 コンテンツへスキップ
コンテンツへスキップ 

射出成形の欠陥は製造プロセスにおける一般的な課題であり、製品に影響します 品質1 そして生産効率。原因と解決策を理解することは、結果を改善するために不可欠です。
For broader context, compare this topic with 射出成形金型設計そして supplier sourcing guide.
一般的な射出成形の欠陥には そり2、シンクマーク、ショートショット、エアトラップ。解決策は、温度、圧力、材料の調整から、金型設計やプロセスパラメータの最適化まで多岐にわたります。
私たちの上海工場では、90Tから1850Tまでの47台の射出成形機を運営しています。20年以上の射出成形欠陥のトラブルシューティングの実践経験があり、すべてのタイプのショット不足、フラッシュ、流れ跡、および溶接線を見ており、どのプロセス調整がそれぞれを解決するかを正確に知っています。
これらの欠陥の根本原因を理解し、正しい解決策を適用することで、製造プロセスを大幅に改善することができます。欠陥の予防と解決のための効果的な戦略について、さらに深く掘り下げてみましょう。

「反りは一般的な射出成形の欠陥です。」真
歪みは不均一な冷却が部品の形状に歪曲を引き起こすときに発生します。これは金型温度と冷却速度を制御することで解決できます。
「射出成形の欠陥は常に不良な金型設計によるものです。」偽
金型設計は欠陥の一因となり得るが、材料の選択、温度、圧力などの要因も欠陥形成に重要な役割を果たす。
プラスチック射出成形とは?
プラスチック射出成形は、日用品から複雑な部品まで、幅広い製品の製造に使用される製造プロセスです。射出成形は、スピード、精度、費用対効果に優れています。
- 射出成形の欠陥は、製品品質、生産効率、コストに大きな影響を与える可能性があります。
- 一般的な欠陥には、ショートショット、バリ、へこみ、反り、フローマーク、シルバーストリーク、溶接ラインなどがあります。
- ほとんどの欠陥は4つの根本原因から発生します:不適切な材料準備、金型設計の欠陥、不正確な機械パラメータ設定、または不良な製品設計。
- 体系的な欠陥分析と適切なプロセス制御を組み合わせることで、不良率を60〜80%削減できます。
プラスチック射出成形は、溶かしたプラスチックを金型に注入して部品を成形するプロセスです。自動車、電子機器、消費財などの産業で使用され、高い効率、精度、柔軟性を提供します。
について 射出成形3 プロセスとは、溶融した原材料を加圧、射出、冷却、分離などの操作によって一定の形状の半製品を作る工程を指します。
「プラスチック射出成形により、部品の大量生産が可能です。」真
このプロセスは非常に効率的で、安定した品質で大規模な製造に最適である。
「プラスチック射出成形は単純な製品にのみ適しています。」偽
射出成形は、複雑なデザインを含む単純な部品と複雑な部品の両方を製造することができ、さまざまな産業で汎用性があります。
射出成形品のショートショットの原因とその解決策とは?
射出成形製品のショートショットの原因とその解決策は、このセクションで説明されている主なカテゴリーまたは選択肢です。ショートショットは、溶融プラスチックが金型を完全に満たさず、不完全な部品が生じる場合に発生します。原因と解決策を特定することは、製品品質と製造効率を確保するために不可欠です。
射出成形におけるショートショットは、射出圧力の不足、金型温度の低さ、材料の流れの不十分さなどの要因によって引き起こされます。解決策としては、加工パラメータの調整、金型設計の改善、適切な材料の使用などがあります。
定義
ショートショットは、金型のキャビティが全部埋まらないことだ。
ショートショットの原因
金型温度、材料温度、または射出圧力と速度が低すぎます。原材料の可塑化が不均一、排気不良、原材料の流動性不足、部品が薄すぎるかゲートサイズが小さすぎる、構造設計の不合理によりポリマー溶融体が早期に固化する。
ソリューション
材料:toolox44のように流動性の良い材料を選びます。
金型設計:厚肉部を薄肉部より先に充填してホールドを回避する、ゲート数とランナーサイズを増やす、工程抵抗と流動抵抗を減らす、排気口の位置とサイズを適切に設定して排気不良を避ける。
射出成形機:チェックバルブとバレルの内壁が激しく摩耗していないか確認し、給入口に材料やブリッジがないか確認してください。
プロセス条件:射出圧力と射出速度を増加し、剪断熱を強化し、射出量を増加し、シリンダー温度と金型温度を増加します。
「射出圧力を増加するとショット不足を減少できます。」真
射出圧力を高くすることで、金型が完全に充填され、ショートショットの可能性が低くなります。
「ショートショットは設備の故障のみが原因です。」偽
装置の故障がショートショットの原因になることもあるが、金型の設計、材料の粘度、加工パラメーターといった他の要因も重要な役割を果たす。
射出成形品のフラッシュの原因とその解決策とは?
