 コンテンツへスキップ
コンテンツへスキップ 
高度なPolyJet 3Dプリンティングソリューションの探求
Zetarmoldの精密で汎用性の高いPolyJet 3Dプリントは、複雑なデザインやプロトタイプに最適です。今すぐプロジェクトを強化しましょう!
PolyJet 3Dプリンティング完全ガイドのリソース
PolyJet 3Dプリンティングとは?
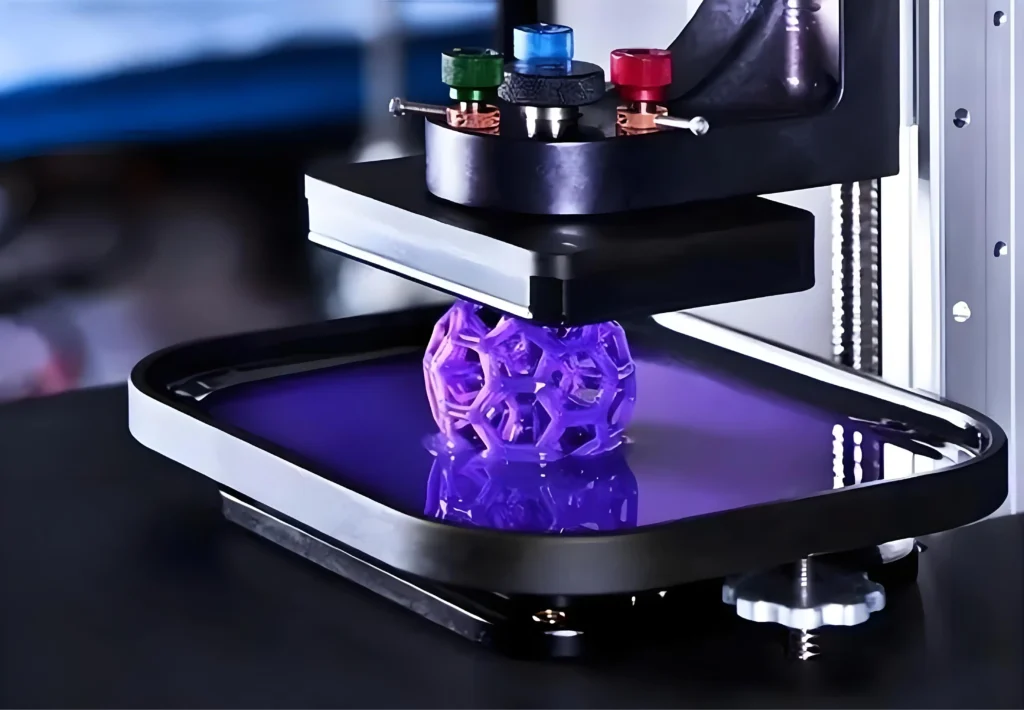
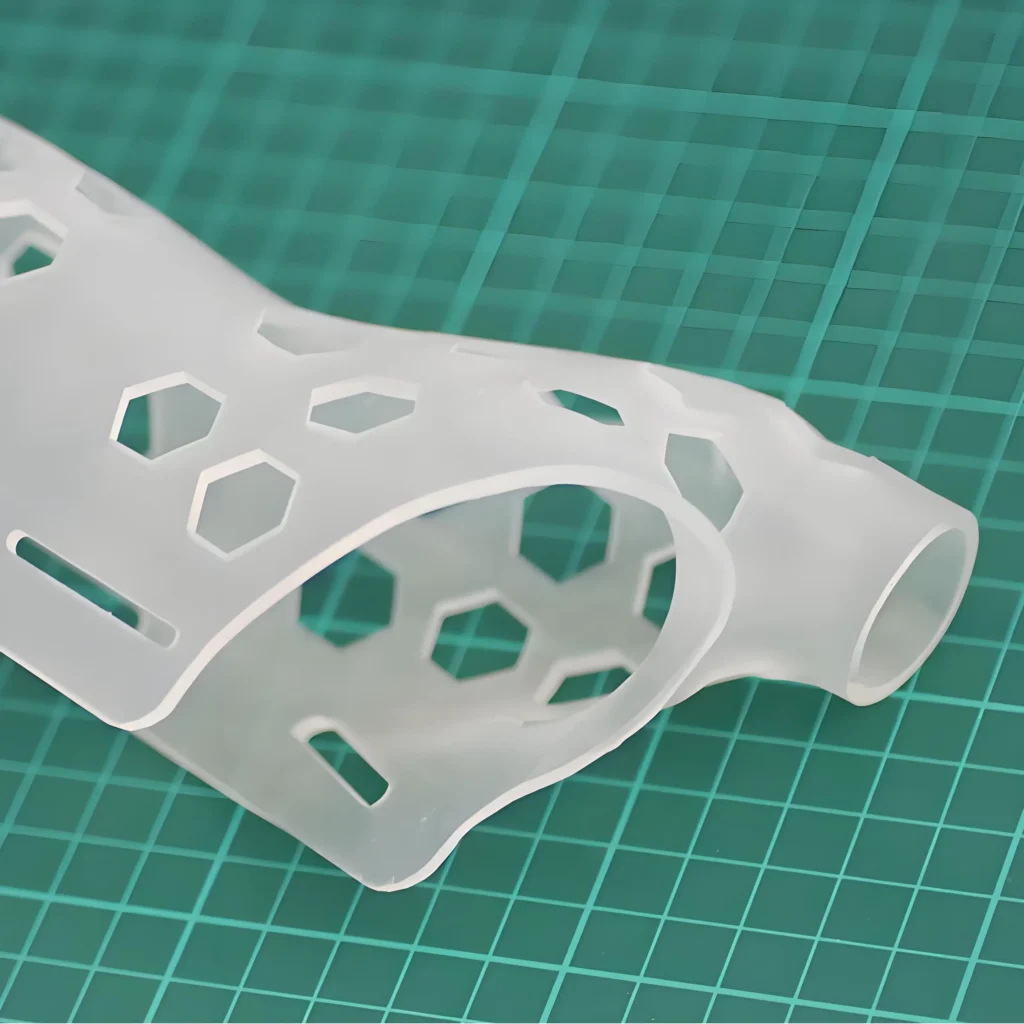
PolyJetは、非常に高い解像度、滑らかな表面、複雑なディテールを持つパーツを製造する能力で有名な産業用3Dプリント技術です。リアルなプロトタイプ、複雑な解剖学的モデル、最終製品の外観、感触、機能を忠実に模倣した精密な製造補助部品を作成するための強力なツールです。
PolyJetの核心は、マテリアルジェットプロセスである。液状のフォトポリマー樹脂の微小液滴をビルドプラットフォーム上に堆積させ、紫外線(UV)で瞬時に硬化させます。このレイヤー・バイ・レイヤー・アプローチと、複数の材料を同時に噴射するこの技術のユニークな能力を組み合わせることで、他のすべての付加製造方法とは一線を画している。審美的な忠実度、微細な特徴、マルチマテリアル特性が主な要件である場合に最適な技術です。

1.核心原理(材料噴射技術):
PolyJetを理解するには、高度に進歩した2Dインクジェット・プリンタを想像してほしいが、インクを紙に噴射する代わりに、液体プラスチックをビルド・トレイに噴射し、3Dオブジェクトを作り上げる。
材料堆積: ピエゾ式プリントヘッドは、デスクトップ・プリンターと同様、ピコリットル・サイズのフォトポリマー樹脂を選択的に噴射する。
UV硬化: 蒸着直後、プリントヘッドと並走する2つの強力なUVランプが、材料を硬化・固化させる。
レイヤー・バイ・レイヤー・コンストラクション: ビルド・プラットフォームがほんの数ミリ(通常16~32ミクロン)ずつ下がり、このプロセスを繰り返し、一度に1つの極薄レイヤーを構築する。
2.主な特徴
PolyJet技術は、特定の用途に不可欠なユニークな特性の組み合わせによって定義される:
並外れた解像度: 3Dプリンティング業界で最も微細なレイヤー高さ(16 µmまで)を実現し、非常に滑らかで、目に見える段差やレイヤーラインのない表面仕上げが得られます。
マルチマテリアル対応: PolyJetの最も大きな利点は、1回の造形で複数の材料を使って印刷できることです。これにより、硬度、色、透明度の異なるパーツを作成することができます。
フルカラー印刷: 先進のPolyJetシステムは、グラデーションやテクスチャを含む50万色以上のカラー印刷が可能で、Pantone®認証を受けているため、リアルなプロトタイプのための比類ない色精度を保証します。
高精度: この技術は卓越した寸法精度を実現するため、形状検査やはめあい検査、治具や固定具、複雑なアセンブリに最適です。
どのように機能するのか?ステップ・バイ・ステップ
ステージ1:前処理とデジタルファイルの準備:
その旅は、コンピュータ支援設計(CAD)ソフトウェアで作成された3Dデジタルモデルから始まる。
CADファイルを印刷可能なフォーマットに:
