperaturen te voorkomen; houd de deeltjes in droge toestand om schade aan de deeltjes door vocht en waterinvloed te voorkomen; vermijd contact met schadelijke stoffen, zoals zuren, alkaliën, enz;
Houd u strikt aan de verschillende voorschriften en wetten en regels en zorg dat u tijdens het transport niet te veel lading, snelheid, enz. gebruikt; controleer regelmatig de status van voertuigen en verpakkingsmaterialen en vervang beschadigde onderdelen en materialen onmiddellijk.
Houd de werkplaatsomgeving schoon tijdens de controle van het productieproces
Het productieproces van spuitgieten produceert verschillende afvalgassen, afvalwater en ongebruikte of afvalplastic die het milieu vervuilen. Aangezien de dubbele doelstelling voor koolstofemissiereductie momenteel wordt geïmplementeerd, moeten er overeenkomstige milieubeschermingsmaatregelen worden genomen voor de verwerking.

Conclusie
Spuitgieten is een veelgebruikte vormmethode, maar heeft ook enkele tekortkomingen en beperkingen in de daadwerkelijke productie, zoals hoge kosten, een complex proces, een lange productiecyclus en vatbaar voor defecten. Deze tekortkomingen kunnen worden verbeterd door het proces te optimaliseren, de prestaties van de apparatuur te verbeteren, de matrijsmaterialen te verbeteren of de meest kostenconcurrerende technologie te ontwikkelen om aan de vraag naar producten van hogere kwaliteit te voldoen.







