 Overslaan naar inhoud
Overslaan naar inhoud 

Om ervoor te zorgen dat spuitgietproducten er goed uitzien en goed aanvoelen, en om rekening te houden met de voordelen van andere lagedruk spuitgietmaterialen, is het nu populair om harde kunststof te gebruiken als basismateriaal, stof en zachte kunststof voor de oppervlaktelaag van het spuitgietproces.
Gedurende dit hele proces, vanuit het oogpunt van ontwikkeling, spuitgieten skelet en vervolgens spuitgieten van een laag van de goede gevoel van de zachte kunststof proces (insert, secundaire) zal zijn bruikbaarheid laten zien, omdat het niet nodig om de verwerking te volgen, terwijl de stof, huid lage druk spuitgieten heeft veel van de follow-up verwerking.
Wat is lagedruk spuitgieten?
Spuitgieten onder lage druk is het proces waarbij een ingekapseld materiaal bij een zeer lage injectiedruk in een matrijs wordt gespoten en snel uithardt.
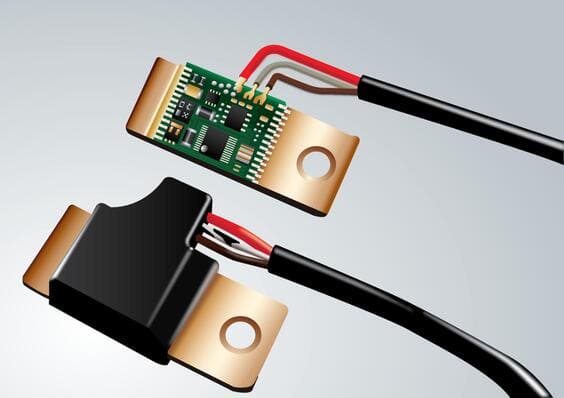
Spuitgieten onder lage druk is een veilig en delicaat proces dat het midden houdt tussen hogedrukspuitgieten en oppotten. Met zijn korte cyclustijden en lage druk is het de ideale oplossing voor de bescherming van printplaten.
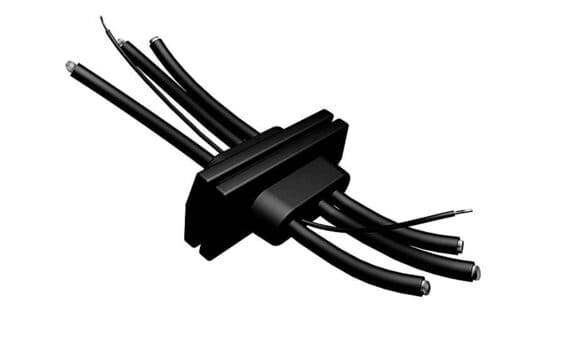
In de auto-industrie wordt dit proces gebruikt voor het spuitgieten van interieurbekleding en het verpakken van elektronische onderdelen.

Voorbeelden van lagedruk spuitgiettoepassingen
Interieuronderdelen: Met behulp van een zeer lage injectiedruk (300-600 bar) worden PVC-huiden of gebreide stoffen aan het spuitgietproces toegevoegd.
Veel gebruikte materiaalsoorten zijn: leer, PVC-huid, TPO-huid met PP-schuim, PUR-huid, gebreide stof met niet-geweven stof en vezelvilt, evenals de composietinjectie tussen het oppervlaktemateriaal en het skeletmateriaal; veel mid- tot high-end auto-interieuronderdelen maken gebruik van lagedruk spuitgietprocessen, zoals Mercedes-Benz, BMW deurpaneelinzetstukken, enz.
