 Vai al contenuto
Vai al contenuto 

Introduzione: Il policarbonato (PC) è una plastica molto bella che si presta a molte cose. È super trasparente e resistente e non diventa strano quando ci si appoggia sopra. È anche sicura da usare, può sopportare temperature calde e fredde e non cambia forma quando non lo si desidera. Inoltre, è ottimo per mantenere l'elettricità al suo posto e resiste alle intemperie. Per questo lo si usa per ogni genere di cose, come la costruzione di oggetti che misurano le cose, le luci, l'elettronica, gli oggetti per la casa e i pacchi.
Il PC è un polimero lineare che presenta anelli benzenici, gruppi isopropilici e legami acetici nella struttura principale della catena della molecola. Questa struttura lo rende sia rigido che flessibile, oltre ad avere una buona resistenza alle alte temperature. Tuttavia, presenta anche dei difetti, come l'elevata viscosità di fusione e la sensibilità all'umidità, che comportano alcune difficoltà nello stampaggio a iniezione.
Le caratteristiche della tecnologia di lavorazione del PC sono che non ha un punto di fusione evidente. Il PC modificato ha un'elevata viscosità di fusione alla normale temperatura di lavorazione, ovvero 230-320℃. La viscosità è meno sensibile alla velocità di taglio e più sensibile alla temperatura, simile al comportamento dei fluidi newtoniani; è sensibile all'umidità e la resina si idrolizza facilmente ad alta temperatura; il prodotto è soggetto a stress interno, ecc.

È evidente che il PC è una plastica difficile da lavorare. Pertanto, nel processo di produzione attuale, si incontrano molti problemi. Ad esempio, nel policarbonato processo di stampaggio a iniezioneLa qualità delle linee di saldatura è influenzata dalla temperatura del materiale e dallo spessore della parete, e le macchie di saldatura possono essere difetti causati da un uso improprio di questi fattori. In questo articolo vengono analizzati e discussi diversi difetti comuni nello stampaggio a iniezione.
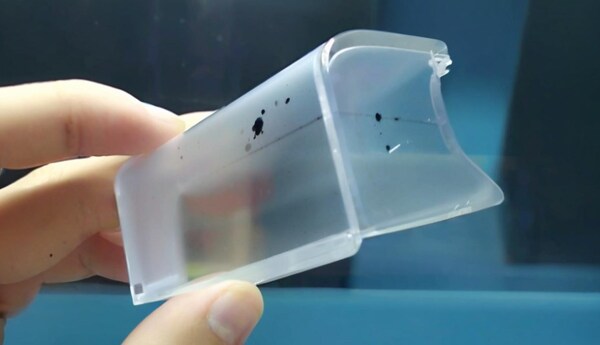
Scolorazione del prodotto, annerimento, striature gialle e macchie nere
Analisi dei difetti
Il PC ha una buona resistenza al calore. Durante la lavorazione di materiali PC ordinari, la sua temperatura di fusione può essere fissata a 240℃-300℃. Anche se rimane per lungo tempo, in genere non si decompone. Ma perché lo scolorimento si verifica spesso nella produzione di alcuni prodotti elettrici?
Questo perché la concorrenza sul mercato è ormai spietata. Per ridurre i costi di produzione, la maggior parte dei produttori utilizza materiali modificati con PC o materiali riciclati per la produzione di prodotti elettrici di fascia media e bassa. Alcuni produttori utilizzano anche materiali miscelati con ritardanti di fiamma, riempitivi, ecc. Poiché questi materiali hanno flussi misti e requisiti di plastificazione elevati, è più difficile controllare il processo, con conseguenti problemi di vario tipo.
Soluzioni
Per affrontare il problema sopra menzionato, dobbiamo prendere in considerazione e proporre rimedi dalle seguenti prospettive:
Condizioni di processo
La cosa principale da considerare è la temperatura di fusione. In genere, la temperatura della canna deve essere ridotta gradualmente, soprattutto quella delle prime due sezioni. Per i diversi materiali si utilizzano temperature diverse.
Ad esempio, quando il polietilene (PE) viene utilizzato per modificare il PC per produrre grandi apparecchi elettrici, la temperatura del barile deve essere generalmente controllata a circa 230°C; quando l'ABS o il PS vengono utilizzati per modificare il PC per produrre piccoli componenti elettrici come interruttori e prese, la temperatura del barile deve essere generalmente controllata a circa 250°C; e quando il PBT viene utilizzato per modificare il PC per produrre prodotti per l'illuminazione, la temperatura del barile deve essere generalmente controllata a circa 280°C.
Naturalmente, la scelta finale della temperatura di stampaggio deve tenere conto anche di aspetti quali la forma e le dimensioni del prodotto, la struttura dello stampo e i requisiti di prestazione del prodotto. In secondo luogo, le materie prime devono essere completamente essiccate per ridurre la possibilità che tracce di umidità catalizzino la fusione a caldo.

