 Vai al contenuto
Vai al contenuto 

Lo stampaggio a iniezione è un metodo di produzione economico ed efficiente utilizzato per produrre molti tipi di parti in plastica. Tuttavia, la formazione di slug freddi durante lo stampaggio a iniezione è comune ed è considerata uno dei problemi principali. Il cold slug non solo influisce sull'aspetto e sulle prestazioni del prodotto, ma riduce anche l'efficienza produttiva e aumenta gli scarti. Pertanto, la comprensione delle cause della formazione di slug freddi durante lo stampaggio a iniezione è molto importante per ottenere risultati migliori e una maggiore qualità del prodotto. Questo articolo si concentra sull'analisi dei principali fattori che causano la formazione di slug freddi e propone le relative misure correttive.

Definizione e classificazione delle lumache fredde
Prima di discutere ulteriormente le cause della formazione di slug freddi, è fondamentale capire cosa si intende per slug freddi. Con cold slug si intende la parte solidificata della materia prima che si raffredda e si solidifica a causa della bassa temperatura dello stampo di plastica, dell'ugello o di alcune parti della macchina di stampaggio a iniezione. Questi "cold slug" influiscono sulla qualità del prodotto finale.
In base alla localizzazione e alla forma della formazione di slug freddi, possono essere classificati nelle seguenti categorie:
1. Ugello a freddo Slug: Il cold slug dell'ugello si forma solitamente intorno o all'interno dell'ugello della macchina di stampaggio a iniezione a causa di un controllo improprio della temperatura, che provoca l'interruzione del flusso e la solidificazione del materiale fuso.
2. Mold Cold Slug: La formazione di slug freddi nella cavità dello stampo o nella porta è dovuta al fatto che la progettazione del sistema di raffreddamento può essere irragionevole e causare alcune aree a bassa temperatura.
3. Runner Cold Slug: Il cold slug del canale di colata si forma solitamente nel sistema di colata a causa di una progettazione errata del canale di colata, di un controllo instabile della temperatura, ecc.

Principali cause della formazione di bave fredde
Controllo improprio della temperatura
La temperatura è un fattore chiave che influenza la processo di stampaggio a iniezione. Il controllo della temperatura del cilindro, dell'ugello e dello stampo della pressa a iniezione è la chiave per controllare la temperatura del prodotto. Se la temperatura di una parte è troppo bassa, la massa fusa si raffredda e si solidifica formando una massa fredda.
Temperatura dell'ugello troppo bassa: Se la temperatura dell'ugello è impostata su valori troppo bassi o se il sistema di controllo della temperatura si guasta, la massa fusa si raffredda rapidamente all'ugello, formando una massa fredda sull'ugello.
Temperatura dello stampo troppo bassa: Una temperatura dello stampo troppo bassa provoca un rapido raffreddamento della massa fusa all'ingresso nella cavità dello stampo, con conseguente formazione di un'incisione a freddo nello stampo. Questo fenomeno è solitamente causato da un sistema di raffreddamento non correttamente progettato.
Distribuzione irregolare della temperatura della canna: Se la temperatura non è uniforme all'interno del cilindro, la fusione si raffredderà a velocità diverse nella fase di iniezione, formando una colata fredda.

Progettazione impropria dello stampo
La progettazione dello stampo influisce direttamente sul processo di stampaggio a iniezione. Le conseguenze di una progettazione inadeguata dello stampo sono problemi di flusso e riempimento della massa fusa e la comparsa di bava fredda.
Posizione e dimensioni improprie del cancello: Un'errata progettazione della posizione e delle dimensioni della porta fa sì che la colata si raffreddi e si solidifichi durante il processo di flusso, formando così un'impronta fredda.
Progettazione impropria del corridore: Il design del canale influisce direttamente sul percorso e sulla velocità del flusso del materiale fuso. Le guide lunghe o sottili aumentano la resistenza al flusso del materiale fuso, rallentandone la velocità e causandone l'indurimento e la solidificazione durante il flusso, con la formazione di un blocco freddo.
Progettazione errata del sistema di raffreddamento: La disposizione e la progettazione del sistema di raffreddamento dello stampo influiscono sulla distribuzione della temperatura nello stampo. Un'errata disposizione dei canali di raffreddamento può portare a una scarsa uniformità della temperatura dello stampo e alla formazione di bave fredde nello stampo.

