 Vai al contenuto
Vai al contenuto 

Premessa: la linea di separazione è un male necessario nello stampaggio a iniezione. È la linea in cui si incontrano le due metà dello stampo. Si presenta sul pezzo come una linea che gira intorno al pezzo. Nella maggior parte dei casi, si tratta di una linea che va dritta al centro. Nei pezzi più complicati, invece, si trova in un punto diverso.
La linea di demarcazione è importante perché influisce su altre caratteristiche che aiutano i progettisti e gli stampatori a decidere dove collocare i pezzi. Se un macchinista colloca un elemento importante sul lato sbagliato della linea di demarcazione, può causare grossi problemi all'intero progetto. processo di stampaggio a iniezione.
Questo articolo spiega come viene realizzata la linea di divisione, i diversi tipi di linee di divisione nello stampaggio a iniezione, come progettare la linea di divisione e a cosa pensare quando si progetta la linea di divisione.
Significato della superficie di separazione (linea)
La cosiddetta troncatura significa dividere il nucleo dello stampo della parte stampata del pezzo in plastica in più moduli. La superficie di contatto tra i moduli è chiamata superficie di separazione e anche superficie di distacco. In senso stretto, la superficie di separazione si riferisce alla parte in plastica. La superficie di separazione in corrispondenza del contorno massimo del pezzo è la superficie di separazione che separa la cavità e l'anima, o lo stampo anteriore e lo stampo posteriore.

La superficie di separazione in senso lato comprende anche la superficie di separazione locale della parte in plastica (superficie di separazione del foro), nonché le superfici di separazione di tutti i moduli coinvolti nello stampaggio (come le superfici di separazione di cursori, tetti inclinati, inserti, perni di espulsione, ecc. Profilo).
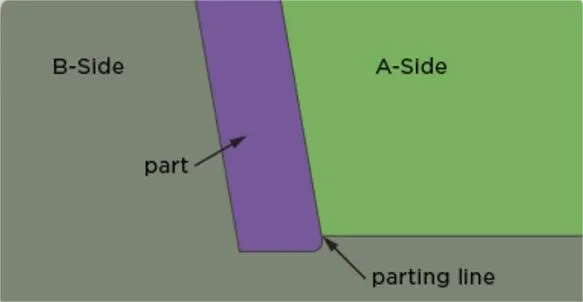
La linea di demarcazione in cui la superficie di separazione si interseca con la superficie del pezzo in plastica è chiamata linea di separazione, che in inglese si chiama Parting Line. Pertanto, la superficie di separazione è generalmente indicata come superficie PL nel settore. Poiché il contatto tra i moduli di stampaggio non può essere privo di spazi vuoti, dopo lo stampaggio delle parti in plastica, questo spazio viene copiato sulle parti in plastica per formare una traccia di colla residua simile a un bordo di lotto.
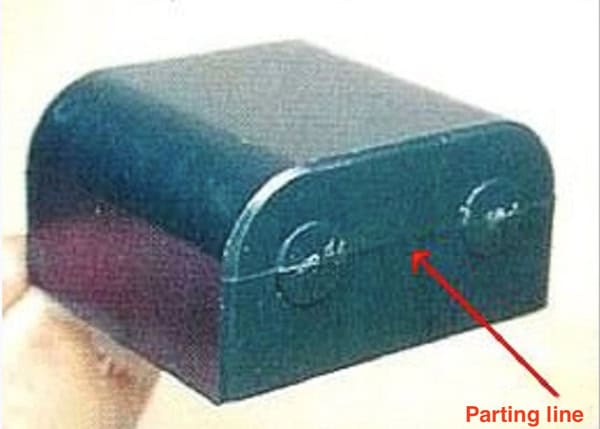
Poiché ha l'aspetto di una linea, si chiama "paring". Linea, detta anche linea di serraggio. Se la superficie di separazione viene discussa principalmente per lo stampo, la linea di separazione è il riflesso della superficie di separazione sul pezzo in plastica. Lo spessore della linea di separazione influisce sull'aspetto e sul funzionamento della parte in plastica. Pertanto, è necessario prestare particolare attenzione alla progettazione strutturale delle parti in plastica.
Come si forma la superficie di troncatura (linea)?
La linea di separazione viene utilizzata per far uscire la parte in plastica dallo stampo o per soddisfare le esigenze di stampaggio di inserti e sfiati. In base alla struttura della parte in plastica, la parte dello stampo che forma direttamente la parte in plastica è suddivisa in più parti. di superficie di contatto.
La linea di separazione si forma come risultato del processo di stampaggio a iniezione stesso, non di un errore. In genere, gli stampi che i macchinisti utilizzano per produrre parti stampate a iniezione sono divisi in due metà (chiamate metà fissa e metà mobile). Quando il macchinista chiude il corpo dello stampo, la metà dello stampo (chiamata piastra centrale) e la superficie della cavità creano una linea di separazione tra le due metà del pezzo.