Inoltre, se la velocità della vite è troppo elevata, la contropressione è troppo alta, la velocità di iniezione è troppo alta e il foro dell'ugello, il canale e la porta sono troppo piccoli, la massa fusa genererà un elevato calore di taglio, causando la frattura della massa fusa del PC, ed è facile che il gas nella cavità dello stampo non venga scaricato in tempo, causando ustioni locali e annerimento del prodotto.
Attrezzatura
Poiché il PC fuso ha un'elevata viscosità e una scarsa fluidità, richiede un'elevata pressione di iniezione. Il PC fuso ha una forte forza di legame con il metallo e i suoi prodotti di decomposizione sono altamente corrosivi per il metallo. Pertanto, nella scelta delle attrezzature di lavorazione, è necessario utilizzare viti cromate di piccole dimensioni o appositamente progettate. Il sistema di plastificazione non può presentare angoli morti, materiale morto, vuoti, crepe, ecc.
Se le condizioni di processo sono buone, ma la massa fusa è scolorita durante l'iniezione di aria, significa che c'è un problema con il sistema di plastificazione. È necessario controllare il sistema di plastificazione uno per uno, a partire dall'ugello, alla flangia dell'ugello, alle tre piccole parti, alla vite e al barile. Ciò è dovuto principalmente all'esistenza di materiale morto nel sistema di plastificazione.

Quando i prodotti di decomposizione del PC superano una certa quantità, hanno un proprio effetto catalitico, causando un'ampia area di decomposizione della fusione, in particolare delle materie plastiche con aggiunta di ritardanti di fiamma. Ciò richiede la ricerca di punti di materiale morto, come l'incollaggio di viti, calci, barili, ecc. che devono essere risolti con la pulizia, la riparazione e la lucidatura.
Materiali e metodi operativi
Se all'accensione della macchina si notano delle macchie nere, probabilmente è a causa del materiale rimasto nel cilindro. È quindi necessario prestare attenzione al metodo di funzionamento. Se si utilizza il PC come materiale nel cilindro prima di accendere la macchina, è necessario pulire il cilindro 3-4 volte con materiale nuovo alla temperatura di stampaggio (iniezione in aria).
Se si utilizzano altri materiali, in particolare quelli con scarsa stabilità termica come PVC, POM e così via, non è possibile aumentare la temperatura all'accensione della macchina e non è possibile pulire il cilindro con materiali PC. È possibile utilizzare solo materiali con una buona stabilità termica come PS, PE, ecc. per pulire il materiale a una temperatura inferiore.

Dopo lo spurgo, portare la temperatura del barile alla normale temperatura di lavorazione del PC e quindi spurgarlo con materiale PC prima della lavorazione. Durante la lavorazione, se la produzione deve essere temporaneamente interrotta, la temperatura del barile deve essere abbassata a meno di 160°C per l'isolamento (perché la temperatura di transizione vetrosa del PC è di 160°C), in modo da evitare lo scolorimento dovuto alla decomposizione del materiale nel tempo.
Al termine della produzione, il cilindro può essere spurgato con materiali con buona stabilità termica, come PS e PE, e la macchina può essere arrestata dopo lo svuotamento. Se si verifica uno scolorimento durante la produzione, verificare innanzitutto se c'è un problema con il materiale. Sono presenti altri materiali e sostanze estranee? C'è un problema di qualità del nuovo materiale? Il materiale di partenza è qualificato? Il metodo di miscelazione è corretto?
Una volta escluse tutte le altre possibilità, cercate altre ragioni. Un'altra ragione è che l'inquinamento ambientale è relativamente grave, ad esempio molta polvere che fluttua nell'aria, la muffa è contaminata, il filtro della tramoggia di autocottura non funziona e assorbe più particelle di polvere.
Ciò richiede che l'officina di lavorazione sia mantenuta sempre pulita e ordinata. È consigliabile coprire l'ingresso e l'uscita dell'aria della tramoggia con una garza fine, molto necessaria quando si lavorano prodotti trasparenti.
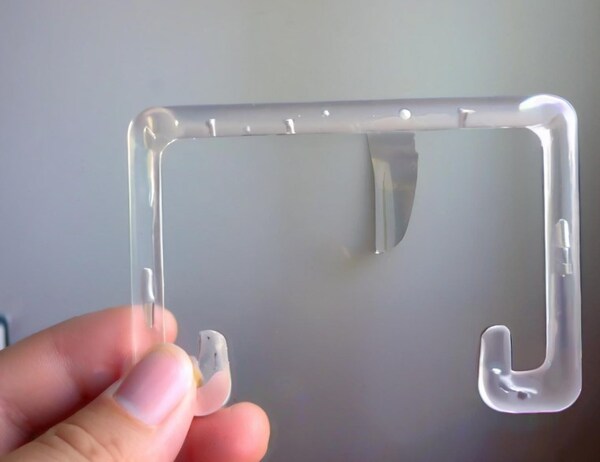
Sul prodotto compaiono striature argentate, bolle e bolle da vuoto
Analisi dei difetti
Striature d'argento, bolle e bolle di vuoto sul prodotto sono difetti comuni dei materiali per PC. Le striature d'argento (o striature di gas) sono difetti sulla superficie di un prodotto causati dall'interferenza di gas durante il processo di riempimento. I gas coinvolti sono principalmente il vapore acqueo, l'aria, il gas di decomposizione e il gas solvente, con il vapore acqueo, il gas di decomposizione e l'aria che sono i più comuni.
Quando la pressione nello stampo supera un certo limite, la cavità dello stampo perde pressione dopo lo stampaggio a iniezione e il gas vicino alla superficie del prodotto fuoriesce, lasciando dietro di sé una serie di piccole e grandi bolle che brillano sotto la luce, seguendo la direzione del flusso del materiale. Si tratta delle cosiddette "striature d'argento" o "striature di gas".
In realtà, il gas è sempre presente durante la processo di stampaggio a iniezionee gran parte di esso rimane nella plastica. Quando la pressione nello stampo è sufficientemente alta e il contenuto di gas non supera un certo limite, il gas si dissolve nella plastica in uno stato disperso, ma quando la pressione nello stampo non è sufficientemente alta e il contenuto di gas supera un certo limite, questi gas escono dalla plastica fusa e vanno sulla superficie del prodotto formando striature argentate. Si incastrano nella parete spessa e diventano bolle.

