 コンテンツへスキップ
コンテンツへスキップ 

はじめに 射出成形サイクルは、成形サイクルとも呼ばれ、射出成形プロセスを完了するのにかかる時間です。金型が閉じてから、製品が成形され、冷却され、金型が開き、製品が取り出され、機械が次のサイクルに備えるまでの時間が含まれる。

このサイクルは、射出成形機がプラスチック部品を作るのにかかる総時間であるため、生産効率と設備稼働率に直接影響する。
射出成形サイクルの正確な制御は、プラスチック加工業界にとって非常に重要であり、企業の競争力と市場パフォーマンスを左右する重要な要因の一つです。この記事では、射出成形サイクルとは何かについて詳しく説明します。.

射出成形のサイクルタイムの構成は?
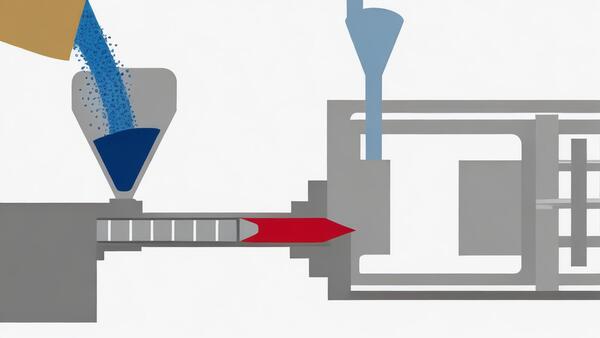
射出サイクルは、射出(金型への充填)時間、保持時間、冷却・供給(予備可塑化を含む)時間、型開き(製品の取り出し)時間、補助作業(離型剤の塗布、インサートの配置など)、型閉じ時間で構成される。
成形サイクル全体では、冷却時間と射出時間が最も重要であり、製品の性能と品質に決定的な影響を与える。射出サイクルは 射出成形.
注入時間
射出工程は以下の段階に分けられる:
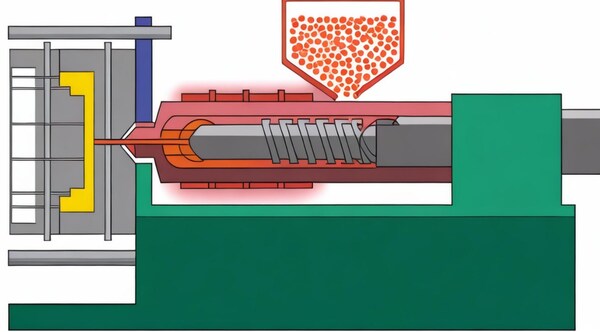
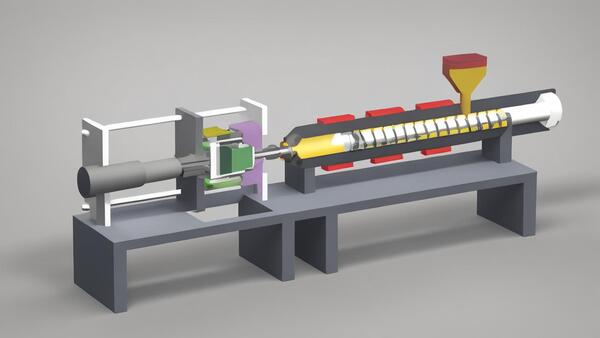
プランジャーの無負荷期間: t0~t1の間、材料は加熱され、バレル内で可塑化される。射出前、プランジャー(またはスクリュー)は前進を始めますが、材料はまだ金型キャビティに入っていません。

プランジャーは無負荷状態にある。材料がノズルとゲートを高速で流れると、せん断摩擦により温度が上昇し、流動抵抗によりプランジャーとノズルの圧力が上昇する。
金型の充填段階: 時刻t1では、プラスチック溶融物が金型キャビティに注入され始め、金型内の圧力は急速に上昇する。時刻t2でキャビティが満たされ、金型キャビティ内の圧力は最高点に達する。同時に、材料温度、プランジャーとノズルの圧力も上昇する。
圧力保持期間: t2からt3までは、プラスチックはまだ溶けている。プランジャーは、金型キャビティにプラスチックを詰め込んで成形するために、プラスチックに圧力をかけ続けなければなりません。また、プラスチックが冷えて収縮するのを補うために、金型キャビティに少しずつプラスチックを押し込んでいかなければなりません。
金型キャビティ内の材料が冷えると、プラスチックが冷えて収縮するため、金型内の圧力も下がり始める。

