 コンテンツへスキップ
コンテンツへスキップ 

プラスチックは四大工学材料(鉄鋼、木材、セメント、プラスチック)の一つで、高分子量の合成樹脂を主成分とし、工業、農業、国防などの産業で広く使用されている。
しかし、プラスチックは他の素材と比較していくつかのユニークな特性を持っており、これらの特性は、そのユニークな使用場面、加工方法、製造工程などを決定している。
このブログでは、主に構造設計のポイントを紹介する。 プラスチック射出成形部品 肉厚、型抜き角度、補強、穴、支柱、スナップ、干渉接続、公差など。

肉厚
プラスチック部品の肉厚を合理的に決定することは非常に重要であり、補強や角丸のような他の形状やサイズは肉厚の参考として使用される。
プラスチック製品の肉厚は、主にプラスチック製品の用途、つまり、製品が外力に耐える必要があるかどうか、他の部品の支えとなるかどうか、プラスチック材料の特性、重量、電気的特性、寸法精度、安定性の選択、および組み立てやその他の要件によって決定されます。
一般的な熱可塑性プラスチックの肉厚は1~6mmの範囲で設計されている。最も一般的に使用されるのは2~3mmで、6mm以上の大型部品もあります。
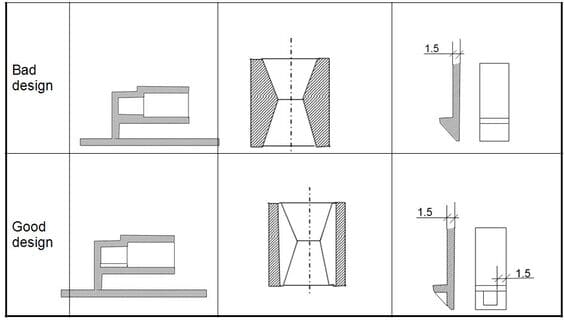
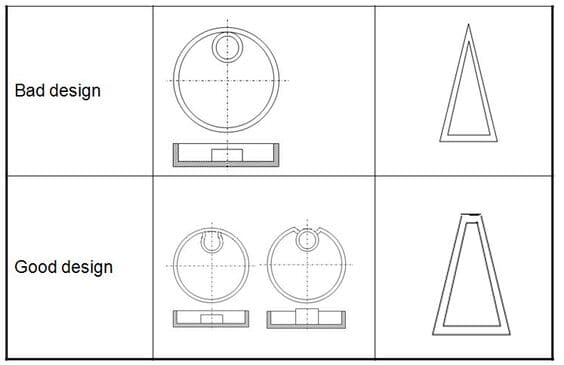
A.不均一な肉厚
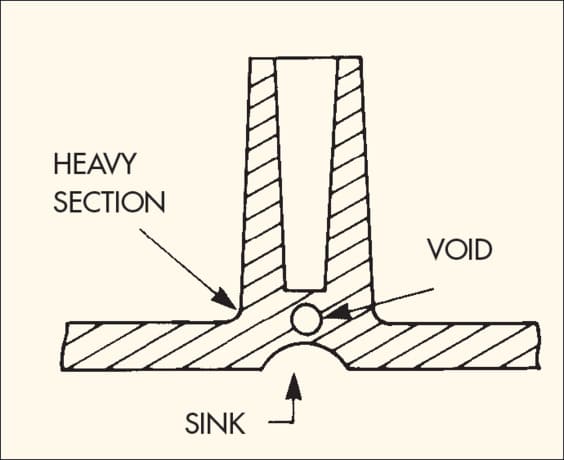
均一な肉厚はプラスチック部品の設計における大原則である。もし公称肉厚が均一でなければ、プラスチックの溶融充填速度と冷却収縮が均一でなくなり、凹み、真空バブル、反り、ひび割れを引き起こし、さらには収縮痕、熱応力、たわみ部の歪み、異なる色や異なる透明度につながる。
肉厚を薄くすると、使用時や組み立て時に製品の強度や剛性が低下する。経済的な観点から見ると、厚すぎる製品は材料費を増加させるだけでなく、生産サイクルを長引かせる。厚い糊の部分は、次の薄い糊の部分よりも冷却が遅いため、収縮痕ができる。
B.肉厚推移
ほとんどの厚いグルーは、補強材を設計して総肉厚を変えることができる。材料費と製造コストの節約に加え、肉厚にほぼ比例する冷却時間も節約できる。
さらに、肉厚の設計は、流れ、すなわちゲートからキャビティの各部分までの融液の距離も考慮に入れる。
流量と肉厚の比が大きすぎると、ゲートから遠い場所の材料が不足し、よく満杯にならないと言われる。したがって、必要であれば肉厚を厚くする必要がある。

C.シャープなコーナー
鋭利なコーナーは通常、欠陥部品や応力集中の原因となる。鋭利なコーナーは、メッキや塗装などの後処理工程後に、しばしば望ましくない材料の蓄積を引き起こす。
応力が集中する部分は、荷重や衝撃を受けると壊れる可能性があるため、設計時には鋭角な部分を避けるべきである。
離型方向と型抜き勾配