Che si tratti di striature argentate sulla superficie del prodotto o di bolle nella parete del prodotto, può essere il risultato dell'azione di uno dei quattro gas o il risultato dell'azione congiunta di più gas. Il problema ha molto a che fare con fattori quali le materie prime, gli stampi, i sistemi di plastificazione, la regolazione dei parametri di processo e persino le variazioni climatiche (in particolare quelle di umidità). Il problema è quindi più complicato. Ma in ogni caso, il fulcro del problema e la soluzione dovrebbero essere incentrati sul gas, ovvero su come controllare il contenuto di gas.
Vapore acqueo
Se si vedono bolle sparse a caso sulla superficie del prodotto, probabilmente si tratta di vapore acqueo.Il materiale PC hot melt è molto sensibile all'umidità e richiede un contenuto di umidità inferiore a 0,02%. Pertanto, per controllare il contenuto di umidità, il materiale deve essere completamente essiccato. In genere, la temperatura di essiccazione del materiale PC è di circa 120℃ e il tempo di essiccazione è di circa 4h.

Il tempo non deve essere troppo lungo. Se supera le 10 ore, il materiale si deteriora facilmente; in particolare, i materiali con aggiunta di ritardanti di fiamma non dovrebbero essere essiccati troppo a lungo. Il metodo di essiccazione migliore è l'essiccatore a deumidificazione, che non ha alcun effetto sul materiale. Per verificare se l'effetto di essiccazione è buono, si può utilizzare il metodo dell'iniezione d'aria per vedere se il materiale espulso è continuo, liscio e non emette gas bianco.
Aria
Se le particelle delle bolle sono finissime e dense, si distribuiscono principalmente intorno alla porta del prodotto, formando motivi a raggiera o a ventaglio, causati soprattutto dall'aria:
Aria contenuta nel materiale.
Se i materiali del cancello sono più numerosi e le dimensioni delle particelle variano notevolmente, è facile che l'aria venga trascinata. Pertanto, quando si utilizzano materiali per cancelli, è meglio vagliare la polvere. Se la contropressione è troppo bassa durante la fusione e la velocità della vite è troppo alta, la vite si ritirerà troppo velocemente e l'aria sarà facilmente spinta all'estremità anteriore della canna insieme al materiale.
Pertanto, si raccomanda generalmente di prolungare il più possibile il tempo di fusione durante il raffreddamento, che è molto utile per migliorare la qualità della plastificazione.
Se la temperatura della sezione di scarico del materiale non è ben controllata, la temperatura è troppo alta, il che causerà la fusione prematura di parte del materiale e bloccherà il passaggio dell'aria in uscita dalla porta di scarico; se la temperatura è troppo bassa, il preriscaldamento è insufficiente, causando l'ingresso di parte dei pellet nella sezione di omogeneizzazione e l'avvolgimento in aria.