戻り期間(戻り圧力期間または逆流期間) プランジャーはt3から徐々に後方に移動し、その間に新しい材料(予備可塑化)がバレルの前端に送られる。
バレルノズルとゲートの圧力が低下し、金型キャビティ内の圧力が高くなるため、未凝固のプラスチック溶融物が金型の内圧によってゲートとノズルに押し戻され、逆流が生じる。
固化期間
t4からt5までの間、キャビティ内の材料の温度は下がり続ける。固化・硬化温度に達するとゲートは凍結し、逆流は停止する。固化時間はt4とt5の間の一定時間である。
その後の冷却期間は、ゲートが凍結した後の時間である。実際には、キャビティ内のプラスチックの冷却は、充填完了後(時刻t2)から開始される。その後の冷却期間は、キャビティ内の製品をプラスチックのガラス転移温度付近まで冷却し続け、その後脱型することです。
保持時間
充填段階では、溶融物に圧力を加えてポリマーを圧縮し、より多くの材料を金型に押し込む。この段階は、溶融物温度から周囲(室温)温度への冷却過程におけるポリマーの収縮を補うために使用される。
充填段階で、さらに5%から25%の材料を金型に加えることができる。材料が金型から流れ出ないようにするため、充填段階ではゲートを凍らせておく必要がある。

射出・充填時間については、一般的な製品の射出充填時間は約2秒から10秒と非常に短く、プラスチックの形状や大きさ、製品によって異なる。
大型・厚肉製品の充填時間は10秒以上に達する。一般的な製品の充填時間は20秒から100秒程度で、大型・厚肉製品の充填時間は1分から5分、あるいはそれ以上となります。

冷却時間は、脱型時に製品が曲がらないように制御する原理に基づいており、時間は短い。一般的には30秒から120秒程度で、大型・厚肉の製品は適宜延長することができる。
冷却時間
クーリング・タイムは 射出成形 プラスチックに圧力がかからないサイクル。金型は閉じたままであり、部品が排出されるまでプラスチックは冷却され続ける。冷却段階は通常、成形サイクルの中で最も長い段階であり、全サイクル時間の80%を占めることが多い。
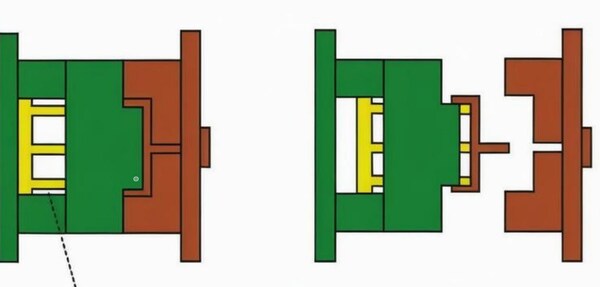
型開き時間
これは、次の成形サイクルが始まる前に金型を開くのにかかる時間です。この時間には、金型を開くこと、成形品を排出すること、インサートを装填するなど次のサイクルの準備をすること(サイクルの一部とは限らない)、金型を閉じることなどが含まれる。

射出成形サイクルにはいくつの部品があるか?
射出成形プロセスを完了するのにかかる時間は成形サイクルと呼ばれ、サイクルタイムとも呼ばれます。実際には以下の部分から構成される:
成形サイクル
成形サイクルは、労働生産性と設備利用にとって重要である。そのため、プラスチック金型メーカーは、品質を確保しつつ、成形サイクルの関連時間を短縮するよう努める必要がある。

成形サイクル全体の中で、射出単位時間と冷却時間は最も重要であり、製品の品質に決定的な影響を与える。射出時間における充填時間は充填率に比例し、生産における充填時間は一般的に3~5秒程度である。
居住時間
プラスチック材料が金型内で圧力下にある時間を保持時間と呼ぶ。射出時間の大部分を占め、通常20~120秒かかる(厚みのある部品では5~10分かかることもある)。保圧時間は、ゲートの材料が凍るまで、部品の寸法精度に影響する。

短すぎると効果がない。保持時間にも最適値があり、材料温度、金型温度、ゲートサイズ、ゲート位置によって異なる。ゲートサイズ、ゲート位置、工程条件が正常であれば、その部品の収縮幅が最も小さくなる圧力値を基準とするのが一般的です。
冷却時間
冷却時間は主に製品の厚さ、プラスチックの熱・結晶化特性、金型温度によって決まる。冷却時間の終了は、脱型時に製品が変化しないことを原則とする。冷却時間は一般に30~120秒である。