最初の3Dモデルは通常、STL、OBJ、またはより高度な3MFなどの標準的な3Dプリント形式でエクスポートされます。STLが最も一般的ですが、3MFやVRMLのような形式は、必要な色や材料の割り当てデータを1つのファイルに含めることができるため、マルチマテリアルやフルカラー印刷に適しています。
スライシングとジョブセットアップ:
このファイルは、Stratasys GrabCAD Print™などのスライス専用ソフトウェアにインポートされます。このソフトウェアでは、ユーザーはいくつかの重要なタスクを実行します:
- オリエンテーション: 部品は、印刷時間、表面品質、およびサポート構造の最小化を最適化するために、仮想造形トレイ上で方向付けされる。
- 素材の割り当て: マルチマテリアルプリントでは、CADモデルの特定のシェルまたはボディに異なる材料を割り当てます。ユーザーは、幅広いベース樹脂から選択したり、特性を組み合わせて「デジタルマテリアル」を作成することができます。
- 仕上げの選択: ユーザーは「マット」仕上げか「光沢」仕上げを選択します。ソフトウェアは、この選択と部品の形状に基づいて、必要なサポート構造を自動的に生成します。
- スライスする: このソフトウェアは、デジタルモデルを数百から数千の水平レイヤーにスライスし、3Dプリンター用の詳細な指示ファイルを作成する。

ステージ2:印刷工程 - 顕微鏡で見る:
ジョブがプリンターに送られると、自動化された物理的な作成プロセスが始まる。
プリントヘッドの噴射機構
PolyJetプリンターのキャリッジには、複数のピエゾ式プリントヘッドが搭載されており、ビルドプラットフォーム上をスイープします。各プリントヘッドには、数百もの小さなノズルが内蔵されています。電荷によってヘッド内の圧電材料が変形し、特定のノズルからピコリットルサイズのフォトポリマー樹脂の液滴を正確に吐出します。
材料とサポートの同時蒸着:
キャリッジが移動すると、プリントヘッドがモデル材料とゲル状の別個のサポート材料の両方を噴射する。
- モデルの素材: 実際のパーツを形成します。マルチマテリアルプリントでは、異なるヘッドが異なる樹脂を噴射し、ビルドトレイに着地する前に空中で混合してデジタルマテリアルを形成することもできます。
- サポート素材: 専用の材料(SUP705™や水溶性SUP706B™など)を噴射して空隙を充填し、オーバーハングをサポートし、パーツを包み込みます。これにより、造形中の形状安定性と精度が確保されます。
瞬間UV硬化:
プリントヘッドのすぐ後ろには強力なUVランプがある。液体樹脂の層が堆積するとすぐに、UV光がその上を通過し、光重合と呼ばれる光化学反応が始まる。これにより液滴は瞬時に固化し、下の層に接着する。この "その場で硬化 "するプロセスにより、部品は完全に硬化し、安定した状態で製造されます。
Z軸進行:
各層が噴射され硬化した後、ビルドプラットフォームが極めて正確に(例えば16ミクロン単位で)下降する。キャリッジは次のパスを開始し、次の層を成膜します。このサイクルは、パーツが完成するまで繰り返される。

第3段階:後処理と部品の最終仕上げ:
印刷が終わると、サポート材に包まれた部品は造形プラットフォームから取り出され、最終段階に移る。これについては 後処理オプション セクションを参照されたい。
他の3Dプリンティング技術との比較
適切な3Dプリント技術の選択は、アプリケーションの要件によって異なります。ここでは、PolyJetと他の主要な技術との比較について説明します。