Inoltre, un allentamento eccessivo comporta anche l'inalazione di aria. Nella situazione sopra descritta, la regolazione della velocità della vite, della contropressione e della contropressione può generalmente risolvere il problema.
Scarico durante il riempimento dello stampo.
Per far sì che i materiali PC ad alta viscosità riempiano lo stampo senza problemi, di solito è necessario aumentare la temperatura del materiale fuso e la pressione di iniezione. Quando il materiale fuso è ad alta temperatura e ad alta pressione, se lo si inietta rapidamente, passerà improvvisamente attraverso lo stretto canale di flusso e entrerà nella cavità dello stampo con molto spazio libero.

In questo modo, il gas che esce dalla fusione trascina con sé l'aria nel canale di flusso e nella cavità dello stampo, ottenendo uno stato di iniezione ad alta velocità. Sulla superficie della plastica condensata si vedranno le tracce del flusso d'aria che è stato disperso.
Inoltre, se nella cavità dello stampo sono presenti molti angoli, la differenza di spessore è eccessiva o ci sono molti inserti e la posizione della porta non è corretta, la colata si precipiterà nella cavità dello stampo, agitando l'aria nello stampo per formare un vortice, e si formeranno dei modelli di gas in alcune parti, come il pannello degli interruttori e delle prese dei prodotti elettrici stampati.

Poiché le prese, le interfacce e gli interruttori sono concentrati in un'unica parte, questa situazione si verifica spesso. La soluzione a questo difetto consiste, da un lato, nel modificare lo stampo, nel rafforzare lo scarico dello stampo e nell'ottimizzare la posizione della porta; dall'altro, nel ridurre la velocità di riempimento, in particolare la velocità di iniezione della parte del modello a gas.
Gas di decomposizione
Poiché i materiali PC devono essere stampati ad alte temperature, è inevitabile che si verifichi una certa decomposizione. Come per la decomposizione su larga scala e per l'eliminazione del gas, la ragione principale della generazione di gas di decomposizione è che la temperatura di fusione è troppo alta. Ad esempio, la temperatura del barile è impostata su valori troppo elevati o la serpentina di riscaldamento del barile è fuori controllo.
Il serpentino di riscaldamento deve essere controllato sezione per sezione, a partire dall'ugello, per ridurre la temperatura del cilindro; la colata rimane nel cilindro troppo a lungo (ad esempio, se si utilizzano apparecchiature di grandi dimensioni per produrre prodotti di piccole dimensioni, la quantità di cuscino è eccessiva), il ciclo di stampaggio è troppo lungo, oppure il materiale raffermo nel cilindro e il materiale immagazzinato nell'angolo morto si decompongono a causa del riscaldamento prolungato.
Oppure la massa fusa è sottoposta a un forte taglio nel cilindro, ad esempio il rapporto di compressione della vite è troppo elevato, la velocità della vite è troppo alta e la contropressione è troppo elevata, il che provoca anche la decomposizione.
Inoltre, se il foro dell'ugello è troppo piccolo, la porta e il canale dello stampo sono troppo piccoli e la resistenza della cavità è grande, la colata che passa può essere decomposta a causa del surriscaldamento locale causato dall'attrito. Pertanto, nella lavorazione dei materiali PC, le dimensioni del foro dell'ugello, della porta e del canale sono grandi, la scanalatura di scarico deve essere profonda e non è adatta alla produzione di prodotti a parete sottile.
Un'altra ragione importante è che il PC stesso è di scarsa qualità e facilmente decomponibile. Questo aspetto viene spesso ignorato dagli utenti e il problema viene trasferito agli stampi e alle apparecchiature di lavorazione, impedendo così di trovare una soluzione corretta al problema.

Gas solvente
Il gas di solvente è principalmente legato alla qualità delle operazioni di produzione, come la pulizia non pulita della botte e l'aggiunta eccessiva di additivi. La maggior parte del gas solvente può essere eliminata con una sufficiente essiccazione e non ha un grande impatto sui marchi di gas.
A volte è difficile stabilire se i punti di bolla all'interno dei prodotti trasparenti siano bolle o bolle di vuoto. In genere, se i punti di bolla si trovano all'apertura dello stampo e il volume non cambia molto dopo essere stato immagazzinato per un po', si tratta di una bolla causata dall'interferenza del gas; se appare e si ingrandisce durante il processo di sformatura e raffreddamento, si tratta di una bolla da vuoto.
Le bolle di vuoto si formano quando non c'è abbastanza materiale o pressione quando lo stampo viene riempito. Lo stampo si raffredda rapidamente, quindi il materiale fuso che tocca le pareti dello stampo si solidifica per primo. Poi, il materiale al centro si raffredda e si ritira, facendo diminuire il volume e creando un punto vuoto, o bolla.