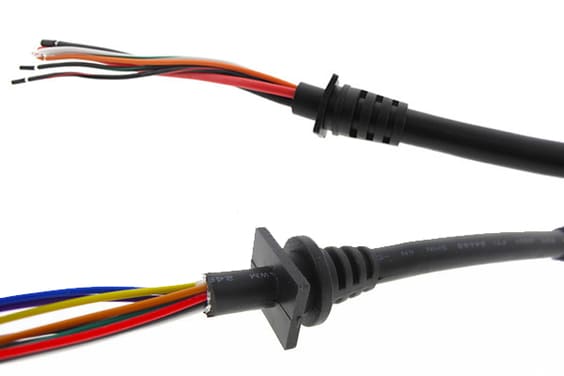
Inkapseling van elektronische componenten: Het inkapselingsproces gebruikt een zeer kleine injectiedruk (1,5~40bar) om het verbruik van het inkapselingsmateriaal in de matrijs te injecteren en hardt het snel uit (5~50 seconden).
De druk en temperatuur gebruikt voor spuitgieten onder lage druk zijn veel lager dan het normale spuitgietproces en het proces is relatief eenvoudig en vereist geen hoge apparatuur en mallen.
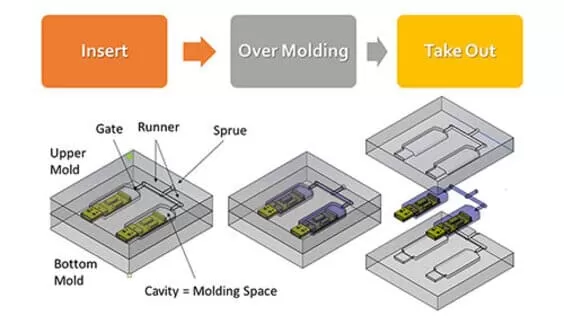
Spuitgieten onder lage druk
Het proces verloopt als volgt:
Spuitgieten onder lage druk is een in-mold assemblagetechniek, vergelijkbaar met IMD waarbij de stof/huid rechtstreeks op het product wordt gegoten (als de injectiedruk te hoog is, wordt de stof beschadigd).
Op basis van de kenmerken van het spuitgietproces zijn er twee soorten spuitgieten onder lage druk: een open vorm en een gesloten vorm.
Het verschil zit hem in het feit of er een bepaalde opening is tussen de bewegende en de vaste mal wanneer de mal gesloten is.
Tijdens het vulproces wordt een precieze hoeveelheid smelt vloeiend geïnjecteerd (de stroom van de plastic smelt op de stof is veel trager dan op een gladde matrijsholte), zodat de stoffen lagedrukinjectiematrijzen meer poorten hebben dan gewone matrijzen.
Lage-druk spuitgieten kenmerken
1. Voordelen
a. Met hoge weerstand, het huidmateriaal is geïntegreerd met het plastic basismateriaal, er is geen mogelijkheid om eraf te vallen
b. Hoog vormrendement, milieuvriendelijker, geen lijmapplicatie nodig voor het bekledingsproces, waardoor de luchtkwaliteit in de auto verbetert.
c. De interne structuur kan willekeurig worden ontworpen en de vrijheid van oppervlaktemodellering is groter dan bij het bekledingsproces, de modelleringseigenschappen zijn duidelijker, het product is mooi en het comfort is hoog.
2. Nadelen
a. De lage druk gieten het proces is complexer, kwetsbaar voor de invloed van de matrijs en de vervormbaarheid van de stof/PVC-huid en het uitvalpercentage is relatief hoog.
b. Patroonbehoud, in de hoge rek, patroon driedimensionale zin is slecht
c. Hogere gereedschapskosten en duurdere stoffen
Gezien de bovenstaande voor- en nadelen, spuitgieten onder lage druk heeft de volgende kenmerken.
Vorm: scheidingsvlak met een sluitspleet; de poort wordt bestuurd door een sequentieklep (bestuurd door kleptype hot runner)
Manipulator: zowel doekklemfunctie als productopraapfunctie
Samengestelde laag: PVC/PU; stof, enz.
Skeletmateriaal: gemodificeerd PP en PC/ABS met betere vloeibaarheid, enz.

Lagedruk spuitgieten belangrijke beïnvloedende factoren
Stof; samenstelling van de stof: kan bestaan uit een niet-geweven laag, een sponslaag, een schuimlaag, een oppervlaktebreilaag of een zachte plastic laag (PVC).