1.ポリジェットとステレオリソグラフィー(SLA)の比較:
SLAとPolyJetは、どちらもフォトポリマー樹脂を使用し、高精細なパーツを製造することから、よく比較される。
類似点: どちらも、優れた表面仕上げと微細な特徴を持つ部品を作成します。どちらも美観が最優先されるビジュアルプロトタイプに最適です。
主な違い
- プロセス ポリジェットが材料を層ごとに噴射するのに対し、SLAはUVレーザーやプロジェクターを使って大きな桶の中で樹脂を硬化させる。
- マルチ素材: PolyJetは、1つのパーツ内で真のマルチマテリアル・マルチカラー印刷に優れています。標準的なSLAでは、1回の造形で使用できる材料は1種類に限られます。
- サポートの取り外し: PolyJetのゲル状または水溶性の支持体は、一般に、手作業ではさみ、やすりをかけなければならないSLAの格子状支持体よりもはるかに簡単かつ迅速に取り外すことができる。
- 正確さ: どちらも高い精度を誇りますが、PolyJetのジェット加工は、デジタルマテリアルの特性をより細かくコントロールすることができます。

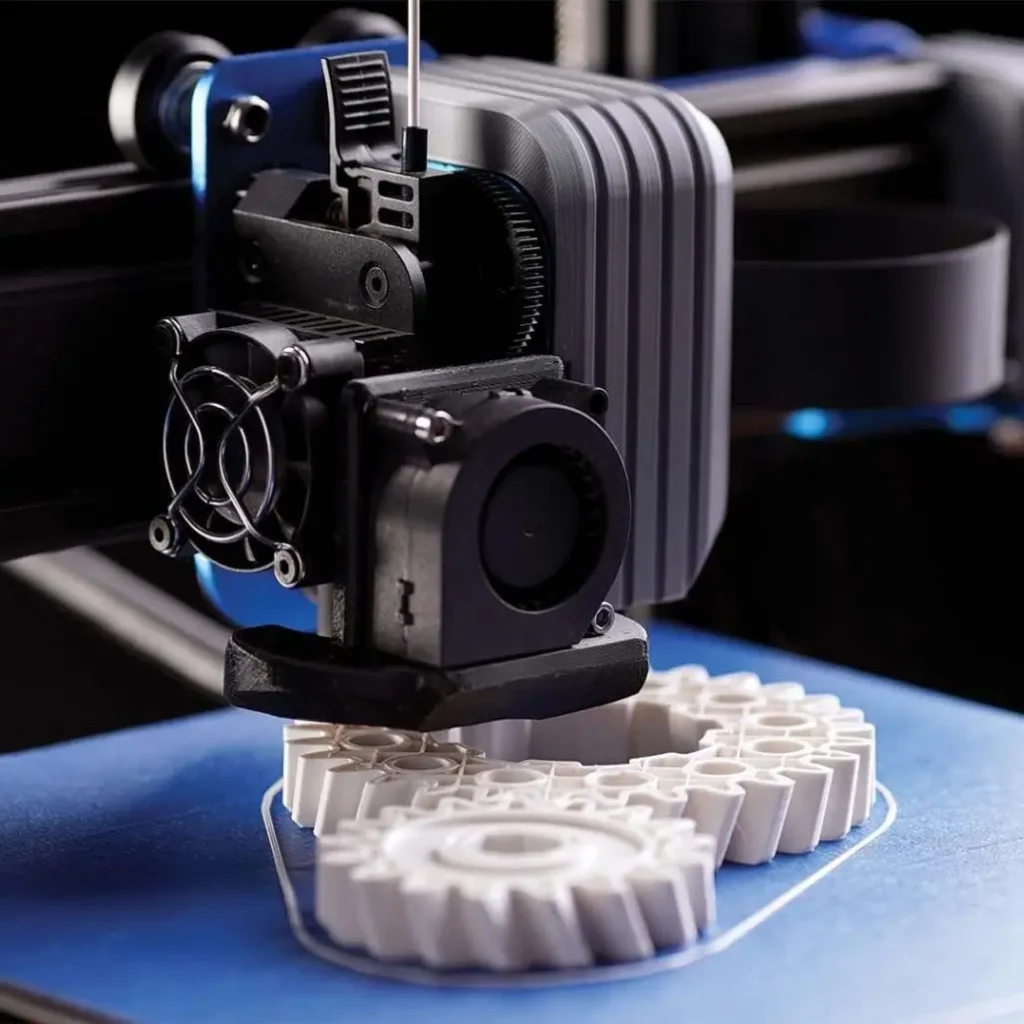
2.PolyJet vs. FDM (Fused Deposition Modeling):
FDMは最も一般的な3Dプリンティング技術のひとつで、強度の高い熱可塑性プラスチック材料で知られている。 主な差別化要因
解像度と表面仕上げ: PolyJetの方が圧倒的に優れています。FDMの部品はレイヤーの線が目立ち、仕上げも粗いのですが、PolyJetの部品は手触りが滑らかで、射出成形の品質に似ています。
素材 PolyJetは熱硬化性フォトポリマーを使用し、FDMはエンジニアリンググレードの熱可塑性プラスチック(ABS、PC、ULTEM™など)を使用します。FDMの部品は一般的に強度が高く、耐久性に優れ、耐熱性に優れています。
ディテールと複雑さ: PolyJetは、FDMよりもはるかに複雑で繊細な形状を作り出すことができる。
カラーとマルチマテリアル: FDMでは、多色/多材質成形(通常、二色押し出し)の機能は非常に限られていますが、ポリジェットではこれが強みです。
3.PolyJetとSLS(選択的レーザー焼結)の比較:
SLSは、強靭で機能的なナイロン部品を製造することで知られる粉末床溶融技術である。 根本的なコントラスト
素材 PolyJetは液体樹脂を使用し、SLSは粉末ポリマー(通常はナイロン)を使用する。
支持構造: SLSは、造形チャンバー内の未焼結パウダーがパーツを支えるため、自己支持型である。PolyJetでは、専用のサポート構造が必要であり、これを取り外す必要がある。
アプリケーション・フォーカス PolyJetは、忠実度の高いリアルなプロトタイプ向けです。SLSは、耐久性のある機能的なプロトタイプや、優れた機械的特性を必要とする最終用途部品向けです。
表面仕上げと色: PolyJetパーツは滑らかで、フルカラーが可能です。SLS部品は、特徴的な粒状の表面仕上げがあり、通常は白または灰色です(ただし、後工程で染色することができます)。

要約比較表:
| 特徴 | ポリジェット | エスエルエー | 多重伝送装置 | SLS |
|---|---|---|---|---|