Soluzioni
Aumento della pressione di iniezione, del tempo di iniezione e della quantità di materiale
Regolare la temperatura di fusione: Quando la bolla di vuoto è lontana dal gate, aumentare la temperatura di fusione per rendere il flusso di fusione fluido e la pressione può essere trasmessa alla parte lontana dal gate; quando la bolla di vuoto è vicina al gate, la temperatura di fusione può essere abbassata per ridurre il ritiro;
Aumentare opportunamente la temperatura dello stampo, in particolare quella della parte locale in cui si forma la bolla di vuoto.
Collocare la porta nella parte di parete spessa del prodotto per migliorare le condizioni di flusso dell'ugello, del canale e della porta e le condizioni di scarico dello stampo; ridurre il tempo di raffreddamento del prodotto nello stampo e, se necessario, mettere il prodotto in acqua calda per un raffreddamento lento; i prodotti stampati con porte puntiformi possono essere stampati lentamente e a bassa temperatura per risolvere il problema delle bolle di vuoto e la dimensione del canale può essere aumentata in presenza di bolle di vuoto sul canale.

Inoltre, durante il processo di produzione è stato riscontrato che nella parte a parete spessa del prodotto in PC si verificavano delle bolle subito dopo lo stampaggio. Ciò è stato causato da un raffreddamento insufficiente, che ha provocato l'espansione del gas interno del PC.
In generale, per risolvere il problema si possono adottare misure come il prolungamento del tempo di raffreddamento, il potenziamento dell'effetto di raffreddamento, l'aumento della pressione e del tempo di mantenimento e il ritardo nella decomposizione del PC.
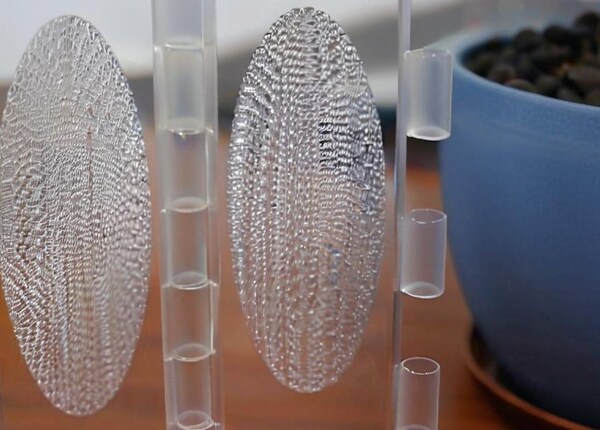
"Impronta digitale" sul prodotto
Analisi dei difetti
Poiché il PC fuso ha un'elevata viscosità e una scarsa fluidità, è più probabile che si verifichi il fenomeno delle "impronte digitali". "Le impronte digitali" sono chiamate così perché assomigliano alle impronte digitali umane. Il fenomeno è talvolta chiamato "increspature", "modelli di vibrazione" o "modelli di vibrazione", il che significa che i suoi modelli sono simili a quelli formati da un sasso che cade su una superficie d'acqua calma. Il motivo principale per cui si verifica è che la viscosità del PC fuso è troppo alta.
Quando la pressione e la velocità di iniezione sono basse, la massa fusa riempie lo stampo sotto forma di flusso stagnante. Una volta che il materiale fuso anteriore entra in contatto con la superficie fredda dello stampo, si condensa e si restringe rapidamente, mentre il materiale fuso caldo posteriore espande il materiale freddo restringendosi sotto la pressione e continua ad avanzare. Questo processo si svolge alternativamente, formando linee di ondulazione verticali nella direzione del flusso del materiale.
Soluzioni
Aumentare la temperatura
Per aumentare la temperatura, è necessario aumentare principalmente la temperatura dell'ugello, la temperatura dell'estremità anteriore della canna e la temperatura dello stampo, in particolare la temperatura in cui si genera l'ondulazione. In questo modo si riduce la viscosità del PC e si migliora la fluidità della fusione. Inoltre, se il prodotto è relativamente preciso e ha requisiti rigorosi in termini di aspetto, è necessario aggiungere un regolatore di temperatura dello stampo per controllare accuratamente la temperatura dello stampo a circa 120℃.

