 Vai al contenuto
Vai al contenuto 

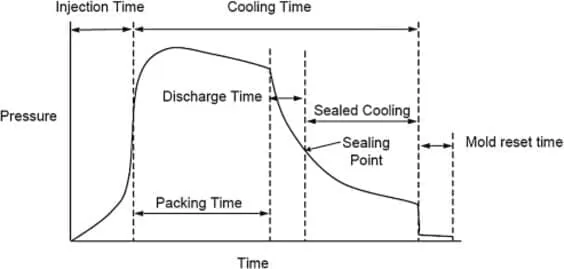
Il ciclo di stampaggio di stampaggio a iniezione è composto da tempo di chiusura dello stampo, tempo di riempimento, tempo di mantenimento, tempo di raffreddamento e tempo di smuffolamento. Tra questi, il tempo di raffreddamento rappresenta la percentuale maggiore, circa 70% ~ 80%.
Pertanto, il tempo di raffreddamento influisce direttamente sul ciclo di stampaggio e sulla produzione di prodotti in plastica. Nella fase di sformatura, la temperatura di raffreddamento dei prodotti in plastica deve essere inferiore alla temperatura di deformazione della conduttività termica dei prodotti in plastica.
Per evitare che i prodotti in plastica subiscano danni da stress residuo causati da rilassamento o deformazione e deformazione di stampaggio causata da una forza esterna.

Qual è il tempo di raffreddamento dello stampaggio a iniezione?
Stampaggio a iniezione Il tempo di raffreddamento si riferisce solitamente all'intervallo di tempo che intercorre tra il riempimento della colata di plastica e l'inizio del processo di raffreddamento. stampo a iniezione e il momento in cui lo stampo può essere aperto per rimuovere il prodotto.
Può aprire lo stampo per togliere lo standard di tempo che fa un pezzo, spesso con fare un pezzo già sufficiente solidificare, hanno una certa intensità e rigida prevalere quando l'apertura di un top stampato, non inviare deformazione craze.
Anche se la stessa plastica viene utilizzata per stampaggio a iniezione di plasticaIl tempo di raffreddamento varia in funzione dello spessore della parete, della temperatura della plastica fusa, della temperatura di sformatura della parte stampata e della temperatura del materiale di riempimento. stampo a iniezione.
Come si calcola il tempo di raffreddamento nello stampaggio a iniezione di materie plastiche?
Il tempo di raffreddamento può essere calcolato utilizzando un'equazione che incorpora lo spessore della parete e una misura nota come diffusività termica, che quantifica la conduttività termica, la densità e l'energia richiesta dalla plastica per aumentare la sua temperatura.
Il tempo stimato dipende anche dal tipo di termoplastico, poiché ognuno di essi ha temperature di fusione e di stampaggio diverse.

Riferimento del tempo di raffreddamento dello stampaggio a iniezione
1. La temperatura dello strato centrale della parte più spessa della parete del parte stampata ad iniezione in plasticae il tempo necessario per il raffreddamento alla temperatura inferiore alla deformazione termica della plastica;
2. La temperatura media nella sezione della parte di lavorazione della plastica a iniezione e il tempo necessario per il raffreddamento alla temperatura specificata per lo stampo del prodotto;
3. La temperatura dello strato centrale della parte più spessa della parete delle parti stampate in plastica cristallina, il tempo necessario per raffreddare al di sotto del punto di fusione o il tempo necessario per raggiungere la percentuale di cristallizzazione specificata.
Fattori che influenzano il tempo di raffreddamento dello stampaggio a iniezione
Stima del tempo di raffreddamento per stampaggio a iniezione può essere complessa, in quanto dipende da vari fattori quali il materiale utilizzato, le dimensioni e la forma del pezzo, lo spessore della parete, la temperatura effettiva della fusione e la temperatura dello stampo.
1. Tipo di plastica utilizzata
In generale, i materiali con punti di fusione più bassi si solidificano più velocemente di quelli con punti di fusione più alti.
2. Dimensioni e forma dello stampo
3. Spessore della parete dei pezzi stampati a iniezione
I pezzi più piccoli con pareti più sottili si raffreddano più rapidamente di quelli più grandi con pareti più spesse.
4. Temperatura dello stampo
La temperatura più bassa dello stampo fa sì che il materiale si raffreddi più rapidamente.
5. Velocità del ciclo di stampaggio a iniezione
Più grande è la macchina per lo stampaggio a iniezione, più lungo è il tempo di raffreddamento.
Ognuno di questi fattori influisce sul tempo necessario alla plastica per raffreddarsi e solidificarsi. Prendendo in considerazione tutti questi fattori, il tempo di raffreddamento per un particolare stampaggio a iniezione è possibile calcolare il processo.
Inoltre, l'avanzamento del processo di raffreddamento deve essere attentamente monitorato per garantire che i pezzi stampati soddisfino tutti i requisiti di qualità.