| テクノロジー | 材料噴射 | 光重合 | 材料押出 | パウダーベッド・フュージョン |
| 材料 | フォトポリマー樹脂 | フォトポリマー樹脂 | 熱可塑性プラスチック | 熱可塑性粉末 |
| 決議 | 非常に高い (16-32 µm) | 非常に高い (25-100 µm) | 低~中(100~400 µm) | ミディアム(100~120 µm) |
| 表面仕上げ | 非常にスムーズ | 素晴らしい、スムーズ | 公正、目に見える層 | 良好、やや粒状 |
| マルチマテリアル | はい。 | いいえ(通常) | リミテッド(デュアル・エクストルージョン) | いいえ |
| フルカラー | はい、Pantone認証済み | いいえ(単色) | 非常に限定的 | なし(染色可能) |
| 機械的強度 | 中程度 | 中~低 | 高(工学グレード) | 非常に高い(ナイロン) |
| 最適 | リアルなプロトタイプ | 詳細プロトタイプ、金型 | 機能部品、治具 | 機能部品、複雑なジオ |
| サポートの取り外し | イージー(ウォータージェット/水溶性) | 中(手動クリッピング) | イージー~ハード(ブレイクアウェイ/ソリュブル) | 不要 |
ポリジェット印刷の主な利点とは?
PolyJetのユニークなプロセスは、製品開発と製造の新たな可能性を引き出す強力な利点を提供します。
1.比類なきリアリズムと表面仕上げ:
PolyJetは、主要な3Dプリント技術の中で最も滑らかな表面仕上げを実現します。超微細なレイヤー(髪の毛よりも細いレイヤー)により、他のプロセスでよく見られる階段効果を排除することができます。そのため、PolyJetパーツは次のような用途に最適です:
最終製品のように見えるマーケティングと販売モデル。
表面の滑らかさが重要な風洞試験。
触感が重要な人間工学的研究。
2.マルチマテリアルとマルチカラー機能:
これがPolyJetの決定的な強みです。一つの印刷ジョブで異なる素材を組み合わせることができるのは、画期的なことです。
デジタルマテリアルエンジニアリング・カスタム・プロパティ
PolyJetプリンターは、ベース樹脂を使って印刷するだけでなく、液滴レベルで樹脂を組み合わせて "デジタルマテリアル "を作ります。これにより、機械的特性を精密にエンジニアリングすることができる。例えば
- ショアA硬度: 硬質素材(Vero™など)と軟質素材(Agilus30™など)を混合することで、さまざまな硬度のゴムやシリコーンを完全にシミュレートした、あらゆるショアA値のスペクトルを作成することができます。
- 成形シミュレーション 硬いコアと柔らかいゴムのような外装を持つ部品を1つプリントすることができ、電動工具、電話ケース、台所用品の製造に使われるオーバーモールディング工程を完全に再現することができる。
パントン検証によるフルカラーのリアリズム:
Stratasys Jシリーズのような先進的なシステムでは、シアン、マゼンタ、イエロー、ブラック、ホワイト、クリアのベース樹脂を組み合わせて、50万色以上の検証可能な色を生成できます。これには以下が含まれます:
- カラー・グラデーション: カラー間のスムーズなトランジション。
- テクスチャマッピング: デジタルテクスチャ(木目やカーボンファイバーなど)を部品の表面に直接貼り付ける。