Aumentare la velocità di iniezione e la pressione di iniezione
L'aumento della velocità di iniezione e della pressione di iniezione serve principalmente ad aumentare la portata della colata in corrispondenza dell'"impronta digitale" e ad evitare che la colata si trasformi in un flusso stagnante. Se l'"impronta digitale" si genera al centro del prodotto o lontano dalla posizione del gate, è necessario utilizzare l'iniezione multistadio per regolare la velocità di iniezione sezione per sezione.
Modificare lo stampo
Modificare lo stampo principalmente per ridurre la resistenza della colata durante il riempimento, ad esempio aumentando le dimensioni del canale e della porta; prestare attenzione alla lucidatura del foro dell'ugello e del canale; aumentare la scanalatura e la fessura di scarico; impostare inserti e dispositivi di guida dell'aria di espulsione; migliorare le condizioni di scarico dello stampo; impostare una trappola per materiale freddo sufficientemente grande per ridurre la resistenza al flusso del materiale freddo anteriore.
Appaiono segni di turbolenza sul prodotto
Analisi dei difetti
I segni di turbolenza sono linee di flusso irregolari centrate sulla porta nei prodotti PC. A differenza della linea di "impronta digitale", i segni di turbolenza appaiono nella direzione del flusso del materiale piuttosto che perpendicolarmente alla direzione del flusso del materiale. Il motivo potrebbe essere che il materiale fuso iniettato nella cavità dello stampo è sottoposto a un forte impatto, che lo rende appiccicoso e scivoloso sullo stampo freddo.

Soluzioni
Aumentare la temperatura della colata per evitare che si raffreddi troppo velocemente; aumentare la temperatura dello stampo, soprattutto nell'area in cui si trovano i segni di flusso, per evitare che la colata scivoli nello stampo prima di essere pronta; usare l'iniezione multistadio per rallentare la velocità di iniezione e la pressione nell'area in cui si trovano i segni di flusso; cambiare la posizione del gate per modificare il modo in cui la colata scorre;
Assicurarsi che il materiale freddo sia ben imballato in modo da non scivolare nello stampo; utilizzare materiali che scorrono bene in modo che il materiale fuso riempia lo stampo senza problemi.
Comparsa di macchie di materiale freddo nel prodotto
Analisi dei difetti
Le macchie di materiale freddo sono un difetto comune nei gate dei prodotti PC. Questo si verifica quando il prodotto presenta punti appannati o luminosi in prossimità del gate, oppure una cicatrice curva come un lombrico che si attacca alla superficie del prodotto dal gate.
Il motivo principale della sua formazione è l'avanzamento del materiale freddo nella parte anteriore del materiale fuso che entra nella cavità dello stampo o il materiale freddo spremuto nella cavità dello stampo in un secondo momento a causa di una pressione eccessiva. Il materiale anteriore trasferisce calore a causa del contatto dell'ugello con la sagoma fredda o dell'effetto di raffreddamento del canale di colata. Quando si entra nella cavità dello stampo, c'è la spinta del materiale fuso caldo, quindi si formano i punti di materiale freddo.

Le macchie di materiale freddo si diffondono sui prodotti più sottili e diventano macchie torbide simili a fumo o pasta, mentre sui prodotti a parete spessa a flusso libero si forma una cicatrice curva a forma di lombrico. Le macchie di materiale freddo che si formano a causa di un'eccessiva pressione di mantenimento sono causate dal lungo tempo di mantenimento della pressione. Quando la pressione di mantenimento è troppo alta, il materiale freddo sul canale e sulla porta continua a essere spremuto nel prodotto. Questo tipo di macchia di materiale freddo spesso forma un punto luminoso circolare in una piccola area vicino alla porta.
Un altro tipo di macchie è rappresentato dal fatto che il materiale fuso si schiaccia rapidamente in una piccola porta e provoca la rottura della colata intorno alla porta, oppure che appaiono punti luminosi simili a fumo o a luce in corrispondenza della porta a causa dell'interferenza del gas nello stampo. Le macchie di materiale freddo non solo danneggiano la qualità apparente del prodotto, ma compromettono anche l'effetto dei processi successivi, come la spruzzatura o la galvanoplastica, e riducono in varia misura la resistenza meccanica del prodotto.
Soluzioni
Aumentare la temperatura della canna e dell'ugello e aumentare la temperatura dello stampo per ridurre l'impatto del materiale freddo; rallentare la velocità di iniezione e aumentare la pressione di iniezione per evitare la frattura della massa fusa o l'interferenza del gas nello stampo; regolare il tempo di iniezione e il tempo di mantenimento per evitare il riempimento eccessivo; una progettazione ragionevole della porta dello stampo può ridurre o evitare la formazione di punti di materiale freddo in anticipo.