Parametri impropri del processo di stampaggio a iniezione
Stampaggio a iniezione I fattori di processo includono la velocità di iniezione, la pressione di iniezione, il tempo di mantenimento, il tempo di raffreddamento, ecc. Questi parametri sono strettamente correlati alla portata e al tasso di solidificazione della massa fusa. Se i parametri di processo non sono impostati in modo corretto, si formerà uno slug freddo.
Bassa velocità di iniezione: Una bassa velocità di iniezione porta alla solidificazione della massa fusa durante il flusso, con la formazione di bolle fredde a causa del rapido raffreddamento della massa fusa. Soprattutto in corrispondenza del gate e del canale, una bassa velocità di iniezione ostacola il flusso della colata e crea i cosiddetti "cold slugs".
Bassa pressione di iniezione: Una bassa pressione di iniezione porta a un flusso di fusione insufficiente e all'incapacità della massa fusa di entrare agevolmente nella cavità dello stampo e di raffreddarsi e solidificarsi durante il flusso, con la conseguente creazione di un deposito freddo.
Tempo di mantenimento insufficiente: Se il tempo di mantenimento non è sufficiente, la pressione della massa fusa nella cavità dello stampo è bassa e quindi non consente il corretto riempimento della cavità, formando una massa fredda.
Tempo di raffreddamento eccessivo: Il tempo di raffreddamento prolungato riduce la temperatura dello stampo che raffredda la massa fusa e crea la solidificazione della massa plastica fredda nello stampo.

Selezione impropria del materiale
I diversi materiali plastici hanno punti di fusione e proprietà di scorrimento differenti. Anche una scelta impropria del materiale porta alla formazione di slug a freddo.
Materiali ad alto punto di fusione: La maggior parte dei materiali ad alto punto di fusione deve essere iniettata a temperature e pressioni più elevate. Se la temperatura e la pressione non sono sufficienti, la massa fusa inizia a raffreddarsi e a solidificarsi durante il flusso, formando dei "cold slugs".
Materiali di scarso flusso: I materiali con scarse proprietà di scorrimento formano facilmente slug freddi durante lo stampaggio a iniezione, soprattutto in corrispondenza del canale e del gate. Questi materiali richiedono una velocità e una pressione di iniezione più elevate per evitare la formazione di slug freddi.

Metodi di rilevamento e analisi delle lumache fredde
Per prevenire e controllare efficacemente la formazione di lumache fredde, è necessario rilevarle e analizzarle. Di seguito sono riportati alcuni metodi comuni di rilevamento e analisi:
Ispezione visiva
L'ispezione visiva è il modo più diretto per individuare le lumache fredde. Le lumache fredde possono essere individuate ispezionando la superficie e l'interno della pezzo stampato a iniezione. Le lumache fredde si presentano di solito come increspature, vuoti, difetti o striature sulla superficie.
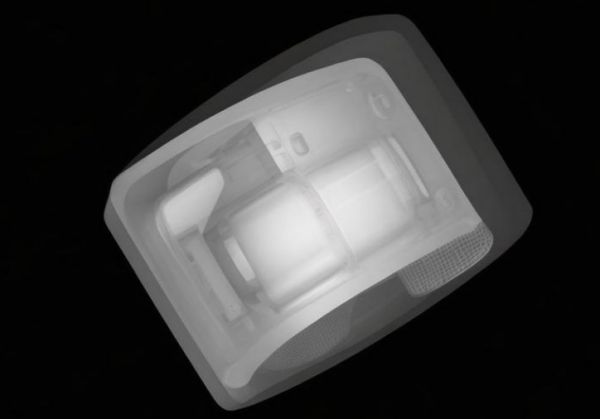
Ispezione a raggi X
L'ispezione a raggi X è una delle tecniche non distruttive che possono essere utilizzate per il rilevamento di bave fredde. La superficie interna o il pezzo freddo nelle parti dello stampo a iniezione possono essere scoperti con la visione a raggi X. L'ispezione a raggi-X è appropriata per i difetti interni, in particolare per i prodotti fini, essenziali per la precisione e ad alta richiesta.
Analisi termica
La calorimetria differenziale a scansione (DSC) e l'analisi termogravimetrica (TGA) sono tecniche comuni che rientrano nella categoria dei metodi di analisi termica. Studiando le caratteristiche termiche dei materiali utilizzati nella produzione della plastica, è possibile definire il punto di fusione di questo materiale e le proprietà di raffreddamento, il che consente di valutare il potenziale di creazione di slug a freddo.
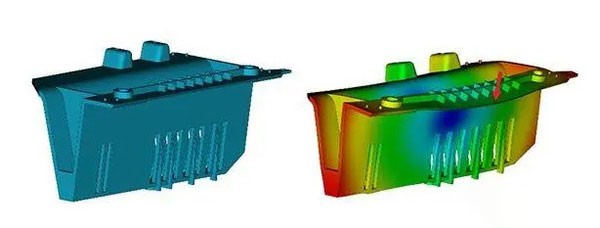
Analisi reologica
L'analisi reologica ha lo scopo di determinare il comportamento del flusso della massa fusa e la velocità di raffreddamento durante il processo di iniezione delle materie plastiche. In questo modo, l'analisi reologica aiuta a identificare i parametri del processo di stampaggio a iniezione più favorevoli per ridurre al minimo l'insorgenza di cold slug.
Misure per prevenire e controllare le lumache del freddo
Per controllare ed evitare la formazione di cold slug, è possibile adottare diverse misure che ridurranno con successo gli effetti dei cold slug nello stampaggio a iniezione, aumentando così la qualità dei prodotti stampati.
Ottimizzare il controllo della temperatura
Il controllo della temperatura è un fattore che deve essere controllato per evitare la formazione di slug freddi. Per evitare la formazione di cold slug, si raccomanda di migliorare l'efficienza della macchina di stampaggio a iniezione e del sistema di controllo della temperatura dello stampo.
Controllo della temperatura dell'ugello: Assicurarsi che la temperatura dell'ugello sia ottimale per evitare che la massa fusa si cristallizzi nell'ugello. In un modo o nell'altro, la temperatura dell'ugello può essere mantenuta costante utilizzando dispositivi di riscaldamento o giacche isolanti.
Controllo della temperatura dello stampo: Ridurre al minimo la resistenza al flusso del sistema di raffreddamento e anche la temperatura nello stampo. Le modifiche al design dei canali di raffreddamento e alla velocità di flusso del mezzo di raffreddamento possono essere utilizzate per aumentare il controllo della temperatura dello stampo.
Controllo della temperatura della canna: Garantire una distribuzione uniforme della temperatura nel barile per evitare le fluttuazioni di temperatura che portano alla formazione di bolle fredde. I sistemi di controllo della temperatura multizona possono controllare con precisione la temperatura di diverse regioni del barile.