冷却時間が長すぎると不要となり、生産効率が低下するだけでなく、複雑な部品にも影響する。脱型が難しく、強制脱型では脱型応力が発生することさえある。成形サイクルにおけるその他の時間は、生産工程が連続自動化されているかどうか、連続自動化の程度に関係する。
射出成形のサイクルを見積もるには?
射出成形はサイクルプロセスである。成形サイクルは主に、材料の貯蔵時間、射出保持時間、冷却時間、金型の開閉時間、射出時間、取り出し時間で構成されます。

製品の冷却とスクリューの計量、材料の貯蔵は同時に行われる。成形サイクルを計算する場合は、2つのうち大きい方の値をとります(一般に冷却時間には材料貯蔵時間が含まれます)。
材料の保管と射出保持時間
材料を貯蔵して射出する時間は、プラスチックの特性、製品の形状、要求される品質(外観、サイズなど)に応じて決める必要がある。射出圧力、射出速度、スクリューの回転数、背圧、温度など多くの要素が関係する。
品質を確保することを前提に、最短時間を求めるべきである。射出成形品の材料貯蔵時間を見積もる場合、射出成形機の最大可塑化能力(g/s)の65%から85%の間で計算するのが一般的です。射出工程は通常3段階(低速-高速-低速)に分けられます。
T:総射出時間、W:総射出量(単品重量×個数+ノズル重量)、V:射出成形機の最高射出速度、t:スクリューの始動と停止に要する時間基準、80T~200Tは1~2S、200T~500Tは2~3S、500T~1000Tは3~4S。
圧力保持時間
保圧時間とは、金型キャビティが充填されてから保圧が終了するまでの時間です。保圧時間の選択は、一般的に製品の外観収縮、サイズ、変形に対する要求によって決まる。
冷却時間
冷却時間とは、保圧が終了してから鋳型が開くまでの時間である。冷却時間の長さは、製品の形状や肉厚、金型冷却水の設計、金型温度、溶融物の性質などの要因に影響される。

良好な製品品質を確保することを前提に、冷却時間はできるだけ短くする必要があります。製品が固定されている場合、金型冷却水の設計は冷却時間の長さを左右する重要な要素である。
金型開閉時間
金型の開閉時間は、機械の大きさや金型の構造などの要因に影響される。

金型上の中子引き抜き構造(スライド)、金型開閉ラック伝動機構、三板金型(微細水排出)機構などが金型開閉時間に影響する。一般的に80T~200Tは4~8S、200T~500Tは6~10S、500T~1000Tは8~15Sかかる。
排出とピックアップの時間
排出・取出し時間は、排出速度、排出ストローク、取出し方法(自動、手動、ロボット)に影響されます。自動取出しは、一般的に外観要求の低い小型製品(内部部品)にのみ使用され、取出し時間は一般的に0.5~2Sです。

ロボットが製品を取り出す時、金型は製品が金型範囲から出た後、金型を閉じ始めることができる。射出と取出しの時間は一般的に3~8Sで、手動取出しは一般的にロボットより1~3S多くかかる。一般的に、成形サイクルの見積もりには、類似製品を参考にする。
射出成形を短縮する主な方法とは?
高速自動成形金型を使用する主な理由は、射出成形サイクルを短縮し、射出成形の限界に達するためである。 射出成形 成形機の可塑化能力を向上させ、プラスチック部品の品質向上、省力化、生産効率の向上を図る。成形サイクルを短縮する主な方法は以下の通り。

注射時間の短縮
射出時間を短くするには、射出圧力を上げて溶融材料が金型に充填される時間を短くすればよい。そのためには、ピンポイントゲートやサイドゲートなど、断面積の小さいゲートを使用する必要がある。
これらのゲートは断面積が小さいため、溶融材料がそこを流れるとき、非常に高いせん断速度と高速摩擦による新たな熱が発生し、溶融材料の流動性を高めて金型キャビティに素早く充填することができる。そのためには、ランナーをできるだけ短くする必要がある。