Il metodo tradizionale ed efficace consiste nell'aprire un pozzo di materiale freddo all'estremità del canale di flusso, in modo che il materiale anteriore sia intrappolato nel pozzo e non entri nella cavità dello stampo. Oltre alla creazione di un pozzetto per il materiale freddo, alcuni stampi devono anche considerare la razionalità della forma, delle dimensioni e della posizione della porta; rafforzare lo scarico dello stampo; rimuovere le sostanze inquinanti nel materiale, rafforzare l'effetto di essiccazione del materiale, ridurre o sostituire il lubrificante e utilizzare il minor numero possibile di agenti distaccanti.
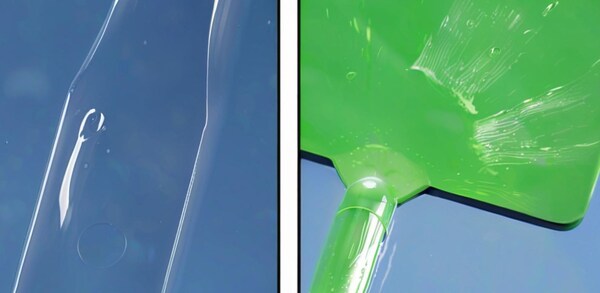
Sollecitazioni interne dei prodotti trasparenti
Analisi dei difetti
Quando si realizzano prodotti trasparenti in PC come occhiali da sole, parabrezza, maschere per gli occhi e altre parti, spesso si riscontra che i prodotti sono deformati, astigmatici, poco trasparenti e si incrinano. Ciò è dovuto principalmente alle sollecitazioni interne al prodotto. In realtà, anche i prodotti opachi sono soggetti a sollecitazioni interne, ma non sono evidenti.
Lo stress interno è quello che si verifica all'interno della plastica a causa di un cattivo stampaggio, di variazioni di temperatura e così via, senza alcuna forza esterna. È quando le molecole di plastica si allungano e si bloccano nel prodotto. Lo stress interno nei prodotti in plastica può alterare le proprietà meccaniche e le prestazioni dei prodotti, facendoli deformare, deformare e persino formare piccole crepe; può rendere i prodotti di cattivo aspetto e renderli torbidi.

Lo stress interno può anche causare prodotti stampati a iniezione di avere proprietà meccaniche più elevate nella direzione del flusso, ma una resistenza inferiore nella direzione perpendicolare al flusso, con conseguenti prestazioni non uniformi del prodotto, che ne condizionano l'uso. In particolare, quando il prodotto è riscaldato o a contatto con solventi organici, accelera la fessurazione del prodotto.
Le sollecitazioni interne dei prodotti in PC sono causate principalmente dalle sollecitazioni di orientamento e dalle sollecitazioni di temperatura, e talvolta sono legate a uno stampaggio improprio.
Stress da orientamento
È facile che si creino tensioni interne dopo l'orientamento delle macromolecole all'interno del prodotto stampato a iniezione, causando la concentrazione delle tensioni. Durante lo stampaggio a iniezione, la massa fusa si raffredda rapidamente e la viscosità della massa fusa è maggiore a una temperatura inferiore. Le molecole orientate non possono rilassarsi completamente. Le tensioni interne così generate influiscono sulle proprietà meccaniche e sulla stabilità dimensionale del prodotto. Pertanto, la temperatura di fusione ha la massima influenza sulle sollecitazioni di orientamento. Quando la temperatura di fusione viene aumentata, la viscosità della fusione diminuisce e quindi lo sforzo di taglio e l'orientamento diminuiscono.

Inoltre, il rilassamento delle tensioni di orientamento è maggiore ad alta temperatura della massa fusa, ma quando la viscosità diminuisce, la pressione trasmessa alla cavità dello stampo dalla vite della macchina di stampaggio a iniezione aumenta, il che può incrementare la velocità di taglio e portare a un aumento delle tensioni di orientamento. Se il tempo di mantenimento è troppo lungo, lo stress di orientamento aumenta; anche l'aumento della pressione di iniezione causerà un aumento dello stress di orientamento a causa dell'aumento dello stress di taglio e della velocità di taglio. Anche lo spessore del prodotto influisce sulle sollecitazioni interne.
Lo stress da orientamento diminuisce con l'aumentare dello spessore del prodotto, perché il prodotto a parete spessa si raffredda lentamente, la massa fusa si raffredda e si rilassa a lungo nella cavità dello stampo e le molecole orientate hanno tempo sufficiente per tornare allo stato casuale. Se la temperatura dello stampo è elevata e la colata si raffredda lentamente, lo stress da orientamento può essere ridotto.
Stress da temperatura
Quando si inietta la plastica, la differenza di temperatura tra la temperatura della colata e quella dello stampo è grande, quindi la colata vicino alla parete dello stampo si raffredda più velocemente, rendendo le sollecitazioni non uniformi nel prodotto. Poiché il PC ha una grande capacità termica specifica e una piccola conducibilità termica, la superficie del prodotto si raffredda molto più velocemente dell'interno.