射出成形における「バリ」とは、金型キャビティから余分な材料が漏れ出し、不要な突起が生じることを指す。成形品の品質やコストに影響を与える可能性があります。
フラッシュは、高い射出圧力、摩耗した金型、不適切な金型設計などの要因によって引き起こされます。解決策としては、圧力の調整、冷却の最適化、精度と品質を確保するための金型のメンテナンスなどがあります。
定義
フラッシュとは、金型のパーティング面やエジェクターピンについた余分なプラスチックのこと。
フラッシュの原因
クランプ力が足りない、金型に問題がある、成形条件が悪い、排気システムの設計が間違っている。
ソリューション
金型設計:金型が締め付け時にしっかりと閉じるように設計します。排気口のサイズを確認し、金型表面を清掃してください。
射出成形機:部品の投影面積に適したトンナージの射出成形機を選択します。
成形プロセス:射出時間を増加し、射出速度を減少し、シリンダー温度とノズル温度を減少し、射出圧力と保持圧力を減少します。
「高い射出圧力はフラッシュを引き起こします。」真
過剰な圧力が溶融プラスチックを金型キャビティから押し出し、引火の原因となる。
「バリは常に射出圧力が高すぎることを意味します。」偽
フラッシュは、クランプ力不足、摩耗した金型分割線、または過剰な溶融温度 — 高い射出圧力だけではない — によっても発生します。パラメータを調整する前に真の根本原因を診断することで、新しい欠陥を作成することを防ぎます。
上海工場での経験では、高トンナージプレス(1000T以上)でのフラッシュ問題は、ほぼ常にプロセス設定ではなく金型の摩耗に起因しています。社内の金型製造チームは、24時間以内にパーティングラインの再切削や摩耗したインサートの交換を行うことができ、400種類以上の材料グレードで生産を進め、数日のダウンタイムを許容できない状況では非常に重要です。
圧力関連の原因に加えて、フラッシュは金型の摩耗やクランプ力不足によっても発生します。金型キャビティが経時的に摩耗すると、金型プレート間のクリアランスが増加し、射出中に溶融プラスチックが逃げる原因となります。定期的な金型メンテナンス(パーティングラインの研磨や摩耗したインサートの交換を含む)は、フラッシュ防止に不可欠です。さらに、射出成形機が金型サイズに対して十分なクランプ力を提供することを確認することで、高圧射出段階で金型がしっかりと閉じた状態を維持できます。
「摩耗した金型はバリの原因となります。」真
金型が傷んだり摩耗したりすると隙間ができ、材料が逃げてバリが発生する。この問題を避けるには、定期的なメンテナンスが重要です。
「流れ跡は透明部品のみに現れます。」偽
流れ跡は透明度に関係なく、どのプラスチック部品にも発生する可能性があります。これらは不均一な溶融流動速度、低い金型温度、またはキャビティ充填時の射出圧力不足によって引き起こされます。
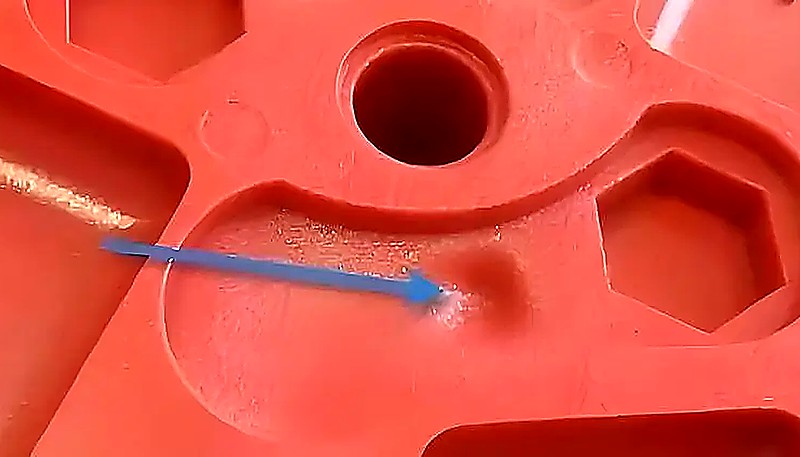
射出成形品のフローマークの原因とその解決策とは?