- パントン®バリデーション: 特定のPantoneカラーにマッチさせることができるため、ブランドの一貫性が保証され、カラーが重要なプロトタイピングから当て推量を取り除くことができます。
3.卓越した精度と繊細なディテール:
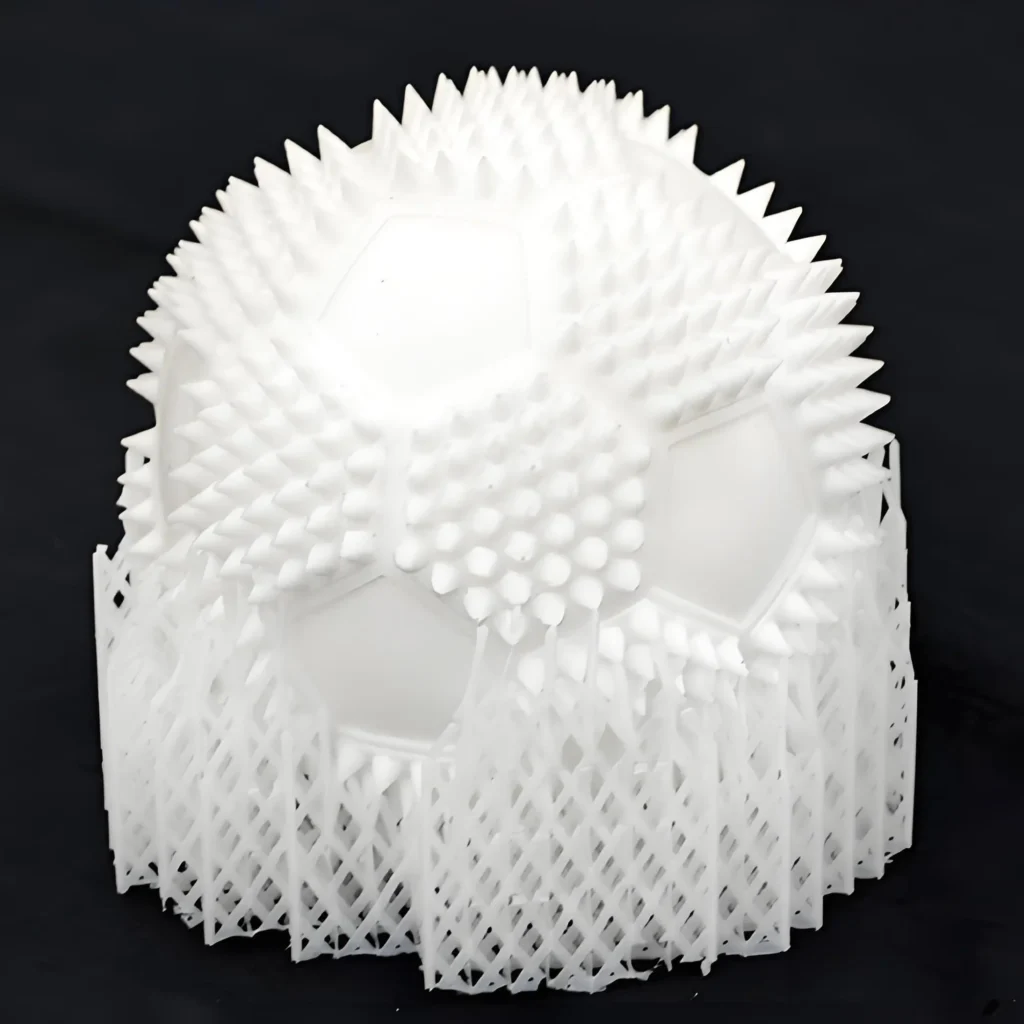
高解像度と精密な噴射プロセスの組み合わせにより、PolyJetは信じられないほど微細なディテールを再現することができる:
彫刻またはエンボス加工された文字。
複雑なテクスチャーとパターン。
薄い壁と鋭いエッジ。
医療機器や電子機器に使用される、微細で複雑な部品。
4.多品種少量生産のためのスピード:
PolyJetは、1つの大きなパーツを他のマシンで印刷するよりも高速に印刷することができますが、複数の異なるパーツをビルドトレイに詰め込んで印刷する場合には、優れた効率性を発揮します。印刷ヘッドが印刷内容に関係なくトレイ全体を通過するため、トレイに小さなパーツや複雑なパーツ、マルチマテリアルのパーツをたくさん詰め込んでも、印刷時間が大幅に長くなることはありません。
5.1枚のプリントで素材の多様性を実現:
異種の材料特性を一度に組み合わせる能力は、機能的プロトタイピングのための強力なツールです。1枚のプリントに含まれるもの
硬質 セクションの構造的完全性を確認する。
フレキシブル ガスケット、シール、リビングヒンジのセクション。
透明 レンズ、ライトパイプ、流体分析用のセクション。
ポリジェット印刷の限界とは?
PolyJetは強力ではあるが、すべての用途に対応できるソリューションではない。その限界を認識することが、導入を成功させる鍵です。
1.機械的特性と耐久性:
PolyJetパーツは、アクリルベースのフォトポリマー(熱硬化性樹脂)で作られています。Digital ABS Plus™のようなデジタルマテリアルを使用することで、より強靭なパーツを作ることができますが、一般的に、FDMやSLSでエンジニアリング熱可塑性プラスチック(ナイロンやPCなど)から作られたパーツのような強度、靭性、耐熱性はありません。また、脆くなる可能性があり、一般的に高ストレスで長期間の機能的用途には適していません。
2.紫外線感度と材料の安定性:
フォトポリマーであるポリジェットの部品は、本質的に紫外線(UV)に敏感です。日光に長時間さらされると、パーツが黄色くなったり、もろくなったり、本来の特性を失うことがあります。クリアコートを塗布することでこれを軽減することができますが、屋内での使用に最適です。また、素材は時間の経過とともに、多少の「クリープ」(一定の負荷による変形)を示すことがある。
3.高い材料費:
PolyJetシステムで使用される独自のフォトポリマー樹脂は、FDMフィラメントやSLSパウダーよりもキログラムあたりかなり高価です。また、多量に使用されるサポート材も、プリントの全体的なコストに上乗せされます。このため、単純なマスキングモデルや、ディテールが優先されない大きくてかさばるパーツでは、この技術の費用対効果は低くなります。
4.支持構造の要件:
ほぼすべてのポリジェットパーツにはサポート材が必要であり、後工程でサポート材を除去する必要があります。除去作業は比較的簡単ですが(特に可溶性支持体の場合)、それでもワークフロー全体に時間と労力、コストがかかります。

PolyJet 3Dプリントにはどのような材料が使用されていますか?