Nella maggior parte dei casi, la linea di separazione di un prodotto stampato è perpendicolare alla direzione dell'apertura dello stampo utilizzato per fabbricare il prodotto. Quando il macchinista apre lo stampo e rimuove il pezzo raffreddato e solidificato, la metà mobile dello stampo si muove e si separa dalla metà stazionaria (che rimane ferma). Tuttavia, a volte i macchinisti separano la struttura dello stampo più volte in tutte le direzioni. Questo processo è chiamato separazione in più fasi.
Tipo di superficie di troncatura (linea)
Tipo di superficie di troncatura
Generalmente chiamiamo superficie di troncatura principale la superficie di troncatura in corrispondenza del contorno più grande del pezzo in plastica, mentre le altre sono superfici di troncatura ausiliarie.
Superficie di troncatura piana
La superficie di separazione piana è relativamente comune e semplice. Si tratta di un piano perpendicolare alla direzione di apertura dello stampo, come mostrato nella figura seguente.

Superficie di troncatura a gradini
In alcuni casi, la linea di separazione di un prodotto stampato non è perpendicolare alla direzione dell'apertura dello stampo utilizzato per realizzare il prodotto. Quando il macchinista apre lo stampo e rimuove il pezzo raffreddato e solidificato, la metà mobile dello stampo si muove e si separa dalla metà stazionaria (che rimane ferma). Tuttavia, a volte i macchinisti separano la struttura dello stampo più volte in tutte le direzioni. Questo processo è chiamato separazione in più fasi.

Quando si imposta lo stampo, disporre le due cavità dello stampo in modo simmetrico, come mostrato nella figura seguente. Bilanciare la forza di iniezione su entrambi i lati dello stampo e rendere la struttura dello stampo compatta.

Se l'altezza del gradino della linea di separazione a gradini è troppo grande, considerare la possibilità di progettare una posizione a cuscino e realizzare una linea di separazione parzialmente a gradini.

Alcuni pezzi hanno molte superfici a gradini. Se la superficie di troncatura viene progettata seguendo la forma a gradini, la superficie di troncatura diventa complicata. Per semplificare la superficie di troncatura, si può pensare di rendere la superficie di troncatura una superficie piana. Lo svantaggio è che sulla superficie di aspetto del pezzo si formeranno delle linee di ritaglio. Pertanto, questo tipo di metodo di troncatura viene utilizzato soprattutto per i componenti interni.

Superficie di troncatura inclinata
La superficie di separazione della parte stampata è uno smusso e lungo lo smusso viene realizzata una superficie di tenuta (lo scopo è quello di risparmiare lo stampo), quindi viene appiattita (lo scopo è quello di facilitare la lavorazione, il posizionamento e il conteggio), come mostrato in figura.

Superficie di troncatura Superficie di troncatura
Come nel caso della superficie di separazione della pendenza, è necessario creare una sezione della superficie di tenuta e livellarla, come mostrato nella figura.

Tuttavia, non tutte le superfici di troncatura devono estendersi lungo la superficie curva. Ad esempio, nel pezzo in plastica mostrato di seguito, se si estende, si formerà un angolo acuto. Lo stampo anteriore è realizzato in acciaio tagliente. In questo caso, la superficie di separazione della pendenza può essere estesa direttamente.

Superficie di troncatura completa
Questa forma si basa sulle esigenze della struttura del pezzo in plastica. A volte le superfici di troncatura diritte e curve vengono combinate, oppure la superficie inclinata e la superficie di troncatura curva vengono combinate per formare una superficie di troncatura completa, come mostrato nella figura seguente.