射出成形品のフローマークの原因とその解決策は、このセクションで説明する主なカテゴリまたはオプションです。射出成形におけるフローマークは製品の表面仕上げを損ない、外観や機能性を低下させる可能性があります。原因と解決策を特定することが製品品質向上の鍵です。
フローマークは、不均一な冷却、不適切な射出速度、または不十分なベントが原因で発生します。解決策としては、金型温度の調整、射出速度の最適化、充填と冷却を均一にするためのベントの改善などがあります。
定義
フローマークとは、成形品の表面に波のように見える成形不良のこと。プラスチックが金型に流れ込む速度が遅すぎることが原因で、プラスチックがカエルのように飛び跳ねたように見える。
フローマークの原因
金型温度と材料温度が低すぎる、射出速度と圧力が低すぎる、ランナーとゲートのサイズが小さすぎる、製品の構造上、充填時と流動時の加速度が大きすぎる。
ソリューション
金型設計:ランナーのコールドウェルを大きくする、ランナーとゲートを大きくする、メインランナーを短くする、またはホットランナーを使用する。
成形条件:射出速度を速くし、射出圧力と保圧を高くし、保圧時間を長くし、金型温度と材料温度を高くする。
「シルバーストリークは樹脂中の水分が原因です。」真
樹脂中の水分が成形中に蒸気の泡となり、表面に銀色の筋ができる。成形前の適切な乾燥がこの問題を解決する。
「銀線は外観のみに影響し、構造的完全性には影響しません。」偽
銀線は主に外観上の問題ですが、根本的な原因 — 水分汚染または熱劣化 — はポリマーマトリックスを弱め、重要な用途での機械的性能を低下させる可能性があります。
射出成形品の銀条発生の原因とその解決策とは?
射出成形製品の銀線の原因とその解決策は、このセクションで説明される主なカテゴリまたは選択肢です。射出成形における銀線は、水分、温度変動、または不適切な材料処理などの問題によって引き起こされ、製品の美的および性能に影響します。
シルバーストリーは、樹脂中の水分、一貫性のない溶融温度、または汚染によって引き起こされることが多い。解決策としては、材料の適切な乾燥、安定した加工条件、より滑らかな製品を保証するための高品質樹脂の使用が挙げられます。
定義
シルバーストリークとは、水、空気、炭化した物質が部品の表面に流れ方向に分布している状態。
銀筋の原因
原料の含水率が高すぎる、原料中に空気が閉じ込められている、ポリマーの劣化:原料が汚染されている、バレルの温度が高すぎる、射出量が不足している。
ソリューション
内容:射出成形前に、原材料サプライヤーから提供されたデータに基づいて原材料を乾燥させます。
金型設計:十分な排気口があることを確認します。
成形プロセス:適切な射出成形機と金型を選択し、材料変更時にはバレル内の古い材料を完全に清掃し、排気システムを改善し、溶融温度、射出圧力、射出速度を下げます。
「不均一な冷却は射出成形部品に凹みを引き起こします。」真
不均一な冷却速度は、応力や反りを引き起こし、成形品に目に見える凹みを生じさせる。
「射出成形におけるすべての凹み問題は、冷却設定のみを調整することで修正できます。」偽
冷却調整は役立ちますが、凹みの形成は保持圧力不足、小さすぎるゲート、および推奨限界を超える壁厚比率によっても引き起こされます。圧力、時間、および設計に対処する組み合わせアプローチがより効果的です。
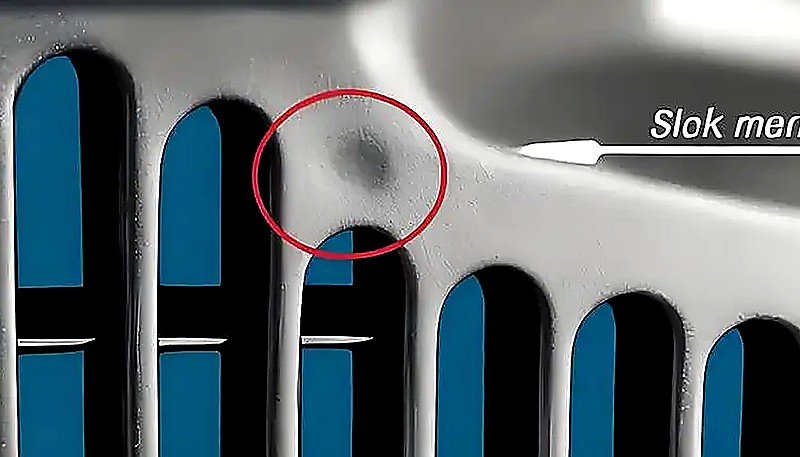
射出成形品のへこみの原因とその解決策とは?