Prestaties van de stof: longitudinale statische rek, longitudinale overblijvende rek, transversale statische rek, transversale overblijvende rek; de stofelongatie is groter, niet gemakkelijk te vervormen, zullen de rimpels duidelijker zijn de stofelongatie is kleiner, gemakkelijk te vervormen, niet gemakkelijk te rimpelen.
Vormstructuur: gewoonlijk geselecteerd in de vorm van de sequentiële klep van de puntpoort, en het aantal poorten is meer dan gewoon spuitgieten skelet materiaal, de totale lengte van het product L = 1000mm, wanddikte T = 2,5mm, de aanbevolen waarde van het aantal poorten = 1000/2,5/FPP materiaal F waarde minder dan 100, ABS of PC materiaal minder dan 80.
Ontwerp van holle uitlaat: De structuur van PVC-huid spuitgietvorm is hetzelfde als die van de stofinjectiematrijs, maar richt zich op de uitlaat van de holte en de kernruimte.
Overige technische vereisten: de R-hoek op de hoek van het product is niet minder dan 3,0; het ontwerp van de dikte van het productlijmbit moet niet te dik zijn om te voorkomen dat het product krimpt,
De dikte van de peesbit mag niet groter zijn dan 3/5 van de dikte van de lijmbit; producten met een diep gat moeten worden gesplitst; de rand van het uiterlijk van het product moet de stofwerkplek omkeren, de achterkant van het product mag geen peesbit hebben, enz.

Lage druk spuitgieten kunststof stroombaarheid
De index van de vloeibaarheid van kunststof is de smeltindex MI-waarde. Zoals we allemaal weten, vloeit kunststof op het weefsel veel langzamer dan op de gladde matrijsholte. weefsels lagedruk spuitgietmatrijzen hebben meer poorten dan gewone mallen.
De trage stroomsnelheid zal onvermijdelijk invloed hebben op andere problemen bij het uiterlijk van het product, zoals hechtingssporen, ontbrekend materiaal, enz.
Over het algemeen ligt de MI-waarde van PP-materiaal tussen de 20 en 55, waardoor we bij de productontwikkeling niet blindelings geïmporteerde stoffen en geïmporteerde plastic deeltjes moeten gebruiken.
Omdat deze nodig zijn na de toepassing van de combinatie, zolang en schimmel met goede, binnenlandse materiaal, zoals gebruikelijk, kan gekwalificeerde lage druk spuitgieten producten te maken.

Structuur van lagedruk spuitgietmatrijzen
Meestal is de uitwerper van dit soort mal in de vaste mal, met behulp van de klep poort naar de materiële hoeveelheid van elke poort, de vaste mal heeft een geperste stof frame, en de vaste mal heeft een stof pin of lucht zuignap om de stof vast te zetten.
Lagedrukspuitgieten, veelvoorkomende defecten en behandelingsmaatregelen
(1) Gebrek aan materiaal: De scherpe hoeken van het product zijn gevoelig voor materiaalgebrek.
(2) Infiltratie: De hoek van het product is gevoelig voor infiltratie, de reden: de infiltratie deel gate temperatuur te hoog is; de mal temperatuur te hoog is; de infiltratie deel gate materiaal controle is te veel.
(3) Penetratie: De scherpe hoek van het product is gemakkelijk te verschijnen penetratie, de reden: de scherpe hoek van het afscheidende oppervlak met een kloof, wanneer de hoeveelheid lage druk spuitgietmateriaal of snelheid verhoogt gesmolten kunststof uit de kloof binnen penetratie, eerst rijden de niet-geweven stof en vervolgens doordringen in het oppervlak stof.
De wanddikte op de scherpe hoeken is te dik, dus de wanddikte op de scherpe hoeken van de mal is relatief dun om te voorkomen dat de stof door het materiaal heen sijpelt of kapot gaat.
(4) Weefseldrukbreuk Oorzaak: Meestal is de matrijstemperatuur die wordt gebruikt in lagedruk spuitgietmatrijzen laag (10-15 graden). Als de roestwerende maatregelen niet goed worden uitgevoerd, zullen er roestvlekken ontstaan op het frame van de geperste stof en op het oppervlak van de schuifregelaar, wat zal leiden tot overmatige druk op de stof en een beperkte vervormbaarheid van de stof, waardoor de stof breekt.