Migliorare la progettazione degli stampi
È necessario assicurarsi che lo stampo sia progettato correttamente per ridurre al minimo la formazione di slug freddi. Con una progettazione più accurata delle porte e dei canali, il flusso di fusione può essere migliorato e ciò contribuirà a ridurre al minimo la formazione di slug freddi.
Ottimizzare la progettazione dei gate: Scegliere le posizioni e le dimensioni corrette dei cancelli per consentire alla colata di entrare nella cavità dello stampo senza ostacoli. L'uso di cancelli a più punti o di sistemi a canale caldo può migliorare il flusso della colata.
Ottimizzare il design del corridore: I produttori devono progettare i canali di colata con forme e dimensioni adatte, in modo da ridurre al minimo la resistenza al flusso del materiale fuso. I canali elicoidali o rastremati possono contribuire a migliorare il flusso di fusione.
Migliorare la progettazione del sistema di raffreddamento: Aumentare la distribuzione dei canali di raffreddamento e la velocità di flusso del mezzo di raffreddamento per avere una distribuzione uniforme della temperatura all'interno dello stampo. L'uso di sistemi di raffreddamento dinamici può controllare i parametri di raffreddamento in presenza di diverse fasi di produzione.

Regolazione dei parametri del processo di stampaggio a iniezione
Impostazione corretta processo di stampaggio a iniezione è fondamentale per ridurre la formazione di slug freddi. È necessario diminuire la velocità di iniezione, la pressione di iniezione e il tempo di mantenimento, nonché aumentare il tempo di raffreddamento, che influisce positivamente sul flusso di fusione e sulle caratteristiche di raffreddamento, riducendo così la formazione di bava fredda.
Aumentare la velocità di iniezione: L'aumento della velocità di iniezione è un modo efficace per ridurre al minimo il tempo che la massa fusa trascorre a raffreddarsi e a solidificarsi durante il flusso, riducendo così al minimo la formazione di bolle fredde. Tuttavia, se la velocità di iniezione è troppo elevata, si possono verificare altri difetti come il flashing o il sovrariempimento; pertanto, la regolazione deve essere effettuata entro il margine consentito per la qualità dei prodotti.