それぞれ 射出成形品 は、コア抜き機構をできるだけ小さくし、パーティングラインが外観に与える影響をなくすために、設計の最初に金型の開口方向とパーティングラインを決定する必要がある。
金型開口方向が決まったら、製品の補強バー、クリップ、バンプ、その他の構造を金型開口方向とできるだけ一致するように設計し、コア抜きを避け、パーティングラインを減らし、金型寿命を延ばす。型開き方向が決まったら、適切なパーティングラインを選択することで、外観と性能を向上させることができます。
射出成形品が成形金型から離型するとき、離型力、型開力に打ち勝つ。型開きとは、成形品形状が金型キャビティから離型することである。成形品は冷却過程で収縮し、孔壁部がコアを締め付ける力を発揮する。
型開き時の成形品とコアとの摩擦、型開き時のホールシール底面への真空吸着など、離型力が型開き時の離型力よりはるかに大きくなる理由は多い。 射出成形金型 開幕戦
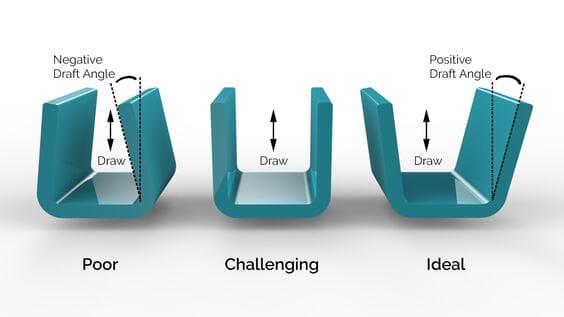
過剰な離型力は、部品の変形、白化、しわ、表面摩耗の原因となる。離型勾配は、離型力の大きさを決める大きな要因です。
製品の肉厚を均一にし、型開き後に高温の凹型に製品が付着するのを防ぐため、離型角度は凹型も凸型も同じにする。
しかし、特殊なケースとして、開口後に製品を凹型に密着させる必要がある場合は、隣接する凹型の出口角度を適宜小さくしたり、凹型に適度なバックラッシを意図的に付加したりすることができる。
ダイスの抜き角の大きさに明確なものはないが、通常は経験値によって決定される。一般に、高度に研磨された外壁には1/8°または1/4°の抜き勾配を使用できますが、深い模様や織り模様のある製品では、それに対応して抜き勾配を大きくする必要があります。
また、離型勾配を考慮する場合、原則的には勾配が大きい方が離型性が良いが、プラスチック部品の寸法精度を確保するために注意を払う必要があり、離型勾配による寸法誤差を寸法精度の範囲内に抑える必要がある。プラスチック部品の収縮や複雑な形状は、より大きな離型角度を考慮する必要があります。

補強
プラスチック部品の強度は、肉厚に応じて完全に増加するわけではない。逆に、収縮や内部応力によって肉厚が増加するため、その強度が低下する。主な、より薄肉スタイルの組み合わせ構造の剛性にプラスチック部品の強度は、慣性断面モーメントを高めるために、対応する部分で補強を設定します。
しかし、補強材を追加した後、補強材と主壁の間の接続部は確実に厚くなり、この厚さは通常、内側カットの最大円、つまり腱の厚さとコーナーの付け根の半径に依存する。

補強収縮部品
補強材の厚さは最小限に抑えるべきだが、これにも限界がある。腱の厚みが小さすぎる場合は、剛性を高めるために腱の高さを増す必要がある。
腱をプレスしたときに腱が薄すぎる、腱が変形しやすい、成形時に材料が充填されにくい、金型がべたつくなどの問題がある。もちろん、テンドンの底角の半径が小さすぎてもダメで、そうでなければ応力集中を抑える役割を果たせません。