Per la superficie di separazione completa, è necessario prestare particolare attenzione alla levigatura della superficie di tenuta agli angoli delle due superfici di separazione per evitare la formazione di punti taglienti. È opportuno scegliere la sigillatura della superficie. In questo modo non solo si aumenta la resistenza dello stampo, ma anche delle parti in plastica. Non è facile che il bordo anteriore si allontani. Allo stesso tempo, il trattamento di levigatura può ridurre l'insorgere di gradini e spigoli vivi per migliorare la tecnologia di lavorazione della superficie di separazione. Può essere lavorato direttamente a controllo numerico per ridurre la lavorazione in elettroerosione.

Tipo di linea di separazione
Il tipo di linea di separazione utilizzato in stampaggio a iniezione dipende spesso dalla funzione e dalla struttura specifica della parte in plastica. Tuttavia, esistono cinque tipi principali: linee di separazione verticali, a gradini, inclinate, curve e monopezzo.
Linea di demarcazione verticale

La troncatura verticale è la più diffusa tra le linee di troncatura nei progetti di materie plastiche. Il macchinista forma una linea di divisione verticale in direzione perpendicolare alla direzione di apertura dello stampo.
Linea di separazione obliqua

Qui i macchinisti costruiscono stampi per creare linee di separazione curve.
Linea di separazione a gradini
In questo caso, i macchinisti modellano le linee di separazione in plastica in passi. Con questo tipo di linea di separazione, un lato della cavità è in genere soggetto a forze significative. Ciò comporta una relativa probabilità di slittamento tra la metà fissa e quella mobile dello stampo.
Questa forza può essere contrastata creando forze di iniezione su entrambi i lati della cavità. La forza generata può anche essere troppo grande o troppo piccola. Se la forza è troppo piccola, il macchinista utilizza un perno di guida per compensare. In questo caso, l'impatto di forze di iniezione più piccole e sbilanciate sul prodotto finale potrebbe non essere significativo.
Tuttavia, se la forza è eccessiva, si possono applicare diverse soluzioni. Ecco alcuni esempi:

Realizzare un inserto a forma di cuneo su un lato della cavità. In questo modo, l'inserto alleggerisce parte della forza di iniezione. Pertanto, lo stampo può mantenere la posizione relativa tra la cavità e l'anima.
Disporre lo stampo in modo simmetrico. Questo aiuta a bilanciare la forza di iniezione applicata a entrambi i lati. Inoltre, la struttura dello stampo deve essere il più possibile compatta per poter essere sostenuta.
Linea di separazione completa
Come suggerisce il nome, si tratta di una delle linee di separazione più elaborate nella progettazione della plastica. Macchinisti e progettisti lavorano su questa linea di separazione in base alla struttura del pezzo in plastica. Possono combinare tutte le altre linee di troncatura per creare una linea di troncatura per plastica completa.
Principi di progettazione delle superfici di separazione
Soddisfare i requisiti di sformatura
La posizione della superficie di separazione principale deve essere scelta in corrispondenza del contorno massimo della sezione proiettata del pezzo nella direzione di sformatura. Questo è un principio fondamentale. In base a questo principio, la struttura dello stampo sarà semplificata, altrimenti aumenterà la complessità della struttura dello stampo, come la necessità di aggiungere cursori e altri meccanismi.

Favorisce la rimozione agevole delle parti in plastica dallo stampo.
Poiché il dispositivo di espulsione del stampaggio a iniezione Se la macchina si trova sul lato dello stampo mobile, la superficie di separazione deve essere scelta in modo da mantenere il più possibile la parte in plastica sul lato dello stampo mobile dopo l'apertura dello stampo. Se un meccanismo di espulsione è installato nello stampo fisso, la complessità dello stampo aumenta.

Garantire l'accuratezza dimensionale e la qualità superficiale delle parti in plastica
Per i pezzi in plastica con requisiti di coassialità elevati, quando si sceglie la superficie di separazione, è meglio posizionare i pezzi con requisiti di coassialità sullo stesso lato dello stampo. Come mostrato nella figura seguente, il foro a gradini al centro richiede un'elevata coassialità.
Sulla superficie di separazione del progetto originale, il foro a gradino è formato dalle due anime degli stampi anteriore e posteriore rispettivamente. Dopo la chiusura degli stampi anteriori e posteriori, la precisione della coassialità delle due anime non è facile da garantire; dopo che la superficie di separazione ottimizzata e il foro a gradino sono formati con un'anima, è facile garantire la precisione della lavorazione.