射出成形製品のへこみは、不適切な設定、材料の欠陥、冷却の問題によって引き起こされる一般的な問題です。これらの問題に対処することで、製品の品質を確保し、無駄を省くことができます。
射出成形品のへこみは、冷却が一定していない、材料の流れが悪い、金型設計が正しくない、などの原因で発生することがよくあります。解決策には、冷却速度の最適化、射出圧力の調整、適切な金型設計などがあります。
定義
へこみとは、部品の表面が肉厚の部分で凹んでいること。
デント形成の原因
射出圧力または保圧が低すぎる、保圧時間または冷却時間が短すぎる、溶融温度または金型温度が高すぎる、部品の構造設計が不適切である。
ソリューション
設計構造:凹みやすい表面を波状にし、部品の厚い壁のサイズを減らし、厚さと直径の比率を最小化し、隣接する壁厚の比率は1.5〜2で制御し、滑らかな遷移を試み、補強リブ、沈み穴、角リブの厚さを再設計し、その厚さは基本的な壁厚の40-80%が一般的に推奨されます。
成形プロセス:射出圧力と保圧を増加させ、ゲートサイズを拡大またはゲート位置を変更します。
「溶接痕は、不適切な射出成形設定によって引き起こされます。」真
ウェルディングマークは、温度、速度、金型設計の調整不良によって生じることがあり、その結果、プラスチックフローが効果的に接合されなくなる。
「溶接痕は、単に射出速度を上げるだけで完全に解消できます。」偽
根本原因がゲート配置、溶融温度不足、またはニットライン付近のベンティング不足である場合、射出速度だけを上げても溶接痕は解決しない可能性があります。金型設計、プロセスパラメータ、材料選択をカバーする包括的なアプローチがより良い結果をもたらします。
射出成形品のウェルディング・マークの原因とその解決策とは?
射出成形製品の溶接痕の原因とその解決策は、このセクションで説明されている主なカテゴリーまたはオプションです。射出成形における溶接痕は、2つのプラスチック流が合流し適切に結合しない場合に発生し、最終製品に目に見える痕跡を残します。
ウェルディングマークは、不適切な金型設計、不十分な射出速度、不十分な温度管理によって発生します。解決策としては、金型設計の最適化、射出速度の調整、金型温度を制御して流れの一貫性を高めることなどが挙げられます。
定義
ウェルドマークとは、2つの材料の流れが出会って溶接され、表面に欠陥が生じること。
ウェルド・マークの原因
部品に穴、インサート、マルチゲート射出成形モードがある場合、または部品の肉厚が不均一な場合、ウェルドマークが発生する可能性があります。
材料:より高いメルトフローレートを持つ樹脂グレードを選択し、2つの流動フロントが合流した際により効果的に結合することを保証します。
製品設計:肉厚の遷移を調整し、溶接線領域付近の鋭角を最小限に抑えます。均一な肉厚は、両方の流動フロントを同様の温度に保ちます。
金型設計:溶接線を重要でない領域に移動させるためゲート位置を変更します。溶接箇所付近にオーバーフローウェルを追加して接合部ゾーンから冷えた材料を押し出し、適切なベンティングを確保します。
プロセス条件:溶融温度と金型温度を上げて、流動フロントが合流する際の温度を高く保ちます。射出速度を上げて流動フロントの分離から再合流までの時間を短縮し、保圧を調整してニットラインでの融合を改善します。
プロセス条件:プラスチックをより高温にして、使用量を減らし、金型への接着を防ぎます。焦げ跡は、金型内の空気が十分に速く排出できず、流れの末端でプラスチックが燃焼するときに発生します。
射出成形の欠陥を体系的に削減する方法は?
このセクションは、射出成形欠陥を体系的に削減し、コスト、品質、タイミング、または調達リスクへの影響について説明しています。射出成形の欠陥(ショートショット、バリ、流動痕、銀条痕、凹み、溶接線)には共通の根本原因があります:プロセスウィンドウが検証済みの最適点からずれてしまったことです。各欠陥をその原因まで遡ると、そのパターンは材料や機械サイズを超えて驚くほど一貫しています。
上海にある47台のプレス機で400以上の材料グレードを運用した経験から、最も大きな要因は、規律ある初品検証とそれに続く一貫したプロセス監視です。生産段階で発生するほとんどの欠陥は、金型サンプリング時に捕捉可能でした — 何を確認するべきかを理解し、最初からプロセスウィンドウを正しく設定すれば。
既存の金型のトラブルシューティングを行う場合でも、新しい金型の認定を行う場合でも、チェックリストは同じです:材料乾燥の確認、ゲートとランナーの寸法の確認、パッキング圧力と保圧時間の検証、サインオフ前の最初の50ショットの検査を行います。当社のエンジニアリングチームはすべてのプロジェクトでこのプロトコルに従っており、それがスクラップ率を業界平均をはるかに下回る水準に保っています。
専門家の助けが必要ですか? 射出成形 プロジェクトについて?設計ファイルをアップロードして、当社チームからDFMフィードバック、プロセス推奨事項、競争力のある見積もりを入手してください。

よくある質問
最も一般的な射出成形の欠陥は何ですか?