一般的に言えば、棒の根元の角の半径は棒の厚さの40%未満であってはならず、棒の厚さは母材の適切な壁の厚さの50%と75%の間であるべきで、高い比率は材料の流れの小さい収縮に限られる。
バーの高さは、基材の厚さの5倍以下でなければならない。バーには離型角があり、離型方向または可動金型アセンブリに配置されなければならない。バーの間隔は、基材の厚さの2倍以上でなければならない。
この結果を得る最も簡単な方法は、横方向と縦方向の両方にバーを追加し、それらを垂直に交差させることである。
しかし、交差部の肉厚が大きくなり、収縮の可能性が高まるという問題もある。一般的には、このような場合、交差部に円形の穴を追加して均一な肉厚にすることができる。
穴
穴のプラスチック部品では、それを作るために、他の部品は、製品の機能の組み合わせを結合したり、増加させることが一般的な方法であり、サイズ、および穴の位置は、製品の強度に影響を構成したり、生産の複雑さを増加させないようにしようとする必要があり、次の穴を設計する際に考慮すべきいくつかの要因があります。
1.連結された穴の間の距離、または穴と隣接する製品の直線エッジの間の距離は、穴の直径よりも小さいべきではありません、特にエッジの値はできるだけ大きくする必要があり、そうでない場合は、穿孔位置が破壊されやすい。
穴にネジが付いている場合、ネジ穴と製品の端の間の距離は、一般的に穴の直径の3倍以上である。
2.穴の種類は一般的に、貫通穴、ブラインド穴、勾配穴がある。組み立ての観点からは、ブラインドホールよりもスルーホールの方が多く使用され、ブラインドホールよりも製造が容易である。
金型設計の観点からも、貫通孔の設計は、移動金型と固定金型に固定された2つのコアの組み合わせによって形成することも、移動金型または固定金型に固定された1つのコアのみによって形成することもでき、構造上の利便性も高くなる。
前者は流体塑性の作用で2本の片持ち梁を形成するが、力のアームが短く、変形は大きくない。後者は、可動型と固定型の両方にラップジョイントがあり、一般に変形が少なく単純なサポートビームを形成する。
2本のコアを使用する場合、2本のコアの直径は、2本のサイド・ペグの軸のわずかなずれによって製品が座屈するのを避けるためにわずかに異なるものとし、ジョイントの両端は平らに研磨しなければならない。
ブラインドホールのコアは完全な片持ち梁であり、流体プラスチックの衝撃によって容易に曲げられ、成形された穴は成形穴となる。ブラインドホールの直径が1.5mm以下の場合、ブラインドホールの深さは直径より大きくしてはならない。また、盲穴の底肉厚は穴径の6分の1以下でないと収縮が生じる。
3.サイドホールはサイドコア方式で形成されることが多く、金型のコストが高くなり、サイドコアが長すぎると折れやすく、金型のメンテナンスコストが高くなる。

柱
ゴムの均一な肉厚から突き出た柱で、製品を組み立てたり、物を分離したり、他の部品を支えたりするのに使われる。中空の支柱は、部品を埋め込んだり、ねじを締めたりするのに使用できる。