Quando si sceglie dove dividere lo stampo, è necessario assicurarsi che i pezzi di plastica abbiano le dimensioni giuste e una buona finitura superficiale.
Se avete un pezzo di plastica che deve essere molto rotondo, dovreste mettere tutte le parti che devono essere rotonde sullo stesso lato dello stampo. Nell'immagine sottostante, il foro centrale deve essere molto rotondo.
Nel progetto originale, il foro era realizzato da due pezzi diversi dello stampo. Quando si chiude lo stampo, è difficile assicurarsi che i due pezzi siano perfettamente allineati. Quando si realizza lo stampo con un solo pezzo, è facile assicurarsi che il foro sia rotondo.

Allo stesso modo, se si dispone di un pezzo in plastica che deve essere molto rotondo all'esterno, è necessario collocare tutte le parti che devono essere rotonde sullo stesso lato dello stampo. Nell'immagine sottostante, la parte che deve essere rotonda è il giunto di plastica. Nel progetto originale, le due metà dello stampo erano realizzate separatamente. Quando si chiude lo stampo, è difficile assicurarsi che le due metà dello stampo siano perfettamente allineate. Quando si realizza lo stampo con un solo pezzo, è facile assicurarsi che il pezzo sia rotondo.

La dimensione della parte legata al modo in cui lo stampo si apre e si chiude è influenzata dal modo in cui la superficie di separazione si muove quando si inietta la plastica. Nella figura, la dimensione del pezzo nel progetto originale, L, è difficile da verificare; la dimensione del pezzo nel nuovo progetto non ha nulla a che fare con la superficie di separazione, quindi è facile da verificare.

Se avete un pezzo in plastica che deve avere un bell'aspetto, dovete pensare al punto in cui lo stampo si chiude e a come questo influenzerà l'aspetto del pezzo.

Quando si sceglie il luogo in cui dividere lo stampo, è necessario pensare a quanto sarà facile realizzare lo stampo.
Di solito, quando si progetta lo stampo, più semplice è la superficie di separazione, più facile è la realizzazione dello stampo e più probabile è che lo stampo sia corretto.
Nell'immagine qui sotto, la superficie di separazione nel progetto originale si trova in un piccolo angolo rotondo. La superficie di separazione in corrispondenza di un piccolo angolo rotondo è difficile da realizzare ed è difficile realizzare lo stampo correttamente. Nel nuovo progetto, è necessario eliminare i piccoli angoli rotondi dalla superficie di divisione.

Se avete più posizioni di cuscino sullo stesso lato, potete pensare di unirle in un'unica grande posizione di cuscino. In questo modo la struttura della superficie di separazione sarà più semplice e facile da elaborare.
Se avete più posizioni di cuscino sullo stesso lato, potete pensare di unirle in un'unica grande posizione di cuscino. In questo modo la struttura della superficie di separazione sarà più semplice e facile da elaborare.

La scelta della superficie di troncatura deve essere favorevole allo scarico
Per garantire buone condizioni di scarico per la cavità dello stampo, la superficie di separazione deve essere posizionata il più possibile all'estremità della direzione del flusso del materiale plastico fuso.
Nell'immagine sottostante, viene utilizzato il design originale della superficie di separazione. Quando la colata di plastica riempie la cavità, la superficie frattale viene sigillata per prima, in modo che il gas in profondità nella cavità non venga scaricato facilmente (e la superficie di separazione ha una curva, che rende difficile lo scarico del gas dallo stampo); la superficie di separazione ottimizzata è progettata alla fine del flusso di colata per formare buone condizioni di scarico.

Per assicurarsi che la cavità dello stampo abbia un buon scarico, è necessario posizionare la linea di divisione all'estremità del punto in cui la plastica fluirà. Nell'immagine sottostante, viene utilizzato il design originale della linea di separazione. Quando la plastica fluisce nella cavità, sigilla per prima la linea di separazione, in modo che il gas in profondità nella cavità non possa uscire (e la linea di separazione ha una curva, che rende difficile per lo stampo far uscire il gas); la linea di separazione ottimizzata è progettata alla fine del flusso della plastica per assicurarsi che il gas possa uscire.