PolyJetの多用途性の中心は、膨大な種類の材料ライブラリです。材料は一般的に主な特性によって分類されます。
1.ヴェロ™ ファミリー(硬質不透明):
PolyJetの主力素材であり、優れたディテール、強度、安定性を提供することで知られている。
- ヴェロホワイトプラス™、ヴェロブラックプラス™、ヴェログレー™、ヴェロブルー™: 汎用モデリング用の標準色。
- ヴェロビビッド™カラー フルカラー印刷用のシアン、マゼンタ、イエローのベース。
- ヴェロクリア™: PMMA(アクリル)やガラスをシミュレートするための透明素材。透明度を高めるために研磨することができる。
- ヴェロフレックス™: 柔軟性と耐久性を兼ね備えたユニークな素材で、メガネの試作に最適。
2.Agilus30™ファミリー(柔軟、ゴム状):
この素材ファミリーは、さまざまな程度の引裂抵抗と破断伸度を持つゴムをシミュレートしている。
- アジラス30™ クリア、ブラック、ホワイト: ガスケット、シール、リビングヒンジ、ソフトタッチサーフェスの試作に使用。ベロ素材と組み合わせることで、幅広いショアA硬度を実現できます。
3.デジタルマテリアル(On-the-Fly Composites):
これらはベース樹脂ではなく、プリンターが2種類または3種類のベース樹脂を特定の濃度で混合して作成したものである。
- デジタルABSプラス™: Rigur™と他の材料を組み合わせることで、標準的なABS樹脂をシミュレートし、靭性と耐熱性(90℃まで)を向上させました。機能的な試作品、金型、製造ツールに最適。
- シミュレーテッド・ポリプロピレン(Endur™ & Durus™): ポリプロピレンの柔軟性と耐久性を備えた素材で、スナップフィットクロージャーやリビングヒンジを備えた部品に最適。
- 可変ショアA硬度: VeroとAgilus30を組み合わせることで、1つの部品で何百もの中間的な柔軟状態を実現できる。
4.特殊な材料:
- 生体適合性(MED610™): 人体との接触に関する認証(ISO 10993など)を取得した透明素材で、皮膚や粘膜に接触するサージカルガイド、歯科用トレー、医療機器の試作品に適している。
- 高温(RGD525™): より高い熱偏向温度(HDT)を提供し、蛇口やパイプの試作品など、静的機能試験や熱風や水にさらされる部品に適しています。

PolyJet 3Dプリンティング完全ガイドのリソース
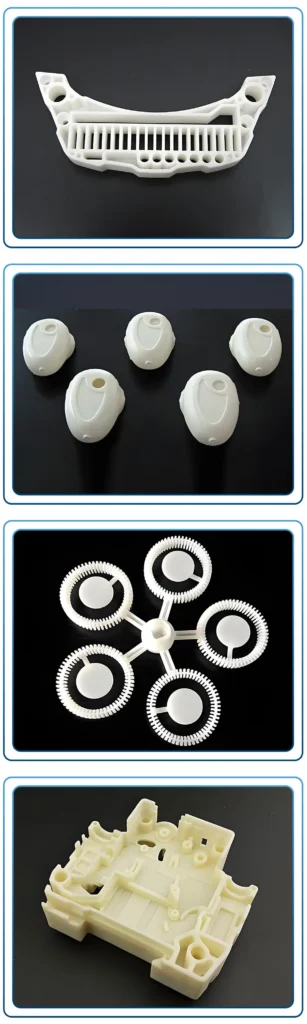
ポリジェット印刷の主な用途は?
PolyJetのユニークな利点は、様々な業界において、インパクトのある幅広い用途に活用されています。
1.プロトタイピングと製品開発
これはポリジェットの主要なアプリケーション領域である。
忠実度の高いビジュアル・プロトタイプ:
PolyJet を使用すると、設計者やエンジニアは、最終製品とほとんど見分けがつかないようなモデルを作成することができます。これらは、次のような用途に非常に有効です:
- 初期段階のデザインレビューと利害関係者のフィードバック。
- マーケティング写真と消費者フォーカス・グループ。
- 具体的で現実的なモデルで、資金調達やプロジェクトの承認を確保する。
フォーム、フィット、フィーリングのテスト:
この技術の高精度とマルチマテリアル機能は、真の機能評価を可能にする:
- フォーム 部品の形状や美観が設計意図を満たしているかどうかを検証する。
- フィットしている: 複数の部品がぴったり合うように印刷し、アセンブリをテストする。
- 感じる: グリップやハンドルの人間工学をテストするため、オーバーモールドのゴム状素材を使用。
2.医療とヘルスケア:
ポリジェットは、患者に特化したツールやモデルを提供することで、医療を変革しています。
手術計画モデル:
外科医は、患者の臓器や骨の構造(CTやMRIスキャンから得られたもの)の3Dモデルを、硬質、軟質、カラー素材を組み合わせてプリントすることができる。これにより、以下のことが可能になる:
- 手術室に入る前に、複雑な手技を練習する。
- 患者には、わかりやすく物理的な模型を使って手術を説明する。
- 手術時間を短縮し、患者の予後を改善する。
医療機器のプロトタイピング
生体適合材料を使用することで、補聴器、手術器具、送達システムなど、剛性と柔軟性の両方を必要とする機器を迅速に試作することができる。
3.消費財とエレクトロニクス
PolyJet は、消費者向け製品のデザインサイクルを加速します。携帯電話ケース、キッチン用品、ウェアラブル技術、リアルな色、質感、オーバーモールド機能を備えたパッケージングなどのプロトタイピングに応用できます。
4.治具、固定具、製造補助器具:
FDMやSLSほど耐久性はありませんが、PolyJetは組立ラインや品質管理ライン用の高精度のカスタム治具や冶具を作成するのに適しています。滑らかな表面仕上げのため、デリケートな部品に傷を付けたり傷つけたりすることはありません。
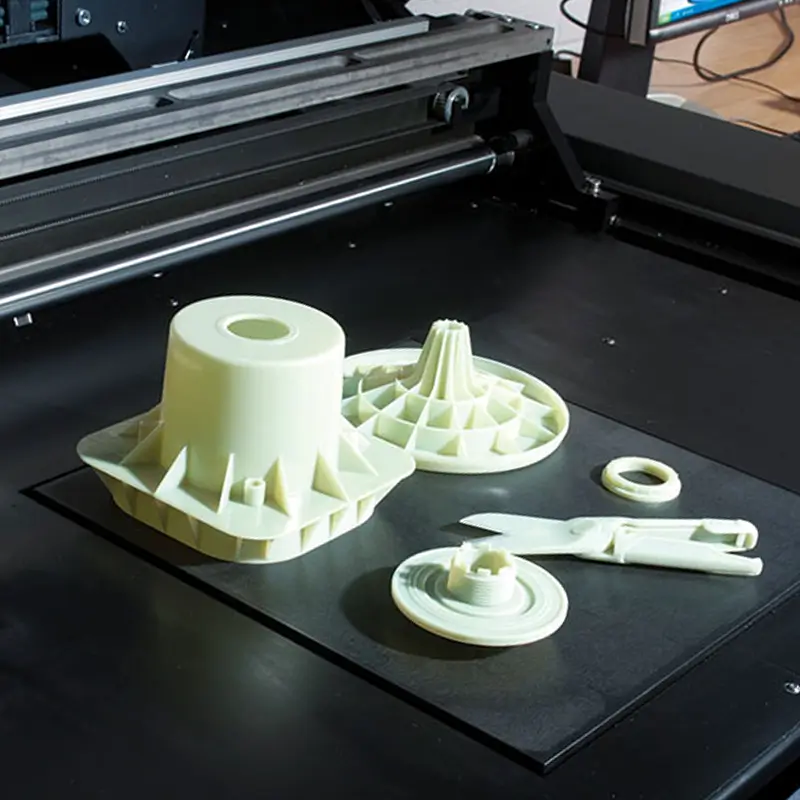
金型製造のためのポリジェット印刷
PolyJetの高度な応用として、射出成形金型の製作がある。
1.PolyJetによるラピッドツーリングとは?