このような用途には、壊れることなく圧力を支える十分な強度が必要である。柱は、成形が容易で機械的性質が良いため、一般に円柱状に作られる。
一般的には、柱を独立した円柱として設計するのではなく、柱の強度と接着剤の流れをスムーズにするために、できるだけ外壁と連結するか補強材を使用し、外壁との連結部は収縮を避けるために薄肉にすることが望ましいとされている。

支柱の肉厚は母材厚の0.5~0.75とし、支柱上部の穴はスクリューガイドを取り付けやすくするために面取りする。
スクリュー・ガイドの取り付けを容易にするため、コラム上部の穴は面取りしておく。柱には型抜き勾配をつける。これらの点は鉄筋の設計要件と似ているので、柱は鉄筋のバリエーションとも言える。
スナップ
スナップアセンブリは、便利なアセンブリ、コスト削減、緑の接続であるため、成形と同時に完成品の生産におけるスナップ部品の組み合わせ、ネジなどの他のロックアクセサリなしでアセンブリ、限りスナップするために互いにバックルの位置の両側の組み合わせとして。
スナップの原理は、弾性変形を促進する過程で、障害物の他の部分を通して突起の一部を促進することである。
干渉コネクション
ホールとシャフトは干渉嵌合によって接続され、トルクやその他の機能を伝達する、干渉接続はより便利で簡単です。干渉量が小さすぎると、接続の信頼性が低くなり、干渉量が大きすぎると、組み立てが難しいだけでなく、破損しやすくなります。
温度は干渉の大きさに直接影響するため、設計プロセスでは、穴とシャフトの公差、および使用温度を考慮する必要があります。
ほとんどの場合、シャフトは一般的に金属シャフトであり、接続の信頼性を確保するために、設計時に相手シャフトにローレット溝を付けるのが一般的です。一般的な干渉量は以下の式で計算できます。
Y=Sd((K+vスリーブ)/Eスリーブ)/K
ここで、Sは設計応力、vはポアソン比、Eは弾性係数、Kは幾何学係数であり、Kは以下の式で計算できる。
K = (1+(d/D)2)/(1 - (d/D)2)
嵌合力は以下の式で計算できる:W = Sdlπμ/K
μは摩擦係数、lは嵌合長さである。
さらに、プラスチック部品間の接続方法には、ホットリベット、溶接、超音波溶接などがある。
寛容さの影響
ほとんどのプラスチック製品は寸法公差で高精度を達成できるが、収縮率が高いものや柔らかい素材は制御が難しいものもある。
そのため、製品設計のプロセスでは、製品の使用環境、プラスチック材料、製品形状などを考慮して、公差の厳しさを設定することになる。
顧客の要求はますます高くなっているため、これまでのフィット感の概念を少しずつ見直す必要がある。フィット感、精密さ、そして美しさを同時に引き出していかなければならない。
公差が高ければ高いほど、製品の品質は高くなるが、コストが高くなり、要件を満たすのに時間がかかる。 射出成形 プロセスは一般的に3つの品質レベルに分けられる。 射出成形中精度成形 精密射出成形.