ランナーレスまたはホットランナーゲートシステムを使用すれば、ノズルの前端をゲートに直接接触させることができるため、流動抵抗が大幅に減少し、射出時間の短縮につながる。
成形品の各部を適温に保つ。射出工程では、ランナーや金型本体の放熱により、溶融プラスチックの流れが末端に達すると、その温度は徐々に低下し、末端のキャビティが未充填になります。

この現象を避けるためには、工程の最後に金型の温度を高くする必要がある。また、ウエルドマークを避けるために、ウエルドマークが発生しやすい部分の金型温度を少し高くする必要がある。
このため、局部加熱方式を採用したり、循環水路を密に配置して熱のバランスをとる、つまり循環水路の出口を工程の最後に設定(水路出口の水温を入口より高く)して鋳型温度のバランスを調整し、注湯終了時の溶融材料の流動性を確保することもある。

必要な排気装置やオーバーフロー装置を設置する。高速成形では、溶融したプラスチック樹脂が高圧で射出され、短時間で金型キャビティ内に充満するため、キャビティ内の空気を時間内に速やかに排出できないと、プラスチック部品の品質に影響を与え、射出不良の原因となります。
したがって、金型設計の際には、排気溝の設定に十分な配慮が必要である。一般的には、パーティング面や各工程の最後に適切な排気溝と必要なオーバーフロー装置を設定する。

溶融物の冷却・凝固時間の短縮
射出工程における溶融物の冷却・凝固時間が大きな割合を占める。そのため、金型の冷却効率を向上させ、冷却・凝固時間を短縮することは、成形サイクルを短縮する最も効果的な方法の一つである。
金型全体の冷却効率を高める一般的に、金型本体の冷却は、循環水路の水が熱を奪って金型冷却を実現する。

良好な冷却回路を設定した後、最も重要な問題は、冷却水の流量を増やし、冷却水の出口と入口の温度差を小さくするようにすることであり、特に自動高速成形金型では、出口と入口の温度差を3℃以内に制御する必要がある。

水路の冷却には並列方式を採用するのがより効果的で、特に水道水を使用する夏場には、特別な冷却水冷却送水装置を設置する必要がある。その機能は、金型本体の水路出口から流れ出る水が一定の温度を持つことである。
冷却装置で冷却された後、これらの水は特殊な水ポンプで水路の入口に流れ込み、冷却効率を向上させ、水を節約するために再利用することができる。

冷却水回路を樹脂成形品にできるだけ近づけ、側壁に段差や粗糸などの流れ止め構造を加工する。この時、冷却水流は戻る際に段差部に衝突し、コアから熱を得る。
熱を奪った冷却水が段差部に飛散し、流入する冷却水と衝突することで、冷却水と芯体との接触面積が増え、冷却効果が高まる。

コア形状が細身の場合、コアが小さいため、成形中に温度が上昇しやすく、放熱・冷却しにくいため、成形サイクルに大きな影響を与え、冷却装置を設ける必要がある。
ただし、内部から冷却水路を設けることができない場合は、熱伝導率の良いベリリウム銅合金を選択することができる。
バランスの取れた冷却を実現するためには、自動高速金型のある部分を冷却したり加熱したりする必要があることがあります。自動高速成形では、ランナーの冷却問題を無視することはできない。
鋳造成形にコールドランナーシステムを使用する場合、メインランナーとブランチランナーは比較的厚いため、冷却時間が比較的長くなり、同時に成形サイクルも長くなります。従って、湯道に冷却回路を設けることが非常に必要です。

ショートe補助時間
補助時間とは、成形サイクルのうち、射出保圧工程と冷却・硬化工程を除いた時間、つまり金型が開いてから閉じるまでの時間を指す。
この間、プラスチック部品と鋳造された凝縮水は脱型され、自動的に金型から脱落し、金型本体の成形エリアのゴミは取り除かれ、型閉めプロセスで可動部品はリセットされる。

これらが占める時間の割合は大きくないが、自動化された高速成形工程では一刻を争う。補助時間を短縮するため、金型を閉じる前に圧縮エアブローで成形くずを自動除去することが多い。
結論
本稿では、主にプラスチックの時間成分について論じる。 射出成形 射出時間、保圧時間、冷却時間、型開き時間、射出時間などである。これらの時間は生産効率や設備稼働率に影響するだけでなく、製品の品質や生産効率にも直結する。

各段階の操作と技術パラメーターを最適化することで、成形サイクルを効果的に短縮し、生産効率を向上させ、製品品質の安定性と一貫性を確保することができる。