Perché il tempo di cooldown è importante?
Stima del tempo di raffreddamento di un pezzo stampato a iniezione è importante per diversi motivi. In primo luogo, garantisce l'uniformità dei canali di raffreddamento nei sensori di temperatura a cavità, evitando così deformazioni.
Inoltre, aiuta a evitare fratture da stress e altri difetti che possono verificarsi se il processo di raffreddamento non è controllato correttamente.
Infine, prevedendo con precisione i tempi di raffreddamento, è possibile programmare la produzione in modo più efficiente e completare i pezzi in tempo.
Per stimare il tempo di raffreddamento si devono considerare molti fattori, tra cui le dimensioni e la forma del pezzo, i materiali utilizzati e il design dello stampo.
Con l'esperienza, la maggior parte degli ingegneri ha una buona percezione di come questi fattori influenzino il tempo di raffreddamento di un particolare pezzo.
Tuttavia, esistono anche programmi software che possono aiutare a fare previsioni più accurate. In ogni caso, una stima accurata del tempo di raffreddamento è un elemento importante per il successo di un'operazione. stampaggio a iniezione di plastica.

Cosa succede quando il tempo di raffreddamento per lo stampaggio a iniezione è insufficiente?
È molto importante stimare il tempo di riempimento del circuito di raffreddamento di parti di stampaggio a iniezione per garantire il processo corretto.
Se il tempo di raffreddamento è troppo breve, la plastica fusa potrebbe non avere abbastanza tempo per raffreddarsi e solidificarsi correttamente.
A questo punto, il prodotto in espulsione è ancora morbido. I problemi che possono verificarsi sono la deformazione di espulsione, il microcosmo e la deformazione del prodotto, con conseguente scarsa qualità dei pezzi.
Tuttavia, se viene raffreddata troppo a lungo, la plastica può raffreddarsi in modo non uniforme, causando deformazioni o altri difetti.
La stima del tempo di raffreddamento può essere difficile perché dipende da molti fattori, come le dimensioni e la forma del pezzo, il tipo di plastica utilizzata e la temperatura ambiente.
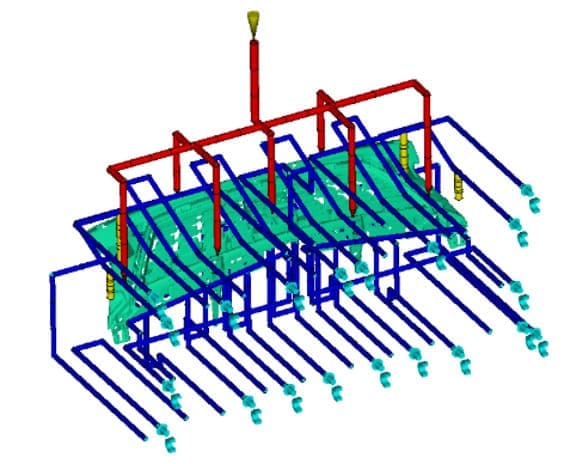
Utilizzando metodi collaudati per la progettazione della linea di raffreddamento, si riducono al minimo le deformazioni e i tempi di raffreddamento. Lo stampo è inoltre completamente strumentato con sensori di pressione della cavità al post gate e alla fine del riempimento, insieme a sensori di temperatura interni alla cavità. Tuttavia, alcune linee guida generali possono aiutare a garantire un tempo di raffreddamento adeguato.

Sintesi
Anche se la stima dei tempi di raffreddamento può essere difficile, è importante garantire che i pezzi in plastica siano adeguatamente raffreddati.
Tuttavia, se il tempo di raffreddamento è troppo lungo, possono verificarsi dei difetti. Per ulteriori informazioni sul tempo di raffreddamento e su altri fattori che influenzano la qualità dei pezzi stampati in plastica, contattare ZetarMold. Saremo lieti di discutere le vostre esigenze specifiche e di trovare una soluzione che soddisfi i vostri requisiti.