Eigenschappen van PVC huid lagedruk spuitgieten
1. De aard van de PVC-huid
Vergeleken met de stof zijn er veel verschillen tussen de twee. Allereerst de uitlaat: de stof heeft poriën en verliest structuur, zodat het gas er gemakkelijk van binnenuit uit kan lopen; terwijl de PVC-huid een laag PVC-plastic op het oppervlak heeft, zodat het moeilijk is om het gas er van binnenuit uit te laten lopen.
Ten tweede, het substraat: het stoffen substraat is niet-geweven stof, dus de stromingsweerstand tegen gesmolten kunststof is vrij groot; terwijl het PVC huid substraat een kunststof schuimlaag is, is het oppervlak glad en de stromingsweerstand tegen gesmolten kunststof klein.
Dan is de vervormbaarheid: weefselverlenging na de structuurspleet is groot, gesmolten kunststof dringt gemakkelijker door; PVC huidverlenging heeft nog steeds een sterke weerstand en gesmolten kunststof dringt niet gemakkelijk door.
2. Structuur van de mal
Vergeleken met stof spuitgieten, het grootste verschil ligt in het ontwerp van holte uitlaat, de structuur van PVC huid spuitgieten is hetzelfde als spuitgietmatrijs voor stofbehalve dat het zich richt op de uitlaat van de holte en de kernruimte.
Aangezien de lucht in de kern en de holte na het sluiten bestaat wanneer het gesmolten plastic wordt ingespoten, wordt de lucht binnenin langzaam samengeperst. Als het gas niet op tijd wordt afgevoerd, zal het onvermijdelijk grote problemen veroorzaken bij het vullen en vele defecten veroorzaken. Zoals hechtingssporen, krimp en schroeien.
3. Veelvoorkomende defecten en behandelingsmaatregelen
(1) Oppervlakte krimp van het product
Oorzaak: De spleet tussen de matrijsoppervlakken is te groot, waardoor materiaal ontsnapt, waardoor materiaal niet wordt samengeperst en dus krimpt;
Net als bij gewone spuitgieten, de dikke wand van het product, waar zich wapeningsstaven bevinden, als gevolg van slechte koeling, wat resulteert in volumekrimp door krimp.
(2) Smeltmerken
Reden: Als de vormholte en de kern niet goed worden uitgeput, wordt de lucht aan de voorkant van de poort waar de fronten elkaar raken samengeperst en kan deze niet op natuurlijke wijze versmelten. De combinatie van sporen kan worden weerspiegeld op de huid, wat resulteert in duidelijke smeltsporen en het uiterlijk beïnvloedt.
Natuurlijk, net als gewone kunststof spuitgietenDe lage matrijstemperatuur en de lage temperatuur van de plastic smelt zullen ook duidelijke defecten van fusietekens veroorzaken.
(3) De huid is geplet
Reden: Net als bij het spuitgieten van stoffen is de matrijstemperatuur van lagedruk spuitgietmatrijs is meestal laag (10-15 graden), als de roestpreventiemaatregelen niet goed worden uitgevoerd, zullen er roestvlekken ontstaan op het frame van de geperste stof en op het glijvlak, en zal de druk op de opperhuid tijdens de productie te groot zijn en zal de vervormbaarheid van de opperhuid beperkt zijn, waardoor de opperhuid breekt.
(4) Smelt door de sprue
Reden: Geplastificeerde gesmolten kunststof wordt geïnjecteerd uit de poort, onderworpen aan afschuiving, verwarming cirkel, de centrale positie temperatuur hoog is als open schimmel injectie en de afstand toeneemt kan effectief beschermen verminderen de smelt door fenomeen; kan de poort, temperatuur, schimmel temperatuur, maar tegelijkertijd moeten rekening houden met de hars liquiditeitsproblemen, anders kan er een gebrek aan materiaal.