ラピッド・ツーリングでは、金型キャビティとコアを3Dプリントし、それを標準的な射出成形機で使用して、最終的な生産プラスチックで少量の部品(通常は10~100個)を生産する。
2.プロセスの説明
金型設計と印刷: 金型は、ゲート、ランナー、エジェクターピンの位置などの標準的な機能を備えたCADで設計されます。その後、Digital ABS Plus™のような高強度、高温PolyJet材料を使用して印刷されます。
金型の準備: 印刷された金型は、より良い部品仕上げのためにキャビティ表面の最小限の研磨が必要な場合があります。その後、標準的な金型ベースに組み立てられます。
射出成形: 金型は成形プレスに入れられる。低温の熱可塑性プラスチック(ポリプロピレン、HDPE、TPEなど)が比較的低い圧力で射出され、最終部品が作られます。
3.ポリジェット金型の利点:
スピード: スチールやアルミニウムの金型を従来のCNCで加工するのに数週間から数カ月かかるのに比べ、PolyJet金型は数時間から数日で印刷され、すぐに使用できるようになります。
費用対効果: 短納期の場合、コストは金型の数分の一であり、生産グレードの材料で手頃な検証を行うことができる。
設計の反復: 真のアジャイル製品開発が可能になる。チームは設計をテストし、フィードバックを受け、CADファイルを修正し、一晩で新しい金型を印刷することができます。
4.制限と考慮事項:
金型寿命の制限: ポリジェット金型は金属ほど耐久性がなく、成形品の形状や成形条件にもよるが、通常10~100ショットしか耐えられない。
素材の互換性: 溶融温度と射出圧力の低い熱可塑性プラスチックにのみ適している。
熱伝導率: プラスチック金型は金属金型ほど放熱しないため、サイクルタイムが長くなる可能性がある。

ポリジェット印刷の設計ガイドライン
Design for Additive Manufacturing(DfAM)の原則を遵守することは、PolyJetプリントの品質と成功を最大化するために不可欠です。
1.一般的なベストプラクティス
最小壁厚:
部品が後加工や取り扱いに耐える強度を確保するために、以下のガイドラインに従ってください:
- 硬質素材(ヴェロ・ファミリー): 標準的な用途には0.6 mm(0.024インチ)。
- 柔軟な素材(Agilus30): 構造上の完全性を維持するため、1.0 mm(0.040インチ)。
最小フィーチャーサイズ:
PolyJetの高い解像度は小さなフィーチャーを可能にするが、現実的な限界がある:
- ピン/ロッド 最小直径0.5mmを推奨。
- エングレーブド/エンボステキスト: フォントサイズは6ポイント以上、深さ/高さは0.2mmを使用すること。
公差:
PolyJetは高精度です。一般的な寸法公差は、最初の25mmが±0.1mm以内、25mm増すごとに±0.05mm以内です。ただし、これは形状や方向によって異なる場合があります。
2.マルチマテリアル部品の設計
ファイルの準備
部品の異なるセクションに異なる材料を割り当てるには、設計を正しく構成する必要があります:
- セパレート・シェル/ボディ: 最も確実な方法は、CADソフトウェアの中で、パーツを、重なり合わない個別のボディのアセンブリとして設計することです。
- ファイル形式: アセンブリを1つのSTL(各ボディが別々のシェル)、またはマテリアルとカラー割り当てを保持できる3MFまたはVRMLファイルとしてエクスポートします。
3.支持構造の最適化:
部品の向き:
方向は、表面仕上げ、精度、印刷時間に影響する重要な決定です。
- 最高の仕上がりのために: 重要な面は上向きにする。支持体と接触せず、「光沢」仕上げで印刷できるからである。
- 正確さのためだ: 円形の穴は、その中心軸がビルドプラットフォーム(Z方向)に対して垂直になるように配置し、最良の真円度を確保する。
正しい仕上げの選択(光沢とマット):
- マット仕上げ: 部品全体が支持材に包まれている。その結果、全表面に均一な無反射仕上げが得られるが、より多くのサポート材と洗浄時間が必要となる。
- 光沢仕上げ: オーバーハングと裏面のみがサポートされる。上向きの表面はサポートに接触せずに印刷されるため、非常に滑らかで光沢のある仕上がりになります。これがデフォルトで、最も一般的な選択です。

後処理オプション
印刷後の最終工程は、希望する外観と感触を得るために非常に重要である。
1.サポート除去(不可欠な最初のステップ):
これは、すべてのPolyJetパーツの主な後処理です。
ウォータージェット: 最も一般的で効果的な方法です。高圧ウォータージェットシステム(Stratasys WaterJetなど)を使用し、パーツ自体にダメージを与えることなく、ゲル状のサポート材(SUP705™)を吹き飛ばします。
可溶性サポートの除去: 内部に複雑な溝があるデリケートな部品には、水溶性サポート材(SUP706B™)を使用します。部品を洗浄液の浴槽に沈めるだけで、サポート材が溶け出すため、手作業は最小限で済む。
手動による取り外し: より単純な部品であれば、小さな工具を使って手作業でサポートを取り除くか、水/苛性ソーダ溶液に浸すことで取り除くことができる。
2.美的仕上げのテクニック:
サンディングとポリッシング:
- サンディング: サンドペーパーの砥粒を徐々に細かくしていくウェットサンディングは、残っているサポートマークを取り除いたり、さらに滑らかでマットな仕上がりにするために使用できます。
- 研磨: VeroClear™で作られた透明な部品は、研磨剤でサンディングして研磨することで、ほぼ光学的な透明度を得ることができます。