汎用 射出成形 プロセスは、低いレベルの品質管理を必要とし、低い返品率と速い生産サイクルが特徴である。ミディアム精密射出成形 への要求が高くなるため、より高価になる可能性がある。 金型・製造 そのため、頻繁な品質チェックが必要となる。
3つ目のタイプは精密さである。 薄肉射出成形 サイクルが必要である。 精密金型最適な生産条件、100%の連続的な生産監視。これは生産サイクルタイムに影響し、生産単価と品質管理コストを増加させる。
製品の品質という観点からは、もちろん精度が高ければ高いほど良いが、経済的な生産コストという観点からは、低ければ低いほど安い。このときデザイナーは、この2つのどちらかを選択しなければならない。
一般的に言えば、非重要なサイズの公差の適切な緩和の前提条件の要件で、パフォーマンス、および外観の要件を満たすために。

素材の選択
一般的に言って、悪い材料は存在せず、特定の分野で使用される材料が間違っているだけである。従って、設計者は入手可能な様々な材料の性能を十分に理解し、これらの材料を注意深くテストして、様々な要因による成形品や加工品の性能への影響を研究しなければならない。
で最もよく使われている。 プラスチック射出成形 材料は熱可塑性である。さらに非晶性プラスチックと半結晶性プラスチックに分けられる。この2種類の材料は、分子構造や結晶化によって影響を受ける性質が大きく異なります。
一般的に、半結晶性熱可塑性プラスチックは主に機械的強度の高い部品に使用され、非結晶性熱可塑性プラスチックは曲げにくいため筐体に使用されることが多い。
熱可塑性プラスチックには、非強化、ガラス繊維強化、鉱物、ガラス繊維入りなどがある。
ガラス繊維は主に強度、剛性、適用温度を高めるために使用され、鉱物やガラス繊維は補強効果が低く、主に反りを抑えるために使用される。補強材の添加によるプラスチック特性の正確な変化量は、材料メーカーに問い合わせるか、実験によって確認する必要がある。
一部の熱可塑性プラスチック、特にPA6やPA66は吸湿性が高い。これは機械的特性や寸法安定性に大きな影響を与えます。
いくつかの要件は、加工上の考慮事項や組み立てに関するものである。また、高価な組み立てコストを節約できるように、1つの部品に複数の異なる機能を集中させることを検討することも重要である。
このガイドラインは、製造コストを計算する上で非常に有用である。価格計算では、原材料の価格だけでなく、高い性能(剛性、靭性)を持つ材料は肉厚を薄くすることができ、生産サイクルの短縮につながることにも留意する必要があることがわかる。したがって、すべての基準をリストアップし、体系的に評価することが重要である。
丸みを帯びたコーナー
鋭利なコーナーは通常、欠陥や応力集中のある部品につながり、荷重や衝撃を受けると応力が集中して破損する可能性がある。
角の丸みを大きくすることで、この欠点を解決することができ、応力集中要因を減らすだけでなく、完成品が金型から離型する際にプラスチックの流れがよりスムーズで容易になる。内側の角が丸く、外側の角が尖っている場合、角の部分はやはり他の部分より厚くなり、収縮が発生する。
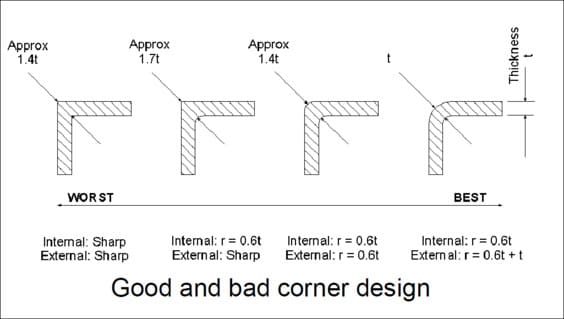
この場合、外側の角は内側の角に基本肉厚を足したものになる。
コーナービットの設計指針は、張り出し梁型締結ビットにも適用されます。この締結方法は、埋め込まれたカンチレバーアームを曲げる必要があるため、コーナー位置の設計は、コーナー円弧位置Rが小さすぎると、その応力集中係数が大きくなりすぎるため、曲げ時に製品が壊れやすく、円弧位置Rが大きすぎると、収縮線や空洞が現れやすくなることを示しています。
そのため、円弧の位置と肉厚は一定の比率になる。一般的には0.2~0.6の間で、理想は0.5程度です。
結論
本稿では、その設計上のポイントを分析する。 射出成形部品 肉厚、抜き勾配、補強、穴、支柱、スナップ、干渉接続、公差、角丸の観点から。
もちろん 射出成形品 も環境、条件、要求によって制限されるため、特定の状況に対処する必要がある。