ショートショットは、射出段階で金型キャビティが完全に充填されない場合に発生し、最も一般的な射出成形欠陥と広く見なされています。これらは通常、射出圧力不足、溶融温度の低さ、またはキャビティ内のベンティング不十分が原因です。生産環境では、材料粘度が乾燥のばらつきによって変化した場合や、ゲートサイズが部品形状に対して制限的すぎる場合にショートショットが現れることがよくあります。根本原因に対処すること(単に圧力を上げるだけではなく)は、再発を防ぎ、バリや焼け痕などの二次欠陥を導入することなくサイクルタイムを維持します。
射出成形におけるバリをどのように防止するか?
バリ防止は、部品の投影面積に対して十分な締め付け力を確保することから始まります。機械のトンナージが十分であれば、金型のパーティングライン状態を確認します — 摩耗または損傷した表面では、高圧射出段階で溶融プラスチックが逃げる可能性があります。遷移点での射出速度と圧力を低下させ、溶融温度を少し下げ、ベントの深さが仕様内であることを確認します。高精度部品の場合、定期的な金型研磨と適時のインサート交換により、充填品質やサイクル時間を犠牲にせずにバリを制御します。
射出成形の欠陥は金型を変更せずに修正できますか?
ショートショット、銀条痕、流動痕、シンクマークなど多くの欠陥は、金型の修正なしにプロセス調整によって解決できます。溶融温度の上昇、射出速度の調整、保圧と保圧時間の延長、または材料乾燥の改善が一般的な一次対策です。しかし、基本的なゲート配置の誤り、ベントチャネルの不足、または1.5:1未満の肉厚比によって引き起こされる欠陥は、多くの場合、金型の再加工が必要です。体系的なDOE主導のアプローチにより、高額な金型修正に着手する前に、どのパラメータ変更が最大の効果をもたらすかを特定するのに役立ちます。
なぜ射出成形部品に銀条痕が現れるのか?
シルバーストリークは、水分、閉じ込められた空気、または劣化したポリマーが流れの先端に沿って移動し、部品表面に目に見える銀白色の線として堆積するときに現れます。最も一般的な原因は、材料の乾燥不足です — ABS、ナイロン、ポリカーボネートなどの吸湿性樹脂は、加工前に材料固有の温度で2〜4時間の除湿乾燥が必要です。他の原因には、熱劣化を引き起こす過剰なバレル温度、および金型キャビティ内のベント不足が含まれます。一貫した乾燥プロトコルとバレル温度の監視により、生産におけるシルバーストリーク問題の大部分を排除できます。
ZetarMoldは射出成形欠陥分析にどのように役立ちますか?
ZetarMoldは、すべての成形プロジェクトの一部として包括的な欠陥分析を提供します。90Tから1850Tまでの47台のプレス機と、400以上の材料グレードにわたる20年以上のトラブルシューティング経験を持つ当社のエンジニアリングチームは、初品サンプリング時に根本原因を特定し、生産開始前に検証済みのプロセスウィンドウを設定します。プロセスデータ、検査報告書、および修正措置の詳細を透明性を持って共有するため、何が起こっているのか、なぜ起こっているのかを正確に理解できます。3D設計ファイルをアップロードして、DFMフィードバック、プロセス推奨、および特定の部品形状と材料要件に合わせた競争力のある見積もりを受け取ります。
-
quality: Quality is a production discipline that connects DFM, mold validation, process windows, inspection plans, and corrective action into repeatable output. ↩
-
反り: ウォーページとは、不均一な冷却速度、ファイバー配向、または材料の流れ方向による不均一な収縮によって引き起こされる射出成形部品の変形を指します。 ↩
-
injection molding: injection molding refers to is the production process that melts plastic, injects it into a mold cavity, cools the part, and repeats the cycle for stable volume manufacturing. ↩