絵画と染色: PolyJetはフルカラー印刷が可能ですが、特定のメタリック仕上げや、Pantone以外の色に合わせるために部品を塗装することもできます。最良の接着性を得るためには、プライマーを使用することをお勧めします。
クリア・コーティング: UVカット・クリアコートを塗布することは、頻繁に取り扱われる部品や日光にさらされる部品に強く推奨されます。外観が美しくなり、部品の長期耐久性と紫外線安定性が大幅に向上します。
ポリジェット印刷サービスを選ぶ理由
精密さ、リアルさ、スピードが重要な場合、適切なサービスプロバイダーと提携することが重要です。私たちが、お客様のポリジェット・ニーズを満たす業界リーダーである理由はここにあります。
1.最先端のテクノロジー:
当社では、J850 ProやJ55 Primeシステムなど、最新のStratasys PolyJetプリンターを導入しています。これにより、マルチマテリアル機能、Pantone認証フルカラー、VeroUltraClearや柔軟なAgilus30などの特殊マテリアルをフルにご利用いただけます。
2.他の追随を許さない専門知識:
当社のエンジニアと技術者のチームは、積層造形において合わせて数十年の経験があります。単にファイルをプリントするだけでなく、Design for Additive Manufacturing (DfAM)の専門家によるコンサルティングを提供し、コスト、スピード、パフォーマンスを最適化します。
3.総合的な資料ライブラリ:
当社では、硬質不透明樹脂や透明樹脂から、柔軟なゴム状樹脂、生体適合性樹脂、高温樹脂まで、幅広いPolyJet材料を在庫しています。デジタルマテリアルの組み合わせは何千通りにも及びます。
4.ISO 9001 認証品質保証:
当社の製造工程は、ISO9001:2015認証の厳格な品質管理システムによって管理されています。すべての部品は厳しい検査を受け、寸法精度と美的品質がお客様の仕様に適合していることを確認します。
5.エンド・ツー・エンドのソリューション
私たちは、製品開発のためのワンストップ・ショップです。最初のデザイン相談、ファイルの準備から、印刷、包括的な後処理(研磨、塗装、クリアコーティングを含む)、最終的な組み立てまで、私たちはプレゼンテーション可能な部品をお届けするためにプロセスのすべてのステップを管理します。

ポリジェット印刷に関するよくある質問(FAQ)
PolyJetは、利用可能な3Dプリント技術の1つです。公差は、パーツの最初の25mmで±0.1mm、さらに25mm増すごとに±0.05mmが期待できます。この精度は、複雑なアセンブリの形状および適合試験に最適です。
PolyJetパーツの強度は中程度であり、高負荷がかかる最終用途ではなく、外観や機能のプロトタイプに最適です。Digital ABS Plus™のような材料は強靭性が向上していますが、高い機械的強度と耐久性を必要とする用途には、エンジニアリンググレードの材料を使用したFDMやSLSのような技術が適しています。
最良の方法は、CADソフトウェアで、重なり合わない別々のボディのアセンブリとして部品を設計することです。各ボディに固有の名前または色を割り当てます。次に、アセンブリ全体を1つの3MF、VRML、またはOBJファイルとしてエクスポートします。弊社にファイルを提出する際に、各ボディに適用する材料を指定できます。
Stratasys J850のような当社の大判システムは、最大490 x 390 x 200 mm(19.3x15.3x7.9インチ)の造形容積を備えています。分割してプリントし、後処理で貼り合わせることで、より大きなパーツを作成できます。
標準的なポリジェット部品は紫外線に弱いため、屋外での長期使用はお勧めできません。しかし、UV耐性のあるクリアコートを塗布することで、そのような条件下での寿命と耐久性を大幅に延ばすことができます。
A グロッシー の仕上げは、上向きの面がサポート材料と接触することなく印刷されるときに達成され、非常に滑らかで光沢のある表面になる。A マット 仕上げは、部品全体がサポート材に包まれ、すべての表面が均一で反射しないテクスチャーになる場合に行われる。光沢仕上げは、より一般的で費用対効果の高い選択です。

正しい射出速度を選ぶには?
主要なポイント – 金属射出成形(MIM1)は、プラスチック射出成形の幾何学的複雑さと、鍛造または鋳造金属部品の機械的特性を組み合わせており、95%以上の密度を達成します。
ベージュ色のプラスチック製グリッド構造のクローズアップ。正方形の凹みと、平らな表面に二つの突起を持つ円形の部分が特徴です。
Key Takeaways – MUD (Master Unit Die) inserts are interchangeable cavity blocks that fit into a standardized master frame, reducing tooling cost by 40–70% compared to dedicated full molds for

金属射出成形を使うメリットとは?
Key Takeaways – Metal injection molding (MIM1) combines the geometric complexity of plastic injection molding with the mechanical properties of wrought or cast metal parts, achieving densities above 95% of
最適化ソリューションの提供 無料
- 設計フィードバックと最適化ソリューションの提供
- 構造の最適化と金型コストの削減
- エンジニアと1対1で直接話す