Quando il prodotto continua a raffreddarsi, l'involucro solidificato sulla superficie impedisce all'interno di contrarsi liberamente, il che fa sì che l'interno abbia una tensione di trazione e l'esterno una tensione di compressione. Quanto maggiore è la sollecitazione dovuta al ritiro dei materiali termoplastici, tanto minore è la sollecitazione dovuta alla compattazione nello stampo, cioè quanto più breve è il tempo di mantenimento e quanto più bassa è la pressione di mantenimento, il che può ridurre notevolmente la sollecitazione interna.
Anche la forma e le dimensioni del prodotto hanno una grande influenza sulle sollecitazioni interne. Maggiore è il rapporto tra la superficie e il volume del prodotto, più velocemente si raffredda la superficie e maggiori sono le sollecitazioni di orientamento e di temperatura. Lo stress da orientamento si genera principalmente nel sottile strato superficiale del prodotto. Pertanto, si può ritenere che lo stress da orientamento aumenti con l'aumentare del rapporto tra la superficie del prodotto e il suo volume.
Se lo spessore del prodotto è irregolare o se il prodotto ha inserti metallici, è facile che si generino sollecitazioni di orientamento, quindi gli inserti e le porte dovrebbero essere posizionati sulla parete spessa del prodotto.Dall'analisi di cui sopra, possiamo vedere che a causa delle caratteristiche strutturali delle materie plastiche e delle limitazioni delle condizioni del processo di stampaggio a iniezione, è impossibile evitare completamente le sollecitazioni interne. L'unico modo è ridurre al minimo le sollecitazioni interne o cercare di distribuirle uniformemente nel prodotto.

Soluzioni
La temperatura dell'iniezione ha un grande effetto sullo stress interno del prodotto. Pertanto, la temperatura del cilindro deve essere aumentata in modo appropriato per assicurarsi che il materiale sia ben plastificato e che i pezzi siano uniformi per ridurre il ritiro e lo stress interno; la temperatura dello stampo deve essere aumentata per far raffreddare lentamente il prodotto per rilassare le molecole orientate e ridurre lo stress interno.
Se la pressione di iniezione è troppo alta, le molecole di plastica si orienteranno maggiormente e la forza di taglio sarà maggiore, per cui le molecole di plastica si disporranno in ordine e lo stress di orientamento del prodotto aumenterà. Se il tempo di mantenimento è troppo lungo, la pressione nello stampo aumenterà a causa dell'effetto di compensazione della pressione, la massa fusa produrrà un effetto di estrusione maggiore, il grado di orientamento molecolare aumenterà e lo stress interno del prodotto aumenterà. Pertanto, il tempo di mantenimento non deve essere troppo lungo.
L'effetto della velocità di iniezione sulle sollecitazioni interne dei pezzi stampati a iniezione è molto minore rispetto a quello della temperatura, della pressione e di altri fattori. Tuttavia, è meglio utilizzare l'iniezione a velocità variabile, ovvero il riempimento rapido dello stampo. Quando la cavità dello stampo è piena, utilizzare una velocità ridotta. Da un lato, l'iniezione a velocità variabile consente un rapido riempimento dello stampo e riduce i segni di saldatura; dall'altro, la tenuta a bassa velocità può ridurre l'orientamento molecolare.

La posizione del cancello deve essere ragionevole. Per i prodotti piatti, utilizzare il più possibile cancelli a forma di fessura o di ventaglio; il dispositivo di espulsione deve essere progettato per espellere su un'ampia area; la pendenza di sformatura deve essere grande. Utilizzare il più possibile materiali migliori (con meno impurità e peso molecolare maggiore) e non utilizzare materiali per cancelli.
Quando il prodotto ha un inserto metallico, il materiale dell'inserto deve essere preriscaldato (generalmente a circa 200°C) per evitare che il materiale metallico e il materiale plastico generino tensioni interne a causa del coefficiente di espansione lineare non uniforme. Il punto di transizione deve essere realizzato con un arco.
Dopo lo stampaggio, è possibile eliminare le tensioni interne mediante trattamento termico. La temperatura del trattamento termico è di circa 120°C e la durata è di circa 2 ore. L'essenza del trattamento termico è quella di rendere i segmenti di catena e gli anelli delle molecole plastiche con un certo grado di mobilità, rilassare la deformazione elastica congelata e far tornare le molecole orientate allo stato casuale.

Sintesi
Questo articolo tratta dei problemi più comuni nello stampaggio a iniezione di policarbonato (PC) e di come risolverli. I problemi includono scolorimento, striature argentate, bolle, bolle di vuoto, impronte digitali, macchie di materiale freddo e stress interno.
L'articolo spiega perché ogni problema si verifica, ad esempio il processo, il materiale e la macchina, e come risolverlo, ad esempio cambiando la temperatura, la pressione, la velocità di iniezione e lo stampo. L'articolo dice che è necessario fare il processo di stampaggio a iniezione e il materiale migliore per realizzare prodotti PC migliori.