La scelta della superficie di troncatura deve considerare la semplificazione della struttura dello stampo
Se la precisione della struttura laterale non è elevata, si può evitare il meccanismo di trazione laterale dell'anima (cursore), semplificare la struttura dello stampo e ridurne le dimensioni, riducendo in una certa misura il costo dello stampo.

Se non è possibile evitare l'uso di un meccanismo di estrazione laterale dell'anima (cursore), al momento di scegliere la linea di separazione, è necessario considerare la distanza più breve per l'estrazione laterale dell'anima per ridurre le dimensioni dello stampo; allo stesso tempo, è necessario assicurarsi che l'anima grande sia nella direzione dell'apertura dello stampo, poiché la forza di serraggio è molto grande e se è posizionata sul meccanismo laterale dello stampo, non favorisce lo sformaggio.

Sebbene la maggior parte della selezione e della progettazione delle superfici di separazione di cui sopra avvenga in realtà nella fase di progettazione dello stampo, in qualità di ingegneri strutturali dobbiamo tenere conto della direzione generale nella fase di progettazione strutturale, soprattutto per alcune parti che sono più facili da determinare.
Per i pezzi profilati, se durante la progettazione strutturale si considera l'impatto della superficie di separazione sulla struttura (avanzamento delle dimensioni, gioco di accoppiamento, qualità estetica, ecc. Dopo la prova dello stampo, non ci saranno molti problemi intrinsecamente evitabili.
Naturalmente, i fattori che influenzano la scelta delle superfici di taglio non si limitano a quelli sopra elencati e possono essere altri. Ogni soluzione di superficie di taglio non è perfetta e presenta vantaggi e svantaggi. Ciò che dobbiamo fare è adattarci ai requisiti dei pezzi reali. Basta fare la propria scelta e assicurarsi che soddisfi i requisiti attuali del pezzo.

Progettazione di linee di separazione per prodotti stampati a iniezione è il posto migliore per conoscerli. A volte la scelta è ovvia, altre volte no. Questa sezione spiega perché le linee di divisione sono importanti nella progettazione delle materie plastiche.
Considerazioni sulla progettazione della linea di separazione
La prima cosa da considerare è la direzione di apertura dello stampo rispetto al pezzo. I meccanici chiamano questo punto "linea di tiro". È importante perché influisce sull'aspetto del pezzo. Inoltre, aiuta a sapere cosa aggiungere al pezzo. Tra l'altro, aiuta a sapere come i segni lasciati dalle due metà del pezzo stampato a iniezione appariranno sul pezzo finale.
Un'altra cosa a cui pensare quando si decide dove collocare la linea di demarcazione è dove collocare le caratteristiche del pezzo. Questo perché la plastica si restringe quando si raffredda e può spostare il pezzo nello stampo. Questo può incasinare il funzionamento del pezzo e renderlo non funzionante. Inoltre, non si vuole che il pezzo si restringa troppo, altrimenti sarà difficile farlo uscire dallo stampo.

Per mantenere i pezzi nella giusta posizione, le pareti del pezzo stampato a iniezione devono essere lontane dalla linea di divisione. Più sono le correnti d'aria, meno è probabile che l'elemento si rompa.
Un altro buon modo per capire dove dovrebbero essere le linee dei pezzi è quello di esaminare il progetto di producibilità (DfM) del prodotto. Oltre a dirvi dove dovrebbero essere le linee dei pezzi, vi aiuta anche a trovare i difetti e a migliorare i vostri pezzi per la produzione. Questo vi aiuterà a trovare modi più economici per produrre i vostri pezzi.
Conclusione
È importante pensare a tutti questi aspetti della linea di parti quando si progettano i prodotti stampati a iniezione, ma non è tutto. Esistono numerose linee guida e regole importanti per lo stampaggio a iniezione che devono essere seguite prima che il processo di stampaggio a iniezione possa funzionare.

Ecco perché dovreste lasciare che Zetar Mold si occupi del vostro processo di stampaggio a iniezione. Abbiamo un gruppo di ingegneri che possono aiutarvi nella progettazione e nella produzione dei vostri pezzi. Con noi, potrete realizzare il vostro prodotto o design personalizzato in pochissimo tempo.
Rivolgetevi oggi stesso ai nostri ingegneri per ottenere i migliori servizi di stampaggio a iniezione!