Aumentare la pressione di iniezione: Pressioni di iniezione più elevate possono effettivamente migliorare il flusso di fusione, il che significa che la massa fusa riempirà meglio la cavità dello stampo, riducendo la formazione di bave fredde. Tuttavia, la pressione di iniezione deve essere controllata per evitare di danneggiare lo stampo o distorcere le forme dei prodotti, quindi è piuttosto moderata.
Prolungare il tempo di mantenimento: Per eliminare il rischio di formazione di slug freddi, è necessario mantenere una pressione sufficiente all'interno della cavità dello stampo, per cui il tempo di mantenimento deve essere aumentato. Allo stesso modo, se il prodotto viene trattenuto a lungo, significa che si prolunga anche il ciclo di iniezione, il che non è molto efficiente.
Ottimizzare il tempo di raffreddamento: Il tempo di raffreddamento deve essere controllato efficacemente in modo che la temperatura dello stampo sia compresa in un intervallo corretto per rallentare la velocità di raffreddamento della massa fusa e scoraggiare la formazione di slug freddi. Il tempo di raffreddamento deve essere ottimizzato attraverso la sperimentazione e quindi devono essere dedotti i parametri corrispondenti al tempo di raffreddamento ottimale.

Selezionare i materiali adatti
La scelta del materiale determina in larga misura l'efficacia dello stampaggio a iniezione e la qualità dell'articolo finale. Il controllo della selezione dei materiali porta all'ottimizzazione del flusso di fusione e delle caratteristiche di raffreddamento per ridurre al minimo la formazione di bolle fredde.
Selezionare i materiali a basso punto di fusione: Il loro utilizzo rende il materiale facile da fondere e più scorrevole durante lo stampaggio a iniezione, riducendo così al minimo la formazione di slug freddi.
Selezionare i materiali ad alto flusso: Grazie alla maggiore fluidità dei materiali ad alto scorrimento, è più facile imballare la cavità dello stampo durante il processo di stampaggio a iniezione, riducendo così al minimo la formazione di slug freddi. I plastificanti possono essere incorporati nella formulazione o la scelta di materiali con migliori caratteristiche di fluidità migliorerà la fluidità del materiale.

Rafforzare la manutenzione delle apparecchiature
Lo stato delle attrezzature per lo stampaggio a iniezione è il fattore principale che influenza la stabilità del processo di stampaggio e la qualità dei prodotti finiti. Anche la manutenzione e l'adeguata cura delle attrezzature sono fondamentali per farle funzionare correttamente senza la formazione di bolle di freddo.
Controllare regolarmente i sistemi di controllo della temperatura: Si raccomanda di controllare i sistemi di controllo della temperatura della pressa a iniezione e dello stampo per assicurarsi che funzionino come richiesto per evitare la formazione di slug freddi.
Pulire regolarmente gli ugelli e le guide: Pulire gli ugelli, la punta dell'ugello e le guide di scorrimento per garantire un flusso libero di colata ed evitare la formazione di bava fredda a causa di un'ostruzione.
Controllare regolarmente i sistemi di raffreddamento: Assicurarsi che il sistema di raffreddamento dello stampo funzioni correttamente per evitare la formazione di bolle di freddo dovute a un raffreddamento non uniforme.

Conclusione
Nel processo di stampaggio a iniezione, diversi fattori possono contribuire alla formazione di "cold slugs", piccoli pezzi di plastica solidificati che possono compromettere la qualità dei pezzi stampati. Ad esempio, l'utilizzo di PC (policarbonato) ritardante di fiamma può essere impegnativo, in quanto richiede un controllo preciso della temperatura per mantenere le sue proprietà. Quando si utilizza acciaio per stampi raffreddato ad acqua, è fondamentale raggiungere la corretta velocità di raffreddamento. Una velocità di raffreddamento non corretta può portare a un raffreddamento troppo rapido della plastica, con la formazione di bolle fredde prima che lo stampo sia completamente riempito. Inoltre, la scelta del grado di resistenza al fuoco corrispondente per la plastica stampata è essenziale, in quanto garantisce che il materiale possa resistere alle condizioni richieste senza degradarsi prematuramente. Una velocità di iniezione lenta può aggravare questo problema, consentendo al fluido plastico di raffreddarsi e solidificarsi troppo presto. Pertanto, il mantenimento di un equilibrio ottimale tra questi fattori è fondamentale per prevenire i cold slug e garantire la produzione di parti in plastica stampate di alta qualità.

Le lumache del freddo sono uno dei problemi fondamentali e piuttosto prolungati che si verificano in stampaggio a iniezione a causa di diversi fattori, tra cui la temperatura, la progettazione dello stampo, i parametri di processo e i materiali. Pertanto, la regolazione del controllo della temperatura, la progettazione dello stampo, i parametri di processo, la selezione dei materiali e l'aumento della manutenzione delle attrezzature contribuiranno a ridurre la formazione di slug freddi, migliorando così la qualità dello stampaggio a iniezione e la sua efficienza.







